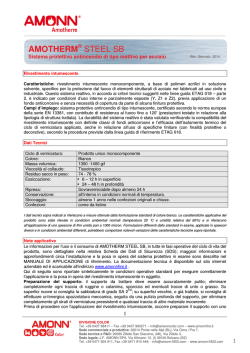
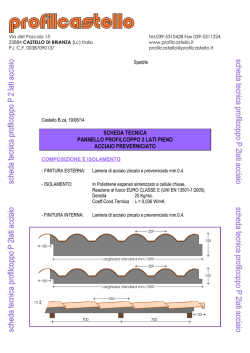
Prodotti per la protezione passiva dal fuoco di elementi, strutture e materiali in acciaio, legno, cemento armato e muratura. Vernici intumescenti (reattive), vernici fuoco ritardanti. EDIZIONE 1/2014 MANUALE AMOTHERM Febbraio 2014 Gentili Sigg. le evoluzioni normative nel campo della sicurezza, e di conseguenza nellʼambito della protezione dal fuoco, conducono necessariamente e periodicamente ad un riesame dei prodotti e delle loro caratteristiche. Per riuscire in questo scopo si rende indispensabile una costante attività di ricerca e sviluppo volta ad un avanzamento tecnologico e prestazionale dei sistemi protettivi ed è proprio alla luce di tali importanti innovazioni che si è resa necessaria una nuova edizione del Manuale di applicazione e manutenzione dei prodotti della linea AMOTHERM. Da oltre due secoli ormai la mia famiglia gestisce le sue attività imprenditoriali con passione e successo, accumulando al contempo esperienza ed una lunga tradizione, da cui ho imparato che la vera forza di unʼazienda manifatturiera sta oltre che nella qualità del prodotto, anche nel servizio di supporto offerto al cliente. Per ottenere un prodotto di qualità da sempre ci impegniamo con consistente impiego di capitali e di risorse umane nello sviluppo di nuove tecnologie e di soluzioni innovative in grado di apportare facilitazioni dʼutilizzo e soprattutto una maggiore bontà di prodotto; per riuscire nel servizio di assistenza, la nostra azienda ormai da anni si impegna regolarmente attraverso corsi di formazione tenuti da personale specializzato su tutto il territorio nazionale, la realizzazione di documentazione cartacea e multimediale ad uso e consumo dei professionisti del settore e con un quotidiano servizio di ingegneria ed assistenza telefonica dei nostri tecnici. Qualità di prodotto e di servizio quindi, che non solo hanno lo scopo di far emergere la competenza AMONN sul mercato, ma che si pongono in primis lʼobiettivo di incrementare la qualità e la sicurezza della vita quotidiana nellʼambiente che ci circonda. Questo lo scopo dei prodotti AMOTHERM e quindi di questo Manuale, con i regolari aggiornamenti in base alle normative, alle modifiche di prodotto e nuovi test report eseguiti. Il tutto per supportare al meglio il professionista che si occupa di protezione passiva dal fuoco, senza dubbio in unʼottica di reciproca collaborazione. Cordiali saluti Arno Amonn Consigliere delegato www.amonncolor.com - 2014 1 MANUALE AMOTHERM Febbraio 2014 Gentili Signori, solo poche righe per introdurre questa nuova versione del manuale Amotherm che, come vedrete, è stato ampliato aggiungendo soprattutto nuove informazioni legate al mondo delle certificazioni. Dopo 42 anni di esperienza in questo specifico settore, credo di aver visto e vissuto molti cambiamenti ed è indiscusso, come la protezione passiva dal fuoco, sia maturata dal punto di vista delle normative, della qualità e dellʼaffidabilità. Quello che è stato definito dagli addetti ai lavori come un passaggio epocale, con lʼintroduzione dei Decreti del 2007, ritengo abbia segnato lʼinizio di una nuova era nella quale il produttore non si limiti più alla sola certificazione delle prestazioni al fuoco dei propri prodotti, ma si faccia promotore di una corposa attività di ricerca e sviluppo, tesa ad assicurare un costante miglioramento degli standard qualitativi raggiunti e il continuo mantenimento degli standard produttivi indicati. La prova più tangibile dellʼimpegno a cui il produttore sarà chiamato a rispondere a seguito della definitiva entrata in vigore del regolamento per i prodotti da costruzione (CPR), sarà lʼapposizione della marcatura CE sui rivestimenti intumescenti, pratica che sarà resa obbligatoria nel prossimo futuro, non appena saranno disponibili nuove norme armonizzate di prodotto, derivate dalle linee guida attualmente in vigore (ETAG) per i rivestimenti protettivi antincendio. Alle suddette pratiche sono ovviamente legati gli altri compiti essenziali a cui è chiamato il produttore per affrontare in modo adeguato il settore della protezione passiva dal fuoco: la competenza ingegneristica, la conoscenza dei problemi del Cliente e, soprattutto, la capacità di trasformarli in miglioramento del prodotto ed in nuove certificazioni. Un compito - quello del produttore di materiali destinati alla protezione passiva dal fuoco di strutture e materiali - molto sfaccettato, pieno di attività differenti, ma complementari tra loro che, per essere efficace, dovrà essere svolto da un complesso staff di persone in grado di affrontare ricerca, sviluppo, sperimentazione e produzione, nonché di conoscere e stare al passo con le normative, di progettare le protezioni caso per caso, controllare, verificare e certificare, oltre che di sviluppare e programmare gli indispensabili aspetti commerciali e di marketing. Amotherm è tutto ciò, Amotherm più che una sfida è un impegno preso con la nostra Clientela presente e futura, affinché la loro scelta sia la migliore. Giovanni Nava Product Manager www.amonncolor.com - 2014 2 INDICE Presentazione • La nostra missione 9 La normativa italiana e comunitaria 15 Acciaio 29 • Il comportamento al fuoco delle strutture in acciaio 31 • Prodotti destinati alla protezione dal fuoco delle strutture in acciaio 43 • Vernici intumescenti certificazioni 49 • Cicli di verniciatura su acciaio, compatibilità e durata 53 • Voci di capitolato 61 • Manuale di applicazione delle vernici intumescenti 65 • Scheda tecnica di manutenzione 85 Legno 91 • Il legno reazione e resistenza al fuoco 93 • Prodotti destinati alla protezione dal fuoco del legno 101 • Certificazioni dei prodotti 105 • Voci di capitolato 109 • Scheda tecnica di manutenzione vernici intumescenti su legno 113 Calcestruzzo - Muratura 121 • Strutture in calcestruzzo armato ordinario e precompresso 123 • Murature 133 • I prodotti destinati alla protezione dal fuoco di strutture in calcestruzzo armato ordinario/precompresso e murature • 139 Strutture in calcestruzzo armato ordinario/precompresso e murature – Manuale di applicazione delle vernici intumescenti 143 • Voci di capitolato e rapporti di valutazione relativi alle strutture in CA e CAP 155 • Voci di capitolato e rapporti di valutazione relativi alle strutture in muratura 159 • Strutture in calcestruzzo armato, ordinario/precompresso e murature – Scheda tecnica di manutenzione delle vernici intumescenti Tavole, tabelle e diagrammi 163 173 www.amonncolor.com - 2014 1 PRESENTAZIONE LA NOSTRA MISSIONE: LA DIFESA DAL FUOCO La sicurezza antincendio è tra i diritti fondamentali tutelati dalla Costituzione italiana con lʼintento di garantire a tutti i cittadini un livello adeguato di protezione determinato univocamente dallo Stato per lʼintero territorio nazionale. A tal fine il legislatore ha stabilito che le attività a maggior rischio dʼincendio siano sottoposte ad un controllo pubblico affidato al Ministero dellʼInterno tramite il Corpo nazionale dei Vigili del fuoco. A partire dal DM. 16 febbraio 1982 al D.P.R.151 del 2011, vengono individuate le attività soggette a controllo da parte dei Vigili del Fuoco. Il D.P.R 151 “regolamento recante semplificazione della disciplina dei procedimenti relativi alla prevenzione incendi” individua nellʼallegato I le attività soggette ai controlli di prevenzione incendi. Eʼ importante precisare che le attività non assoggettabili al D.P.R. 151/2011 dovranno comunque sottostare alle regole tecniche in materia di sicurezza e prevenzione incendi. E importante precisare che il fatto di non essere assoggettato allʼobbligo del rilascio del Certificato di prevenzione incendi da parte dei Vigili del fuoco, non esime il responsabile dellʼattività dal mettere in atto tutte le necessarie misure di sicurezza. Inoltre, nellʼambito più generale delle disposizioni in materia di salute e sicurezza dei lavoratori, sono previsti specifici criteri per la sicurezza antincendio nei luoghi di lavoro. Si sviluppa, dunque, una apposita disciplina, la prevenzione incendi, con lo scopo di approfondire lʼambito della sicurezza antincendio e proporre misure, comportamenti ed accorgimenti in