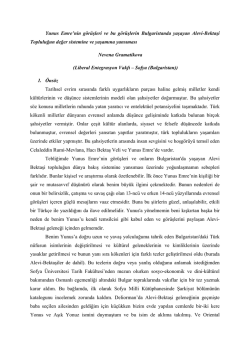
DİFÜZYON Pancar hücrelerindeki şekerin alınması işlemi Difüzyon; pancar hücrelerinin hücre duvarları ısıl işlem uygulanarak hücre içindeki şekerin hücre dışına çıkmasına izin verecek hale getirilir (şeker fabrikasyonunda denatüre etme olarak adlandırılır) Difüzyonda ters akım prensibi ilk defa 1864-1865 de Robert tarafından uygulanmıştır. Ters akımda şeker içeriği en yüksek kıyım, şeker konsantrasyonu en yüksek şerbetle karşılaştığından sürekli ve etkin bir kütle aktarımı söz konusudur. Difüzyon işleminde önceleri ard arda dizilmiş kazanlardan oluşan kesikli batarya sistemi kullanılmış; teknolojinin gelişmesiyle sürekli difüzyon aparatları geliştirilmiş Difüzyonda elde edilen şekerli çözeltiye ham şerbet, şekeri alınmış kıyımlara ise küspe adı verilir. Pancarın içerdiği şekerin olabildiğince fazla miktarının, en az su kullanarak ve ham şerbetin en az şeker dışı madde içerecek şekilde elde edilmesi gerekir. Difüzyona alınan kıyımlarda hücre duvarlarının mümkün olduğunca parçalanmamış olması gerekir. Ancak çok iyi kıyılmış kıyımlarda bile hücre duvarlarının bir kısmı hasar görür. Hücre duvarlarının mekanik olarak parçalanması, ham şerbete geçen şeker dışı madde oranının artması sonucunu doğurur. Mekanik olarak parçalanmamış hücre duvarları ısı ile denatüre edildiğinde hücre içindeki şeker Fick kanununa uygun olarak hücre dışına ozmoz ile geçer. Şeker dışı maddelerin difüzlenme hızları şekere göre az olduğundan şeker, şeker dışı maddelerden daha hızlı difüzlenir. Böylece hücre duvarı bir arıtım kademesi gibi davranır. dS dC ----- = D A -----dt dr Difüzyon, Fick kanunu ile tanımlanır A : difüzyonun gerçekleştiği yüzey alanı D : difüzyon katsayısı C : difüzlenen madde konsantrasyonu r : difüzlenmede geçilen yol S : difüzlenen madde miktarı t : zaman D (difüzyon katsayısı) sıcaklıkla doğru orantılı, difüzlemenin olduğu sıvı fazın viskozitesi ile ters orantılıdır. DİFÜZYONU ETKİLEYEN ÖNEMLİ FAKTÖRLER Difüzyonu etkileyen önemli faktörler • • • • • • Sıcaklık Ham şerbet miktarı Difüzyon süresi Kıyım kalitesi Difüzyon besleme suyunun özellikleri Mikroorganizmalar a) SICAKLIK Difüzyonda sıcaklığın derecesi/uygulama süresi neyi etkiler? Pancar hücre dokusunun denatüre olma derecesi ve pancar hücre duvarının değişmesi Difüzyon hızı Mikroorganizmaların yaşam etkinliği Pancar kıyımları ısıtılarak pancar hücre dokusu, şekerin hücre dışına çıkışına izin verecek şekilde denatüre edilir en uygun denatürasyon sıcaklığı * normal pancar kıyımlarında 70-72°C * donmuş çözünmüş pancarlarda 66-68°C ye kadar düşürülmesi gerekebilir. T> 75-85°C pektin çözünmeye başlar/hidratasyon olur kıyım hücre dokusundaki kılcal kanallar birbirine yapışır şerbetin difüzlenmesi zorlaşır difüzyon kayıpları artar küspenin preslenebilirliği olumsuz etkilenir kıyımların difüzyon cihazı içindeki hareketleri zorlaşır ham şerbet çıkış süzgeçleri tıkanabilir sıcaklığın artması kıyımların ısıtılarak hücre dokusunun denatüre edilmesi yanında difüzyon hızını artırır Örn; diğer ekstraksiyon parametreleri sabit tutularak sıcaklık 69°C ⇒ 73°C ye çıkarılırsa %0.25⇒%0.20’ ye düşer difüzyon kayıpları p.g. Isı uygulaması mikroorganizmaların büyük bölümünün canlılığını kaybetmesini ve mikrobiyal faaliyeti önleyen