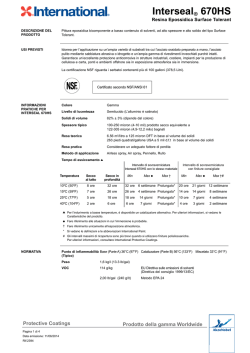
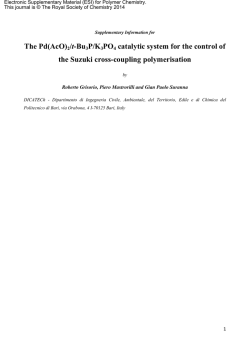
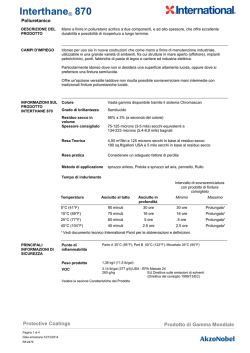
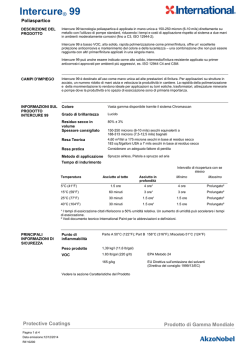
Corrosione Effect of temperature on pulsed current chromium electrodeposition from Cr(iii) aqueous solutions R. Giovanardi, A. Bozza Chromium electrodeposition is widely used industrially to obtain protective coatings with high corrosion resistance combined with other important properties such as high hardness and wear resistance (hard chromium plating) or high surface finishing (decorative chromium plating). In recent years, much attention was given to finding alternative electroplating methods that could achieve similar coatings without the use of hexavalent chromium, given the known toxicity of its compounds. Ideally the deposition of metallic chromium from trivalent chromium acqueous solutions represent the easier strategy to obtain such coatings without the use of hazardous solutions; unfortunatelly a lot of complications concerning the chemistry of trivalent chromium in acqueous solution make this way very difficult to pursue. In this work some deposition strategies have been developed, obtaining, on carbon steel substrate, metallic chromium coatings with good properties (high adhesion to the substrate, micro-hardness, surface finishing) starting from aqueous solutions of Cr (III) and formic acid. The developed strategies are based on the use of pulsed current (and optimization of its process parameters, such as duty cycle, period and magnitude of current applied) and low temperatures. Keywords: Electrodeposition - Chromium - Corrosion - Pulsed current - INTRODUCTION The deposition of chromium from Cr(III) aqueous solution ideally would provide the easiest way to obtain chromium coatings without using dangerous (for operator and environment) solutions, but there are several chemical complications which made this way not easily available; the main complication can be summarized in the following three point, exhaustively explained in a previous work [1]: i) Cr3+ ions form, in aqueous solution, an esa-aquo ion complex (formula [Cr(H2O)6]3+) which hinder, by the kinetic point of view, the process of electroreduction of chromium [2, 3]; ii) the reduction reaction from Cr3+ to Cr0 is characterized by a standard reduction potential more negative than the reduction potential of hydrogen in water, which means that the minimum polarization required to activate the reduction process of trivalent chromium will produce a considerable hydrogen evolution [4, 5] at the expense of faradic efficiency for the desired reaction. iii) hydrogen evolution and the contemporary formation of Roberto Giovanardi, Andrea Bozza University of Modena e Reggio Emilia, Department of Engineering “Enzo Ferrari”, Via Vignolese 905, 41125 Modena, ITALY La Metallurgia Italiana - n. 7-8/2014 OH- ions occur at the cathode and cause a significant pH increase near the electrode surface; at pH values higher than 4.5 the complex [Cr(H2O)6]3+ hydrolyzes, establishing a series of reactions that have, as final products, high molecular weight polymers (phenomenon known as olation) [2, 3], which can precipitate near the cathode surface limiting the availability of Cr3+ and hindering the desired reduction reaction. Limiting parts of the phenomena described is possible using appropriate complex agents for Cr3+ such as oxalic acid, malonic acid, urea, glycine. These organic compounds form with Cr3+ complexes thermodynamically more stable than its esa-aquo ion; so the organic ligands may sequester a considerable amount of chromium ions from its esa-aquo complex, making them available for the reduction reaction at the cathode. According to literature, the more suitable ligand for this purpose is the formic acid (or better formate ions) [6-8], so in this work formic acid will be used as a specific complexing agent for Cr(III). A second chemical species able to greatly affect chromium deposition from both Cr(VI) and Cr(III) solution is the sulphate ion. This ion acts directly in the reaction mechanism leading to the gradual reduction of hexavalent chromium [9, 10], and its influence on the reduction process of formic-Cr(III) complexes has been already evaluated in a previous