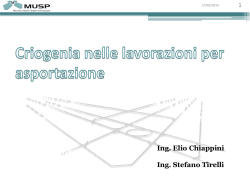
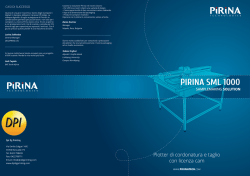
F. Micari Lavorazioni per Asportazione di Truciolo CAPITOLO 1 INTRODUZIONE 1.1 NOZIONI INTRODUTTIVE Le lavorazioni per asportazione di truciolo comprendono tutti quei processi nei quali il componente desiderato è ottenuto per asportazione di materiale da un semilavorato di geometria più semplice. In una generica operazione per asportazione di truciolo è sempre possibile distinguere tre moti fondamentali: il moto di taglio, il moto di avanzamento ed il moto di registrazione. In un processo di tornitura (figura 1.1), ad esempio, il moto di taglio è rotatorio ed è posseduto dal pezzo, il moto di avanzamento (o di alimentazione) è traslatorio ed è posseduto dall’utensile ed infine il moto di registrazione comprende tutte quelle operazioni eseguite preliminarmente al taglio con le quali la posizione dell’utensile viene registrata rispetto ad pezzo e viene stabilita l’entità di sovrametallo che verrà asportata durante la lavorazione. Figura 1.1 – Schema di un processo di tornitura La situazione è diversa nel caso della fresatura (figura 1.2): in questo caso infatti il moto di taglio, ancora rotatorio, è conferito all’utensile, mentre il moto di alimentazione è posseduto dal pezzo il quale trasla secondo una velocità di avanzamento che può essere concorde od opposta alla velocità periferica della fresa. 1 F. Micari Lavorazioni per Asportazione di Truciolo Figura 1.2 – – Schema di un processo di fresatura A ciascun moto fondamentale è associato un parametro operativo: tornando al caso della tornitura, al moto di taglio è associata la velocità di taglio, V, definita come la velocità periferica del pezzo in rotazione, funzione del diametro del pezzo in lavorazione e della velocità di rotazione. Nella pratica di officina la velocità di taglio è definita mediante la ben nota relazione: V=Dn/1000 [m/min] (1.1) nella quale n è la velocità di rotazione (espressa in numero di giri al minuto) e D è il diametro del pezzo (espresso in mm). Per quanto invece riguarda il moto di avanzamento, esso è definito mediante il parametro avanzamento per giro, a: nel caso della tornitura, infatti, il moto di avanzamento è derivato dal moto di taglio mediante appositi cinematismi. Dunque l’avanzamento dell’utensile è riferito alla rotazione del pezzo ed il parametro a indica di quanti millimetri avanza l’utensile per ogni rotazione del pezzo. Per quanto infine concerne il moto di registrazione, il parametro da assegnare è l’entità di sovrametallo che sarà asportata nel corso della lavorazione, detta anche profondità di passata, p. Ad esempio, nel caso di una semplice operazione di cilindratura al tornio, con la quale un semilavorato di forma inizialmente cilindrica viene trasformato in un componente cilindrico di minor diametro, la profondità di passata determina appunto l’entità della riduzione del diametro. Considerazioni analoghe, pur nella particolare specificità di ciascun processo, possono essere espresse per ogni lavorazione per asportazione di truciolo. Nel caso della fresatura, ad esempio, la velocità di taglio è la velocità periferica della fresa, mentre la velocità di 2 F. Micari Lavorazioni per Asportazione di Truciolo avanzamento posseduta dal pezzo sarà espressa in mm/min: in questo caso infatti il moto di avanzamento è completamente indipendente dal moto di taglio ed è in genere derivato da un motore elettrico diverso da quello che comanda il moto di taglio. 1.2 PROCESSI DI FORMA E PER GENERAZIONE I processi per asportazione di truciolo possono essere distinti in processi di forma e processi per generazione. Nei primi la forma del componente lavorato è fondamentalmente determinata dalla forma dell’utensile, che pertanto svolge un ruolo essenziale. L’esempio più immediato di una lavorazione di forma è rappresentato dall'esecuzione di ruote dentate a denti diritti od elicoidali alla fresatrice: in questo caso infatti vengono utilizzate delle frese la cui forma dovrebbe ricopiare esattamente la forma del vano tra dente e dente nella ruota dentata desiderata (figura 1.3). Fresa di forma Ruota da dentare Figura 1.3 – Esempio di lavorazione di forma Realizzato il primo solco, il disco da dentare viene fatto ruotare di 2z, essendo z il numero di denti da realizzare, e viene scavato il secondo solco: si ottiene in tal modo il primo dente e di seguito tutti gli altri per successive rotazioni del disco. Dalle considerazioni esposte emerge con evidenza il ruolo della forma dell’utensile, che dovrebbe ricopiare esattamente, per aversi la necessaria correttezza del profilo cinematico, la forma del vano tra dente e dente. Tale esattezza non è nella pratica realizzabile, dal momento che, come ben noto, i denti di una ruota dentata presentano un profilo ad evolvente funzione del modulo e dello stesso numero di denti: sarebbe quindi necessario poter disporre di una fresa di forma diversa per ogni valore del modulo e per ogni valore del numero di denti da realizzare, condizione evidentemente impossibile nella pratica di officina. 3 F. Micari Lavorazioni per Asportazione di Truciolo Per quanto invece riguarda i processi per generazione, si tratta di tutte quelle lavorazioni per le quali la forma del pezzo ottenuto non dipende dalla forma dell’utensile, ma è determinata dall’inviluppo di tutte le posizioni che nel moto relativo l’utensile assume rispetto al pezzo. Non conta quindi la forma dell’utensile, ma il moto relativo dell’utensile rispetto al pezzo. L’esempio più semplice è costituito proprio dalla cilindratura al tornio (figura 1.1): in quel caso infatti, la forma cilindrica ottenuta sul pezzo finito non è certamente dipendente dalla forma dell’utensile, ma dal moto di avanzamento dell’utensile che si sposta parallelamente all’asse di rotazione del pezzo. Se invece facciamo in modo di far spostare l’utensile secondo una direzione obliqua ed incidente rispetto all’asse di rotazione del pezzo, la superficie lavorata al termine della passata di tornitura sarà conica (figura 1.4): in definitiva si tratta di lavorazioni nelle quali la forma del pezzo ottenuto dipende dal moto relativo utensile-pezzo e non certamente dalla geometria dell’utensile. Figura 1.4 – Tornitura di superfici coniche Altri processi presentano caratteristiche sia riconducibili ai processi di forma che per generazione: è il caso, ad esempio, della realizzazione di filettature al tornio (figura 1.5). Figura 1.5 –Realizzazione di filettature al tornio 4 F. Micari Lavorazioni per Asportazione di Truciolo A tale scopo è innanzi tutto necessario che l’avanzamento per giro assegnato all’utensile sia eguale al passo della filettatura da ottenere, condizione che rende evidente l’importanza del moto relativo e quindi farebbe pensare ad un processo per generazione. D’altra parte l’utensile da utilizzare dovrà avere una forma ben precisa, tale da consentire la precisa realizzazione della forma desiderata per il filetto: se ad esempio si desiderasse una filettatura di tipo metrico, l’utensile dovrà presentare un angolo tra i taglienti precisamente eguale a 60°, se invece si volesse ottenere una filettatura Whitworth, l’angolo tra i taglienti dovrà essere pari a 55°. Ne consegue che nel caso in questione non è solo importante il moto relativo utensile-pezzo, ma anche la forma dell’utensile: il processo presenta quindi le caratteristiche sia di un processo di forma che per generazione. 5 F. Micari Lavorazioni per Asportazione di Truciolo CAPITOLO 2 UTENSILI DA TAGLIO 2.1 GEOMETRIA DEGLI UTENSILI DA TAGLIO Il processo di taglio si realizza mediante l’utilizzo di utensili. A tale scopo gli utensili sono sempre dotati di almeno uno spigolo tagliente: nel caso più semplice un utensile potrebbe essere ottenuto partendo da una barretta prismatica ed asportando del materiale in modo da realizzare lo spigolo tagliente, così come indicato nella figura 2.1. Si otterrebbe in tal modo un utensile ad un solo spigolo tagliente. Figura 2.1 – Generazione di uno spigolo tagliente Nel caso degli utensili da tornio sono invece presenti due taglienti, un tagliente principale ed un tagliente secondario, che si incontrano nella punta dell’utensile; l’azione di taglio è tuttavia essenzialmente svolta dal solo tagliente principale. Per ragioni di maggior semplicità sarà inizialmente trattato il caso dell’utensile monotagliente; in una seconda fase l’attenzione sarà estesa agli utensili da tornio. L’azione di un utensile monotagliente può essere sostanzialmente schematizzata pensando ad un cuneo che si sposta con una assegnata velocità rispetto al pezzo in lavorazione e che, proprio a causa della sua velocità e dell’esistenza di uno spigolo tagliente, determina un meccanismo di frattura nel materiale e quindi costringe il truciolo a scorrere sulla superficie del petto (figura 2.2). 6 F. Micari Lavorazioni per Asportazione di Truciolo Truciolo Utensile Piano di scorrimento Pezzo Figura 2.2 – Schema dell’azione di un utensile monotagliente Un utensile monotagliente è caratterizzato infatti da due piani fondamentali: il petto, sul quale scorre il truciolo, ed il fianco, piano affacciato sulla superficie del pezzo dalla quale è già stato asportato il truciolo. Pertanto la completa definizione di un siffatto utensile dal punto di vista geometrico richiede l’individuazione di due soli parametri: l’angolo di spoglia superiore , atto a definire l’inclinazione del petto e l’angolo di spoglia inferiore , il quale invece fornisce l’inclinazione del fianco. E’ necessario far rilevare che mentre l’angolo deve necessariamente essere maggiore di 0° (in caso contrario l’utensile striscerebbe sulla superficie già lavorata), l’angolo può essere maggiore o minore di 0°: la figura 2.3 mostra il significato convenzionalmente attribuito ad un angolo di spoglia superiore positivo o negativo. Figura 2.3 – Angolo di spoglia superiore Il dimensionamento degli angoli e in funzione delle diverse condizioni operative e dei materiali rispettivamente costituenti l’utensile ed il pezzo, costituisce un argomento di fondamentale importanza per il corretto andamento del processo di taglio e sarà trattato in dettaglio nei capitoli seguenti. 7 F. Micari Lavorazioni per Asportazione di Truciolo Prendendo adesso in esame il caso degli utensili da tornio, si è già osservato che essi presentano due taglienti, un tagliente principale ed un tagliente secondario. In definitiva la testa di un utensile da tornio è caratterizzata da tre piani fondamentali, il petto, sul quale scorrerà il truciolo, il fianco principale, prospiciente la superficie da lavorare, ed il fianco secondario, prospiciente la superficie già lavorata: per una più agevole comprensione si osservi la figura 2.4, nella quale i tre piani sono chiaramente individuabili. Figura 2.4– Utensile da tornio Da un punto di vista squisitamente geometrico, l’individuazione dei tre piani nello spazio richiede, come è ben noto, la scelta di un piano di riferimento (in genere viene assunta quale riferimento la giacitura parallela al piano di appoggio) e di un asse (per asse è normalmente utilizzato lo stelo dell’utensile come evidenziato in figura 2.5); ciò premesso l’orientamento dei tre piani sarà completamente definito assegnando sei parametri geometrici. Figura 2.5– Utensile da tornio: asse e piano di riferimento 8 F. Micari Lavorazioni per Asportazione di Truciolo Nella pratica di officina l’attenzione viene particolarmente concentrata sul tagliente principale e l’utensile viene definito impiegando essenzialmente tre angoli: l’angolo di spoglia superiore, , e l’angolo di spoglia inferiore, , ottenuti proiettando il tagliente principale secondo una giacitura parallela al piano di riferimento ed operando una sezione perpendicolare alla proiezione del tagliente principale l’angolo di inclinazione del tagliente principale rispetto all’asse dell’utensile, . Minore importanza presentano invece da un punto di vista applicativo gli altri tre angoli necessari per la completa definizione dell’utensile; si tratta in particolare dell’angolo di inclinazione del tagliente principale rispetto alla giacitura di riferimento e di due angoli relativi al tagliente secondario, l’angolo di spoglia inferiore del tagliente secondario, ’, e l’angolo di inclinazione del tagliente secondario rispetto all’asse dell’utensile ’. La figura 2.6 mostra la procedura utilizzata per la definizione degli angoli e : operando una sezione perpendicolare al tagliente principale, vengono facilmente ad individuarsi la traccia del petto e del fianco principale e di conseguenza, in modo del tutto analogo al semplice caso dell’utensile monotagliente, possono riconoscersi gli angoli di spoglia superiore ed inferiore. Figura 2.6– Angoli di spoglia del tagliente principale in un utensile da tornio La figura 2.7 riporta con maggiore completezza tutti gli angoli necessari per la completa definizione della geometria dell’utensile. 9 F. Micari Lavorazioni per Asportazione di Truciolo Figura 2.7– Angoli dell’utensile da tornio 2.2 MATERIALI PER UTENSILI Il problema dei materiali da utilizzare per la fabbricazione degli utensili da taglio si pose ovviamente con la costruzione delle prime macchine utensili. A tale scopo è necessario utilizzare materiali sufficientemente duri (in ogni caso almeno più duri del materiale da tagliare) e possibilmente anche tenaci, in modo che l'utensile non subisca danni in seguito a variazioni brusche della forza di taglio, generata da variazioni della sezione del truciolo o della struttura locale del materiale da tagliare. Una terza caratteristica e cioè la capacità di mantenere la durezza posseduta a freddo, o quanto meno la capacità di conservare sufficiente durezza al crescere della temperatura, inizialmente poco rilevante, ha acquisito via via maggiore importanza sino a costituire la caratteristica più importante degli utensili moderni e prevedibilmente anche di quelli che saranno utilizzati nel prossimo futuro. Accade infatti che, in conseguenza del taglio, il lavoro di deformazione prodotto in corrispondenza della zona di scorrimento e quello generato dalle forze di attrito sul petto dell'utensile degradano quasi integralmente in calore. Conseguentemente aumentano sia la temperatura del truciolo sia quella dell'utensile, quest'ultima in conseguenza del calore 10 F. Micari Lavorazioni per Asportazione di Truciolo trasmesso dal truciolo tagliato e di quello generato dalle forze di attrito sul petto. Nel prosieguo di questa trattazione verrà proposta una relazione analitica, di origine empirica, per la valutazione della temperatura media di taglio nell’utensile; in questo momento appare sufficiente ribadire che l’incremento di temperatura è tanto maggiore quanto più elevata è la potenza utilizzata per il taglio. I range di velocità di taglio oggigiorno industrialmente adottati determinano temperature di taglio alquanto elevate anche dell’ordine di 8001000°C. Nel complesso è quindi possibile affermare che i materiali da taglio devono possedere tre fondamentali caratteristiche: capacità di mantenere la durezza e la stabilità chimica anche ad elevate temperature; dal punto di vista squisitamente chimico, il materiale dell’utensile dovrebbe essere inerte rispetto a quello del pezzo in lavorazione ed inoltre chimicamente stabile e resistente all’ossidazione; capacità di resistere all’usura; tenacità, capacità cioè di resistere a sollecitazioni impulsive ed agli shock termici che si verificano in quelle lavorazioni in cui il processo di taglio non è continuo. Agli albori dell'industria meccanica la scelta del materiale per gli utensili risultò quasi obbligata: erano già note infatti le durezze assunte dagli acciai al carbonio (con tenore di carbonio compreso tra 0,6 ed 1,4%) in seguito a tempra; la diminuzione della durezza con la temperatura non era a quei tempi un grave problema, in quanto le piccole potenze e le basse velocità disponibili al mandrino delle macchine (dell'ordine