sterilizasyon maddelerinin (formalin) daha az kullanılmasını sağlar b.) HAM ŞERBET MİKTARI Belirlenen şeker ekstraksiyon verimini elde edebilmek için gerekli çekiş ve buna bağlı olarak difüzyon besleme suyu miktarı neye bağlıdır? tesisin özelliğine kıyım kalitesine sıcaklığa difüzyon süresine pancarın şeker varlığına p.g. % şeker kaybı Çekiş: İşletmeye alınan ham şerbetin, işlenen pancar miktarına göre ağırlık veya hacim olarak % si 0.4 0.3 0.2 0.1 110 115 120 p.g. % çekiş Difüzyon kaybı ile ham şerbet çekişi arasındaki ilişki c.) DİFÜZYON SÜRESİ Kıyımlarla ekstraksiyon sıvısının temas halinde bulundukları süre Difüzyon ya da ekstraksiyon süresi uzadıkça daha çok şekerin şerbete geçmesi sağlanabilir. !!! süre arttığında kıyımdaki şeker konsantrasyonu azalacağından şekerin difüzlenme hızı şeker dışı maddelerin ham şerbete geçme oranı ∴70-75 dakikalık ekstraksiyon süresi optimum 0.4 0.3 0.2 p.g. % şeker kaybı 0.1 60 65 70 75 80 85 difüzyon süresi Difüzyon süresi ile difüzyon kayıpları arasındaki ilişki d.) KIYIM KALİTESİ Kıyımlar inceldikçe ekstraksiyonun gerçekleştiği yüzey alanı büyür ve difüzyon sırasında şekerin geçmesi gereken yol kısalır. Kıyım içinden şerbetin geçebilmesi, yani kıyımların geçirgenliği kıyımların inceliğine, uzun veya kısa olmasına bağlıdır. Uzun kıyımlar daha gevşek bir kitle oluştururken, 1 cm' den kısa kıyımlar (kırıntılar) daha sıkı bir kitle oluşturarak kıyımlar arasından şerbet geçişini engeller. Kıyım kalitesi Silin sayısı veya İsveç sayısı ile ifade edilir. Silin sayısı : 100 gram kıyım içindeki boyu 1 cm' den büyük kıyımların metre olarak uzunluğudur. İyi bir kıyımda 12-18 m olmalıdır İsveç sayısı : 100 gram kıyım içinde boyu 5 cm' den büyük olan kıyımların, boyu 1 cm' den küçük olanlara ağırlıkça oranı. İyi bir kıyımda 16’nın üzerinde olmalıdır Geçirgenlik (kg şerbet / 30 dk) 210 190 170 İsveç sayısının 20' ye kadar değişiminde geçirgenlik artmakta, bu noktadan sonra fazla etkilenmemektedir. 150 130 110 90 4 8 12 16 20 24 28 32 İsveç sayısı İsveç sayısı ile kıyımların şerbet geçirgenliği arasındaki ilişki kıyım dolgusu (dolgu) (kg/hl): Difüzyon aparatları içerisinde 1 hl' lik hacimdeki kıyımların kg olarak ağırlığı Sürekli difüzyon cihazlarında, yeterli miktarda ham şerbet çekişine izin verecek, difüzyon tahrik sistemine aşırı zorlama getirmeyecek düzeyde bir kıyım dolgusu seçilmelidir Pancarın/kıyımın kalitesi ve difüzör tipine bağlı olarak 50 kg/hl ile 72 kg/hl arasında değişmektedir E. DİFÜZYON BESLEME SUYU Difüzyon besleme suyu miktarı ; sıkılmış küspe miktarı ve ham şerbet çekişine bağlıdır Difüzyon besleme= Ham şerbet + Sıkılmış küspe – Pancar miktarı suyu miktarı çekişi miktarı (100) Ekstraksiyon için kullanılacak su * temiz olmalı * şerbet arıtım kademelerinden geçebilecek mad. içermemeli Besleme suyu içindeki tuz varlığı minimum olmalıdır. Neden??? Çünkü, tuzlar melasa giden şeker miktarını artırıcı etki yapmaktadır. Tuzların bir bölümü ham şerbette kalır, bir bölümü de tuz konsantrasyonu düşük olan küspenin içerisine geçerek sistemi terkeder. Ancak difüzyon besleme suyunda 100 Alman sertliğine eşdeğer CaSO4 bulunmasının küspenin sıkılabilme özelliğini artırır, melasa giden şeker miktarını düşürür (reaksiyon mekanizması tam olarak açıklanmamıştır) ∴Difüzyon