work [1]. The aim of this work is to continue the investigation of 9 Memorie chromium galvanic deposition from Cr(III) aqueous solution in order to develop new strategies to improve the process quality varying the electrical parameters. The main studies concern the use of pulsed current, working therefore with a current density which varies periodically in time, trying to optimize the process variables (current density, period and duty cycle) in order to improve the performance of the coatings obtained. In addition a study concerning the plating temperautre was performed: the deposition temperature was decreased to values lower than those typical of the galvanic depositions, trying to modify in this way the kinetics of the various chemical reactions involved (complexation, olation) in order to prevent the phenomena previously described, which complicate the process of reduction of trivalent chromium in aqueous solution. MATERIAL AND METHODS All the deposition tests were performed using an electrochemical thermostated cell whose geometry has been already explained in previous work [1]. The working electrode (cathode) was a carbon steel disk (C40), a platinum coil was used as counter electrode and an saturated silver chloride electrode (SSCE) as reference electrode. All the galvanic depositions were performed using a solution whose composition was optimized in previous work(1) (CrCl3 200 gdm-3, H2SO4 0.37 gdm-3, HCOOH 30 gdm-3) [1]. In the present work pulsed current (PC) deposition techniques have been exploited, controlling the deposition current. A square wave mode was chosen, in which the current magnitude was shifted between two constant levels. The main electrical parameters varied during PC depositions were: time-on (ton), time period in witch the higher current density (cathodic) was applied, time-off (toff), time period in witch a lower (or zero) current density was applied, period (τ), sum of ton and toff , duty-cycle (DC%), ratio between ton and τ, expressed as percentage, current density during time-on (jon) and current density during time-off (joff). In order to allow a homogeneous comparison of the deposition results, all the pulsed current configurations, developed combining different electrical features, were characterized by a number of cycles that guarantees the same amount of total charge (Q) provided during the deposition process. The temperature during electrodeposition was controlled by a JULABO F32 thermostat; different tests were carried out at the following temperatures: 23±1, 20±1, 16±1, 12±1 and10±1°C. The most significant chromium coating obtained were characterized evaluating: i) structure and morphology of the coating, by optical and SEM micrographs obtained from surface and cross section of the samples; ii) faradic efficiency (η%), calculated as ratio between the experimental and theoretical weight uptake after electrodeposition [11], iii) HV0.2 (2) micro-hardness, by indentation of the cross sec10 tion of coatings with a WOLPERT 401 MVD Micro-hardness Tester, iv) thickness, evaluated as average thickness from optical and/or SEM micrographs of the cross section, v) apparent density, calculated as ratio of the coating weight and the coating volume, vi) roughness, by a Sama Tools 6200 series digital profilometer (Rz and Rz data, obtained as average of at least five measurements for each sample). RESULTS AND DISCUSSION The aim of the first set of experiments performed was to optimize the pulsed current parameters. The period (τ) was changed from 20 ms to 2 s, using constant values of current density during time-on and time-off intervals (-0.6 Acm-2 and 0 Acm-2 respectively) and considering three different duty cycle (25%, 50%, 75%) for each τ tested. All the tests performed with the shortest τ led to a total absence of chromium in the coatings: only a thin copper layer was obtained (confirmed by XPS analysis) probably deriving from the low percentage of Cu impurities present in the commercial reagent used for preparing the deposition solution (CrCl3). These results show that too short periods, characterized by extremely fast pulses (milliseconds) fail to ensure the necessary conditions for chromium reduction, whose kinetic is probably very slow. Interesting