queste ultime di qualche metro al primo) producevano incrementi di temperatura dell'utensile tali da non costituire un grave impedimento per la lavorazione. Tali acciai, generalmente preparati per fusione al crogiolo, dopo tempra assumono una durezza anche superiore a 65 HRC, che diminuisce solo lievemente dopo il trattamento di rinvenimento a temperature inferiori a 200 – 250°C, accoppiata alla possibilità di ottenere utensili con taglienti molto precisi, qualità molto apprezzata soprattutto nella fabbricazione di utensili di forma. La limitazione di tali utensili è costituita, come si è già accennato, dalla rapida perdita di durezza a temperature superiori a 250°C. Lo sviluppo immediatamente successivo fu costituito dagli acciai rapidi (High Speed Steels - HSS), presentati nel 1900 da F. W. Taylor all'esposizione universale di Parigi. Si tratta di acciai fortemente legati, tipicamente contenenti carbonio, tungsteno e cromo. I 11 F. Micari Lavorazioni per Asportazione di Truciolo primi acciai rapidi proposti dal Taylor presentavano tenori di carbonio compresi tra lo 0,6 e l’1%, tenori di cromo tra il 4 ed il 5% ed infine tenori di tungsteno tra l’8% ed il 9% e permettevano di utilizzare nella tornitura di pezzi in acciaio velocità di taglio dell'ordine di 20-30m/min. Da allora la composizione degli acciai rapidi è variata soprattutto per l'incremento della percentuale di tungsteno e di vanadio, che entra in lega sino a percentuali del 1- 3%. Tipici acciai rapidi sono il 18-4-1, il 18-4-2, il 18-4-3 (i numeri indicano rispettivamente le percentuali di tungsteno, cromo e vanadio). L'aggiunta di cobalto nella misura del 5-12% contraddistingue gli acciai superrapidi che mantengono sufficiente durezza sino a circa 600°C. Successivamente nella composizione di tali acciai è entrato anche il molibdeno che ha sostituito parzialmente il tungsteno. Gli acciai rapidi e superrapidi continuano a giocare ancor oggi un ruolo importante nella fabbricazione di utensili da taglio; per quanto infatti oggi siano noti e largamente utilizzati materiali di caratteristiche migliori (quali i carburi metallici e i materiali ceramici, di cui sarà detto nel seguito), tuttavia tali materiali non sono idonei allo stato alla fabbricazione di utensili di forma complessa (quali frese di forma) o di piccolo diametro (punte elicoidali/ alesatori, brocce, filiere, maschi, etc). Circa il 50-60% dei materiali utilizzati per la fabbricazione degli utensili è costituita ancor oggi da acciai rapidi, anche se aumentano progressivamente gli impieghi per tali scopi dei carburi metallici. Tra i materiali metallici per utensili vanno anche citate alcune leghe, denominate stelliti, costituite prevalentemente da cobalto (in percentuali dell'ordine del 50%) da cromo (20-30%) e da tungsteno (15-20%), oltre a piccole percentuali (inferiori al 6%) di ferro, carbonio, manganese e silicio. Alcune stelliti contengono anche tantalio e columbio (2-7%). Le stelliti sono caratterizzate da grande durezza, che si mantiene quasi inalterata sino a temperature di 750-800°C e da una ottima resistenza all'abrasione; il loro maggiore inconveniente è costituito dalla loro grande fragilità, maggiore di quella degli acciai rapidi ed anche di quella dei carburi, specie in presenza di carichi variabili (sgrossatura). Tale aspetto, insieme all’elevato costo, dovuto ai metalli costosi che le costituivano, ha di fatto determinato il declino e la scomparsa delle stelliti quale materiale per utensili da taglio. 12 F. Micari Lavorazioni per Asportazione di Truciolo 2.2.1 Metalli duri I metalli duri sono materiali da taglio costituiti da particelle dure cementate da un legante. Le particelle dure sono tipicamente carburi metallici, tra i quali, in primo luogo, il carburo di tungsteno (WC), ma anche il carburo di titanio (TiC), il carburo di tantalio (TaC) ed il carburo di niobio (NbC); il legante è principalmente cobalto (Co). I metalli duri sono ottenuti mediante un importante processo di metallurgia delle polveri, la sinterizzazione, partendo da polveri di carburo e di cobalto con dimensioni comprese tra 1 e 10; in genere la percentuale delle polveri di carburo è compresa tra il 60 ed il 95%. Il processo di sinterizzazione, inizialmente impiegato per la produzione dei filamenti in tungsteno delle lampadine elettriche, prevede che la miscela di polveri di carburo e di cobalto sia sottoposta all'azione di una forte compressione (fase di pressatura), sin tanto che la massa raggiunga una sufficiente compattezza; segue una fase di preriscaldamento per eliminare l’umidità presente ed eventuali altre sostanze volatili e successivamente un riscaldamento sino a temperature prossime a quelle di fusione del componente con temperatura di fusione più bassa (di norma per le miscele cobalto-carburo di tungsteno le temperature utilizzate sono comprese tra i 1400 ed i 1500°C) ed infine una fase di raffreddamento. In questo modo si ottiene una sostanziale eliminazione della porosità e la fusione del legante metallico permette di sciogliere in esso una quantità non trascurabile di carburi. I primi metalli duri (od anche, come vengono comunemente indicati, carburi sinterizzati) ad essere sviluppati erano esclusivamente a base di carburo di tungsteno (in percentuale fino al 94%) e cobalto. Nel taglio degli acciai, però, si verificavano notevoli problemi di usura sul petto dell’utensile (si veda anche il successivo paragrafo 3.3), connessi alla modesta stabilità chimica del carburo di tungsteno: l’affinità tra carbonio ed austenite provocava quindi il trasferimento del carbonio dall’utensile al truciolo mentre quest’ultimo scorreva sul petto dell’utensile, dando luogo alla formazione di un cratere. Per queste ragioni furono aggiunti i carburi di titanio e di tantalio (TiC e TaC), più stabili del carburo di tungsteno e quindi in grado di contrastare gli effetti provocati dall’acciaio ad elevata temperatura. Si ottengono in tal modo delle placchette prismatiche di elevatissima durezza, che, assicurate meccanicamente ad uno stelo di normale acciaio al carbonio, sono in grado di fornire utensili di caratteristiche nettamente superiori agli acciai superrapidi. Gli angoli di 13 F. Micari Lavorazioni per Asportazione di Truciolo taglio e l'arrotondamento della punta vengono ottenuti direttamente in fase di sinterizzazione; talora però la placchetta ha forma prismatica retta (a sezione quadrata, triangolare, a losanga, etc) e gli angoli di spoglia superiore ed inferiore, uguali tra loro (di norma =6°, =-6°) sono determinati dalla posizione che la placchetta viene ad assumere sullo stelo. I carburi metallici sinterizzati sono tipicamente caratterizzati da notevole resistenza alla compressione e durezza; per quanto riguarda in particolare quest’ultima, si ottengono valori dell’ordine di 70-75 HRC a temperatura ambiente, che si mantengono, con riduzioni non particolarmente drammatiche, anche a temperature elevate (fino a 900-1000°C). A fronte di queste caratteristiche, la fragilità delle placchette in carburo sinterizzato dipende soprattutto dalle percentuali di carburo e di cobalto; all'aumentare della percentuale di cobalto diminuisce la fragilità del materiale prodotto, ma contemporaneamente diminuisce anche la durezza e la resistenza all'usura. 2.2.2 Metalli duri rivestiti Le prestazioni dei carburi sinterizzati sono state notevolmente migliorate mediante il rivestimento dei metalli duri con uno o più sottili strati di carburi. I primi tentativi furono effettuati agli inizi degli anni ’70 deponendo uno strato di carburo di titanio, dello spessore di pochi micron, su una placchetta in carburo: gli esperimenti effettuati dimostrarono che era possibile impiegare velocità di taglio decisamente più elevate o, a parità di velocità di taglio, ottenere un rilevante incremento della durata del tagliente. In effetti, da un punto di vista concettuale, l’utilizzo di uno o più strati di rivestimento appare una soluzione assai vantaggiosa; in tal modo è infatti possibile ricercare un buon compromesso tra una struttura interna maggiormente tenace e quindi in grado di sopportare sollecitazioni impulsive ed una pelle esterna dura e particolarmente resistente all’abrasione. Verrebbe quindi ad essere superato il tradizionale punto debole dei metalli duri, rappresentato dall’inconciliabile contrasto tra durezza e resistenza all’usura da una parte e tenacità dall’altra. Queste considerazioni giustificano l’imponente sforzo di ricerca in questo settore e la constatazione industriale per cui oggigiorno circa il 75% delle operazioni di tornitura è eseguita utilizzando metalli duri rivestiti. I principali materiali utilizzati per i rivestimenti sono il carburo di titanio (TiC), il nitruro di titanio (TiN), l’ossido di alluminio (Al2O3) ed il carbonitruro di titanio (TiCN). In 14 F. Micari Lavorazioni per Asportazione di Truciolo generale è possibile affermare che il carburo di titanio e l’ossido di alluminio assicurano notevoli vantaggi in termini di incremento della resistenza all’usura; inoltre, trattandosi di materiali chimicamente inerti realizzano di fatto una barriera chimica tra l’utensile ed il truciolo. L’ossido di alluminio fornisce un notevole contributo anche per quanto riguarda l’isolamento termico dell’utensile rispetto al truciolo, permettendo di ridurre in larga misura il trasferimento di calore verso il substrato. Il nitruro di titanio, infine, permette di ridurre il coefficiente di attrito tra il truciolo ed il petto della placchetta e quindi di abbassare le forze e la potenza necessaria per il taglio. Occorre peraltro far rilevare che lo sforzo attuale dei fabbricanti di utensili è rivolto alla messa a punto di combinazioni ottime di vari strati di rivestimenti, in modo da accoppiare, nel modo più efficiente, i vantaggi offerti da ciascuno di essi. I rivestimenti dei metalli duri sono realizzati mediante la deposizione di strati successivi con la tecnica della deposizione chimica mediante vapore (CVD); in genere lo ma è sufficiente per migliorare radicalmente le prestazioni dell’utensile. Rispetto ai metalli duri non rivestiti, è praticamente possibile raddoppiare la velocità di taglio, o, a parità di velocità di taglio, triplicare la durata del tagliente. 2.2.3 Materiali ceramici I primi utensili in materiale ceramico sono stati presentati sul mercato a partire dagli anni cinquanta. Attualmente è possibile distinguere gli inserti in ceramico in due grandi categorie: gli ossidoceramici (oxide ceramics, costituiti essenzialmente da ossido di alluminio Al2O3) e i nonossidoceramici (nonoxide ceramics, costituiti invece da nitruro di silicio Si3N4). In generale è possibile affermare che gli inserti ceramici possiedono una elevata durezza a caldo, sono inerti chimicamente e refrattari, esibiscono una altissima resistenza alla compressione e permettono di operare ad elevate velocità di taglio. A fronte di ciò sono caratterizzati da una estrema fragilità, notevolmente superiore a quella dei carburi sinterizzati, che provoca spesso fenomeni di chipping o fratture dell'utensile. In altri termini, a causa delle loro caratteristiche peculiari, i materiali ceramici presentano numerosi aspetti positivi, ma richiedono che il loro utilizzo avvenga nel rispetto di alcune condizioni essenziali. I ceramici infatti consentono di lavorare ad altissime velocità di taglio (si arriva anche a velocità dell’ordine di 1000m/min) e quindi permettono 15 F. Micari Lavorazioni per Asportazione di Truciolo di ottenere elevatissimi volumi di truciolo asportato; tuttavia tale circostanza può essere ottenuta se il sistema macchina-utensile-pezzo in lavorazione è perfettamente stabile (l’innesco di eventuali fenomeni vibratori porterebbe immediatamente a frattura la placchetta). E’ quindi necessario, per sfruttare al meglio le caratteristiche dei materiali ceramici, disporre di macchine utensili molto potenti e perfettamente stabili. Le considerazioni che precedono giustificano la modesta diffusione degli inserti in materiale ceramico, i quali sono ancor oggi utilizzati quasi esclusivamente per lavorazioni di tornitura in condizioni di finitura e super-finitura. Tra i materiali riconducibili alla categoria dei ceramici merita una particolare attenzione la cosiddetta ceramica rinforzata whisker (baffo di gatto); si tratta di un materiale a base di ossido di alluminio, con fibre rinforzanti in carburo di silicio del diametro di circa 1 e della lunghezza di circa 20. La presenza delle fibre di rinforzo permette infatti di acquisire interessanti caratteristiche di tenacità, robustezza e resistenza agli shock termici, mantenendo pressoché invariati gli altri aspetti relativi alla durezza a caldo ed alla resistenza all’usura. 16 F. Micari Lavorazioni per Asportazione di Truciolo CAPITOLO 3 ANALISI DEI PROCESSI DI TAGLIO 3.1 INTRODUZIONE Nel capitolo precedente sono stati riassunti alcuni tra i più rilevanti contributi offerti nell’ultimo cinquantennio dagli studiosi al fine di pervenire ad un modello analitico di un processo di taglio. Le considerazioni esposte permettono di concludere che lo sviluppo di un modello analitico richiede comunque l’assunzione di una serie di ipotesi semplificative (taglio ortogonale, deformazione piana, assenza di variazioni della temperatura, assenza di usura ed altre), tali da limitare la validità del modello medesimo e quindi la possibilità di utilizzo dei risultati ottenuti. Per tali ragioni lo studio dei processi industriali di taglio (i quali invece si svolgono con meccanismi di deformazione completamente tridimensionali e sono caratterizzati da temperature di processo valutabili in diverse centinaia di gradi centigradi) viene di solito condotto per via fenomenologica: lo studio è cioè basato sull’osservazione e sulla interpretazione del fenomeno, senza pretendere di poter ricavare modelli analitici di validità generale. Nel prosieguo saranno forniti alcuni fondamentali elementi relativi alle forze di taglio che si destano in un processo di tornitura; successivamente sarà affrontato il problema della previsione dell’usura degli utensili e della correlazione di tale fenomeno con i parametri operativi caratteristici del processo. Tali elementi costituiscono le basi per affrontare il problema della ottimizzazione del processo di tornitura, volto alla determinazione dei parametri operativi ottimi, tali cioè da minimizzare i costi di lavorazione e/o da massimizzare la produttività. 