grado di assicurare lʼincolumità delle persone e ridurre al minimo le perdite materiali e i danni allʼambiente; naturalmente la salvezza delle persone costituisce lʼobiettivo primario e prevalente da conseguire. La prevenzione incendi costituisce un servizio di interesse pubblico attribuito quale compito istituzionale al Corpo nazionale dei Vigili del fuoco che provvede mediante controlli e con lʼemanazione di regole tecniche fondate su presupposti tecnico-scientifici generali, in relazione alle situazioni di rischio tipiche da prevenire, secondo criteri applicativi uniformi sul territorio nazionale. La prevenzione incendi è definita dal D.P.R. n. 577/1982, come materia interdisciplinare che studia ed applica misure, provvedimenti, accorgimenti e modi di azione intesi ad evitare lʼinsorgere di un incendio ed a limitarne le conseguenze. Il rapporto tra protezione della vita e protezione dei beni materiali varia da paese a paese, in funzione del tipo di edificio e del suo contenuto. Oggi le norme nazionali si stanno orientando verso una maggiore attenzione per la vita umana che non per la difesa dei beni materiali. In particolare qualsiasi opera deve essere progettata e realizzata in modo tale che sia evitato, per quanto possibile, che un incendio abbia inizio, e, qualora questo dovesse verificarsi siano perseguiti i seguenti obiettivi: Obiettivi della progettazione La definizione degli obiettivi della progettazione al fuoco delle costruzione è, in Italia, un compito legato allʼazione legislativa che mette al primo posto la salvaguardia della vita umana. A livello comunitario gli obiettivi sono fissati dalla direttiva 89/106 più comunemente chiamata Direttiva prodotti da costruzione attraverso la definizione dei cosiddetti requisiti essenziali: 1. 2. 3. 4. 5. 6. Resistenza meccanica e stabilità Sicurezza in caso dʼincendio Igiene, salute e ambiente Sicurezza nellʼimpiego Protezione contro il rumore Risparmio energetico e ritenzione del calore La direttiva 89/106 è stata recepita in Italia dal regolamento di attuazione (DM.21/04/1993 n.246). A completamento dellʼopera di regolamentazione e passo ben più importante con la UE N° 305/2011 il Parlamento Europeo ha trasformato la Direttiva in Regolamento, che fissa condizioni armonizzate per la commercializzazione dei prodotti da costruzione e che abroga la direttiva 89/106/CEE del Consiglio. La CPR ha sostituito definitivamente la CPD a partire dal 1 luglio 2013. www.amonncolor.com - 2014 9 PRESENTAZIONE Criteri di progettazione I criteri di progettazione nascono da livelli di sicurezza che occorre garantire su base legislativa: Con il termine di prevenzione incendi si suole quindi comprendere due concetti distinti anche se tra loro strettamente correlati. Il primo è quello dellʼazione intesa ad anticipare lʼincendio (prevenzione), cioè diminuire la probabilità di insorgenza; e il secondo è quellʼinsieme di misure ed interventi volti a limitare (protezione) i danni conseguenti ad un incendio qualora questo, nonostante tutte le precauzioni adottate, dovesse verificarsi. Lʼobiettivo più comune per garantire la sopravvivenza è quello di assicurare adeguate vie di fuga. Per far ciò è necessario avvertire le persone della presenza di un incendio e fornire idonei percorsi di evacuazione, garantendo che siano liberi dal fuoco e dal fumo durante il raggiungimento di luoghi sicuri. In alcuni edifici è necessario garantire la sicurezza a persone incapaci di fuggire, come è il caso delle carceri, degli ospedali e dei luoghi di rifugio allʼinterno dellʼedificio. Le persone negli edifici adiacenti devono essere anchʼesse protette, e si devono adottare misure per la sicurezza delle squadre di soccorso, che entrano nellʼedificio per prestare aiuto o domare lʼincendio. Tra gli obiettivi della protezione dei beni vi è quello della protezione della struttura dellʼedificio e del suo contenuto. Tale protezione deve applicarsi anche agli edifici circostanti. Un ulteriore livello di protezione può essere necessario se è importante il rapido ripristino ed riutilizzo dellʼimmobile dopo lʼincendio. In molti casi un obiettivo cruciale è quello di evitare la perdita di beni intangibili, quali la possibilità di svolgere unʼattività oppure la salvaguardia di opere dʼarte. La difesa dallʼincendio è un obiettivo di solito raggiungibile attraverso una combinazione di sistemi di protezione dal fuoco, di tipo attivo e passivo. Strategia Antincendio La strategia antincendio rappresenta lʼinsieme di tutte le misure che concorrono al perseguimento degli obbiettivi determinati in fase di progetto. Privilegiare misure attive Il criterio di progettazione strutturale è determinato in funzione del tempo necessario affinché la gente possa raggiungere in sicurezza luoghi sicuri. Privilegiare misure passive Il criterio di progettazione strutturale è quello di garantire la stabilità meccanica durante lʼintero sviluppo dellʼincendio. I sistemi attivi tengono sotto controllo gli incendi – o i loro effetti – tramite interventi svolti da persone o da dispositivi automatici. I sistemi passivi tengono sotto controllo gli incendi – o i loro effetti – tramite sistemi integrati nella struttura dellʼedificio o nelle sue parti, senza richiedere particolari operazioni al momento dellʼincendio. Preliminare alla definizione della tipologia degli impianti di protezione antincendio è la conoscenza delle varie fasi dello sviluppo completo di un incendio in un locale chiuso. La figura 1 mostra un tipico diagramma temperatura-tempo relativo allo sviluppo completo di un incendio. Non tutti gli incendi evolvono in questo modo poiché alcuni si estinguono precocemente e altri non raggiungono il flashover, soprattutto se il materiale combustibile è in ridotta quantità ed è isolato, www.amonncolor.com - 2014 10 PRESENTAZIONE o se non vi è aria sufficiente per permettere la continuità della combustione. Se un locale dispone di finestre molto grandi, la trasmissione del calore allʼesterno è tale da non permettere il raggiungimento del flashover. Nella fase incipiente dello sviluppo di un incendio ha luogo il riscaldamento del potenziale materiale combustibile. Lʼaccensione costituisce lʼinizio della combustione con fiamma, che segna la transizione alla fase di propagazione. Durante questa fase la maggior parte degli incendi si propaga lentamente, dapprima dalle superfici combustibili, poi più rapidamente man mano che la temperatura aumenta, riscaldando i restanti elementi combustibili grazie allʼirraggiamento da parte delle fiamme e dei gas caldi. Se le temperature degli strati superficiali raggiungono circa 600°C, la velocità di combustione aumenta rapidamente, portando al flashover (sviluppo dʼincendio generalizzato). Si evidenzia la combustione generalizzata di tutti i materiali combustibili presenti nel locale, le temperature allʼinterno dello stesso tendono a crescere così come la velocità di combustione e di solito è funzione della ventilazione disponibile e viene così ripartita: • • • 60% c.a. come gas combusti che si disperdono allʼesterno 10% c.a. come irraggiamento al di fuori del volume del locale 30% si accumula nellʼedificio (strutture e pareti). Durante la fase di combustione stabilizzata le temperature e il flusso di calore radiante allʼinterno del locale sono così grandi che tutte le superfici esposte bruciano è la fase di combustione stabilizzata ad avere il maggior effetto sugli elementi strutturali e sulle parti circostanti il locale. Figura 1 Se il fuoco è lasciato ardere, alla fine i materiali combustibili si esauriscono e le temperature scendono rapidamente durante la fase di esaurimento, in cui la velocità di combustione ritorna ad essere più una funzione del materiale combustibile residuo che della ventilazione. Il diagramma evidenzia quindi due aree, quella prima del flashover dove trovano utilizzo tutti quei prodotti, materiali, tecnologie con caratteristiche tali da contenere, limitare, impedire, rallentare la propagazione del fuoco e lʼarea del postflashover dove trovano utilizzo prodotti, materiali, tecnologie destinati a conferire alle strutture capacità di resistenza al fuoco. Le vigenti misure tecniche di sicurezza antincendio sono riportate