results were obtained raising τ up to 2 s, but only applying high duty cycle; in particular the sample obtained with a 75% DC showed high faradic efficiency(3) (22.0%), very high micro-hardness (1700 HV) and good surface finishing (Ra = 7 ± 1 µm). All the samples coated in this way, however, show a poor substrate adhesion, mainly related to the growth of iron corrosion products at the steel/chrome interface during the deposition process. This phenomena was ascribed to a corrosion process that occur on the carbon steel substrate during the time-off intervals, due to the chemical composition of the deposition solution (extremely acidic and not able to passivate the steel). To avoid such corrosion phenomena, the current level during timeoff interval was shifted toward slightly cathodic values, in order to ensure cathodic protection of the steel without activating the reduction reaction of chromium. The introduction of a cathodic current level (-0.2 A cm-2) during time-off has resulted in some interesting improvements in terms of adhesion, in particular the best results were obtained with a duty-cycle of 50% (setting lower DC% the efficiency falls down, while at higher DC% problems of substrate adhesion are still observed, because with time1) The solution was prepared at room temperature and stored at 4°C until use. No pH correction was applied (the pH of freshly prepared solution is approximately 0.7) 2) When the thickness of the sample allow it, otherwise a reduced load was applied. 3) When compared with the average efficiency of chromium electrodeposition from Cr(VI) solution (about 18%) La Metallurgia Italiana - n. 7-8/2014 Corrosione Electrical parameters ton / s jon / Acm toff / s joff / Acm-2 DC % number of cycles 1 -0.6 1 -0.2 50 2700 -2 Characterization of the coating obtained Thickness / µm η% HV dapp / g cm-3 Ra / µm Rz / µm Surface morphology Section morphology 97.5 15.4 1600 6.14 11 ± 2 30 ± 6 Figure 1a Figure 1b Table I: characterization of the coating obtained by a 1 s time-on (at -0.6 Acm-2) and 1 s time-off (at -0.2 Acm-2) procedure. Tabella I: caratterizzazione dei rivestimenti ottenuti lavorando con time-on di 1 s (a -0.6 Acm-2) e time-off di 1 s (a -0.2 Acm-2). off too short the problems of corrosion of the substrate are not completely eliminated); in Table I (and related Figure 1a, b) the main features of the coating obtained with this interesting method are shown. This coating presents optimal micro-hardness and density properties (both extremely high) combined with a low surface roughness, and very good adhesion and morphology (both in surface and cross section). In particular, microfractures found in some surface SEM images (Figure 1a) are to be considered extremely limited in terms of depth, as they do not appear from the cross section analysis (Figure 1b); moreover, no trace of iron was detected acquiring EDS spectra on these micro-cracks, so it’s possible to assume that they don’t reach the steel substrate. A remarkable aspect is the presence of different layers of chromium (alternate with an extreme regularity), reminiscent of the succession of the several cathodic pulses supplied with the deposition cycle (Figure 1b). Influence of time-on current density The time-on current density (jon) is an important variable for the electrodeposition process, as it influences the kinetic of the electrochemical reduction reactions activated during the time-on interval, establishing in particular the coating growth rate and the hydrogen evolution rate. Three different values of jon were tested: -1.2 Acm-2, -0.9 Acm-2 e -0.4 Acm-2. The coatings obtained with the highest current density are not acceptable, as they show a dendritic chromium growth and a large number of defects crossing the whole section of the coating (probably generated by a massive hydrogen evolution during electrodeposition). Great interest deserves instead the result obtained by applying -0.4 Acm-2. This coating shows a good adhesion and an extremely smooth surface (Ra ~ 0.5 μm, i.e. an order of magnitude lower than that previously obtained working with jon = -0.6 Acm-2). Unfortunately the faradic efficiency during this experiment falls at very low values (0.95%): therefore, the result obtained by this procedure