3.2 FORZE DI TAGLIO La valutazione delle forze che si destano durante il processo di taglio costituisce un aspetto di notevole importanza, non tanto e non solo perché la conoscenza di tali forze è fondamentale per il corretto dimensionamento dell’utensile, quanto soprattutto perché note 17 F. Micari Lavorazioni per Asportazione di Truciolo le forze è possibile risalire alla potenza in gioco e quindi in definitiva stabilire se la lavorazione desiderata è compatibile con le caratteristiche della macchina disponibile. In un processo industriale di tornitura al contatto utensile-pezzo si desta una forza di taglio rappresentabile come un vettore nello spazio: nella pratica è conveniente ragionare con riferimento alle tre componenti di tale vettore, agenti secondo tre direzioni facilmente individuabili. In particolare (si veda la figura 3.1) le tre direzioni prese in considerazione sono la direzione della velocità di taglio (direzione z nella figura 3.1), la direzione dell’avanzamento (x in figura 3.1) e la direzione coincidente con l’asse dell’utensile (y in figura 3.1). Figura 3.1– Componenti della forza di taglio in tornitura Pertanto l’attenzione degli studiosi si è rivolta allo sviluppo di modelli sufficientemente accurati per la valutazione delle tre componenti della forza di taglio. E’ innanzi tutto necessario far rilevare che delle tre componenti, la componente Pz, detta anche forza principale di taglio, è certamente la più importante dal punto di vista delle applicazioni pratiche. Tale circostanza è dettata non tanto e non solo dall’entità di tale componente in rapporto alle altre due (in effetti con i valori normalmente adottati per l’avanzamento per giro e per la profondità di passata, il valore di Pz è pari a 2-4 volte il valore delle componenti agenti su x e su y), quanto soprattutto perché dal punto di vista dell’assorbimento della potenza la componente Pz svolge un ruolo dominante. Si osservi infatti che per calcolare il termine di potenza associata alla componente Pz occorre moltiplicare tale forza per la velocità di taglio, mentre per calcolare la potenza assorbita 18 F. Micari Lavorazioni per Asportazione di Truciolo dalla componente Px, diretta secondo la direzione dell’avanzamento, la stessa componente andrà moltiplicata per il valore della velocità di avanzamento. Dal momento che la velocità di taglio è sempre superiore, approssimativamente di un paio di ordini di grandezza, rispetto alla velocità di avanzamento (nella pratica la velocità di taglio è dell’ordine di alcune centinaia di m/min, mentre la velocità di avanzamento è pari a qualche m/min), è possibile dedurre che la stessa scala si verifica per quanto riguarda le potenze associate alle due componenti. Addirittura la potenza assorbita dalla componente P y, diretta secondo l’asse dell’utensile, risulta teoricamente pari a zero, in quanto non vi è alcun movimento in quella direzione. L’attenzione degli studiosi si è concentrata sulla ricerca di modelli sufficientemente accurati in grado di correlare le componenti della forza di taglio con i più importanti parametri operativi. Alla luce delle considerazioni appena espresse i principali risultati cui si è pervenuti saranno esposti con riferimento alla componente principale della forza di taglio, Pz, fermo restando che analoghi modelli possono essere stabiliti per le altre due componenti. Ebbene si è già osservato in precedenza che i parametri operativi fondamentali in un processo di tornitura sono rappresentati dalla velocità di taglio, dall’avanzamento per giro, dalla profondità di passata e dalla geometria dell’utensile. Per quanto riguarda quest’ultima gli angoli che svolgono un ruolo particolarmente rilevante sulle forze di taglio sono l’angolo di spoglia superiore del tagliente principale, , e l’angolo di inclinazione del tagliente principale, . Inoltre dai parametri operativi cosiddetti fondamentali possono essere ricavati altri due parametri operativi di notevole importanza pratica: l’area della sezione di truciolo tagliata per ogni giro, A=ap= ls, nella quale l è la lunghezza ed s lo spessore del truciolo; la snellezza del truciolo, G=l/s= p/acos2 Il significato dei due parametri A e G ed il loro legame con i parametri “fondamentali” risultano più chiari osservando la figura 3.2. 19 F. Micari Lavorazioni per Asportazione di Truciolo Figura 3.2– Significato dei parametri A e G L’obiettivo da perseguire è quindi quello di individuare il legame tra la componente principale della forza di taglio ed il coacervo dei parametri prima citati, di stabilire cioè, se possibile, una relazione del tipo: Pz=Pz (V,a,p,A,G,) I primi studiosi che si occuparono dell’argomento cercarono di verificare l’esistenza di un legame perfettamente lineare tra la componente principale della forza di taglio e la sezione del truciolo. Essi cioè provarono a scrivere una relazione del tipo: Pz=KsA (N) (3.1) nella quale Ks ha le dimensioni di una pressione (Kg/mm2) e viene infatti definita pressione specifica di taglio. Ben presto tuttavia ci si accorse che un modello lineare non era in grado di fornire una adeguata rappresentazione dei dati sperimentali disponibili: si passò quindi a relazioni non lineari del tipo: Pz=K A(1-z) (N) (3.2) nella quale z è una costante caratteristica del materiale che si sta tagliando (per un acciaio con un medio tenore di carbonio z=0.13). Successivamente si è provato a scindere il ruolo dei due parametri avanzamento e profondità di passata: si è così pervenuti a relazioni del tipo: Pz=czaz1pz2 (N) (3.3) ancora oggi largamente utilizzate. E’ necessario far rilevare che in quest’ultima relazione z1 assume di solito un valore inferiore a z2 e che, nel caso di tornitura di pezzi in acciaio con medio tenore di carbonio, z2 assume valori prossimi all’unità. Tali dati mostrano che, per quanto riguarda le forze di taglio, la profondità di passata gioca un ruolo più rilevante rispetto all’avanzamento per giro. 20 F. Micari Lavorazioni per Asportazione di Truciolo La costante cz e gli esponenti z1 e z2 sono ottenuti mediante tecniche statistiche di regressione, basate sulla elaborazione dei dati ottenuti su di un piano degli esperimenti costruito in modo opportuno. Altri studiosi hanno focalizzato la loro attenzione sull’andamento della componente principale della forza di taglio in funzione della velocità di taglio. Tali studi sono stati condotti mantenendo costanti tutti gli altri parametri operativi e facendo variare, secondo un ampio range, la velocità di taglio. I diagrammi ottenuti presentano un andamento del tipo mostrato in figura 3.3: Figura 3.3– Andamento della componente principale della forza di taglio Da questo diagramma possono trarsi alcune importanti consi-derazioni. Innanzi tutto se la velocità di taglio tendesse a zero, la forza necessaria per realizzare il processo teoricamente tenderebbe ad infinito: l’azione dell’utensile sarebbe infatti un’azione di deformazione e strappamento del materiale con conseguente innalzamento delle forze in gioco. Il diagramma inoltre presenta un massimo locale in corrispondenza di una velocità di taglio di circa 50 m/min: si tratta di un fenomeno largamente studiato in letteratura ed individuato con il termine di “tagliente di riporto” (figura 3.4). 21 F. Micari Lavorazioni per Asportazione di Truciolo Figura 3.4– Tagliente di riporto A quella velocità, infatti, si può verificare un accumulo di materiale già tagliato proprio in corrispondenza dello spigolo tagliente: la presenza di questa zona morta di materiale che si deposita proprio al contatto utensile pezzo determina una drastica riduzione della capacità di taglio dello spigolo tagliente e di conseguenza da luogo ad un notevole incremento delle forze di taglio necessarie perché il processo avvenga. Altri studiosi hanno voluto far rilevare che la presenza del tagliente di riporto viene in qualche modo ad alterare il processo da un punto di vista geometrico: la figura 3.5 mostra infatti che con il deposito di materiale sullo spigolo si viene in pratica ad alterare l’angolo di spoglia superiore dell’utensile. Figura 3.5– Influenza del tagliente di riporto sull’angolo 22 F. Micari Lavorazioni per Asportazione di Truciolo Quest’angolo può assumere valori negativi ai quali corrisponde, come si è detto in precedenza, una maggiore distorsione del truciolo e quindi, in definitiva, un innalzamento delle forze in gioco. Il fenomeno del tagliente di riporto praticamente scompare per velocità superiori ai 50 m/min: il materiale depositato è infatti portato via dal truciolo che scorre sul petto dell’utensile. Alcuni studiosi hanno in realtà osservato che anche a velocità superiori permane un sottilissimo film di materiale “spalmato” sul petto dell’utensile, che tuttavia non determina alcun effetto negativo sulle forze di taglio anzi favorisce lo scorrimento del truciolo sul petto dell’utensile in quanto riduce le resistenze di attrito. Al crescere della velocità di taglio la componente principale della forza di taglio continua a decrescere: come si vedrà più dettagliatamente nel successivo paragrafo, si assiste ad una progressiva crescita della temperatura del pezzo in lavorazione e quindi alla riduzione delle sue caratteristiche meccaniche, funzione, come è noto, della temperatura. Il materiale diventa progressivamente meno resistente al taglio e quindi le forze necessarie per l’asportazione del truciolo hanno un andamento monotonicamente decrescente. In linea del tutto generale è possibile ammettere che nel range di velocità industrialmente più utilizzate (da 100 a 300 m/min), la dipendenza della componente principale della forza di taglio è di tipo esponenziale con esponente negativo, pari a 0.1-0.2. Tale circostanza giustifica l’evidenza sperimentale per cui al crescere della velocità la potenza assorbita ha una crescita non proporzionale: evidentemente la potenza assorbita va calcolata moltiplicando la componente principale della forza di taglio per la velocità di taglio, ma, dal momento che al crescere della velocità la forza di taglio diminuisce secondo le modalità prima citate, nel complesso la potenza assorbita cresce in modo non lineare con esponente minore dell’unità. Per completare l’esame dell’influenza dei parametri operativi sulle forze di taglio è necessario prendere in esame la geometria dell’utensile. Si è già detto a proposito dell’angolo di spoglia superiore dell’utensile che al crescere di le forze di taglio diminuiscono. Tale affermazione, giustificata per via teorica dal fatto che al crescere di diminuisce la distorsione che il truciolo subisce nell’attraversare il piano di scorrimento, è stata verificata sperimentalmente da numerosi ricercatori. Per quanto invece riguarda l’angolo di inclinazione del tagliente principale, al variare di la snellezza del truciolo subisce una notevole variazione ed in particolare la snellezza G 23 F. Micari Lavorazioni per Asportazione di Truciolo cresce al crescere di . Tale circostanza risulta più chiara osservando la figura 3.6 nella quale sono riportate le sezioni di truciolo tagliate a parità di avanzamento per giro e di profondità di passata con due diversi valori dell’angolo di inclinazione del tagliente principale (30° e 60°). Figura 3.6– Influenza dell’ angolo su A e G Ciò premesso, dal momento che l’espressione della componente principale della forza di taglio può anche essere scritta in funzione dei parametri geometrici del truciolo (lunghezza e spessore) in modo del tutto analogo a quanto fatto con riferimento ad avanzamento per giro e profondità di passata, Pz c z s z1l z 2 (N) (3.4) e ricordando, d’altra parte, che tali parametri geometrici sono legati all’avanzamento per giro ed alla profondità di passata dalle relazioni: s = acos l = p/cos (3.5) si ottiene in definitiva: pz2 a z1 p z 2 Pz c z a cos cz (N) cos z 2 cos z 2 z1 z1 z1 (3.6) Ricordando infine che z2>z1, è possibile concludere che al crescere dell’angolo , la componente principale della forza di taglio cresce. In altri termini, tanto più alta è la snellezza del truciolo, tanto maggiori saranno le forze di taglio. 24 F. Micari Lavorazioni per Asportazione di Truciolo Riprendendo ancora una volta l’espressione Pz c z s z1l z 2 (N) (3.7) e ricordando che A=sl; G=l/s, è possibile scrivere: l=(AG)1/2 Pz c z A s=(A/G)1/2 1 z1 2 G 1 z1 2 A 1 z2 2 G 1 z2 2 (3.8) cz A 1 ( z1 z 2 ) 2 G 1 ( z 2 z1) 2 (N) (3.9) relazione dalla quale si evince che sia al crescere della sezione di truciolo tagliato che della snellezza della sezione medesima, si ha una crescita delle forze di taglio, ma che l’influenza dell’area della sezione di truciolo è certamente la più rilevante. 3.3 TEMPERATURE DI TAGLIO Si è già osservato in precedenza che la potenza assorbita in un processo di taglio può essere calcolata con ottima approssimazione moltiplicando il valore istantaneo della componente principale della forza di taglio per la velocità di taglio. Tale potenza viene sostanzialmente utilizzata per provocare la deformazione del truciolo e per vincere le resistenze di attrito allo scorrimento del truciolo sul petto dell’utensile e quindi degenera, in misura pressoché integrale, in calore. Ebbene il calore così originato viene trasmesso in larga misura al truciolo che scorre via ed in misura notevolmente inferiore al pezzo in lavorazione ed all’utensile. La figura 3.7 riporta qualitativamente tali percentuali al crescere della velocità di taglio: è possibile osservare che per il range di velocità di taglio industrialmente utilizzato, l’aliquota di energia che viene trasmessa al truciolo è largamente predominante. Solo il 5-6% del calore sviluppato viene invece trasmesso all’utensile, aliquota tuttavia certamente sufficiente per provocare un innalzamento della temperatura dello stesso di diverse centinaia di gradi. In particolare la temperatura alla quale l’utensile si trova a dover lavorare sarà funzione di alcuni parametri di processo (la velocità di taglio e la profondità di passata saranno certamente i più rilevanti), delle caratteristiche del materiale tagliato ed in particolare della resistenza da esso offerta al taglio, ed infine delle caratteristiche fisiche del materiale dell’utensile. In merito a queste ultime conteranno evidentemente il calore specifico e la conducibilità, in quanto responsabili della maggiore o minore facilità con la quale il materiale riesce ad evacuare il calore. 25 F. Micari Lavorazioni per Asportazione di Truciolo Calore (%) utensile pezzo truciolo Velocità di taglio Figura 3.7 – Aliquote di energia trasmesse all’utensile, al pezzo ed al truciolo al variare della velocità di taglio In letteratura sono disponibili alcune relazioni derivate sperimentalmente che legano la temperatura media durante il processo con il coacervo dei parametri prima indicati; tra di esse, quella che ha mostrato una maggiore capacità predittiva è la seguente: T 1,2 f c 3 Vp K (3.10) nella quale: f è la tensione di flusso plastico misurata in psi, V è la velocità di taglio in inch/sec, p la profondità di passata in inch, K la diffusività termica misurata in inch2/sec (rapporto tra la conducibilità ed il calore specifico), ed infine c è il prodotto tra la densità ed il calore specifico espresso in lb/inc2/°F. 3.4 USURA DEGLI UTENSILI Nel corso del processo di taglio l’utensile si usura fino ad esaurire la sua vita utile. L’usura è un fenomeno inevitabile, risultato dell’interazione tra l’utensile ed il materiale in corso di lavorazione: in altri termini non è certamente possibile evitare l’usura, mentre costituisce argomento di fondamentale importanza dal punto di vista economico lo sviluppo di efficaci modelli in grado di interpretare il fenomeno usura, definire in quanto tempo e con quali modalità avviene, ed individuarne i legami con i parametri operativi del processo. Il mancato controllo del fenomeno usura può infatti portare a condizioni “catastrofiche”, con la scheggiatura o la frattura del tagliente: sono evidenti a questo punto le ripercussioni di carattere economico connesse ad eventuali danneggiamenti del pezzo in lavorazione ed ai costi di fermo macchina per la sostituzione dell’utensile. 