in regole o disposizioni emanate dal Ministero dellʼinterno che vengono definite di tipo: • • “orizzontale”, in quanto trovano attuazione in tutte le attività; “verticale”, in quanto Il loro campo di applicazione è limitato a specifiche attività soggette ai controlli di prevenzione incendi. Attualmente, il complesso più numeroso e significativo di misure tecniche di prevenzione incendi è riportato in decreti e circolari del Ministero dellʼInterno. Si tratta quindi di prevalentemente di regole o disposizioni di tipo verticale predisposte dal legislatore al fine di raggiungere i seguenti obiettivi: www.amonncolor.com - 2014 11 PRESENTAZIONE • • • fissare un livello di sicurezza minimo, ritenuto accettabile dalla collettività, univoco per tutto il territorio nazionale; rendere uniformi le misure di sicurezza da attuare, dando agli utenti la certezza delle scelte e sottraendoli, nel contempo, alla discrezionalità degli organi di controllo; evitare, nel caso di attività più semplici, di ricorrere a processi valutativi della sicurezza che possono rivelarsi onerosi in termini di risorse da destinarvi. Le attività soggette ai controlli di prevenzione incendi (allegato I del D.P.R 151/2001) rappresentano la quasi totalità delle attività industriali, e comunque sia per tutto ciò che non è in elenco, il legislatore aveva già disposto con D.Lgs. n. 626/94 che tutti i datori di lavoro debbano svolgere una valutazione del rischio di incendio al quale sono esposti i lavoratori ed adottare nellʼazienda o luogo di lavoro una efficace gestione della sicurezza. Il contributo di Amonn nella lotta agli incendi è quello di proporre materiali e tecnologie destinate alla protezione passiva dallʼincendio delle strutture, nonché limitare la propagazione del fuoco dei materiali da costruzione cercando così di limitare, a livelli accettabili, la probabilità di morte, lesioni e danni materiali Amonn offre una serie di prodotti e tecnologie destinati sia alla reazione al fuoco che alla resistenza al fuoco. RIVESTIMENTI PROTETTIVI TIPOLOGIE DEI RIVESTIMENTI PROTETTIVI Rivestimenti protettivi passivi: Non mutano lo stato fisico durante il riscaldamento e proteggono in virtù dei propri parametri termofisici e dellʼeventuale contenuto dʼacqua. Rivestimenti protettivi reattivi: Mutano lo stato fisico durante il riscaldamento e proteggono in virtù dei caratteri termofisici dello stato variato, nonché degli effetti di raffreddamento connessi alle reazioni chimiche provocate dal cambiamento di stato INTONACI, PANNELLI VERNICI INTUMESCENTI (REACTIVE COATINGS) www.amonncolor.com - 2014 12 PRESENTAZIONE www.amonncolor.com - 2014 13 LA NORMATIVA ITALIANA E COMUNITARIA Le attività soggette a controlli dei Vigili del fuoco rappresentano quasi tutte le attività industriali; ben poche rimangono escluse e comunque sia, il Legislatore con il D.L. 19/09/94 n.626 ha disposto che tutti i datori di lavoro debbano svolgere una valutazione del rischio incendio al quale sono esposti i lavoratori ed adottare nellʼazienda o luogo di lavoro una efficace gestione della sicurezza. A dare maggiore efficacia a tutto ciò è intervenuta lʼEuropa con la direttiva 89/106 e la successiva UE 305/2011 come CPR, prescrivendo che i requisiti essenziali par la sicurezza delle costruzioni in caso di incendio siano tali da garantire: • • • • per uno specifico periodo di tempo tale da consentire il soccorso agli occupanti si possa fare affidamento su un'assegnata stabilità degli elementi portanti; siano limitate la generazione e la propagazione del fuoco e del fumo anche nei riguardi delle opere contigue; sia possibile per le squadre di soccorso operare in condizioni di sicurezza. In particolare sono i Decreti Ministeriali, le Circolari, le Regole Tecniche (verticali quando il campo di applicazione è limitato a determinate fattispecie e orizzontali quando trovano applicazione generale in tutta la materia, le norme volontarie quali le UNI, che trattano più specificatamente il comportamento al fuoco dellʼacciaio destinato allʼuso strutturale nonchè il contributo offerto dai materiali protettivi (intonaci, vernici intumescenti, pannelli ecc). Contributo che come potremo vedere specificato più avanti, può essere valutato attraverso tre metodi: • • • Sperimentale Tabellare Analitico Il nuovo quadro normativo In Italia negli ultimi anni si è avuto un vero e proprio cambiamento in termini di riferimenti normativi da adottare nel settore della prevenzione incendi ed in particolare nellʼapproccio alla protezione passiva dal fuoco. Un primo passo è stato compiuto nel 2007 con lʼintroduzione di nuovi decreti in materia e lʼabbandono della Circolare M.I.S.A. n°91/1961 che per quasi cinquantʼanni è stata punto di riferimento nel settore. Abbandoniamo dopo 46 anni, come si accennava precedentemente, un normativa ed un modello di approccio alla protezione passiva dal fuoco delle strutture in acciaio che poteva essere considerato allʼavanguardia nel 1961 ma oggi era oramai considerato obsoleto e causa di tanti malintesi e arbitrarie interpretazioni. Oggi facciamo propria quella normativa comunitaria che comunque prima o poi saremmo stati obbligati a recepire. A questo proposito visto che si farà riferimento molto spesso a sigle e numeri di norme Europee EN, prEN, prENV. crediamo sia interessante fare un breve cenno sul processo di normazione a livello europeo delle norme tecniche. Direttiva Europea Atti degli organi comunitari che gli stati membri hanno l'obbligo di recepire con leggi ordinarie nazionali e che, in alcuni casi, possono anche produrre effetti diretti negli ordinamenti degli stessi pur in assenza di recepimento Norma EN Eʼ redatta con il consenso degli Enti membri ed adottata secondo le disposizioni di una procedura di voto. La norma deve essere integralmente recepita dagli Stati Membri senza alcuna variazione Secondo la Direttiva Europea 98/34/CE del 22 giugno 1998: "norma" è la specifica tecnica approvata da un organismo riconosciuto a svolgere attività normativa per applicazione ripetuta o continua, la cui osservanza non sia obbligatoria e che appartenga ad una delle seguenti categorie: • • • norma internazionale (ISO) norma europea (EN) norma nazionale (UNI) Le norme, quindi, sono documenti che definiscono le caratteristiche (dimensionali, prestazionali, ambientali, di sicurezza, di organizzazione ecc.) di un prodotto, processo o servizio, secondo lo stato dell'arte e sono il risultato del lavoro di decine di migliaia di esperti. A livello europeo ogni membro CEN ha l'obbligo di recepire le norme EN (che diventano UNI EN in www.amonncolor.com - 2014 17 LA NORMATIVA ITALIANA E COMUNITARIA Italia) eventualmente pubblicandole nella propria lingua, e ritirando quelle nazionali esistenti sul medesimo argomento. Tale obbligo non esiste invece per le norme ISO che possono essere volontariamente adottate (con la sigla UNI ISO in Italia). Quando all'interno di un Paese membro si manifesta l'esigenza di sviluppare un nuovo lavoro, l'Ente di normazione nazionale deve farne richiesta o nel competente TC o direttamente al CEN. Proposte possono essere fatte anche dagli organi tecnici del CEN, dalla Commissione delle Comunità Europee, dal Segretariato EFTA, da organizzazioni internazionali o da associazioni/organizzazioni europee. Nel settore della prevenzione incendi (protezione passiva dal fuoco) il comitato tecnico scientifico competente è il CEN/TC 127 Fire safety in buildings. Il recepimento e l'adozione L'armonizzazione tecnica si completa attraverso l'osservanza di regole fodamentali imposte dall' Unione Europea: nessun Paese membro può elaborare norme nazionali su argomenti già disciplinati da norme EN o su argomenti in fase di studio in ambito CEN/ECISS • l'adozione delle norme EN come NORME NAZIONALI è obbligatoria - entro sei mesi - per tutti i Paesi CEE e per quei Paesi EFTA che si sono espressi favorevolmente al momento del voto finale. • l'adozione di una EN come NORMA NAZIONALE deve avvenire in sostituzione i quelle nazionali già esistenti, e quindi comporta la contemporanea abrogazione delle stesse. Per l'Italia il recepimento ufficiale di una EN è effettuato dall'UNI dandone informazione sul suo Organo Ufficiale