can be considered an excellent example of decorative chrome plating, satisfactory in all fundamental aspects for this type of coating. Given the excellent ‘decorative’ results obtained working with jon= –0.4 Acm-2, some slight changes on timeLa Metallurgia Italiana - n. 7-8/2014 Fig. 1 - SEM micrographs acquired on the surface (a) and cross-section (b) of the coating obtained applying a cathodic current level during the time-off interval. Fig. 1 - Micrografie SEM acquisite sulla superficie (a) e in sezione (b) dei rivestimenti ottenuti applicando una densità di corrente catodica durante gli intervalli di time-off. 11 Memorie Electrical parameters ton / s jon / Acm toff / s joff / Acm-2 DC % number of cycles 60 -0.4 0.5 -0.2 99 90 Surface morphology Section morphology Figure 2a Figure 2b -2 Characterization of the coating obtained Thickness / µm η% HV dapp / g cm-3 6.2 1.9 950 6.8 Ra / µm Rz / µm 0.57 ± 0.06 1.6 ± 0.2 Table II : characterization of the coating obtained after optimization of decorative plating procedure. Tabella II : caratterizzazione dei rivestimenti ottenuti con la procedura decorativa ottimizzata. Fig. 2 - SEM micrographs acquired on the surface (a) and cross-section (b) of the coating obtained after optimization of decorative plating procedure. Fig. 2 - Micrografie SEM acquisite sulla superficie (a) e in sezione (b) dei rivestimenti ottenuti con la procedura decorativa ottimizzata. Electrical parameters T / °C η% HV Thickness / µm dapp / g cm-3 Ra / µm Rz / µm Surface morphology Section morphology Table I Table I Table I 23±1 9.36 1150±30 72.2 5.03 3.2±0.9 9±2 16±1 16.32 800±100 121.9 5.19 7±1 21±3 12±1 16.99 900±100 125.7 5.24 14±3 40±8 Figure 3a Figure 3c Figure 3b Figure 3d Table I Table II Table II Table II Table II 10±1 23±1 10.98 1.36 700±100 1400±100 110.9 7.8 3.84 6.77 9±1 0.30±0.05 25±4 0.80±0.15 20±1 5.21 900±90 29.7 6.84 1.3±0.3 4±1 16±1 10.42 1100±100 92.2 4.4 4.5±0.7 13±2 Figure 3e Figure 3g Figure 4a Figure 4c Figure 4e 12±1 19.43 / / / / / Figure 4g,h Figure 3f Figure 3h Figure 4b Figure 4d Figure 4f / Table III: characterization of the coatings obtained at different temperatures. Tabella III: caratterizzazione dei rivestimenti ottenuti lavorando a diverse temperature di deposizione. off were made in order to try to maximize the faradic efficiency (these changes influence consequently period and DC% too). The best result were obtained setting ton = 60s and toff = 0.5s: this values maximizes the faradic efficiency (values close to 2%) without compromizing roughness and density 12 of the coating, see Table II and Figure 2a, b. Temperature effect The optimization of the electrical parameters of deposition (seen previously) was carried out at room temperature (25°C). As reported in the introduction it is assumed that La Metallurgia Italiana - n. 7-8/2014 Corrosione Fig. 3 - SEM micrographs acquired on the surface (a, c, e, g) and cross-section (b, d, f, h) of the coatings obtained at different temperatures with electrical parameters of Table I: 23°C (a, b), 16°C (c, d), 12°C (e, f) and 10°C (g, h). Fig. 3 - micrografie SEM acquisite sulla superficie (a, c, e, g) ed in sezione (b, d, f, h) dei rivestimenti ottenuti lavorando a diverse temperature di deposizione ed applicando i parametri elettrici di Tabella I: 23°C (a, b), 16°C (c, d), 12°C (e, f) and 10°C (g, h). La Metallurgia Italiana - n. 7-8/2014 13 Memorie the temperature may influence the kinetics of the chemical reactions involved during the deposition of chromium from Cr (III), such as the numerous complexation reactions that the Cr3+ ion undergoes (with water, formate, sulfate and hydroxyl ions) as well as the olation reaction. In this work the influence that the temperature could have on the electrodeposition process was investigated, considering in particular temperatures lower than 25°C, in an attempt to slow down the reactions that should negatively affect the electrodeposition of chromium, such as the corrosion of the steel substrate. In Table III the results achieved from the characterization of the coatings obtained at temperature lower tha 25°C are reported. The coatings obtained using the optimized electrical parameters of Table I (thick depositions) show a progressive increase in