besleme sularına önce Ca(OH)2 katılıp daha sonra H2SO4 ilave edilerek CaSO4 oluşması sağlanır. (Fakat bu yöntem tüm şeker fabrikalarında uygulanmamaktadır) Çok miktarda tuz içeren difüzyon besleme sularının kullanıldığı durumlarda sulu şerbet ve koyu şerbet renkleri de önemli ölçüde artmaktadır Difüzyon besleme suyu pH 5.8-6.0 olmalı pH ayarlamak için kükürt ocağından elde edilen SO2 ya da H2SO4 kullanılır Difüzyon besleme suyu olarak enerji ekonomisi sağlanması açısından kondensat suları veya kondansatör soğutma suyu kullanılır. Bazen taze su da takviye edilebilir. F. MİKROORGANİZMALAR Difüzyondaki şekerli kıyımlar ve ham şerbet sakarozla beslenen birçok m.o. çoğalması için uygun bir ortamdır. Mikroorganizmalar kontrol altında tutulmadıklarında önemli şeker kayıplarına yol açabilir m.o. faaliyetlerini sıcaklık, ortam pH' sı ve zaman etkiler 1) m.o. kaynağı; kıyımlarla gelen kirlilik Pancarların kıyılmadan önce çok iyi temizlenmesi m.o. faaliyetlerini önemli ölçüde önleyebilir. Kıyımların hızla ısıtıldığı haşlamalı ekstraksiyonda mezofil ve önemli ölçüde termofil m.o. ölmektedir 2) m.o. kaynağı; difüzyon besleme suyu Özellikle kondansatör soğutma sularının bakteriyolojik yükü çok yüksek Eğer difüzyon besleme suyuna SO2 veriliyorsa, bunun önemli ölçüde sterilizasyon etkisi var (sterilizasyon için ayrıca dezenfektan kullanılması gerekmez). SO2' in verilmediği sistemlerde dezenfektan kullanmak gerekebilir 3) m.o. kaynağı; difüzyona alınan küspe prese suları Ancak prese sularının prese suyu ısıtıcılarında 80ºC' ye ısıtılması ile önemli bir sterilizasyon etkisi sağlanmış olmaktadır Günümüzde difüzyon işlemi sırasında mikroorganizma faaliyetlerinin kontrolünde yaygın olarak 2 yöntem kullanılmaktadır; 1) Dezenfektan olarak formalin (formaldehit) kullanılmakta Formalin şok halinde ve saatte elde edilen ham şerbetin yaklaşık %1 i kadar kullanılmalıdır. Örn; 120 m3/saat ham şerbet çekilen difüzyon tesisine 120 kg formalin şok olarak (bir seferde) hızla verilmelidir. Formalin verilmesi için en uygun yer sürekli difüzyon cihazlarının tam ortasıdır. Ancak enfeksiyon kaynağı difüzyona giren sular ise formalini su girişinden vermek uygundur. 2) Mikroorganizma faaliyetlerinin kontrolünde yeni kabul gören diğer yöntem ise kontrollü enfeksiyon sistemidir. Bu yöntemde, dezenfektan kullanılmamakta; buna karşın difüzyon sistemine giren m.o. sayısı difüzyon parametreleri ile kontrol altında tutulmakta ve öngörülen çok az miktarda şeker kaybına göz yumulmaktadır. Difüzyon Sistemleri Eskiden kesikli batarya tipi difüzyon sistemleri kullanılmış Günümüzde sürekli difüzyon sistemleri kullanılıyor Bugün dünyada kabul gören difüzyon sistemleri; * Kule tipindeki BMA ve Buckau-Wolf difüzyon sist. * Yatık tipteki D.d.s. ve R.T. difüzyon sistemleri Bunlardan başka az da olsa Opperman & Deichmann, De Smet, Olier difüzörleri de kullanılmaktadır BMA Kule Difüzörü İki ana üniteden oluşur: 1. Haşlama teknesi 2. Difüzyon kulesi Haşlama Teknesi : Difüzyon kulesine girmeden önce pancar kıyımları difüzyon işlemi için haşlama teknesinde hazırlanır. Haşlama teknesinin separatörlü, BW, BMA karşı akımlı tipleri vardır. BMA karşı akımlı haşlama teknesi en yaygın kullanılan BMA Karşı Akım Haşlama Teknesi : Kapalı, yatay silindirik bir