di Stampa UNI Notizie. A tal proposito si riportano di seguito le principali novità introdotte: • • • • • D.M. 16/2/2007 “classificazione di resistenza al fuoco di prodotti ed elementi costruttivi di opere da costruzione”; D.M. 9/3/2007 “prestazioni di resistenza al fuoco delle costruzioni nelle attività soggette al controllo del Corpo Nazionale dei Vigili del fuoco”; D.M. 9/5/2007 “ direttive per lʼattuazione dellʼapproccio ingegneristico alla sicurezza antincendio”; D.P.R. 151/2011 “schema di regolamento per la disciplina dei procedimenti relativi alla prevenzione incendi”; D.M. 16/2/2007 “classificazione di resistenza al fuoco di prodotti ed elementi costruttivi di opere da costruzione” (commento) Il nuovo decreto approvato dal Ministro dellʼInterno recante “Classificazione di resistenza al fuoco di prodotti ed elementi costruttivi di opere da costruzione” risponde proprio allʼesigenza primaria, non più rimandabile, di attuare i contenuti delle decisioni della Commissione europea n. 2000/367/CE e 2003/629/CE riguardanti le prove e la classificazione di resistenza al fuoco e della Raccomandazione della Commissione europea n. 2003/887/CE riguardante il ricorso agli eurocodici per il calcolo di strutture resistenti al fuoco. Il legislatore, però, coglie questa opportunità per formulare un documento di più alto profilo che tracci una vera linea di demarcazione tra il prima e il dopo la pubblicazione del decreto, inoltre tra la varie novità non da sottovalutare è il termine di validità di rapporti di prova emessi, nel rispetto di norme superate e tramite impianti anacronistici, più di 20 anni fa. La Circolare n. 91 del 1961 affrontava il complesso problema della resistenza al fuoco degli elementi in acciaio in poche righe, anche se allora rappresentavano uno stato dellʼarte abbastanza allʼavanguardia. Il DM 16 febbraio 2007 è composto da una parte normativa ricca di indicazioni e quattro corposi allegati tecnici in cui si richiamano: • • • • • • 3 norme EN per la classificazione di prodotti ed elementi costruttivi resistenti al fuoco; 22 norme EN di prova; 6 norme EN per la caratterizzazione sperimentale dei sistemi protettivi; 5 norme EN di calcolo strutturale; 3 norme UNI di calcolo strutturale; oltre a ben 15 tabelle per la progettazione/verifica spedita di elementi costruttivi resistenti al fuoco. Se dovessimo concentrare il tutto in unʼunica pubblicazione passeremo da una decina di pagine a centinaia. www.amonncolor.com - 2014 18 LA NORMATIVA ITALIANA E COMUNITARIA La struttura del decreto è la seguente: Articoli: 1. Campo di applicazione e definizioni 2. Classificazione di resistenza al fuoco 3. Prodotti per i quali è prescritta la classificazione di resistenza al fuoco 4. Elementi costruttivi per i quali è prescritta la classificazione di resistenza al fuoco 5. Norme transitorie ALLEGATI: A. Simboli e classi B. Modalità per la classificazione in base ai risultati di prove C. Modalità per la classificazione in base ai risultati di calcoli D. Modalità per la classificazione in base a confronti con tabelle Analizziamo ora articolo per articolo: Articolo 1 - Campo di applicazione e definizioni Il decreto si applica a tutti i prodotti/elementi costruttivi per i quali, a qualsiasi titolo, è richiesto di soddisfare il requisito della sicurezza in caso di incendio. Il campo di applicazione travalica le attività soggette ai regolamenti o ai controlli di prevenzione incendi, nello spirito del Decreto del Ministero delle Infrastrutture e dei Trasporti 14 settembre 2005 che per la prima volta inserisce lʼincendio tra le possibili azioni agenti sulle costruzioni a prescindere dallʼospitare o meno una delle attività di cui al decreto 16 febbraio 1982. Il decreto costituisce quindi il riferimento di base per la progettazione delle costruzioni che devono rispondere a specifiche esigenze di resistenza al fuoco. Segue, tra le definizioni, lʼimportante distinzione tra prodotto ed elemento costruttivo, intendendo, per questʼultimo, quella parte dellʼopera composta da uno o più prodotti che, benché privi di specifiche caratteristiche di resistenza al fuoco, una volta assemblati costituiscono un sistema con caratteristiche di resistenza al fuoco e pertanto classificabile per tale prestazione. Si segnala, infine, lʼimportante definizione di laboratorio di prova nella quale, oltre a ribadire lʼimportanza dei laboratori italiani autorizzati ai sensi del D.M. 26 marzo 1985, si apre con decisione la porta ai laboratori comunitari cui viene riconosciuta dal Ministero dellʼInterno lʼindipendenza e la competenza prevista dalla norma UNI EN ISO/CEI 17025 o da equivalenti garanzie riconosciute in uno degli Stati membri. Articolo 2 - Classificazione di resistenza al fuoco Lʼarticolo 2 del decreto è il cuore dellʼatto normativo. Con esso si recepiscono le classi, i simboli e le norme di prova, calcolo e classificazione previste nelle Decisioni della Commissione europea suddette e rimanda per il dettaglio allʼallegato A. Lʼarticolo 2 definisce le diverse modalità per determinare la prestazione di resistenza al fuoco offerta da prodotti, elementi costruttivi e opere a seconda che si proceda attraverso il ricorso a prove, calcoli o confronti con tabelle. La Tabella 1 illustra in sintesi i contenuti di questo articolo elencando anche il pertinente allegato al quale il decreto rimanda per il merito tecnico Può apparire singolare che ai prodotti, generalmente componenti elementari di sistemi complessi e caratterizzati da prestazioni evidenziabili unicamente attraverso percorsi sperimentali, sia stata concessa anche la possibilità del ricorso al calcolo. In verità, questa è una alchimia necessaria dal momento che i componenti prefabbricati di calcestruzzo per lʼedilizia sono a loro volta prodotti marcati CE e per i quali le prestazioni di resistenza al fuoco sono determinate attraverso calcoli piuttosto che prove. Tabella 1 Modalità per determinare la prestazione di resistenza al fuoco offerta da prodotti, elementi costruttivi e opere a seconda che si proceda attraverso il ricorso a prove, calcoli o confronti con tabelle Prove Metodo sperimentale ALLEGATO B Calcoli Metodo analitico ALLEGATO C Prove Metodo sperimentale ALLEGATO B Calcoli Metodo analitico ALLEGATO C Tabelle Metodo tabellare ALLEGATO D Calcoli Metodo analitico ALLEGATO C Prodotti Elementi costruttivi Opere www.amonncolor.com - 2014 19 LA NORMATIVA ITALIANA E COMUNITARIA Articolo 3 - Prodotti per i quali è prescritta la classificazione di resistenza al fuoco Nellʼarticolo 3 vengono definite le procedure per lʼimmissione sul mercato di prodotti per i quali è prescritta la classificazione di resistenza al fuoco distinguendo tra prodotti marcati CE e prodotti non ancora marcati. Mentre per i primi le procedure per lʼimmissione sul mercato sono definite da appositi atti comunitari, gli altri per semplicità vengono accomunati agli elementi costruttivi. Laddove, infatti, un prodotto racchiude in se le prestazioni richieste, senza la necessità di essere completato in opera con ulteriori prodotti resistenti al fuoco, non presenta significative differenze da un elemento costruttivo se non nella univocità del fabbricante. La Direttiva 89/106 individua tre differenti situazioni nel mercato dei prodotti da costruzione: a) prodotti per i quali il fabbricante è univoco ed applica la marcatura CE; b) sistema di due o più prodotti che devono essere assemblati per garantire in opera la prestazione richiesta e i cui componenti, anche prodotti da più di un fabbricante, vengono posti sul mercato in modo da consentire lʼacquisto del sistema assemblato (kit) in unʼunica soluzione. Anche in questo caso il fabbricante è univoco ed applica la marcatura CE c) insieme di due o più prodotti che devono essere assemblati in un sistema per garantire in opera la prestazione richiesta ma che non costituiscono un kit. In questo caso, mancando il fabbricante univoco, non si applica la marcatura CE al sistema. Il normatore europeo non ha fornito elementi netti di distinzione, lasciando al fabbricante di componenti dei sistemi assemblati di procedere alla marcatura CE del kit in qualità di fabbricante del kit, ovvero di commercializzare i singoli