faradic efficiency and thickness as the temperature decreases up to 12°C. Temperatures lower than this value lead not only to a decrease of efficiency and thickness, but also to a significant decrease of hardness and density, so they have to be excluded from the technological point of view. Considering the surface and crosssection morphology, the obtained structures are progressively more defective as the temperature lowers, until reaching a curious phenomenon of dendritic and fissured growth obtained at 10°C. Observing the surface of the coating obtained at 10°C (Figure 3g) it is possible to note a large cavity left by the detachment of a sizable dendrite grown on the surface of the sample (the dendrite was probably broken during the extraction of the specimen from the deposition bath); the surface of the sample treated at 10°C shows a lot of similar defects, denoting a distinct dendritic growth of the coating. This phenomenon is probably due to a very fast growth of the nuclei of metallic chromium, and seems to be strictly dependent on the deposition temperature. Observing the surface of the samples obtained at higher T (Figure 3c, e) it is possible to find other similar cavities, but their number decreases as the temperature is raised, until the phenomenon completely disappears at room temperature (Figure 3a). The large number of dendrites found in specimens obtained at low temperatures suggests that the rate of the reduction reaction of the complexes containing trivalent chromium raises as the temperature decrease, to the point that the overall process of deposition becomes controlled by the diffusion of the electroactive species at the cathode (and no longer by charge transfer process) [12]. Considering that the diffusion rate of the voluminous formic complexes is definitely not very high, the process will quickly reach the current limit condition, with consequent arrest of the reduction until the restoration of the electroactive specie concentration that will probably take place during the time-off phase. This alternation of phases of rapid growth and phases when the reduction will slow down (or even will stop) for excessive depletion of electroactive species leads to the peculiar microstructure of the coating observed in Figure 3g, h, where acicular ca14 vities propagate towards the depth of the chromium layer. The coatings obtained using the optimized electrical parameters of Table II (decorative depositions) show a progressive increase in faradic efficiency as the temperature decreases, but at the expense of surface and cross-section morphology and compactness of the deposit (see apparent density values, dapp, in Table III): at 16°C some cracks very extended appear (Figure 4e, f) and, for extreme temperatures, a complete dendritic growth of the coating impedes to proceed with the characterization (Figure 4g, h). Considering to the purpose of this type of deposition, namely to ensure coatings extremely compact and adherent to the substrate, with high surface finish, it is evident that the decrease in temperature does not lead to interesting results. The operating temperatures to take into consideration to achieve decorative coatings appear to be ranging between 23°C and 20°C. The first temperature provides coatings extremely dense, compact and smooth (Figure 4a, b), but with poor faradic efficiency. The second temperature, however, allows high thickness and efficiency even if the absence of defects is not fully ensured (Figure 4c, d). CONCLUSIONS The present work allowed to develop some interesting chromium electrodeposition procedures from Cr(III) aqueous solutions, finding optimized pulsed current and temperature parameters. In particular two optimized deposition procedures were found: (i) a procedure to obtain thick chromium coating (hard chromium) that brings to high micro-hardness and interesting faradic efficiencies, while ensuring a discrete substrate adhesion and good density and surface finishing; (ii) a procedure to obtain decorative coatings, which allows to obtain metallic chromium layers with high density, good adhesion and very smooth surface finishing, ideal to increase the corrosion resistance of the substrate and to provide brightness to the treated surfaces. Moreover, the