26 F. Micari Lavorazioni per Asportazione di Truciolo L’usura del tagliente è il prodotto della combinazione delle sollecitazioni che agiscono sul tagliente, sollecitazioni di tipo meccanico e termico, nonché derivanti da interazioni di tipo chimico ed infine legate a fenomeni abrasivi. E’ opportuno far rilevare a tale proposito che le elevate temperature e le notevoli pressioni che si destano al contatto truciolo-utensile determinano, nelle zone di contatto, condizioni assolutamente favorevoli per i fenomeni di diffusione e di reazione chimica tra i metalli. Nella maggior parte dei materiali da lavorare, peraltro, sono presenti particelle molto dure, la cui durezza è spesso comparabile con quella del materiale dell’utensile: quando nel corso del processo il truciolo scorre sul petto dell’utensile, tali particelle producono un rilevante effetto abrasivo sulla superficie dell’utensile. Alla luce delle considerazioni appena esposte, è facile comprendere che i meccanismi di usura più rilevanti sono certamente quelli connessi a fenomeni di abrasione ed a fenomeni di diffusione e di ossidazione. La rilevanza dei primi dipende evidentemente dalla durezza dell’utensile: un utensile in materiale molto duro potrà infatti resistere molto bene all’abrasione. I fenomeni di diffusione e di ossidazione dipendono invece maggiormente dalle proprietà chimiche del materiale dell’utensile e dalla sua affinità chimica con il materiale del pezzo. Il carburo di tungsteno e l’acciaio hanno, ad esempio, una notevole affinità chimica che provoca lo sviluppo di usura per diffusione. Un ulteriore meccanismo di usura, di rilevanza non minore rispetto a quelli prima indicati, è infine riconducibile alla fatica termo-meccanica del materiale dell’utensile sottoposto a pesanti sollecitazioni termo-meccaniche cicliche. Tali condizioni si presentano in particolare in quei processi caratterizzati da continue variazioni delle temperature e delle forze di taglio come nel caso di condizioni di taglio interrotto (fresatura). In questi casi l’usura si manifesta con l’insorgere di cricche e conduce rapidamente alla frattura del tagliente. Su di un utensile per tornitura, l’usura si localizza in particolare in due zone: la zona dello spigolo tagliente immediatamente a contatto con il pezzo in lavorazione (usura sul labbro) ed il petto dell’utensile. In quest’ultima zona, l’usura è dovuta allo scorrimento del truciolo sul petto dell’utensile e si manifesta con un caratteristico cratere (usura in cratere). I due fenomeni sono facilmente individuabili nella foto in figura 3.8, riferita appunto ad un caratteristico utensile per tornitura; schematicamente i meccanismi di usura sono 27 F. Micari Lavorazioni per Asportazione di Truciolo rappresentati nella figura 3.9 in cui, per maggiore semplicità, si è fatto riferimento ad un utensile monotagliente in condizioni di taglio ortogonale. Figura 3.8 – Usura di un utensile da tornitura Figura 3.9 – Meccanismi di usura in un utensile monotagliente in condizioni di taglio ortogonale Ciò premesso l’attenzione degli studiosi si è concentrata, in primo luogo, sulla definizione di parametri in grado di definire in modo efficace l’usura sul labbro e l’usura in cratere. Il labbro di usura si misura in genere con il parametro Vb (si veda la ancora figura 3.9), il quale misura appunto l’estensione della zona abrasa; il cratere di usura viene invece misurato con il rapporto KT/KM, nel quale KT indica la profondità del cratere e KM la distanza del centro del cratere dallo spigolo tagliente. Tale definizione è infatti giustificata 28 F. Micari Lavorazioni per Asportazione di Truciolo dal fatto che il manifestarsi dell’usura in cratere costituisce un fenomeno tanto più pericoloso per la resistenza dell’utensile quanto più il cratere stesso si verifica vicino allo spigolo tagliente. Il secondo passo è invece costituito dalla ricerca dei legami che legano tali parametri rappresentativi dell’usura con le condizioni operative del processo. Si immagini, in particolare, di fissare un certo valore della velocità di taglio e di iniziare un processo di tornitura; se periodicamente interrompiamo il processo ed andiamo a misurare il valore del labbro di usura Vb utilizzando un microscopio da officina, l’andamento del labbro di usura nel tempo si presenterà come in figura 3.10. Figura 3.10 – Andamento del labbro di usura nel tempo Si osserva infatti un primo periodo di assestamento, in cui lo spigolo tagliente perde la sua iniziale nettezza e si “assesta” rispetto al pezzo in lavorazione, un secondo tratto in cui l’usura presenta un andamento regolare e lineare ed infine un terzo ed ultimo tratto in cui l’usura cresce in modo esponenziale ed incontrollato: è la zona della usura catastrofica, nella quale si dovrà accuratamente evitare di lavorare per evitare la frattura dell’utensile ed i danni conseguenti prima menzionati. Se a questo punto la stessa prova viene eseguita con un valore maggiore della velocità di taglio (V2>V1), l’andamento si presenta sostanzialmente analogo, ma il passaggio dall’usura catastrofica si presenta dopo un tempo di taglio inferiore ed anche per un valore del labbro di usura più basso. Così sarà ancora eseguendo la prova ad una velocità V3>V2>V1 (figura 3.11). Alla luce di questi grafici, risulta evidente la necessità di fissare un valore limite del labbro di usura, Vb*, raggiunto il quale è opportuno procedere alla sostituzione del tagliente. La scelta di questo valore di soglia dovrà essere funzione del tipo di lavorazione che si intende eseguire: dal momento infatti che un labbro di usura più pronunciato si traduce in 29 F. Micari Lavorazioni per Asportazione di Truciolo una peggiore qualità superficiale del pezzo lavorato, è evidente infatti che per un processo di finitura dovrà adottarsi un Vb* significativamente inferiore rispetto al caso in un processo di sgrossatura. Figura 3.11 – Andamento del labbro di usura: influenza della velocità di taglio A titolo orientativo costituiscono valori di Vb* comunemente usati i valori 0.4 mm ed 1.0 mm per i casi di finitura e di sgrossatura rispettivamente. L’adozione di un valore di soglia per il labbro di usura (ma in modo perfettamente analogo si potrebbe ragionare anche per quanto riguarda il cratere di usura) permette di stabilire per ogni valore della velocità l’intervallo di tempo esaurito il quale è opportuno andare a sostituire l’utensile o cambiare lo spigolo tagliente nel caso in cui si utilizzino placchette. Tali intervalli di tempo costituiscono proprio la vita utile (o durata) del tagliente, ciascuna corrispondente ad una assegnata velocità di taglio. Tale procedura è indicata nella figura 3.12. Figura 3.12 – Vita utile dell’utensile al variare della velocità di taglio 30 F. Micari Lavorazioni per Asportazione di Truciolo Agli inizi di questo secolo uno studioso americano, il Taylor, condusse una serie di prove su utensili in acciaio super-rapido e misurò i valori della vita utile associati ad una vasta gamma di velocità di taglio. Il Taylor provò a riportare tali coppie di valori (V i,Ti) su un diagramma logaritmico (ln V, ln T) ed osservò che i punti rappresentativi si disponevano approssimativamente secondo una retta (figura 3.13). Figura 3.13 – Esperienze del Taylor: diagramma qualitativo Pertanto lo studioso americano potè dedurre che la velocità di taglio e la vita utile del tagliente ad essa associata sono tra di loro correlate secondo una relazione del tipo: V T n = Cost (3.11) nella quale l’esponente n (esponente del Taylor) dipende dal materiale costituente l’utensile e nel diagramma (ln V, ln T) definisce l’inclinazione della retta che correla i punti sperimentali. Il valore di n è sempre minore dell’unità e, per i materiali per utensili comunemente utilizzati, varia da 0.1 a 0.5. A titolo puramente indicativo è possibile stabilire un valore n=0.125 per utensili in acciaio super-rapido, n=0.25 per utensili in carburo di tungsteno, n=0.5 per utensili in materiale ceramico. Al crescere di n, la retta che correla i punti sperimentali diventa meno inclinata, ciò che determina una minore dipendenza della vita utile del tagliente dalle variazioni della velocità di taglio. E’ interessante osservare che se n fosse eguale all’unità, il volume di truciolo tagliato dall’utensile durante la sua vita utile sarebbe costante e non dipenderebbe dalla velocità di taglio. Se infatti riprendiamo la legge di Taylor VTn=C e moltiplichiamo ambo i membri per l’area della sezione di truciolo tagliato, A, si avrà: V T nA = C A (3.12) 31 F. Micari Lavorazioni per Asportazione di Truciolo da cui: V T T n-1 A = C A (3.13) V A T = C A T (1-n) (3.14) Tale relazione mostra che per n=1 il volume di truciolo tagliato dall’utensile durante la sua vita utile (pari appunto a V A T) è costante e pari a CA. Stabilito il legame tra la vita utile del tagliente e la velocità di taglio, è importante individuare relazioni di tipo analogo anche nei confronti degli altri parametri operativi. Per quanto riguarda l’avanzamento per giro e la profondità di passata, tale relazione è espressa dalla legge di Taylor generalizzata: V Tn am px = C (3.15) nella quale gli esponenti m ed x sono anch’essi dipendenti dal materiale dell’utensile. E’ importante far notare che mentre l’esponente m assume valori compresi tra 0.4 e 0.6, l’esponente x ha un valore mediamente pari a 0.2. Tali dati indicano che la vita utile dell’utensile è maggiormente influenzata dall’avanzamento per giro che dalla profondità di passata: tale conclusione è evidentemente opposta a quella a suo tempo stabilita per le forze di taglio. Dalla legge di Taylor generalizzata è infatti possibile ricavare: T C 1 n 1 n m n V a p (3.16) x n Introducendo in questa relazione i valori n=0.2, m=0.4 e x=0.2, si ottiene: T C5 V 5a 2 p (3.17) dalla quale si evince appunto che la vita utile del tagliente è principalmente determinata dalla velocità di taglio e dal valore dell’avanzamento per giro. Per quanto infine riguarda la dipendenza della durata del tagliente dalla geometria dell’utensile, non hanno una particolare rilevanza gli angoli di spoglia inferiore e di spoglia superiore, mentre l’angolo di inclinazione del tagliente principale ha un ruolo piuttosto importante, connesso ancora una volta alla sua influenza sulla snellezza della sezione del truciolo tagliato. Se esprimiamo, anche in questo caso, la legge di Taylor generalizzata rispetto ai due parametri che caratterizzano la sezione del truciolo (e cioè la lunghezza e lo spessore), si avrà: V Tn s m l x = C (3.18) 32 F. Micari Lavorazioni per Asportazione di Truciolo Ricordando che A=sl e che G=l/s, tale legge può essere scritta nella forma: n VT A 1 (xm) 2 G 1 ( x m) 2 C (3.19) dalla quale si ottiene: T C 1 n V A 1 n 1 (xm) 2 G (3.20) 1 ( x m) 2 Sviluppando la relazione appena ottenuta ed introducendo i medesimi valori degli esponenti prima utilizzati, si ottiene: C 5 G 0.1 T 5 0.3 V A (3.21) dalla quale si evince che un incremento della snellezza della sezione del truciolo tagliato determina un incremento della vita utile del tagliente. Da tali considerazioni scaturisce immediatamente una ulteriore conclusione: dal momento che, come si è visto in precedenza, l’aumentare dell’angolo determina a parità di avanzamento per giro e profondità di passata un aumento della snellezza del truciolo, è possibile stabilire che a valori più elevati dell’angolo di inclinazione del tagliente principale corrisponde una maggiore durata del tagliente. 33 F. Micari Lavorazioni per Asportazione di Truciolo CAPITOLO 4 OTTIMIZZAZIONE DI UN PROCESSO DI TORNITURA 4.1 INTRODUZIONE Il problema dell’ottimizzazione di un processo tecnologico consiste nella determinazione di valori dei parametri operativi, caratteristici del dato processo, i quali conducono ad un valore ottimo (minimo o massimo) di una determinata funzione obiettivo. In via del tutto generale si può affermare che nello scenario industriale moderno gli obiettivi dell’ottimizzazione dei processi possono ricondursi a due tipologie fondamentali, la prima di carattere economico, la seconda legata ai tempi d produzione. Da un punto di vista economico, infatti, la riduzione dei costi di produzione è un’esigenza rilevante per le aziende: ridurre i costi significa incrementare la propria competitività e/o accrescere i margini derivanti dalle vendite. Queste semplici considerazioni giustificano il l’importanza dei modelli di contabilità analitica mirati alla corretta determinazione del costo dei prodotti. D’altra parte, l’accresciuta competitività sui tempi di immissione dei prodotti sul mercato, o in altre parole la crescente esigenza della riduzione del time to market, comporta la necessità di disporre di modelli analitici in grado di pervenire alla minimizzazione dei tempi di produzione, ciò che conduce alla massimizzazione della produzione per unità di tempo. Con riferimento agli obiettivi appena citati e concentrando l’attenzione sui processi per asportazione di truciolo si possono tener presenti alcune considerazioni: in primo luogo ottimizzare un processo per asportazione di truciolo significa determinare appunto i parametri di taglio in grado di minimizzare i costi o i tempi di lavorazione 4.2 COSTO DI UNA PASSATA DI TORNITURA 4.3 OTTIMIZZAZIONE IN ASSENZA DI VINCOLI 4.4 OTTIMIZZAZIONE IN PRESENZA DI VINCOLI 34 F. Micari 4.5 Lavorazioni per Asportazione di Truciolo SCELTA DELLA GEOMETRIA DEGLI UTENSILI PER TOTNITURA Nel seguito saranno esposte alcune delle linee guida relative all’ottimo dimensionamento degli angoli fondamentali di un utensile per tornitura, con particolare riferimento agli angoli di spoglia (inferiore e superiore) ed all’angolo di inclinazione del tagliente principale. 4.5.1 Angolo E’ necessario osservare, innanzi tutto, che un limite inferiore per quanto riguarda l’angolo è evidentemente dettato dal fatto che l’utensile non deve strisciare con il fianco principale sulla superficie già lavorata del fatto. Dal momento che nel moto relativo l’utensile descrive un elica rispetto al pezzo (ad un moto relativo di tipo elicoidale si perviene infatti sommando il moto rotatorio del pezzo con il moto traslatorio dell’utensile), la condizione prima espressa si traduce nell’imporre che l’angolo di spoglia inferiore deve essere sempre maggiore dell’angolo di inclinazione dell’elica. Si avrà pertanto: arctg a D (4.xx) nella quale a è l’avanzamento per giro e D il diametro del pezzo lavorato. In realtà con i valori dell’avanzamento normalmente utilizzati, l’angolo di inclinazione dell’elica ben difficilmente supera i 2°, mentre i valori dell’angolo di spoglia inferiore tipicamente utilizzati sono compresi tra i 4° ed i 6°. La condizione prima espressa, in altri termini, è di solito automaticamente verificata. La scelta dell’angolo deriva invece da una soluzione di compromesso tra due esigenze contrapposte: da una parte l’utilizzo di un angolo relativamente “grande”, avrebbe l’effetto di aumentare la vita utile del tagliente a parità del valore di soglia del labbro di usura Vb* oltre il quale l’utensile va sostituito. La figura 4.X mostra infatti che, per assegnato Vb*, la scelta di un angolo di spoglia inferiore più grande fa sì che il volume di materiale dell’utensile che deve essere abraso prima che venga raggiunto il valore di soglia del labbro di usura è significativamente maggiore. D’altra parte un valore di relativamente “grande” tende, naturalmente insieme al valore assegnato all’angolo , a rendere l’utensile meno resistente in quanto tende a far ridurre la sezione resistente dell’utensile stesso. Il compromesso tra tali condizioni evidentemente contrapposte conduce 35 F. Micari Lavorazioni per Asportazione di Truciolo nella pratica ad utilizzare i valori dell’angolo di spoglia inferiore prima indicati; in particolare il valore maggiormente impiegato è =6°. Figura 4.x – Influenza dell’angolo sul labbro di usura 4.5.2 Angolo Per quanto riguarda l’angolo di spoglia superiore, è opportuno in primo luogo far ricordare che al crescere di le condizioni con le quali avviene il processo di taglio sono certamente più favorevoli: diminuisce la distorsione che il truciolo subisce nell’attraversare il piano di scorrimento e si riduce la zona di contatto tra truciolo e superficie del petto dell’utensile con conseguente riduzione dei meccanismi di strisciamento sul petto; tali circostanze producono una diminuzione delle forze di taglio e delle temperature che si destano nel corso del processo. Tali considerazioni dovrebbero indurre alla scelta di valori dell’angolo di spoglia superiore positivi e relativamente “grandi”, anche se naturalmente l’entità di tali valori è sempre limitata dalla necessità di conferire all’utensile una adeguata sezione resistente. In realtà valori positivi dell’angolo (tipicamente dell’ordine di 10°-15° vengono utilizzati solo per utensili in acciaio super-rapido impiegati per il taglio di materiali di limitata resistenza meccanica, quali le leghe di alluminio. Se invece si utilizzano utensili in carburo od anche in materiale ceramico per il taglio di materiali piuttosto resistenti (quali gli acciai), l’angolo di spoglia superiore non avrà di solito un valore positivo, bensì un valore negativo tipicamente pari a –6°. Le ragioni si tale scelta risiedono nel comportamento dei carburi e dei ceramici nei confronti delle sollecitazioni che si destano sull’utensile durante il processo di taglio. 