componenti, marcati CE senza specifici requisiti di resistenza al fuoco. Ai fini della marcatura CE si ricorda che proprio la Direttiva 89/106 ha introdotto le norme di prodotto. Dette norme, le cui tempistiche di entrata in vigore sono riportate nella G.U.C.E., costituiscono il riferimento obbligatorio per la marcatura CE del prodotto e contengono anche una serie di informazioni e di prescrizioni che definiscono puntualmente la prestazione ed i limiti di impiego del prodotto. La conoscenza delle norme di prodotto, pertanto, non è un fatto esclusivo dei produttori ma deve riguardare anche il mondo professionale coinvolto nella scelta del prodotto idoneo per lʼimpiego previsto. A tal proposito, il Ministero dellʼInterno ha emanato la Lettera-Circolare n. 5714 del 4 luglio 2006 contenente, tra lʼaltro, i riferimenti e le principali istruzioni per lʼuso delle norme armonizzate riguardanti i prodotti che rispondono al requisito essenziale n. 2 “sicurezza in caso di incendio”. Per i prodotti destinati alla protezione passiva dal fuoco delle strutture, la CE ha conferito il mandato allʼEOTA –European Organisation for Technical Approvals per lʼemissione delle norme di prodotto ai fini del conferimento della marcatura CE. Attualmente sono state emanate le seguenti norme di prodotto che interessano il mondo della protezione passiva dal fuoco delle strutture in acciaio. ETAG 18 parte 2: Fire protective products part. 2 – Reactive coatings (vernici intumescenti) for fire protection of steel elements. Data di applicabilità 18 aprile 2007 Fine del periodo di coesistenza 18 aprile 2009 ETAG 18 parte 3: Fire protective products part. 3 – “Renderings and rendering kits intended for fire resisting application” (intonaci pastosi o fibrosi) Data di applicabilità 3 marzo 2006 Fine del periodo di coesistenza 3 novembre 2008. Per fine del periodo di coesistenza si intende la data oltre la quale potranno essere legalmente commercializzati, negli Stati della Comunità Europea negli stati contraenti lʼaccordo SEE e la Turchia, solo i prodotti marcati CE. Eʼ opportuno ricordare anche il CEPE “European Council of producers and importes of paint, printing inks and artist color” che in ambito CE rappresenta migliaia di produttori di prodotti vernicianti e che attraverso una sua commissione relativa ai prodotti intumescenti, ha in progetto, molto avanzato, una norma di prodotto. Questa viene proposta come regolamento europeo e se approvata diventerebbe obbligatoria per tutti i paesi membri della CE. Articolo 4 - Elementi costruttivi per i quali è prescritta la classificazione di resistenza al fuoco Gli elementi costruttivi per i quali è prescritta la classificazione di resistenza al fuoco devono essere certificati secondo i dettami del D.M. 4 maggio 1998 e successive modifiche vedi DM 07/08/2012 “Nuove modalità di presentazione delle istanze” La certificazione deve essere redatta da un professionista e, anche nel caso in cui lʼelemento costruttivo in opera possa essere rappresentato dallʼelemento sottoposto a prova, dovrà essere il professionista, con apposita certificazione, a dichiarare che lʼapplicazione dei risultati di prova allʼelemento in opera sia rispettosa dei limiti indicati nel rapporto di classificazione. La classificazione basata sui risultati di prova ottenuti con le norme EN, è valida solo per elementi costruttivi “affini” a quello sottoposto a prova e tale affinità è definita in modo oggettivo nel paragrafo 13 di ogni norma EN di prova, il paragrafo che definisce il “campo di diretta applicazione del risultato di prova”. www.amonncolor.com - 2014 20 LA NORMATIVA ITALIANA E COMUNITARIA Il campo di diretta applicazione del risultato di prova è lʼambito, previsto dallo specifico metodo di prova e riportato nel rapporto di classificazione, delle limitazioni dʼuso e delle possibili modifiche apportabili al campione che ha superato la prova, tali da non richiedere ulteriori valutazioni, calcoli o approvazioni per lʼattribuzione del risultato conseguito. Le limitazioni imposte nei metodi di prova sono in taluni casi piuttosto severe ma ulteriori norme EN attualmente in fase di progetto (chiamate per semplicità EXAP, acronimo di extended application) forniscono ai produttori criteri e procedure sperimentali aggiuntive per modificare opportunamente gli elementi sottoposti a prova al fine di applicare ad essi la medesima classificazione. Il legislatore coglie questa opportunità anticipando le prEN EXAP al fine di risolvere il problema di quelle parti di costruzioni che per dimensioni sono incompatibili con i campioni in prova e la cui classificazione è desumibile solo con riferimento a metodi sperimentali. Articolo 5 - Norme transitorie Il capitolo 5 conclude la parte normativa del decreto con la definizione del periodo transitorio. Dopo lʼufficiale entrata in vigore del decreto, 180 giorni dalla pubblicazione, il normatore ha ritenuto, per permettere a produttori ed utilizzatori di uniformarsi ai nuovi metodi di collaudo e certificazione, di dare ancora validità ai vecchi rapporti di prova per un ulteriore numero di anni secondo lo schema riportato in tabella 2: Tabella 2 Rapporti emessi Periodo di validità Entro il 31 dicembre 1985 un anno dallʼentrata in vigore del presente decreto Dal 1° gennaio 1986 al 31 dicembre 1995 tre anni dallʼentrata in vigore del presente decreto Dal 1° gennaio 1996 cinque anni dallʼentrata in vigore del presente decreto È chiaro che tali certificati potranno essere utilizzati secondo le modalità previste dal Decreto ovvero per sole certificazioni in via sperimentale che prevedano quindi una completa similitudine tra elemento provato e elemento da certificare. Non potranno essere utilizzati per la costruzione di abachi, assesstment in quanto per fare ciò, come previsto nellʼallegato B, le condizioni ed il metodo di prova deve essere quanto previsto dalla norma ENV 13381-4 Infine, il legislatore si fa carico di due ulteriori problemi connessi con lʼentrata in vigore del decreto: quello di non obbligare il professionista a nuove valutazioni sulla resistenza al fuoco degli elementi costruttivi, nel caso di modifiche dellʼedificio che non riguardino gli elementi costruttivi, e quello di consentire la conclusione, con i prodotti/elementi costruttivi valutati secondo la previgente normativa, di tutti i lavori in corso purché già in possesso del parere di conformità rilasciato dal competente Comando provinciale dei Vigili del fuoco. D.P.R n. 151 del 1 agosto 2011. Schema di regolamento per la disciplina dei procedimenti relativi alla prevenzione incendi. È stato pubblicato il 22 settembre sulla G.U. il D.P.R. 1 agosto 2011, n. 151, riguardante lo Schema di regolamento per la disciplina dei procedimenti relativi alla prevenzione incendi.Il nuovo regolamento, recependo quanto previsto dalla legge del 30 luglio 2010, n. 122 in materia di snellimento dell'attività amministrativa, individua le attività soggette alla disciplina della prevenzione incendi ed opera una sostanziale semplificazione relativamente agli adempimenti da parte dei soggetti interessati. La nuova disciplina tiene ovviamente conto degli effetti che l'avvento della segnalazione certificata di inizio attività (legge n. 122/2010) dispiega, seppure con le limitazioni già descritte, sui procedimenti di competenza del Corpo Nazionale, nonché di quanto previsto dal regolamento per la semplificazione ed il riordino della disciplina sullo Sportello Unico per le attività produttive (S.U.A.P.), di cui al D.P.R. 7 settembre 2010, n. 160. Per la prima volta, in una materia così complessa, viene concretamente incoraggiata un'impostazione fondata sul principio di proporzionalità, in base al quale gli adempimenti amministrativi vengono diversificati in relazione alla dimensione, al settore in cui opera l'impresa e all'effettiva esigenza di tutela degli interessi pubblici.In primo luogo, il nuovo regolamento attualizza l'elenco delle attività sottoposte ai controlli di prevenzione incendi e, introducendo il principio di proporzionalità, correla le stesse a tre categorie, A, B e C, individuate in ragione della gravità del rischio piuttosto che della dimensione o, comunque, del grado di complessità che