influence of deposition temperature on the process was investigated. The results showed that the deposition of thick chromium coatings can be considerably improved, in term of faradic efficiency, by operating at temperatures slightly lower than the ambient temperature (i.e., in the range 15-20°C), while the decorative procedure Fig. 4 - Micrographs acquired by SEM (on the surface, a, c, e and cross-section, b, d, f) and by stereomicroscope (g, h) of the coatings obtained at different temperatures with electrical parameters of Table II: 23°C (a, b), 20°C (c, d), 16°C (e, f) and 12°C (g, h). Fig. 4 - Micrografie acquisite mediante SEM (sulla superficie, a, c, e ad in sezione, b, d, f) e mediante stereomicroscopio (g, h) dei rivestimenti ottenuti a diverse temperature di deposizione applicando i parametri elettrici di Tabella II: 23°C (a, b), 20°C (c, d), 16°C (e, f) and 12°C (g, h). La Metallurgia Italiana - n. 7-8/2014 Corrosione La Metallurgia Italiana - n. 7-8/2014 15 Memorie produces the best results at room temperature (20-25°C). In general it has been found that the process of deposition of chromium from trivalent chromium solutions undergoes significant increases in terms of faradic efficiency (and therefore of coating thicknesses) by lowering the deposition temperature, but often this increase is accompanied by a worsening of the microstructure of the coating, characterized by dendritic growth and cavities that negatively affect the density of the layer. REFERENCES [1] R. Giovanardi, G. Orlando, Surf. Coat. Technol. 205 (2011) 3947-3955. [2] N.V. Mandich, Plat. Surf. Fin. 84(5) (1997) 108-115. [3] Z.M. Tu, Z.L. Yang, J.S. Zhang, N.Z. An, W.L. Li, Plat. Surf. Fin. 80(11) (1993) 79-82. [4] V.N. Kudravstev, E.G. Vinokurov, V.V. Kuzenksov, S.R. Schachamayer, Proc. AESF Annual Tech. Confer.’97, Orlando FL (1997) 87. [5] S.H. White, U.M. Twardoch, J. Appl. Electrochem. 17 (1987) 225-242. [6] S. Surviliene, V. Jasulaitiene, O. Nivinskiene, A. Češunienė, Appl. Surf. Sci. 253 (2007) 6738-6743. [7] S. Surviliene, S. Bellozor, M. Kurtinaitiene, V. A. Safonov, Surf. Coat. Technol. 176 (2004) 193-201. [8] S. Surviliene, O. Nivinskiene, A.Cesuniene, A. Selskis, J. Appl. Electrochem. 36 (2006) 649-654. [9] G.J. Sargent, Trans. Am. Electrochem. Soc. 37 (1920) 479-497. [10]J.P. Hoare, J. Electrochem. Soc. 126 (1979) 190-199. [11]C. Fontanesi, R. Giovanardi, M. Cannio, E. Soragni, J. Appl. Electrochem. 38 (2008) 425-436. [12]D. Pletcher, Industrial Electrochemistry, Chapman and Hall Ltd, New York (1982) 177. Elettrodeposizione di cromo da soluzioni di Cr(III): effetto della corrente pulsata e della temperatura Parole chiave: Elettrochimica – Corrosione - Tratt. superficiali - Microscopia elettronica Il processo di deposizione elettrolitica del cromo è ampiamente utilizzato a livello industriale per produrre rivestimenti protettivi dotati di elevata resistenza a corrosione abbinata ad altre peculiari proprietà quali: elevata durezza e resistenza all’usura (cromatura dura) oppure elevata finitura superficiale (cromatura decorativa). Negli ultimi anni si è prestata particolare attenzione alla ricerca di metodi alternativi che potessero realizzare simili rivestimenti senza l’impiego di cromo esavalente, vista la nota tossicità e pericolosità dei suoi composti. La deposizione di cromo metallico a partire da soluzioni di cromo trivalente rappresenterebbe la strategia idealmente più semplice per ottenere tali rivestimenti senza fare uso di soluzioni pericolose per ambiente ed operatore, se non fosse per una serie di complicazioni di natura chimica che rendono questa strada molto difficile da perseguire. In questo lavoro sono state messe a punto alcune strategie di deposizione che permettono di ottenere, su acciaio al carbonio, rivestimenti di cromo metallico dotati di buone proprietà (adesione al substrato, microdurezza, finitura superficiale) partendo da soluzioni acquose di Cr(III) ed acido formico. Le strategie messe a punto si basano sull’impiego di corrente pulsata (e relativa ottimizzazione dei parametri di processo, quali duty cycle, periodo e corrente applicata) e di temperature di deposizione inferiori alla T ambiente. 16 La Metallurgia Italiana - n. 7-8/2014
© Copyright 2026 Paperzz