36 F. Micari Lavorazioni per Asportazione di Truciolo Si osservi infatti la figura 4.x e si concentri l’attenzione sulla componente della forza di taglio diretta perpendicolarmente al petto dell’utensile: è facilmente possibile stabilire che nel caso di valori positivi dell’angolo , tale forza determina una sollecitazione di taglio sulla punta dell’utensile, sollecitazione nei confronti della quale gli utensili in carburo od in ceramico sono assai poco resistenti. Se invece l’angolo di spoglia superiore assume valori negativi, anche se nel complesso si avrà un aumento delle forze di taglio, la componente della forza di taglio perpendicolare al petto dell’utensile determinerà sull’utensile una sollecitazione di compressione, cui invece carburi e ceramici sono molto resistenti. Figura 4.x – Influenza dell’angolo E’ vero che insieme alla crescita delle forze di taglio si assiste ad un aumento della temperatura alla quale l’utensile si troverà a lavorare, ma, come si è visto nei paragrafi precedenti, i ceramici ed i carburi mantengono la loro durezza anche a temperature piuttosto elevate. 4.5.3 Angolo La scelta dell’angolo di inclinazione del tagliente principale deriva essenzialmente dalle considerazioni esposte in precedenza a proposito dell’influenza di sulla snellezza del truciolo e, di conseguenza, sulle forze di taglio e sulla vita utile del tagliente. Si è detto infatti che al crescere di aumenta la snellezza del truciolo e quindi crescono le forze di taglio, ma anche la vita utile del tagliente. A proposito delle forze di taglio occorre anche aggiungere che l’angolo di inclinazione del tagliente determina altresì l’entità relativa delle due componenti della forza di taglio dirette rispettivamente secondo l’asse dell’utensile (Py, componente che tende a respingere 37 F. Micari Lavorazioni per Asportazione di Truciolo l’utensile) e secondo la velocità di avanzamento (Px, componente che si oppone all’avanzamento). In via del tutto teorica, se cioè la punta dell’utensile non fosse dotata di un raggio di arrotondamento, per un angolo eguale a zero, anche la componente diretta secondo l’asse dell’utensile dovrebbe annullarsi, mentre il rapporto tra le due componenti andrà variando in funzione dello stesso angolo. In generale l’angolo di inclinazione del tagliente principale andrà variando tra 20° e 70°, dipendentemente dalle condizioni nelle quali ci si trova a dover lavorare. In particolare se si stanno tagliando materiali particolarmente resistenti, per i quali cioè sono necessarie elevate forze di taglio e potrebbero destarsi problemi in merito alla potenza disponibile sulla macchina utensile od anche relativi ad eventuali inflessioni del pezzo in lavorazione, potrà essere conveniente utilizzare un valore di più contenuto (ad esempio intorno ai 30°), che permette un contenimento delle forze di taglio e quindi, in particolare della componente principale della forza di taglio responsabile del massimo assorbimento di potenza. Se invece si stanno lavorando materiali magari non particolarmente resistenti, ma molto duri e quindi in grado di provocare per abrasione una rapida usura del tagliente, sarà invece conveniente spostarsi verso valori “elevati” di , anche pari a 60°-70°. E’ il caso, ad esempio della tornitura dei cilindri di laminazione costituiti nello strato più esterno da ghisa bianca, materiale estremamente duro ed in grado di indurre rapidamente una rilevante usura sul tagliente. In ogni caso l’angolo di inclinazione del tagliente principale non supera mai il valore prima indicato di 70°: si avrebbe, altrimenti, una sezione del truciolo tagliato molto allungata, con un bassissimo valore dello spessore del truciolo. Tale circostanza potrebbe indurre il cosiddetto fenomeno del “rifiuto del taglio”: l’utensile cioè, in particolar modo quando è già parzialmente usurato, potrebbe in alcuni momenti tendere a non tagliare il materiale, ma soltanto a ricalcarlo, a deformarlo, per poi magari riprendere a tagliare anche a brevissima distanza. E’ evidente che in queste condizioni l’utensile taglia “male”, con un andamento assolutamente discontinuo della sezione di truciolo tagliato e quindi anche delle forze di taglio. Si tratta peraltro di condizioni che possono indurre all’innesco di fenomeni vibratori, assolutamente deleteri per la qualità della superficie lavorata. 38 F. Micari Lavorazioni per Asportazione di Truciolo Occorre infine aggiungere che l’angolo , ed il suo corrispondente ’, angolo di inclinazione del tagliente secondario, esercitano una notevole influenza sulla finitura superficiale, aspetti sui quali si incentrerà il successivo paragrafo. 4.5.4 Influenza della geometria dell’utensile sulla finitura superficiale Si è detto nel paragrafo introduttivo che una lavorazione al tornio costituisce un tipico processo per generazione, in quanto la forma del pezzo ottenuto non dipende dalla forma dell’utensile, ma dal moto relativo dell’utensile rispetto al pezzo. Tale considerazione è certamente vera dal punto di vista macrogeometrico, mentre, se osserviamo il problema dal punto di vista microgeometrico, non vi è dubbio che l’utensile determina con la sua forma la superficie del pezzo lavorato. In particolare, ammettendo in prima istanza di trattare un utensile dalla punta non arrotondata e di poter trascurare fenomeni di usura ed ogni altro tipo di distorsione, l’osservazione della superficie del pezzo al microscopio mostra che ad ogni giro l’utensile riproduce sul pezzo la sua forma. Se indichiamo con e ’ gli angoli complementari rispettivamente a e ’, ed osserviamo la figura 4.x, è immediato stabilire un legame analitico tra la rugosità totale RT, l’avanzamento per giro e la geometria dell’utensile. Figura 4.x –Legame tra rugosità e geometria dell’utensile 39 F. Micari Lavorazioni per Asportazione di Truciolo Dai triangoli ABD e BCD risulta infatti: AD BD cot g' (4.xx) DC BD cot g (4.xx) Sommando membro a membro si ottiene: a R T (cot g cot g' ); R T a cot g cot g' (4.xx) D’altra parte, ricordando la definizione della rugosità media Ra 1 L y dx L 0 (4.xx) è immediato ricavare il legame Ra RT 4 (4.xx) e quindi: Ra a 4(cot g cot g' ) (4.xx) La relazione ottenuta dimostra che per ridurre la rugosità superficiale è necessario utilizzare valori modesti dell’avanzamento per giro e valori elevati degli angoli di inclinazione del tagliente principale e del tagliente secondario. La validità di questo semplice modello è tuttavia immediatamente confutata da una semplice applicazione. Ammettiamo di utilizzare un avanzamento per giro pari a 0.1 mm/giro, tipicamente adottato in finitura, e di disporre di un utensile con =’=45°; applicando il modello si ottiene Ra = 0.1/8 = 0.0125 mm = 12.5 m, valore eccessivamente elevato rispetto a quanto è effettivamente possibile ottenere in tornitura, in particolare utilizzando un valore di avanzamento da finitura. In realtà l’assunzione di un utensile a punta non arrotondata risulta poco corretta: un utensile siffatto si scheggerebbe pressoché immediatamente e risulterebbe rapidamente inservibile. Le placchette presentano sempre un raggio di raccordo tra i taglienti di solito compreso tra 0.2 ed 1 mm. In queste condizioni è la punta raccordata ad imprimere la sua forma sulla superficie del pezzo in lavorazione, in particolare nel caso di processi di finitura, nei quali, come è ben noto, vengono adottati bassi valori della profondità di passata. Riprendendo quindi in esame la superficie lavorata, essa si presenterà come riprodotto in figura 4.x: 40 F. Micari Lavorazioni per Asportazione di Truciolo Figura 4.x – Superficie lavorata Al fine di valutare la rugosità totale e da essa la rugosità media, è possibile pensare di approssimare la curva NGE con una parabola; in particolare il punto G viene assunto quale origine del sistema di riferimento e la parabola dovrà passare per G ed inoltre possedere in G lo stesso raggio di curvatura della curva NGE, quest’ultimo evidentemente pari al raggio di curvatura R della placchetta utilizzata. Sappiamo dalla geometria analitica che il raggio di curvatura di una curva y(x) è calcolabile mediante l’espressione 3 dy 2 2 1 dx r d2y dx 2 (4.xx) d’altra parte, l’equazione di una parabola passante per l’origine del sistema di riferimento è y=px2. Calcolando le derivate in G (quindi per x=0) si ha: dy d2y 2px 0 ; 2p . dx dx 2 Sostituendo nell’espressione precedente ed imponendo che la curvatura della parabola in G sia pari al raggio di raccordo della placchetta, R, si ottiene 41 1 R. 2p F. Micari Lavorazioni per Asportazione di Truciolo x2 L’equazione della parabola è quindi y ed il valore della rugosità totale potrà 2R essere ottenuto calcolando l’ordinata y per x=a/2. Si ha quindi RT a2 8R (4.xx) e da essa a2 32 R Ra (4.xx) Riprendendo l’esempio precedente ed utilizzando un valore del raggio di raccordo frequentemente utilizzato in finitura (R=0.2mm), si ottiene: Ra = 0.01 / 6.4 = 0.00156 mm = 1.56 m, valore tipicamente ottenibile in finitura al tornio. Occorre ancora aggiungere che più elevati valori del raggio di raccordo potrebbero teoricamente permettere di ottenere una finitura superficiale ancor migliore: tuttavia al crescere di R si ripropone il problema del rifiuto del taglio prima discusso. Per tale ragione il valore di R è sempre limitato a pochi decimi di millimetro almeno per quanto riguarda le lavorazioni di finitura, mentre per le passate di sgrossatura (per le quali il pericolo di rifiuto del taglio è praticamente assente) si utilizzano utensili con raggi di raccordo anche pari ad 1mm. 42 F. Micari Lavorazioni per Asportazione di Truciolo CAPITOLO 5 PROCESSI DI FRESATURA 5.1 NOZIONI INTRODUTTIVE I processi di fresatura vengono realizzati utilizzando appositi utensili multitaglienti, denominati frese. In questi processi il moto di taglio è rotatorio ed è posseduto dalla fresa, mentre il moto di avanzamento è attribuito al pezzo. I processi di fresatura sono generalmente utilizzati per l’esecuzione di lavorazioni di spianatura di superfici e per la realizzazione di solchi di diversa sezione. In questo senso, anche per quanto riguarda la fresatura è possibile distinguere processi di fresatura di forma (nei quali è proprio la forma dell’utensile fresa a determinare la sezione del solco che viene realizzato sul pezzo) e processi per generazione (nei quali invece è il moto relativo tra l’utensile ed il pezzo e quindi il complesso delle posizioni relative dell’uno rispetto all’altro a determinare la forma finale del pezzo lavorato). La principale classificazione che è tuttavia è possibile operare vede i processi di fresatura distinti in: processi di fresatura periferica (figura 5.1); processi di fresatura frontale (figura 5.2). Nel primo caso il moto di taglio rotatorio della fresa avviene rispetto ad un asse di rotazione parallelo alla giacitura della superficie in lavorazione; la fresa ha una forma tipicamente cilindrica ed i denti di cui è dotato l’utensile (a ciascuno dei quali corrisponde uno spigolo tagliente) sono disposti sulla superficie laterale del cilindro. Ogni dente è in effetti assimilabile ad un utensile monotagliente, caratterizzato dagli angoli di spoglia superiore ed inferiore necessari per la corretta asportazione del truciolo. E’ opportuno fin d’ora far rilevare che i denti possono essere disposti secondo la direzione delle generatrici del cilindro (in questo caso si parlerà di frese cilindriche a denti diritti) o assumere la configurazione di un’elica (in questo caso invece le frese sono dette a denti elicoidali, si veda ancora la figura 5.1). 43 F. Micari Lavorazioni per Asportazione di Truciolo Figura5.1 – Fresatura periferica Figura5.2 – Fresatura frontale Nei processi di fresatura frontale, invece, il moto di taglio rotatorio della fresa avviene rispetto ad un asse di rotazione perpendicolare alla giacitura della superficie del pezzo lavorato. Gli spigoli taglienti sono presenti sulla superficie di base della fresa, che assume una forma tipicamente tronco-conica. La validità della classificazione appena condotta è tuttavia immediatamente messa in discussione prendendo in esame alcuni caratteristici processi di fresatura finalizzati alla realizzazione di solchi di sezione particolare. La figura 5.3a riporta, ad esempio, una fresa a candela: in questo caso (in cui la sezione del solco che viene realizzato è evidentemente 44 F. Micari Lavorazioni per Asportazione di Truciolo dettata dalla forma dell’utensile) l’utensile ha forma cilindrica, ma i taglienti sono presenti sia sulla superficie laterale che sulla superficie di base della porzione cilindrica dentata. La lavorazione assume quindi contemporaneamente le caratteristiche di processo di fresatura frontale e periferica, ciò che risulta evidente analizzando il posizionamento dell’asse di rotazione dell’utensile rispetto alle superfici lavorate. La figura 5.3b riporta invece una fresa a candela per la realizzazione di cave a T rovescia, largamente presenti, ad esempio, sulle tavole porta-pezzo delle macchine utensili. In quest’ultimo caso gli spigoli taglienti dei denti sono presenti, oltre che sulla superficie laterale e su quella di base, anche sulla porzione dell’utensile destinata alla lavorazione della parte superiore della cava. Anche qui, pertanto, il processo di fresatura possiede, nello stesso tempo, le caratteristiche di fresatura frontale e periferica. La figura 5.3c presenta una fresa ad angolo, tipicamente utilizzata per la realizzazione di scanalature a generatrice rettilinea (guide a coda di rondine); in quest’ultimo caso i taglienti sono disposti sulla superficie laterale conica e sulla superficie di base piana. Infine le figure 5.3d e 5.3e riportano rispettivamente una tipica fresa a candela utilizzata per la realizzazione di raccordi circolari e una fresa a testa sferica di largo impiego nella fresatura di stampi. a b d c e Figura5.3 – Frese 45 F. Micari Lavorazioni per Asportazione di Truciolo Prima di entrare maggiormente nel dettaglio del processo, è necessario esporre un paio di ulteriori considerazioni preliminari. Il processo di fresatura, sia essa a taglio frontale o periferico, presenta, rispetto alla tornitura, la caratteristica peculiare di utilizzare un utensile multi-tagliente. Ciascun tagliente entra in presa sul pezzo in lavorazione, asporta una certa quantità di truciolo ed esce dalla presa. Il processo di taglio non ha quindi le caratteristiche di continuità, come avveniva nel corso di una passata di tornitura, ma, al contrario, si presenta fortemente discontinuo. Si parla, comunemente di condizioni di taglio interrotto. Inoltre, per ragioni che saranno più chiare nel prosieguo di questa trattazione, è auspicabile che nel momento in cui il tagliente entra in presa, esso tagli una sezione di truciolo non troppo ridotta. Il processo di fresatura determina pertanto l’esistenza di rilevanti sollecitazioni di tipo impulsivo sui taglienti, sollecitazioni che peraltro si ripetono nel tempo in numero estremamente elevato (fenomeni di urti ripetuti). Tali sollecitazioni saranno ovviamente più gravose nel caso dei primi passaggi di sgrossatura delle superfici in lavorazione. Tali circostanze giustificano, da una parte, l’utilizzo di velocità di taglio più limitate in fresatura rispetto al corrispondente caso della tornitura. Anche le temperature saranno quindi più basse in fresatura che in tornitura. Inoltre, nella scelta del materiale dell’utensile, insieme alle caratteristiche di durezza a caldo assumono una rilevante importanza anche gli aspetti legati alla resistenza agli urti. E’ proprio per queste ragioni che, in particolare per quanto riguarda il caso della fresatura periferica, sono ancor oggi largamente utilizzate le frese in acciaio super-rapido (HSS): le velocità (e quindi le temperature) di taglio non particolarmente elevate, la discreta resistenza alle sollecitazioni impulsive, la possibilità di realizzare taglienti di forma anche abbastanza complessa, rendono questi materiali ancora abbastanza interessanti per la fresatura. Nel caso della fresatura frontale, invece, la quasi totalità delle frese è del tipo a taglienti riportati, con placchette in carburo; le considerazioni esposte in precedenza sconsigliano d’altra parte l’utilizzo di placchette in materiale ceramico. La figura 5.4 riporta ad esempio due caratteristiche frese per contornatura dotate rispettivamente di taglienti riportati e saldo-brasati. 