contraddistingue l'attività stessa.In secondo luogo, il provvedimento individua, per ciascuna categoria, procedimenti differenziati, più semplici rispetto agli attuali procedimenti, con riguardo alle attività ricondotte alle categorie A e B. www.amonncolor.com - 2014 21 LA NORMATIVA ITALIANA E COMUNITARIA Grazie alla individuazione di distinte categorie, A, B e C, è stato possibile effettuare una modulazione degli adempimenti procedurali e, in particolare: • • • nella categoria A sono state inserite quelle attività dotate di 'regola tecnica' di riferimento e contraddistinte da un limitato livello di complessità, legato alla consistenza dell'attività, all'affollamento ed ai quantitativi di materiale presente; nella categoria B sono state inserite le attività presenti in A, quanto a tipologia, ma caratterizzate da un maggiore livello di complessità, nonché le attività sprovviste di una specifica regolamentazione tecnica di riferimento, ma comunque con un livello di complessità inferiore al parametro assunto per la categoria 'superiore'; nella categoria C sono state inserite le attività con alto livello di complessità, indipendentemente dalla presenza o meno della 'regola tecnica'. In linea con quanto stabilito dal nuovo quadro normativo generale, sono state quindi aggiornate e riadattate le modalità di presentazione delle istanze concernenti i procedimenti di prevenzione incendi, per ciò che attiene la valutazione dei progetti, i controlli di prevenzione incendi, il rinnovo periodico di conformità antincendio, la deroga, il nulla osta di fattibilità, le verifiche in corso d'opera, la voltura, prevedendo sia il caso in cui l'attivazione avvenga attraverso lo Sportello Unico per le attività produttive sia l'eventualità che si proceda direttamente investendo il Comando ProvincialeVV.F. competente per territorio. www.amonncolor.com - 2014 22 LA NORMATIVA ITALIANA E COMUNITARIA Attività A e B Il commando effettua sopralluoghi a campione (entro 60 gg dal ricevimento dellʼistanza) ESITO POSITIVO ESITO NEGATIVO • • • Rilascio del verbale di sopralluogo lettera di prescrizione provvedimento di sospensione attività applicazione del D.lgs. 758/1994 Attività C Il commando effettua controlli (visite tecniche) (entro 60 gg dal ricevimento dellʼistanza) ESITO POSITIVO Rilascio del Certificato di Prevenzione Incendi (entro 15gg dalla visita) ESITO NEGATIVO • • • lettera di prescrizione provvedimento di sospensione attività applicazione del D.lgs. 758/1994 www.amonncolor.com - 2014 23 LA NORMATIVA ITALIANA E COMUNITARIA ITER PROCEDURALE D.P.R. 151/2011 Di seguito vengono riportati stralci dei modelli PIN 2.1 2012 e PIN 3.1 2012 che si riferiscono alla procedura di asseverazione da parte del tecnico abilitato che opera nellʼambito delle proprie competenze. Asseverazione ai fini della sicurezza antincendio (art. 4 del Decreto del Ministro dellʼInterno 7.8.2012) VISTI • lʼesito dei sopralluoghi e delle verifiche effettuate; • la documentazione tecnica di seguito indicata: progetti approvati dal Comando VV.F. (solo per attività di cat B e C) in data prot. n. in data prot. n. documentazione tecnica di progetto allegata (per attività di cat. A ) documentazione tecnica di progetto e la dichiarazione di non aggravio del rischio incendi allegate (per attività di cat. A,B,C in caso di modifiche di cui art.4, comma 6, del DPR 01/08/2011 n.151, che non comportino aggravio delle preesistenti condizioni di sicurezza) (barrare con • • il riquadro di interesse) le normative tecniche di prevenzione incendi coerenti con lʼattività; la completezza delle certificazioni e delle dichiarazioni, così come sintetizzate nella distinta allegata, atte a comprovare che gli elementi costruttivi, i prodotti, i materiali, le attrezzature, i dispositivi e gli impianti rilevanti ai fini della sicurezza antincendi, sono stati realizzati, installati o posti in opera secondo la regola dellʼarte, in conformità alla vigente normativa in materia di sicurezza antincendio; ASSEVERA LA CONFORMITÀ DELLA/E ATTIVITAʼ SOPRAINDICATA/E AI REQUISITI DI PREVENZIONE INCENDI E DI SICUREZZA ANTINCENDIO www.amonncolor.com - 2014 24 LA NORMATIVA ITALIANA E COMUNITARIA Asseverazione ai fini dellʼattestazione di rinnovo periodico di conformità antincendio (art. 5 del Decreto del Ministro dellʼInterno 7.8.2012) B- PRODOTTI E SISTEMI PER LA PROTEZIONE PASSIVA DI CUI AL DM 16.2.2007, PUNTO A.3 DELLʼALLEGATO, “Prodotti e sistemi per la protezione di parti o elementi portanti delle opere di costruzione” (barrare con il riquadro di interesse) Visti i risultati dei controlli e delle verifiche effettuate, il sottoscritto ASSEVERA che per gli impianti finalizzati alla protezione attiva antincendio e/o prodotti e sistemi per la protezione passiva, sopra specificati, sono garantiti i requisiti di efficienza e funzionalità. Le risultanze dei controlli e delle verifiche, nonché gli atti relativi alle modalità attraverso cui sono stati condotti i medesimi controlli/verifiche sono stati consegnati al responsabile dellʼattività ed inseriti allʼinterno del fascicolo indicato nella segnalazione certificata di inizio attività. www.amonncolor.com - 2014 25 LA NORMATIVA ITALIANA E COMUNITARIA “Lʼasseverazione comporta chiaramente un nuovo ruolo del Professionista abilitato chiamato ad assumersi maggiori responsabilità, per le attività per le quali il controllo da parte dei Vigili del Fuoco non è sistematico ed ancora di più quando non è richiesto il parere preventivo sul progetto (cat A). Chiunque nelle certificazioni e dichiarazioni rese ai fini del rilascio o rinnovo del certificato di prevenzione incendi, attesti fatti non rispondenti al vero è punito con la reclusione da tre mesi a tre anni e con la multa da 103 a 516 euro. La stessa pena si applica a chi falsifica o altera le certificazioni e dichiarazioni medesime. Sanzione penale prevista dallʼarticolo 19 comma 6 della L.241/90, dallʼart. 20 comma 2 del D.Lgs 139/06, nonché quelle previste dagli articoli 359 e 481 del C.P. in caso di dichiarazioni mendaci e falsa rappresentazione degli atti.” D.M. 9/3/2007 “prestazioni di resistenza al fuoco delle costruzioni nelle attività soggette al controllo del Corpo nazionale dei VVF” Il decreto in oggetto è strutturato in 4 articoli ed un allegato come di seguito riportato: Struttura del decreto Art. 1 - oggetto e campo di applicazione Art. 2 - obiettivi, strategie, responsabilità Art. 3 - disposizioni tecniche Art. 4 - abrogazioni e disposizioni finali ALLEGATO (contenuti) 6. Termini, definizioni e tolleranze dimensionali 7. carico di incendio specifico di progetto 8. richieste di prestazioni 9. scenari ed incendi convenzionali di progetto 10. criteri di progettazione degli elementi strutturali resistenti al fuoco Senza entrare nel dettaglio di ogni singolo aspetto in esso contenuto, ci soffermeremo ad inquadrare le parti principali, lasciando a ciascun utilizzatore la lettura integrale del documento. Art. 1- oggetto e campo di applicazione Il presente decreto stabilisce i criteri per determinare le prestazioni di resistenza al fuoco che devono possedere le costruzioni nelle attività soggette al controllo del Corpo nazionale dei vigili del fuoco, ad esclusione delle attività per le quali le prestazioni di resistenza al fuoco sono espressamente stabilite da specifiche regole tecniche di prevenzione incendi. Art. 4 abrogazioni e disposizioni finali Di questo articolo si evidenziano due aspetti di interesse normativo: 11. abrogazione della circolare n.91/1961 (dopo 180 giorni dalla pubblicazione del decreto sulla G.U.) 12. “per le costruzioni esistenti le cui prestazioni di resistenza al fuoco siano state accertate dagli organi di controllo alla data di entrata in vigore del presente decreto (dopo 180 giorni dalla pubblicazione del decreto sulla G.U.), non è necessario procedere ad una nuova determinazione nei casi di modifiche della costruzione, ivi comprese quelle dovute ad un ampliamento e/o ad una variazione di destinazione dʼuso, sempre che le stesse non comportino un incremento della classe di rischio (vedi tabella 2 dellʼallegato al decreto), una riduzione delle misure protettive o un incremento del carico di incendio specifico”. www.amonncolor.com - 2014 26 LA NORMATIVA ITALIANA E COMUNITARIA D.M. 9/5/2007 antincendio” “direttive per lʼattuazione dellʼapproccio ingegneristico alla sicurezza Il decreto in oggetto è strutturato in 8 articoli ed un allegato come di seguito riportato: Struttura del decreto Art. 1 - oggetto Art. 2 - campo di applicazione Art. 3 - domanda di parere di conformità sul progetto Art. 4 - domanda di deroga Art. 5 - dichiarazione di inizio attività Art. 6 - sistema di gestione della sicurezza antincendio (SGSA) Art. 7 - osservatorio per lʼapproccio ingegneristico alla sicurezza antincendio Art. 8 - entrata in vigore ALLEGATO “Processo di valutazione e progettazione nellʼambito dellʼapproccio ingegneristico alla sicurezza antincendio Aspetto principale ed innovativo è la definizione degli aspetti procedurali e i criteri da adottare per valutare il livello di rischio e progettare le conseguenti misure compensative utilizzando lʼapproccio ingegneristico alla sicurezza antincendio al fine di soddisfare gli obiettivi della prevenzione incendi. www.amonncolor.com - 2014 27 LA NORMATIVA ITALIANA E COMUNITARIA www.amonncolor.com - 2014 28 ACCIAIO – IL COMPORTAMENTO AL FUOCO DELLE STRUTTURE IN ACCIAIO ACCIAIO IL COMPORTAMENTO AL FUOCO DELLE STRUTTURE IN ACCIAIO www.amonncolor.com - 2014 31 ACCIAIO – IL COMPORTAMENTO AL FUOCO DELLE STRUTTURE IN ACCIAIO www.amonncolor.com - 2014 32 ACCIAIO – IL COMPORTAMENTO AL FUOCO DELLE STRUTTURE IN ACCIAIO PREMESSA LʼAcciaio è il nome dato comunemente ad una lega di ferro e carbonio (ed eventualmente altri metalli) contenente una percentuale di carbonio non superiore al 2,1%: oltre questa percentuale le proprietà del materiale cambiano e si parla di ghisa. Le particelle di carbonio si frappongono nella struttura microcristallina del ferro bloccando gli scorrimenti e le dislocazioni dei piani atomici, conferendo all'acciaio doti di resistenza, durezza ed elasticità molto maggiori di quelle del ferro puro e semplice. L'importanza dell'acciaio è enorme, i suoi usi sono innumerevoli, come anche le varietà in cui viene prodotto: senza la disponibilità di acciaio in quantità e a basso costo, la rivoluzione industriale non sarebbe stata possibile. Attualmente nel mondo si producono ogni anno circa 500 milioni di tonnellate di acciaio. I vantaggi nellʼuso dellʼacciaio per le costruzioni sono innumerevoli, tra i più importanti citiamo: • Liberta dʼespressione • Eleganza e semplicità • Nessun limite architettonico • Facile integrazione dei servizi • Facile fissaggio dei componenti • Facili modifiche e cambi dʼuso • Facili ampliamenti • Campate più lunghe e spazi più duttili • Semplice fissaggio dei servizi • Ingombri minimi e linee pulite • Brevi tempi di costruzione • Montaggio rapido • Fondazioni ridotte ed economiche • Facile combinazione con altri materiali. Ma il rapporto tra il fuoco e lʼacciaio è un rapporto controverso; il fuoco è essenziale per produrre, forgiare e modellare lʼacciaio, ma il fuoco o meglio lʼincendio è ciò che può ridurre le proprietà meccaniche dellʼacciaio fino a giungere al collasso della struttura. Diversamente dagli altri tipi di sistemi costruttivi, che collassano senza preavviso, una struttura d'acciaio offre il vantaggio di preannunciare il suo indebolimento con una progressiva forte deformazione permettendo così agli occupanti di mettersi in salvo ed al personale dei servizi antincendio e di soccorso di operare in condizioni di sicurezza. Occorre però rallentare il più possibile il processo di deformazione, conferendo allʼacciaio una maggiore resistenza al fuoco al fine mantenere, o prolungare il più possibile in caso dʼincendio, le sue proprietà meccaniche. COMPORTAMENTO AL FUOCO DELLE STRUTTURE IN ACCIAO Generalità È opinione abbastanza diffusa che le strutture in acciaio siano particolarmente “pericolose” qualora vengano a trovarsi esposte al fuoco: infatti, sebbene lʼacciaio sia un materiale con il pregio dellʼincombustibilità che alle alte temperature non rilascia fumi e gas tossici, è anche un eccellente conduttore di calore, in grado di adattarsi velocemente alle temperature dellʼambiente circostante. Ciò comporta che, quando una membratura metallica viene esposta allʼazione del fuoco, la sua temperatura interna tende ad aumentare piuttosto rapidamente, il che si ripercuote in unʼaltrettanto rapida diminuzione delle caratteristiche di resistenza e di rigidezza. Nellʼistante in cui la temperatura interna raggiunge un valore di temperatura critico, variabile solitamente tra i 500°C ed i 650°C in funzione dello schema statico, delle condizioni di esposizione al fuoco e del livello di carico applicato, si verifica il collasso strutturale. In termini di sollecitazioni, questo comportamento può essere rappresentato mediante la figura seguente (fig 1a): la condizione di collasso avviene quando la resistenza del materiale, a causa dellʼincremento di temperature causato dallʼesposizione al fuoco, scende al di sotto della tensione indotta dai carichi esterni: la tensione interna allʼelemento non varia con il tempo, in quanto si mantengono costanti sia il carico applicato sia la geometria della sezione. È interessante notare come per altri materiali strutturali, quale ad esempio il legno, il comportamento al fuoco è esattamente opposto rispetto al caso dellʼacciaio (fig 1b): infatti, nel legno la tensione interna aumenta inesorabilmente (sotto carico costante) per via della riduzione di sezione resistente dovuta alla carbonizzazione, mentre la resistenza del materiale si mantiene praticamente inalterata allʼaumentare della temperatura. www.amonncolor.com - 2014 33 ACCIAIO – IL COMPORTAMENTO AL FUOCO DELLE STRUTTURE IN ACCIAIO Figura 1: Possibili modalità di collasso di elementi esposti al fuoco Strutture in acciaio protette con vernice intumescente Strutture in acciaio protette con vernice intumescente www.amonncolor.com - 2014 34 ACCIAIO – IL COMPORTAMENTO AL FUOCO DELLE STRUTTURE IN ACCIAIO Nel caso dellʼacciaio, la velocità con cui viene raggiunta la condizione di collasso è strettamente legata alla velocità di riscaldamento delle membrature, che per praticità si ipotizza uniforme allʼinterno della sezione. A sua volta, la velocità di riscaldamento dipende dal fattore di sezione, o fattore di massività, Am/V (m-1), definito come rapporto tra la superficie esposta al fuoco Am (m2) dellʼelemento in acciaio ed il suo volume V (m3), entrambi riferiti allʼunità di lunghezza. In alcuni Paesi tale fattore è sostituito dal rapporto W/D (lb/ft /in) tra il peso per unità di lunghezza W (lb/ft ) ed il perimetro della sezione esposto alle fiamme D (in). Si noti come un elevato fattore di sezione Am/V corrisponda ad un basso fattore W/D. Il fattore di sezione è importante in quanto la quantità di calore assorbita dallʼacciaio nel corso di un incendio è direttamente proporzionale alla superficie esposta al fuoco, mentre è inversamente proporzionale alla capacità termica dellʼelemento, data dal prodotto tra il calore specifico, la densità ed il volume. Nelle tabelle seguenti viene indicato come calcolare il fattore di sezione per alcune situazioni comuni, sia per elementi in acciaio non protetti che per sezioni rivestite con materiali di protezione. Per gli elementi comunemente impiegati nel campo strutturale, il rapporto Am/V può variare da 30 m-1 (ad esempio per profili HEM esposti al fuoco su tre lati) fino a valori superiori a 500 m-1 (ad esempio per angolari a L esposti al fuoco sullʼintero perimetro): ciò significa che, in caso dʼincendio, strutture in acciaio molto massicce non protette possono raggiungere la temperatura di collasso in un tempo superiore ai 30 minuti, mentre strutture realizzate con sezioni molto snelle, nelle medesime condizioni, raggiungono la temperatura di collasso in meno di 10 minuti! La foto riproduce le condizioni di una struttura metallica dopo lʼesposizione ad un incendio reale. Applicazione di vernice intumescente sulle strutture della Torre Bicocca a Milano. www.amonncolor.com - 2014 Strutture reticolari di copertura di un palasport in Serbia 35 ACCIAIO – IL COMPORTAMENTO AL FUOCO DELLE STRUTTURE IN ACCIAIO Tabella 1: Fattore di sezione Am/V per elementi in acciaio non protetti (ENV 