tekne Tekne içindeki kıyımların hareketini sağlayan bir mil üzerinde helezonik dizilimli kanatlara sahip bir karıştırıcı bulunur Tekne uzunluğunun 2/3 ünde: difüzyon kulesinden gelen ham şerbetle kıyımlar arasındaki ısı değişimi Tekne uzunluğunun 1/3 ünde: kıyımların ısıtılmış sirkülasyon şerbeti ile plazmolize (hücre duvarının geçirgen hale gelmesi) uğratılması işlevi yerine getirilir Karşı akım sisteminde haşlamadan çekilen ham şerbetin sıcaklığı taze kıyım sıcaklığının 10-15 oC üzerinde olmaktadır En yüksek ısı ekonomisi en düşük sıcaklıkta ham şerbet elde edilmesi ile sağlanır Sisteme Giren Isı - Sistemden Çıkan Isı = 0 QG - QÇ = 0 (Birikim yok) MG CPG (TH - TG) = MÇ CPÇ (TH - TÇ) MG CPG TG MÇ CPÇ TÇ TH : : : : : : : olmalı Sisteme giren kıyımların miktarı Sisteme giren kıyımların özgül ısısı Sisteme giren kıyımların sıcaklığı Sistemden çıkan ham şerbetin miktarı Sistemden çıkan ham şerbetin özgül ısısı Sistemden çıkan ham şerbetin sıcaklığı Haşlama mayşe bölgesi sıcaklığı Taze su Sulu küspe Prese suyu Ku le ortası kıy ım Ha m şerbet Ekstraksiyon kulesi 1. 2. 3. 4. 5. Karşı akım haşla ma teknesi Taban süzgeçleri Yan süzgeçler Kıyım pompası 5. 6. 7. 8. Ku m ayırıcı 9. Köpük söndürücü Ku le mili ve kanatlar 10. Sirkülasyon pompası Sabit kanatlar 11. Sirkülasyon şerbeti ısıtıcısı Ku le mili tahrik düzen i BMA Ekstraksiyon tesisi Sirkülasyon şerbeti ısıtıcısı % 80 pg kıyım Ham şerbet % 120 pg Köpuk söndürücü Kum tutucu Haşlama teknesi Ekstraksiyon kulesine % 380 pg Ekstraksiyon kulesinden % 400 pg Köpük söndürücülü karşı akım haşlama ünitesi Kıyımların BMA karşı akımlı haşlama teknesinde kalış süreleri 12 -15 dakika Pancar işleme kapasitesine göre haşlama teknelerinin çapları değişmekte, uzunlukları 7 m (sabit) Haşlamada kıyımların haşlanması için gerekli ısı nerden sağlanır? * Difüzyon kulesinden 70°C sıcaklıkta ve p.g. % 400 oranında çekilen şerbet * Haşlamadan 70°C de çıkıp 80°C ye ısıtıldıktan sonra tekrar haşlamaya dönen p.g. %80 miktarındaki haşlama sirkülasyon şerbeti Pancarın kalitesine bağlı olarak haşlama sıcaklığı 68-72 °C Difüzyon Kulesi: Hücre zarları ısı ile denatüre edilen pancar kıyımları p.g.% 250-300 şerbetle karıştırılarak difüzyon kulesine pompalanır. Şekerin ters akım prensibine göre su ile ekstraksiyonu esas olarak kulede gerçekleşir Kıyımlar kuleye alt süzgeçlerin hemen üzerinden girer. Kıyımlar kule içerisinde dikey yönde, yukarı doğru kıyım pompasının ve kule ortasındaki mil üzerinde bulunan taşıyıcı kanatların yardımı ile hareket ederler. Tahrik mili ve kanatlar Hareketli kanatlar Sabit kanatlar BMA Ekstraksiyon tesisi Teknolojik açıdan istenen; ham şerbetteki şeker miktarı en fazla, küspe ile şeker kaybı en az. Bu durum, kıyımların ve şerbetin kulede kalma süresi arttırılarak sağlanabilir. !!!!! Buna karşılık şerbetin yüksek arılıkta olması için şerbetle kıyımın temas süresinin azaltılması gerekir Birbirine ters bu iki gerekliliğin yerine getirilmesi için difüzörde dolgunun yüksek tutulması gerekir. Çeşitli difüzörlerin normal pancarlarla çalışma dolgusu; Difüzör Tipi D.d.s. R.T. BMA Dolgu (kg/hl) 65-74 50 65-72 Kıyımlar BMA kule difüzörü içinde ~ 65 dakika kalırlar Pancara göre % 120 ham şerbet çekişi ve 70 kg/hl çalışıldığı düşünülürse difüzördeki kıyımların hızının 70 ----------- x 1.2 = 2.8 katı şerbet hızı elde edilir (100-70) diğer bir deyişle kıyımlar difüzörden 65 dak. küspe olarak çıkarken; difüzyon besleme suyu 65 ------ = 23.3 dakikada ham şerbet olarak çıkar 2.8 Difüzörlerin tasarımında, işletme kapasiteleri için ölçülendirilmesinde teknolojik olarak kabul edilen dolgu derecesi, difüzyon süresi ve ham şerbet çekişi temel alınır. Difüzör Tipi D.d.s. R.T. BMA Difüzyon Süresi (dak) 130 100 65-72 Şerbet Geçiş Süresi (dak) 50 23-29 Gerekli Difüzör hacmi M 100 V = ------- x Z x ----1440 D formülü ile hesaplanır V: Difüzör hacmi (m3) Z: Difüzyon süresi (dak.) M: Pancar işleme kapasitesi (ton/gün) D: Dolgu (kg/hl) Kule difüzörlerinde ortadaki milin çevresinde sıralanan kanatlar milin dönüşü ile döner ve difüzör içindeki kıyım kütlesi sürekli olarak hareket eder. Kanatların şekilleri ve konumları ters akım şerbetinin, düzenli olarak difüzyon hacminin tamamında basınç düşüşüne uğramadan, yüksek dolguya rağmen akışını sağlar. İyi bir difüzyon işleminde difüzöre giren kıyımların tabakalar halinde yukarıya çıkması sağlanmalıdır. Aksi halde ekstraksiyonu tamamlanmış küspe ile ekstraksiyonu tamamlanmamış kıyımlar bir arada küspe olarak difüzyondan çıkacaktır. Paralel kıyım katmanlarının elde edilmesi için difüzörün öngörülen dolguda çalıştırılması şarttır. Difüzyon kulesinde dolgu yanlardaki gözetleme camlarından izlenebilir. Kıyımlar tek tek ve birbirinden uzak mesafede yüzüyorsa yeterli dolgudan söz edilemez. Normal bir dolguda kıyımlar yan yana ve karıştırıcı kol geçtiğinde yükselip alçalan bir dalga hareketi gibi gözlenirler. Gözetleme camı arkasındaki kıyımlar birbirlerini eziyor ve topaklaşıyor izlenimi veriyorsa aşırı dolgu söz konusudur. Difüzyon kulesindeki dolgu şerbet seviyesinin yüksekliği değiştirilerek kontrol altında tutulur Kule dolgusu difüzör milini çeviren elektrik motor veya motorlarının çektiği gücün izlenmesiyle kesin olarak kontrol edilebilir. Normal şartlarda dolguda azalma ⇒ motorun çektiği akım azalır dolguda artış ⇒ motorun çektiği akım da artış Kulede normal şerbet yüksekliği, küspe çıkış helezonlarının 500 mm altındadır Dolgunun ayarlanmasında bu seviye 300 mm artırılabilir veya düşürülebilir Eski tip difüzyon kulelerinde dolgu ayarlamasında, difüzyon gövdesi üzerindeki yönlendirici kanatların açılarının değiştirilmesi işlemi de uygulanmaktaydı Günümüzde ise difüzör tahriklerinde doğru akım motorlarının kullanılması nedeniyle bu kanatlar yatayla 30°açı yapacak şekilde sabitleştirilmiştir Doğru akım motorlarında motoru öngörülen güç tüketimine karşılık gelen devir sayısında çalıştırmak istenilen dolguyu sağlayabilmek için yeterli olmaktadır D.d.S. Difüzörü Bir Belçika firması olan AS De danske Suckerfabrikker (D.d.S.) tarafından geliştirilmiştir. Kıyımlar difüzöre alt uçtan girer ve cihaz boyunca ilerleyip üst uçtan küspe olarak çıkarlar. Kıyımlar tekne içinde kısmen birbirine girmiş bulunan iki helezonun dönmesiyle hem bir dönme hareketi yaparlar, hem de yukarı doğru hareket ederler. Helezonlar aynı eksende kollar üzerine kaynatılmış helis saclardan oluşur. Helisler arasındaki boşluk kıyımlarla tamamen doludur. Ancak şerbet seviyesi daha aşağıdadır. Bu şekilde kıyım sütununun gevşemesi ve dolayısıyla bir kanal oluşumu önlenmektedir. Helis: bir silindirin ana doğrularını sabit bir açı altında kesen eğri. Dds difüzörü Dds difüzöründe helezonlar Tekne 8°lik bir eğimle yerleştirildiğinden sabit bir şerbet seviyesi tutturulabilir. Şerbet seviyesi; kıyım özelliğine, pancar kalitesine ve işleme kapasitesine bağlı olarak değiştirilebilir. Helislerin dönme hızı da yine bu koşullara göre ayarlanabilir. Helezonlar alt ve üst uçtan elektrik motorlarıyla tahrik edilirler. Doğru akım motorlarıyla helezon devirleri 0.3-1.3 devir/dak arasında değiştirilebilir. Kıyımlar doğrudan helezon üzerine dökülürken, şekeri alınmış kıyımlar (küspe) cihazın üst ucunda bulunan kepçeli bir dolap yardımıyla dışarı atılır Dolap kepçeleri delikli olup, çıkmadan önce küspe üzerindeki suların cihazın içine akmasını sağlar. Ham şerbet, cihazın alt tarafına yerleştirilen bir süzgeçten dışarı alınır. Difüzyon besleme suyu kepçeli dolabın hemen altından verilir. Prese suyu ise biraz daha alt kısımdan verilir. Difüzyon besleme suyu miktarı difüzyona alınan kıyım miktarına göre ayarlanır. D.d.S. difüzyon sisteminde kıyımlar doğrudan difüzöre alındığından, cihaza giren kıyımlar önce ham şerbetle ısıtılır, bu şekilde ham şerbet de sistemi soğuyarak terk eder. Difüzör 12 adet buhar ceketi ile ısıtılır. Difüzöre giren kıyımlar, teknenin alt ucundan 2 m uzaklıkta, yaklaşık 14 dakika içinde difüzyon sıcaklığına ulaşırlar. İyi çalışma şartlarında 20-25°C lik ham şerbet sıcaklığına inmek mümkün olabilir. Bu nedenle D.d.S. difüzörleri toprak kaynaklı bakterilerin optimum gelişme sıcaklığının altındaki sıcaklıklarda ham şerbet verebilmektedirler. Difüzör üzerinde bulunan kapaklardan difüzörün her yerine ulaşmak mümkündür. D.d.S. difüzörleri kaba ve taraklı kıyımlarla daha iyi çalışır. Kıyım şerbet karışımları arasına karışabilen hava kabarcıkları köpüğe yol açabilir. Köpük söndürücü maddeler kullanılarak şerbet seviyesinin yükselişi önlenebilir D.d.S. tekneleri 22.5 m uzunlukta, 4-6 m genişliktedir. Kıyımların difüzörde kalış süresi 125-140 dak. (bunun tamamı difüzyon süresi değildir. Çünkü şerbet seviyesi kıyım seviyesinin aşağısında ve kıyımların ısıtılıp soğutulması aynı teknede gerçekleşiyor) Kıyımların ısı etkisinde kaldıkları süre 115-130 dak. Kıyım dolgusu 65-74 kg/hl p.g. % 109-116 çekişle p.g. % 0.14-0.16 difüzyon kaybı ile çalışır Küspe; Difüzyondan çıkan şekeri alınmış kıyımlar Difüzyonu terk eden küspeye sulu küspe denir (difüzyon tipine göre bu küspenin kuru maddesi % 7-11) Sulu küspe, küspe preslerinde sıkılarak kuru madde içeriği artırılır ve elde edilen prese suyu difüzyon sistemine geri alınır. Prese suyunun geri alınması su tüketimini azaltırken enerji ekonomisi de sağlar. (∴ sulu küspe maksimum kuru madde içerecek şekilde sıkılmalı) Difüzyon besleme suyuna H2SO4 ve CaSO4 katılması sıkılmış küspenin kuru madde içeriğini artırır. Küspelerin sıkılmasında yatay veya dikey presler kullanılmaktadır. Modern preslerde sıkılmış küspede kuru madde içeriği % 40 lara erişebilmektedir. Küspe: Besinsel lif olarak kullanılır Kepekten farklı olarak mineral maddelerin bağlanıp vücuttan atılmasına sebep olmaz Beyaz renkli lif içeriği yüksek ekmek eldesinde kullanılabilir. Renk giderme için küspe alkolden geçirilir Difizyon Kulesi Akış ış Diyagramıı
© Copyright 2026 Paperzz