46 F. Micari Lavorazioni per Asportazione di Truciolo a b Figura 5.4 – Frese a taglienti riportati (a) e saldo-brasati (b) 5.2 PROCESSI DI FRESATURA PERIFERICA 5.2.1 Fresatura periferica in concordanza ed in opposizione Nei processi di fresatura periferica, come si è detto, l’asse di rotazione della fresa è parallelo alla superficie lavorata. Il pezzo, opportunamente fissato sulla tavola porta-pezzo, possiede il moto di avanzamento. E’ innanzi tutto necessario far rilevare che il moto di avanzamento è conferito alla tavola porta-pezzo, attraverso un cambio di velocità, da un motore elettrico di norma distinto dal motore elettrico che conferisce il moto di taglio alla fresa. Il moto di taglio e quello di avanzamento sono quindi del tutto indipendenti nelle fresatrici; così non era, come si è visto, nei torni, ove invece il moto di avanzamento era derivato dal moto di taglio. In fresatura si parlerà quindi di una velocità di avanzamento (espressa in m/min) e non di un avanzamento per giro, come avveniva in tornitura. Occorre inoltre aggiungere che il verso della velocità di avanzamento può essere discorde o concorde rispetto al verso della velocità di taglio periferica della fresa; il modulo di quest’ultima può essere calcolato con la ben nota espressione: V Dn 1000 [m/min] (5.1) 47 F. Micari Lavorazioni per Asportazione di Truciolo nella quale D è il diametro della fresa ed n la velocità di rotazione espressa in [giri/min]. Nei due casi appena citati (versi delle velocità tra loro discordi o concordi), si parla rispettivamente di fresatura in opposizione (figura 5.5) e di fresatura in concordanza (figura 5.6). Figura 5.5 – Fresatura in opposizione Figura 5.6 – Fresatura in concordanza L’analisi delle figure 5.5 e 5.6 mostra immediatamente che nella fresatura in concordanza lo spessore di truciolo tagliato da ciascun dente parte da un valore massimo per progressivamente ridursi a zero nel momento in cui il dente esce dalla presa; nella fresatura in opposizione, al contrario, il pezzo avanza contro la fresa in rotazione e lo spessore del truciolo tagliato cresce da un valore teoricamente pari a zero al valore massimo nel momento in cui il dente abbandona il taglio. La forma del truciolo è quindi, in entrambi i casi, a virgola. La scelta delle condizioni di lavorazione (se in concordanza od in opposizione) deriva evidentemente dall’influenza che tali condizioni hanno sul meccanismo di formazione del truciolo e quindi sulle caratteristiche finali del processo e del prodotto. Lavorando in opposizione, la risultante delle forze di taglio applicate da ciascun tagliente sul pezzo durante la lavorazione ammetterà una componente orizzontale che tende ad opporsi all’avanzamento del pezzo ed una componente verticale che tenderebbe a sollevare il pezzo in lavorazione dalla tavola porta-pezzo (figura 5.7). Lavorando invece in concordanza, la risultante delle forze di taglio (figura 5.8) presenta una componente 48 F. Micari Lavorazioni per Asportazione di Truciolo orizzontale concorde all’avanzamento ed una componente verticale che tende a schiacciare il pezzo contro la tavola. R Figura 5.7 – Risultante delle forze di taglio nella fresatura in opposizione R Figura 5.8 – Risultante delle forze di taglio nella fresatura in concordanza L’attenzione deve essere in particolare concentrata sulle componenti orizzontali, dal momento che l’azione delle componenti verticali può essere efficacemente controllata mediante il sistema di bloccaggio del pezzo sulla tavola. Ebbene il destarsi di una forza orizzontale concorde con l’avanzamento del pezzo nel momento in cui il dente entra in presa (circostanza che si verifica nella fresatura in concordanza) potrebbe determinare un effetto di trascinamento in avanti del pezzo e della tavola porta-pezzo, se il cinematismo che comanda il moto di avanzamento della tavola non è dotato di un sistema di recupero automatico dei giochi. Di norma tale cinematismo è del tipo vite di comando – madrevite: l’azione impulsiva della componente orizzontale prima descritta potrebbe causare periodicamente una sorta di scatto in avanti della tavola, scatto consentito proprio dai giochi esistenti tra i fianchi dei filetti di vite e madrevite, a meno che sulla macchina non sia disponibile un dispositivo a recupero automatico di gioco. 49 F. Micari Lavorazioni per Asportazione di Truciolo In tali condizioni il moto di avanzamento diventerebbe del tutto irregolare con conseguenti ed immediati problemi di innesco di fenomeni vibratori e di deterioramento della qualità superficiale del pezzo lavorato. E’ proprio per questa ragione che, nelle fresatrici meno moderne, si preferiva lavorare in opposizione: in queste condizioni, infatti, la componente orizzontale della forza di taglio tende ad opporsi all’avanzamento e quindi, di fatto, rende più stabile e regolare l’azione del cinematismo di comando del moto di avanzamento medesimo. Le fresatrici più moderne sono invece dotate dei citati sistemi a recupero automatico di gioco od, addirittura, di viti di comando a circolazione di sfere. Il pericolo di irregolarità del moto di avanzamento è quindi certamente scongiurato. Le condizioni di lavorazione prescelte con le macchine più moderne sono quindi quelle di fresatura in concordanza. In queste condizioni infatti, nel momento in cui il dente entra in presa, esso inizia a tagliare uno spessore di truciolo consistente (si veda ancora la figura 5.6). Tale circostanza, pur comportando come si è detto un urto iniziale, risulta essere di gran lunga preferibile al caso in cui lo spessore del truciolo tagliato è inizialmente assai prossimo a zero (fresatura in opposizione); in tali condizioni infatti il tagliente (ad esempio leggermente usurato) potrebbe non iniziare immediatamente a tagliare, ma, con il suo moto rotatorio, deformare plasticamente il materiale, causando una sorta di iniziale ricalcamento e conseguente incrudimento del medesimo. Il taglio si innescherebbe pochi istanti dopo, nel momento in cui lo spessore fosse cresciuto sufficientemente. Si tratta del fenomeno del rifiuto al taglio, già evidenziato in occasione dello studio del ruolo dell’angolo in un utensile per tornitura, che determina condizioni di irregolarità nel processo di taglio con ovvi e conseguenti pericoli di innesco di fenomeni vibratori e di deterioramento della qualità superficiale del pezzo lavorato. Tutto ciò premesso è ora possibile procedere alla valutazione della sezione di truciolo tagliato (e conseguentemente delle forze di taglio e della potenza necessarie) in un processo di fresatura periferica. Tale valutazione sarà, per semplicità, condotta con riferimento alle condizioni di fresatura in opposizione e riguarderà sia il caso di frese cilindriche a denti diritti che a denti elicoidali. 50 F. Micari Lavorazioni per Asportazione di Truciolo 5.2.2 Calcolo della sezione di truciolo tagliato nella fresatura periferica in opposizione con frese cilindriche a denti diritti La valutazione della sezione di truciolo tagliato sarà condotta sulla base di alcune ipotesi semplificative: innanzi tutto si ipotizzerà di aver uno ed uno solo dente contemporaneamente in presa; nel momento in cui un dente sta per uscire dalla presa, avendo percorso integralmente l’arco durante il quale taglia max, vi è subito il tagliente successivo che entra in presa ed inizia a tagliare. Analizzando la figura 5.9 è evidente che questa circostanza si verifica se il passo angolare della fresa (la distanza angolare cioè tra due denti adiacenti) coincide con l’arco max, essendo: max arcocos1 2p D (5.2) nella quale D è il diametro della fresa e p la profondità di passata assegnata. max D/2 A F C B Figura 5.9 – Andamento dello spessore del truciolo nella fresatura in opposizione Alla relazione 5.2 si perviene analizzando la figura 5.9 ed osservando che: D D OF p cos max 2 2 (5.3) Occorre inoltre far rilevare che la valutazione dello spessore del truciolo tagliato (e da esso della sezione) andrebbe correttamente effettuata studiando il moto relativo tra dente e pezzo in lavorazione. Ebbene la composizione di un moto traslatorio (il moto di avanzamento) e di un moto rotatorio (il moto di taglio) intorno ad un asse perpendicolare al piano sul quale si svolge il moto traslatorio darebbe luogo ad una cicloide. 51 F. Micari Lavorazioni per Asportazione di Truciolo In realtà al fine di valutare l’andamento dello spessore del truciolo tagliato si ricorre usualmente ad un modello semplificato. In accordo a questo modello si procede al disegno di due archi di circonferenza posti ad una distanza pari all’avanzamento per dente, definito mediante la relazione: az Vavanzamento nZ (5.4) essendo n la velocità di rotazione espressa in [giri/min] e Z il numero di denti della fresa. Nell’ipotesi di aver contemporaneamente in presa uno ed un solo dente, l’avanzamento per dente, az, rappresenta infatti l’entità dell’avanzamento subito dal pezzo nel tempo in cui il tagliente percorre l’arco max durante il quale taglia. In altri termini, in una fresatura in opposizione, l’avanzamento per dente esprime l’entità della penetrazione del tagliente nel pezzo durante l’arco di taglio, per effetto del moto di avanzamento. Ciò premesso, analizzando ancora la figura 5.9 ed in particolare il triangolo ABC, rettangolo in B, è possibile calcolare lo spessore massimo del truciolo tagliato, smax, come: smax AB AC sin max a z max L’approssimazione contenuta (5.5) nell’espressione precedente risulta pienamente accettabile tenendo conto che l’angolo max è abitualmente limitato a pochi gradi. Lo spessore del truciolo tagliato dal dente cresce quindi linearmente da zero al valore massimo riportato nell’equazione 5.5 corrispondente al momento in cui il dente lascia la presa. Tenendo conto che, nel caso di frese a denti diritti, il dente entra in presa sull’intera sua larghezza b e ricordando, d’altra parte, l’ipotesi premessa in merito all’esistenza di uno ed un solo dente contemporaneamente in presa, l’andamento della sezione di truciolo tagliato dalla fresa nel tempo è ben rappresentato dalla figura 5.10. Q Qmax max max Figura 5.10 – Andamento della sezione del truciolo nella fresatura in opposizione 52 F. Micari Lavorazioni per Asportazione di Truciolo In questa figura Qmax=bazmax costituisce il valore massimo della sezione di truciolo tagliato. Considerazioni del tutto analoghe potrebbero essere condotte nel caso di fresatura periferica con frese a denti diritti in concordanza; l’andamento della sezione di truciolo tagliato (si veda la figura 5.11) è ancora a denti di sega, anche se la sezione massima è tagliata in corrispondenza all’ingresso in presa di ciascun dente. Q Qmax max max Figura 5.11 – Andamento della sezione del truciolo nella fresatura in concordanza Dagli andamenti della sezione di truciolo tagliato è immediato risalire agli andamenti delle forze di taglio. Ricordando quanto esposto nel precedente paragrafo 3.1, la risultante delle forze di taglio può essere calcolata moltiplicando il valore della sezione di truciolo per la pressione specifica di taglio Ks. Si avrà cioè: F Ks baz [N] (5.6) mentre la potenza impegnata è valutabile nella forma: W F V K s baz Dn [W] 60 1000 (5.7) Anche le forze di taglio avranno quindi, nel caso di frese a denti diritti, un andamento a dente di sega, andamento certamente non soddisfacente dal punto di vista delle sollecitazioni sulla macchina utensile, del possibile innesco di vibrazioni e quindi, in definitiva, della qualità delle superfici lavorate. Al fine di ovviare a questa problematica si potrebbe, in primo luogo pensare alla possibilità di avere un maggior numero di denti contemporaneamente in presa. In tal nodo la sezione di truciolo tagliato sarebbe costituita dalla somma di una componente costante (la sezione tagliata dal numero di denti costantemente in presa) e di una componente variabile. Tuttavia, stanti le dimensioni delle frese (ed in particolare il diametro) ed i valori di profondità di passata normalmente utilizzati, l’angolo max supera raramente i 15-20° ed è quindi molto difficile che il numero di denti in presa nella fresatura periferica superi l’unità. 53 F. Micari Lavorazioni per Asportazione di Truciolo 5.2.3 Calcolo della sezione di truciolo tagliato nella fresatura periferica in opposizione con frese cilindriche a denti elicoidali Il calcolo della sezione di truciolo tagliato dalle frese a denti elicoidali presenta qualche maggiore difficoltà rispetto al corrispondente caso a denti diritti, dal momento che il dente non entra contemporaneamente in presa su tutta la sua larghezza, ma ciò avviene progressivamente. In questo caso pertanto non soltanto lo spessore del truciolo è funzione dell’angolo percorso dal dente in presa; anche la porzione della larghezza del dente in presa è funzione dell’angolo : sia ha cioè s=s(), ma anche b=b(). Il modello usualmente utilizzato per procedere alla valutazione della sezione di truciolo tagliato con frese a denti elicoidali è basato, quale passo preliminare, sull’apertura della fresa cilindrica in corrispondenza ad una sua generatrice. Il tagliente elicoidale considerato (AB in figura 5.12) sarà quindi rappresentato da un segmento inclinato rispetto alla generatrice di un angolo pari all’angolo di inclinazione dell’elica (figura 5.13). La rotazione della fresa si traduce, in questo modello, in una traslazione del segmento rappresentativo dell’elica dal basso verso l’alto. B A Figura 5.12 Fresa cilindrica a denti elicoidali In figura 5.13 il punto A ed il punto B rappresentano rispettivamente l’estremità del dente della fresa che sta per cominciare a tagliare all’istante iniziale e l’estremità opposta del dente. Nella stessa figura la retta orizzontale passante per A rappresenta quindi una sorta di linea di traguardo iniziale, rappresentativa dell’inizio del processo di taglio da parte del punto considerato. Ammettendo adesso una rotazione della fresa pari ad un angolo , una porzione della larghezza del dente sarà entrata in presa: nel nostro modello la rotazione si traduce in una 54 F. Micari traslazione pari a Lavorazioni per Asportazione di Truciolo D fino a raggiungere la posizione AIBI e la porzione di dente in presa 2 sarà rappresentata dal segmento AICI che ha superato la linea di traguardo iniziale. E’ quindi possibile affermare che in questo istante il segmento AICI rappresenta la porzione di dente in presa, mentre il segmento CIBI rappresenta la porzione ancora non in presa. Occorre tuttavia far rilevare che i punti del dente in presa non tagliano tutti lo stesso spessore di truciolo: mentre infatti il punto AI, avendo percorso in presa l’intero angolo considerato, taglia uno spessore di truciolo pari ad az, il punto CI sta entrando in presa in questo istante e quindi lo spessore di truciolo tagliato è teoricamente pari a zero. La sezione di truciolo complessiva deve quindi essere calcolata associando ad ogni punto del dente in presa lo spessore di truciolo corrispondente. Figura 5.13 – Modello per la valutazione della sezione di truciolo tagliato nella fresatura con frese a denti elicoidali Riprendendo la figura 5.13 questa operazione si traduce nel calcolo dell’area del triangolo AIFICI, evidentemente pari a: Q 1 1D 1 1 A' C FH az cos az D 2 cot g 2 2 2 sin 4 (5.8) L’andamento della sezione di truciolo, fino a questo momento tipicamente parabolico, è riportato in figura 5.14. 55 F. Micari Lavorazioni per Asportazione di Truciolo Figura 5.14 – Andamento della sezione di truciolo tagliato nella fresatura con frese a denti elicoidali Nel momento in cui la rotazione della fresa raggiunge il valore max, nel consueto modello il segmento rappresentativo del dente raggiungerà la posizione A IIBII. A questo punto l’estremità del dente che per prima è entrata in presa (punto A, ora nella posizione AII) ha completato il suo arco di taglio e sta per uscire dalla presa. E’ cioè possibile tracciare in figura 5.13 una seconda retta orizzontale, distante D max dalla prima, che costituisce una 2 sorta di linea di traguardo finale, in quanto rappresentativa della conclusione del processo di taglio da parte del punto considerato. In questo istante la porzione della larghezza del dente in presa è rappresentata dal segmento AIICII ed il valore della sezione di truciolo raggiunge il valore massimo, evidentemente pari a: Qmax 1 2 a z D max cot g 4 (5.9) Analizzando adesso un istante ancora successivo, ad una ulteriore rotazione della fresa corrisponde una ulteriore traslazione del segmento rappresentativo del dente, che si porta ora nella posizione AIIIBIII. A questo punto è possibile distinguere tre diverse sezioni del dente: una prima (segmento AIIICIII), rappresentativa della porzione che ha già tagliato ed è uscita dalla presa; una seconda (segmento CIIIEIII) rappresentativa della porzione di dente attualmente in presa; infine una terza (segmento E IIIBIII) rappresentativa della porzione di dente che non è ancora entrato in presa. Tuttavia confrontando la situazione in questo istante con quella discussa immediatamente in precedenza (dente in posizione AIIBII), è immediato osservare che nei due casi la larghezza di dente in presa e la sezione di truciolo tagliato sono costanti: la figura 5.13, infatti, dimostra che i due segmenti AIICII e CIIIEIII sono uguali, così come sono uguali le aree dei triangoli AIIFIICII e CIIIFIIIEIII rappresentativi delle sezioni di truciolo. 56 F. Micari Lavorazioni per Asportazione di Truciolo Le considerazioni appena esposte dimostrano che, a partire dall’istante corrispondente ad una rotazione della fresa pari a max, la sezione di truciolo tagliato si mantiene costante (figura 5.14). Tale condizione si mantiene fino a che la rotazione della fresa determina l’ingresso in presa da parte del’ultimo punto del dente considerato (nel nostro modello si tratta del punto B, che entra in presa quando il dente si porta nella posizione AIVBIV). A partire da quest’ultimo istante, infatti, alla rotazione della fresa corrisponde una progressiva riduzione della larghezza della porzione di dente in presa. Considerando ad esempio la configurazione corrispondente alla posizione del dente AVBV, la figura 5.13 mostra che la larghezza del dente in presa si è ridotta al segmento EVBV mentre la sezione del truciolo tagliato è riconducibile all’area del quadrilatero EVFVGVBV. L’andamento della sezione del truciolo (si osservi ancora la figura 5.14) assume quindi un andamento decrescente; tale andamento è ancora di tipo parabolico, ma con concavità opposta rispetto al tratto considerato inizialmente. Se tuttavia, in corrispondenza all’ingresso in presa dell’ultimo punto (il punto B) del primo dente, si fa in modo che entri in presa un secondo dente (per il quale, ovviamente, valgono le medesime considerazioni esposte in precedenza), le sezioni di truciolo tagliato dai due denti verranno a sommarsi e quindi, di fatto la sezione di truciolo tagliata dalla fresa si manterrà costantemente pari al valore Qmax prima calcolato. Tale condizione, certamente auspicabile per le immediate ripercussioni sull’andamento delle forze di taglio, si realizza praticamente facendo in modo che le estremità opposte di due denti successivi si trovino sulla medesima generatrice della superficie laterale della fresa. E’ evidente che i valori della risultante delle forze di taglio e della potenza impegnata possono essere calcolati utilizzando, quale sezione di truciolo tagliato, l’espressione della Qmax riportata in (5.9); si ha cioè: 1 2 F K s a z D max cot g 4 [N] (5.10) mentre la potenza impegnata è valutabile nella forma: W F V K s 1 Dn 2 a z D max cot g 4 60 1000 [W] (5.11) Le considerazioni esposte in questo paragrafo mostrano con assoluta evidenza i vantaggi offerti dalle frese a denti elicoidali che sono quindi quelle massimamente utilizzate 57 F. Micari Lavorazioni per Asportazione di Truciolo per la fresatura a taglio periferico; nella pratica infatti l’uso delle frese a denti diritti risulta limitato ad un numero di applicazioni molto modesto. 5.3 PROCESSI DI FRESATURA FRONTALE Nei processi di fresatura a taglio frontale, l’asse di rotazione della fresa è perpendicolare rispetto alla superficie lavorata. Il moto di avanzamento, come di consueto, è posseduto dal pezzo, fissato sulla tavola porta-pezzo, che avanza contro l’utensile (figura 5.15). Figura 5.15 – Fresatura frontale Nei processi ora analizzati costituisce buona norma l’utilizzo di una fresa avente un diametro maggiore della larghezza del pezzo da lavorare (ove possibile si fa in modo che il diametro della fresa sia maggiore del 30-70% rispetto alla larghezza del pezzo). Inoltre (si veda la figura 5.16) la fresa non viene posizionata in modo simmetrico rispetto alla larghezza del pezzo, ma al contrario, per le ragioni che saranno esposte nel prosieguo, viene assegnata una certa distanza tra l’asse di rotazione della fresa ed il piano di simmetria longitudinale del pezzo in lavorazione. La figura 5.16 mostra in particolare che la fresa viene posizionata in modo tale da sporgere di ~0.1D dalla parte in cui i taglienti entrano in presa e di ~0.3D dalla parte in cui i taglienti escono dalla presa. 58 F. Micari Lavorazioni per Asportazione di Truciolo L Figura 5.16 –Posizionamento della fresa nella fresatura frontale In tal modo l’estensione dell’arco di ingresso è maggiore di quella dell’arco in uscita e vengono realizzate le seguenti due condizioni favorevoli: in primo luogo nel tratto in cui ciascun tagliente si trova in presa, esso si trova a lavorare quasi integralmente in condizioni di opposizione rispetto al moto di avanzamento del pezzo, e tali condizioni sono in particolare verificate in corrispondenza all’ingresso in presa del tagliente. Si è visto in precedenza che tale circostanza risulta vantaggiosa soprattutto quando la fresatrice non è dotata di un dispositivo di recupero automatico dei giochi; inoltre, nel momento in cui il tagliente entra in presa, il truciolo tagliato presenta uno spessore consistente, ciò che consente di evitare pericoli di rifiuto del taglio; tali pericoli avrebbero potuto invece manifestarsi se la fresa fosse stata tangente al pezzo in lavorazione dalla parte in cui i taglienti entrano in presa. Nella pratica, inoltre, l’asse della fresa viene leggermente inclinato (l’angolo di inclinazione è di norma inferiore ad 1°) al fine di evitare che i taglienti ripassino sulla superficie lavorata (si veda la figura 5.17). 59 F. Micari Lavorazioni per Asportazione di Truciolo Figura 5.17 –Inclinazione della fresa nella fresatura frontale La fresatura frontale presenta, rispetto a quella periferica, il fondamentale vantaggio di avere un maggior numero di taglienti in presa, con conseguenti minori problemi connessi alle variazioni delle forze di taglio. Essa inoltre permette una maggiore produttività, anche in virtù dell’impiego di taglienti riportati in carburo sinterizzato che consentono l’utilizzo di velocità di taglio più elevate. Tutto ciò premesso, è possibile procedere alla valutazione delle forze di taglio e della potenza richiesta. Nella fresatura con taglio frontale la sezione di truciolo tagliato da ciascun dente può essere approssimativamente calcolata mediante il prodotto dell’avanzamento per dente per la profondità di passata imposta alla fresa. Anche in questo caso il parametro avanzamento per dente è calcolato utilizzando la formulazione prima riportata. In realtà, tenendo conto che il pezzo in lavorazione avanza contro la fresa, lo spessore asportato dal tagliente in corrispondenza del punto di uscita sarà maggiore rispetto a quello tagliato all’ingresso. Tale differenza è tuttavia di solito trascurabile tenendo conto dei diversi ordini di grandezza della velocità di taglio e di quella di avanzamento. Pertanto la risultante delle forze di taglio nella fresatura a taglio frontale può essere calcolata mediante la relazione: F= Ks Zp az p [N] (5.12) nella quale Ks è ancora la pressione specifica di taglio, p è la profondità di passata e Zp è il numero di denti in presa, ovviamente funzione del numero di denti complessivo della fresa e della larghezza del pezzo in lavorazione. La potenza impegnata è infine valutabile nella forma: W F V K s Z p az p Dn [W] 60 1000 60 (5.13) F. Micari Lavorazioni per Asportazione di Truciolo CAPITOLO 6 RUOTE DENTATE 6.1 CONSIDERAZIONI INTRODUTTIVE La realizzazione di ruote dentate avviene mediante l’utilizzo di procedimenti di forma o per generazione. Nel primo caso vengono impiegate frese modulari a disco avente forma del dente il più possibile prossima a quella del vano tra dente e dente della ruota dentata da realizzare; nel secondo caso, invece, viene simulato l’ingranamento tra due ruote dentate coniugate (rispettivamente costituite dall’utensile e dal disco da dentare) ed il profilo del vano tra i denti della ruota in costruzione risulta dall’inviluppo delle posizioni successivamente assunte dalla ruota coniugata (l’utensile) nel corso della lavorazione. Nel prosieguo di questo capitolo saranno quindi presi in considerazione gli aspetti peculiari di ciascuna delle due metodologie, evidenziandone pregi e difetti. Lo studio sarà condotto sia con riferimento alla realizzazione di ruote dentate a denti diritti che a denti elicoidali. 6.2 REALIZZAZIONE DI RUOTE DENTATE MEDIANTE PROCEDIMENTI DI FORMA Come si è già accennato, in questo caso vengono utilizzate frese modulari a disco a profilo costante in cui il profilo del dente determina la forma del vano tra dente e dente della ruota in costruzione. La forma del dente della fresa ha quindi una importanza decisiva per quanto riguarda il prodotto della lavorazione. Prima di iniziare con la descrizione del processo, è probabilmente utile ricordare che i parametri fondamentali di una ruota dentata sono essenzialmente tre: il modulo, m, il numero di denti, Z, e l’angolo di pressione, . Nel caso di ruote a denti elicoidali occorre tenere in considerazione un ulteriore parametro e cioè l’angolo di inclinazione dell’elica, . Sulla base di questi parametri è possibile determinare tutti gli altri elementi caratteristici delle ruote dentate, tra i quali: il diametro della circonferenza primitiva: Dp=mZ; il passo: p=m; 61 F. Micari Lavorazioni per Asportazione di Truciolo il diametro della circonferenza esterna (o di troncatura): De=Dp+2m=m(Z+2); questo diametro costituisce il diametro del disco pieno dal quale si deve partire per realizzare una ruota a denti diritti; l’altezza del dente: h addendum dedendum m 7 13 m m 6 6 E’ noto, peraltro, che il profilo del fianco dei denti è costituito da un arco di evolvente di cerchio, generato da un punto di una retta che rotola senza strisciare sulla circonferenza di base il cui diametro è Db=Dpcos. Il profilo ad evolvente dipende quindi dal modulo della ruota dentata e dal numero di denti; in particolare, al crescere del numero di denti, la curvatura dell’evolvente va progressivamente riducendosi ed il profilo tende ad assumere un andamento praticamente rettilineo. Si arriva, al limite, al caso della cremagliera (ruota dentata ad denti, caratterizzata da raggio di curvatura pari ad e da curvatura pari a zero), in cui i fianchi dei denti sono rettilinei. Tutto ciò premesso, la realizzazione di ruote dentate mediante procedimenti di forma viene condotta alla fresatrice universale: la fresa possiede il moto di lavoro (rotatorio), mentre il disco da dentare è montato sulla tavola porta-pezzo e possiede il moto d’avanzamento (figure 6.1 e 6.2). Figura 6.1 – Procedimenti di forma 62 F. Micari Lavorazioni per Asportazione di Truciolo Figura 6.2 – Esecuzione di una ruota dentata a denti dritti alla fresatrice Prima di iniziare la realizzazione del primo solco, la posizione dell’utensile rispetto al pezzo deve essere registrata (moto di registrazione) in modo da conferire la profondità di passata desiderata: se le caratteristiche del materiale lo consentono e compatibilmente con la potenza della fresatrice, la profondità di passata può essere imposta pari all’altezza del dente. In questo modo, infatti, eseguito il primo solco, il vano tra dente e dente è completamente realizzato. Se, a questo punto, il disco da dentare viene ruotato di un angolo pari a 2/Z rispetto al suo asse e viene eseguito un secondo solco, tra i due vani contigui si ottiene il primo dente della ruota dentata. Ripetendo queste operazioni un numero di volte pari al numero di denti della ruota dentata, si otterrà alla fine il componente desiderato. Le considerazioni appena esposte mostrano che la realizzazione di ruote dentate con procedimento di forma costituisce in effetti una metodologia concettualmente assai semplice. Essa richiede la disponibilità di una fresatrice universale, dotata cioè di un meccanismo divisore (che realizza la divisione, cioè la rotazione del disco da dentare tra l’esecuzione di due solchi successivi) e sulla quale è possibile ruotare la tavola porta-pezzo rispetto ad un asse verticale (perpendicolare cioè alla tavola porta-pezzo medesima). Nel caso in cui si vogliano costruire ruote dentate a denti elicoidali, infatti, la tavola porta-pezzo 63 F. Micari Lavorazioni per Asportazione di Truciolo va ruotata di un angolo pari all’angolo di inclinazione dell’elica da realizzare; inoltre l’esecuzione di un solco elicodale richiede che il pezzo in lavorazione possieda un moto rotatorio contemporaneamente al moto di avanzamento traslatorio. Tale possibilità è consentita dal medesimo meccanismo divisore prima citato, che, oltre a svolgere la funzione di testa a dividere, procurando la rotazione di 2/Z del disco tra due solchi successivi, svolge altresì il compito di testa motrice, imprimendo sul pezzo quel moto rotatorio contemporaneo al moto di avanzamento necessario per la realizzazione del solco elicoidale. Per una trattazione più completa di questi aspetti si rimanda ai testi citati in bibliografia. A fronte della semplicità del procedimento, la realizzazione di ruote dentate alla fresatrice universale presenta alcuni inconvenienti di grande rilevanza. Innanzi tutto si tratta di un procedimento lento e certamente assai costoso: l’esecuzione completa di una ruota richiede alcune decine di minuti, tempo certamente inadeguato alla produzione su scala industriale di ruote dentate. A ciò si aggiungano le difficoltà connesse ad una eventuale automazione di questo procedimento, che invece viene di solito eseguito su macchine tradizionali, richiedendo la costante (e costosa) presenza di un operatore addetto. Vi è inoltre un altro inconveniente correlato al fatto che il procedimento è tipicamente un procedimento di forma: alla luce di quanto osservato circa la dipendenza del profilo dell’evolvente dal modulo e dal numero di denti, il profilo del dente realizzato sarebbe cinematicamente corretto solo laddove si utilizzasse una fresa diversa per ogni modulo e per ogni numero di denti. Tale condizione è evidentemente di fatto impossibile. Nella pratica, per ciascun valore del modulo, si utilizzano dei set di frese, ciascuna delle quali viene utilizzata per un certo range del numero dei denti. E’ opportuno peraltro precisare che tali intervalli sono tanto più ampi quanto maggiore è il numero di denti, dal momento che la variazione del profilo in funzione del numero dei denti diventa sempre meno rilevante quanto più questo numero è ampio. Un tipico set di frese è, ad esempio, costituito da 8 frese; la n.1 serve per fresare ruote con numero di denti pari a 12 o 13, la n.2 per l’intervallo 1416, la n.3 per l’intervallo 17-20, la n.4 per l’intervallo 21-25, la n.5 per l’intervallo 26-34, la n.6 per l’intervallo 35-54, la n.7 per l’intervallo 55-134 ed infine la n.8 per ruote con numero di denti superiore a 134. E’ evidente che l’utilizzo di una fresa unica per un intervallo anche piuttosto ampio determina errori cinematici nella realizzazione del profilo del dente che possono risultare inaccettabili dipendentemente dalla precisione richiesta. 64 F. Micari 6.3 Lavorazioni per Asportazione di Truciolo REALIZZAZIONE DI RUOTE DENTATE CON PROCEDIMENTI PER GENERAZIONE La tecnologia massimamente utilizzata per la realizzazione di ruote dentate a denti diritti od elicoidali è basata su procedimenti per generazione: tali procedimenti, infatti, possiedono quelle caratteristiche di rapidità, precisione cinematica del profilo dei denti e facilità di automazione del processo produttivo certamente fondamentali per l’applicazione in campo industriale. Come si è precedentemente accennato, nei procedimenti per generazione il profilo ad evolvente dei fianchi dei denti viene ottenuto riproducendo l’accoppiamento cinematico, l’ingranamento, tra il disco da dentare ed una ruota coniugata utensile. In questo modo, la forma dell’utensile non riveste alcun ruolo, mentre è fondamentale il moto relativo dell’utensile rispetto al pezzo. Per essere ancora più precisi, il profilo dei vani intagliati sul disco da dentare (e quindi, di conseguenza, dei fianchi dei denti ottenuti) è determinato dall’inviluppo delle successive posizioni che i denti taglienti della ruota utensile coniugata assumono durante il moto relativo; quest’ultimo deve essere tale da riprodurre la trasmissione del moto tra le ruote. Da queste brevi considerazioni scaturisce, quale immediata conseguenza, che il profilo dei denti ottenuti con un procedimento per generazione è cinematicamente corretto. Il profilo infatti è ottenuto riproducendo l’accoppiamento tra due ruote coniugate. Peraltro, dal momento che due ruote possono accoppiarsi purchè possiedano lo stesso modulo, la stessa ruota utensile può essere utilizzata per costruire ruote dentate aventi lo stesso modulo, qualunque sia il loro numero di denti. Occorre ancora osservare che, stante il meccanismo prima descritto, i procedimenti per generazione richiedono che oltre ai consueti movimenti di taglio, di avanzamento e di registrazione, la macchina dentatrice permetta altresì un movimento di generazione. Si tratta proprio di quel movimento, posseduto dall’utensile, dal disco da dentare o da entrambi, che consente di riprodurre l’accoppiamento cinematico tra le ruote coniugate, facendo in modo che l’utensile ed il pezzo si muovano come se la trasmissione del moto tra le ruote si stesse realmente verificando. Nella pratica, dipendentemente dal tipo di utensile utilizzato e dalle modalità in cui sono realizzati i movimenti di taglio e di generazione, si distinguono diversi procedimenti riconducibili alla categoria “per generazione” e conseguentemente si identificano diversi 65 F. Micari Lavorazioni per Asportazione di Truciolo tipi di macchine dentatrici. Tra di esse le più diffuse sono le dentatrici Fellows e le dentatrici a creatore, il cui principio di funzionamento costituisce l’oggetto dei successivi paragrafi. 6.3.1 Dentatrici Fellows Le dentatrici Fellows utilizzano, quale utensile, un rocchetto circolare in acciaio HSS (utensile Fellows, detto anche impropriamente coltello, riprodotto in figura 6.3). Figura 63 – Utensile Fellows L’utensile ha quindi la forma di una ruota dentata, con fianchi dei denti caratterizzati dal regolare profilo ad evolvente; l’utensile Fellows della figura 6.3, ad esempio, è una ruota dentata con modulo 2 e numero di denti pari a 26. I denti di questo utensile, però, presentano spigoli taglienti, ottenuti mediante un procedimento di affilatura; in particolare i denti sono provvisti sia di spoglia superiore che di spoglia inferiore con angoli tipicamente pari a 5°. Quando, a causa dell’utilizzo, i taglienti si usurano ed è necessario riaffilare l’utensile, l’affilatura viene eseguita sul petto, in modo da mantenere inalterata la forma del dente ed in particolare il profilo ad evolvente dei fianchi. E’ opportuno ribadire che un utensile Fellows potrà essere utilizzato per la costruzione di tutte le ruote dentate aventi lo stesso modulo, qualunque sia il loro numero dei denti; ad esempio l’utensile riprodotto nella figura che precede andrà bene per tutte le ruote dentate con modulo pari a 2. Passando adesso ad esaminare il principio di funzionamento delle dentatrici Fellows, esso può essere facilmente spiegato prendendo in esame i movimenti caratteristici. Innanzi tutto va ricordato che si tratta di un procedimento per generazione, in cui pertanto deve 66 F. Micari Lavorazioni per Asportazione di Truciolo essere riprodotto l’accoppiamento cinematico tra la ruota da dentare e la ruota utensile. Quando le due ruote ingranano, le rispettive circonferenze primitive devono rotolare senza strisciare l’una sull’altra; pertanto (figura 6.4) è innanzi tutto necessario che si abbia un movimento di registrazione radiale, posseduto dall’utensile, che porti le primitive delle due ruote ad essere tra di loro tangenti. Moto di taglio zu Moto di scostamento zr Moto di registrazione u r Moti di generazione u r Figura 6.4 – Schema di funzionamento di una dentatrice Fellows Il movimento di taglio è ancora posseduto dall’utensile ed è di tipo rettilineo alternativo; si parla comunemente di un moto di stozzatura. Questo movimento prevede una corsa di andata di lavoro (in cui i denti in presa dell’utensile compiono la loro azione di profilatura) ed una corsa di ritorno a vuoto (si veda ancora la figura 6.4). Per evitare che durante questa fase gli spigoli taglienti dell’utensile striscino e sfreghino contro i vani della ruota in lavorazione, a quest’ultima viene attribuito, mediante un dispositivo a funzionamento automatico, un moto di scostamento che le permette di allontanarsi radialmente di qualche millimetro mentre l’utensile effettua la corsa di ritorno. 67 F. Micari Lavorazioni per Asportazione di Truciolo Il moto di taglio rettilineo coincide, evidentemente, con il moto di avanzamento, nel senso in cui quest’ultimo viene tradizionalmente inteso. L’elemento fondamentale in un procedimento per generazione è ovviamente costituito dal movimento di generazione. Nelle dentatrici Fellows quest’ultimo è posseduto da entrambi i costituenti la coppia cinematica (l’utensile Fellows e la ruota in lavorazione), che sono animate di un movimento rotatorio, come se stessero regolarmente ingranando. Le velocità di rotazione dell’utensile Fellows e della ruota in lavorazione sono quindi legate dalla relazione: ruota Z utensile utensile Z ruota (6.1) che esprime il rapporto di trasmissione tra i due elementi cinematici coniugati. E’ essenziale far rilevare che il moto di taglio è molto più veloce del moto di generazione. Conseguentemente la profilatura di ciascun vano avviene attraverso un numero alquanto elevato di corse di lavoro dell’utensile, in ciascuna delle quali solo una modesta porzione di truciolo viene asportato. Tale circostanza risulta probabilmente più chiara osservando la figura 6.5, nella quale è mostrata una serie di posizioni successivamente assunte da un dente della ruota utensile nel corso del moto di registrazione e sono distinguibili le sezioni di truciolo asportate dal dente medesimo in ciascuna corsa di lavoro. E’ peraltro opportuno far rilevare che, in ciascuna corsa di lavoro, sono di solito in presa diversi denti dell’utensile Fellows, i quali agiscono su più vani adiacenti della ruota in lavorazione. Nelle condizioni descritte sino a questo momento la realizzazione completa della ruota dentata richiede un solo giro completo della stessa; quando però si devono tagliare ruote con moduli piuttosto grandi ( quindi con altezze dei denti molto grandi), o quando il materiale da lavorare è molto resistente, la dentatura viene eseguita in due o tre passaggi successivi. In altri termini, l’accostamento delle primitive della ruota utensile e della ruota in costruzione fino ad essere tangenti (nel moto di registrazione) non viene realizzato in un’unica soluzione, ma viene suddiviso in due o tre steps; a ciascuno di essi corrisponderà un giro completo della ruota. 68 F. Micari Lavorazioni per Asportazione di Truciolo Figura 6.5 – Inviluppo delle posizioni dell’utensile nella dentatrice Fellows La lavorazione delle ruote dentate con le dentatrici Fellows avviene in modo del tutto automatico: l’operatore deve soltanto limitarsi al montaggio ed allo smontaggio dei pezzi ed all’impostazione dei parametri di lavorazione. Queste dentatrici offrono peraltro notevoli vantaggi nel caso di lavorazione simultanea di più ruote montate sullo stesso albero. Le dentatrici Fellows sono però particolarmente indicate per la realizzazione di ruote dentate a denti diritti, mentre il loro impiego per la costruzione di ruote a denti elicoidali presenta qualche difficoltà: in questo caso infatti l’utensile dovrebbe essere provvisto di dentatura elicoidale avente la stessa inclinazione, lo stesso modulo e lo stesso angolo di pressione della ruota da dentare, ciò che comporta qualche problema soprattutto per quanto riguarda l’affilatura dei denti e la realizzazione degli spigoli taglienti. 6.3.2 Dentatrici a creatore Le dentatrici a creatore utilizzano, quale utensile, una fresa a vite a profilo costante, denominato creatore (figura 6.6). Si tratta, in buona sostanza, di un cilindro in acciaio HSS, che reca, sulla sua superficie esterna, una filettatura a sezione trapezia. La sezione perpendicolare ai filetti della vite è infatti una cremagliera (o pettine), con denti a profilo trapezoidale. 69 F. Micari Lavorazioni per Asportazione di Truciolo Figura 6.6 – Creatore Alla luce di quanto osservato in precedenza a proposito di tutti i procedimenti per generazione, il modulo dei denti dovrà essere eguale a quello della ruota dentata da realizzare, essendo quest’ultima condizione necessaria per consentire l’accoppiamento tra elementi coniugati. La stessa figura mostra che la filettatura è interrotta da tagli perpendicolari ai filetti: sono proprio questi tagli lungo la superficie laterale che danno luogo ai denti del creatore, dotati di spigoli taglienti adeguatamente spogliati. Di fatto, quindi, la presenza dei tagli trasforma una vite senza fine in una fresa, in un utensile cioè dotato di spigoli taglienti e quindi in grado di asportare truciolo. Nelle dentatrici a creatore il movimento di generazione ha il compito di riprodurre l’ingranamento tra una vite senza fine (il creatore) ed una ruota dentata (il disco da dentare). Iniziando con il prendere in considerazione il caso di realizzazione di ruote dentate a denti diritti, la figura 6.7 mostra che l’ingranamento tra la vite senza fine e la ruota è possibile se sono verificate le seguenti due condizioni: sia l’utensile che la ruota da dentare devono possedere un moto rotatorio continuo; ad una rotazione completa del creatore intorno al proprio asse di rotazione deve corrispondere una rotazione della ruota pari a 2 , essendo Z il numero di denti da Z realizzare. Moto di avanzamento 70 Moto di taglio e di generazione F. Micari Lavorazioni per Asportazione di Truciolo Figura 6.7 –Schema di funzionamento di una dentatrice a creatore Anche nelle dentatrici a creatore, pertanto, l’utensile e la ruota in lavorazione realizzano congiuntamente il moto di generazione. Tuttavia, a differenza delle dentatrici Fellows, gli assi intorno a cui avvengono le rotazioni non sono paralleli, ma (si veda ancora la figura 6.7) pressochè perpendicolari: se la ruota da dentare è montata sulla dentatrice con asse di rotazione verticale, il creatore sarà posizionato con asse di rotazione leggermente inclinato rispetto all’orizzontale in modo che la tangente all’elica media del creatore coincida con la direzione della generatrice del disco cilindrico da dentare. E’ inoltre fondamentale far rilevare che la rotazione del creatore costituisce anche il movimento di taglio che permette l’asportazione di truciolo; il moto di taglio è quindi rotatorio e continuo nelle dentatrici a creatore, a differenza da quanto avveniva nelle dentatrici Fellows. La velocità di taglio è usualmente mantenuta entro poche decine di metri al minuto al fine di limitare l’usura dell’utensile, si è detto costruito in acciaio super-rapido. Infine, dal momento che la dentatura deve essere realizzata su tutto lo spessore della ruota, all’utensile deve essere anche assegnato un movimento di avanzamento, in direzione parallela all’asse della ruota in lavorazione. Nel caso ora analizzato, di costruzione di ruote dentate a denti diritti, la scelta della velocità di avanzamento dipende soltanto da considerazioni di carattere tecnologico, principalmente legate al materiale in lavorazione: di norma si assegna un avanzamento pari a 2-4mm per ogni rotazione completa della ruota da dentare. Il processo sarà quindi completato quando il creatore ha completamente lavorato la superficie laterale del disco da dentare. 71 F. Micari Lavorazioni per Asportazione di Truciolo Uno schema piano semplificato del principio di funzionamento delle dentatrici a creatore è riportato in figura 6.8; in essa sono chiaramente distinguibili i diversi movimenti fondamentali prima descritti. Moto di taglio e di generazione Moto di generazione Moto di registrazione Moto di avanzamento Figura 6.8 –Schema piano semplificato del funzionamento di una dentatrice a creatore Passando ora al caso della costruzione di ruote dentate a denti elicoidali, essa è facilmente realizzabile sulle dentatrici a creatore a patto che si abbia cura di alcuni aspetti particolari. Innanzi tutto l’asse di rotazione del creatore deve essere inclinato rispetto all’asse della ruota da dentare in modo che la tangente all’elica media del creatore venga a coincidere con la tangente all’elica media del dente della ruota. Se, ad esempio, si intende costruire una ruota dentata a denti elicoidali destrorsa, con angolo di inclinazione dell’elica a pari 25°, è necessario inclinare l’asse di rotazione del creatore in modo che la tangente all’elica media del creatore possieda questa inclinazione. Inoltre la realizzazione di un solco elicoidale impone un ulteriore vincolo di carattere cinematico sui movimenti del creatore ed in particolare sul moto di avanzamento a quest’ultimo assegnato. Si è detto che il moto di avanzamento del creatore avviene in direzione parallela all’asse della ruota in lavorazione. Ebbene è necessario imporre che ad un avanzamento del creatore pari al passo assiale dell’elica desiderata, debba corrispondere una rotazione completa della ruota da dentare. Si ricorda, per inciso, che il passo assiale dell’elica può essere calcolato con la relazione pa mZ , avendo i simboli il significato sin ormai noto. Si tratta, come è evidente, di un movimento di generazione complementare, caratteristico della realizzazione di ruote a denti elicoidali, che viene a sommarsi ed a sovrapporsi al movimento di generazione già discusso, necessario anche nel più semplice caso di realizzazione di ruote a denti diritti. Nel caso delle ruote elicoidali i due movimenti 72 F. Micari Lavorazioni per Asportazione di Truciolo di generazione devono verificarsi contemporaneamente e la macchina dentatrice deve disporre di un meccanismo sommatore che permetta tale contemporaneità. La figura 6.9 mostra una fase della realizzazione di una ruota dentata a denti elicoidali: in essa è possibile chiaramente distinguere la posizione tipicamente inclinata del creatore rispetto alla ruota da dentare e riconoscere i movimenti fondamentali appena descritti. Figura 6.9 –Dentratrice a creatore: fasi di lavorazione 73
© Copyright 2026 Paperzz