1993-1-2) www.amonncolor.com - 2014 36 ACCIAIO – IL COMPORTAMENTO AL FUOCO DELLE STRUTTURE IN ACCIAIO Tabella 2: Fattore di sezione Ap/V per elementi in acciaio isolati da materiale di protezione al fuoco (ENV 1993-1-2) www.amonncolor.com - 2014 37 ACCIAIO – IL COMPORTAMENTO AL FUOCO DELLE STRUTTURE IN ACCIAIO Proprietà termiche del materiale La capacità di un materiale di adattarsi alle condizioni di temperatura dell'ambiente circostante viene espressa attraverso le proprie caratteristiche termiche, in particolare dal calore specifico e dalla conducibilità termica. Il calore specifico cp (J/kgK) dellʼacciaio varia con la temperatura, come mostrato in figura 2; in prima approssimazione, tale parametro può essere assunto pari a 600 J/kgK, ma è possibile valutarlo al variare della temperatura attraverso le seguenti equazioni: Figura 2 Calore specifico dellʼacciaio in funzione della temperatura (ENV 1993-1-2) La conducibilità termica l (W/mK) dellʼacciaio varia con la temperatura secondo la figura 3; anche in questo caso, in prima approssimazione può essere assunta pari a 45 W/mK indipendentemente dalla temperatura, oppure può essere valutata in maniera più accurata applicando le seguenti equazioni: l = 54 – 0.0333 T l = 27.3 20°C £ T < 800°C 800°C £ T < 1200°C Figura 3: Conducibilità termica dell’acciaio in funzione della temperatura (ENV 1993-1-2) La conoscenza delle leggi di variazione delle proprietà termiche del materiale permette, attraverso la risoluzione dellʼequazione differenziale di diffusione del calore (equazione di Fourier), di calcolare l'incremento di temperatura dell'acciaio al variare del tempo di esposizione al fuoco: tale operazione prende il nome di analisi termica. Partendo dall'ipotesi per cui il calore assorbito dal materiale attraverso le superfici esposte al flusso termico nel corso di un intervallo di tempo t (s), sia uguale al calore richiesto per aumentare la temperatura interna di T (°C) ed assumendo che la sezione in acciaio www.amonncolor.com - 2014 38 ACCIAIO – IL COMPORTAMENTO AL FUOCO DELLE STRUTTURE IN ACCIAIO si trovi tutta alla stessa temperatura, la risoluzione dell'equazione di Fourier porta alla scrittura della seguente espressione: dove r è la densità dellʼacciaio (kg/m3), hc è il coefficiente di trasferimento di calore per convezione (W/m2K), o è la costante di Stefan-Boltzmann (56,7 x 10-12 kW/m2K4), e è lʼemissività risultante, Tf la temperatura nel compartimento (K) e Ts quella nellʼacciaio (K). Lʼimpiego di tale espressione consente di valutare passo a passo lʼincremento di temperatura di una generica sezione in acciaio esposta ad un determinato regime termico: in condizioni dʼincendio normalizzato, generalmente si assumere come coefficiente di trasferimento di calore per convezione il valore 25 W/m2K, come emissività risultante e il valore 0.50 e si considerano intervalli temporali non superiori ai 5 secondi. Per rallentare la velocità di riscaldamento di un elemento in acciaio è necessario rivestire le superfici esterne con materiali isolanti, il cui compito è proprio quello di ostacolare il passaggio del calore; questi materiali possono presentarsi sottoforma di pannelli, intonaci o vernici intumescenti. La propagazione del calore allʼinterno di elementi protetti dipende, oltre che dal fattore di sezione, dalla conducibilità termica l i (W/mK) e dallo spessore di (m) del materiale isolante. Come si può facilmente intuire, un aumento di temperatura relativamente lento si ottiene con isolanti aventi bassa conducibilità termica o di elevato spessore, possibilmente abbinati a profili aventi bassi fattori di sezione. Da tali osservazioni, si deduce che il tempo necessario al raggiungimento di una data temperatura nellʼacciaio è direttamente proporzionale al fattore: di i * 1 Ap V = d i *V i * Ap m3 K W Nel caso di strutture in acciaio rivestite con materiali isolanti, lʼanalisi termica può essere condotta risolvendo passo a passo la seguente espressione, ottenuta di nuovo risolvendo un equazione di bilancio termico: dove ci è il calore specifico del materiale isolante (J/kgW) e li è la densità del materiale isolante (kg/m3). www.amonncolor.com - 2014 39 ACCIAIO – IL COMPORTAMENTO AL FUOCO DELLE STRUTTURE IN ACCIAIO Proprietà meccaniche del materiale Il comportamento meccanico dellʼacciaio in condizioni dʼincendio può essere descritto mediante un legame costitutivo di tipo elasto-plastico (fig. 4). Come anticipato, le caratteristiche di resistenza e di rigidezza diminuiscono allʼaumentare della temperatura: ai fini del calcolo, si assume che entrambe si annullino ad una temperatura di 1200 °C, sebbene in realtà ciò accada solamente alla temperatura di fusione dellʼacciaio (1550 °C). Figura 4: Relazione tra deformazione e tensione per acciai ad elevate temperature (ENV 1993-1-2) In genere, la tensione di snervamento di elementi in acciaio uniformemente riscaldati rimane pressoché invariata fino ad una temperatura di circa 400 °C, mentre crolla rapidamente per valori superiori. Per quanto riguarda il modulo di elasticità, si osserva che fino ai 100 °C non si registrano significative variazioni rispetto alla condizione a freddo, mentre oltre i 100 °C si ha un rapido decadimento. Lʼandamento di tali grandezze al variare della temperatura è riportato in figura 5. Figura 5: Variazione delle caratteristiche meccaniche per acciai esposti ad incendio (ENV 1993-1-2). www.amonncolor.com - 2014 40 ACCIAIO – IL COMPORTAMENTO AL FUOCO DELLE STRUTTURE IN ACCIAIO Nomogramma Un utile strumento per la valutazione delle prestazioni di resistenza al fuoco di elementi strutturali in acciaio esposti ad incendio standard ISO-834, privi o dotati di rivestimento protettivo, è costituito dal nomogramma riportato in figura 6. Ai fini della verifica al fuoco, le temperature raggiunta dallʼacciaio dopo un certo intervallo si tempo, calcolata nella parte destra del nomogramma, deve risultare inferiore o al più uguale alla temperatura critica dellʼelemento, determinata nella parte sinistra del nomogramma. La parte sinistra del nomogramma fornisce la temperatura critica di un elemento in acciaio, in funzione del grado di utilizzazione 0 e del fattore correttivo k. Il fattore 0 esprime il grado di sollecitazione dellʼelemento ed è dato dalla seguente espressione: 0 = Efi,d / Rfi,d,0 [3.14] dove Rfi,d,0 è la resistenza di progetto per il tempo t=0, mentre Efi,d è lʼazione sollecitante in condizioni dʼincendio. Il parametro correttivo k viene introdotto per tener conto del grado di iperstaticità e della non uniforme distribuzione di temperatura allʼinterno della sezione in acciaio; tale fattore assume i seguenti valori: • • • • • travi isostatiche esposte su quattro lati k=1.00 travi isostatiche esposte su tre lati con soprastante soletta di calcestruzzo k=0.70 travi iperstatiche esposte su quattro lati k=0.85 travi iperstatiche esposte su tre lati con soprastante soletta di calcestruzzo k=0.60 elementi per i quali è richiesta la verifica di stabilità a freddo k=1.20 Lʼincremento di temperatura in sezioni dʼacciaio non protette viene dato attraverso le curve temperatura-tempo a tratto continuo presenti nella parte destra del diagramma, in funzione del fattore di sezione Am/V (variabile tra 10 e 200 m-1) e del tempo di resistenza al fuoco (variabile tra 0 e 120 minuti). Lʼincremento di temperatura in sezioni protette è invece fornito dalle curve tratteggiate presenti nella parte destra del diagramma, fornite per valori del rapporto (Ap/V)*(l /d) compresi tra 100 e 2000 W m-3 K-1 e per resistenze al fuoco inferiori ai 120 minuti. Figura 6: Nomogramma www.amonncolor.com - 2014 41 ACCIAIO – PRODOTTI DESTINATI ALLA PROTEZIONE DAL FUOCO DELLE STRUTTURE IN ACCIAIO ACCIAIO LʼOFFERTA DEI PRODOTTI AMOTHERM DESTINATI ALLA PROTEZIONE DAL FUOCO DELLE STRUTTURE IN ACCIAIO VERNICI INTUMESCENTI FONDI E FINITURE www.amonncolor.com - 2014 43 ACCIAIO – PRODOTTI DESTINATI ALLA PROTEZIONE DAL FUOCO DELLE STRUTTURE IN ACCIAIO www.amonncolor.com - 2014 44 ACCIAIO – PRODOTTI DESTINATI ALLA PROTEZIONE DAL FUOCO DELLE STRUTTURE IN ACCIAIO AMOTHERM STEEL PRIMER EPOXI SB Caratteristiche: fondo a due componenti, a solvente, a base di resine epossidiche e fosfato di zinco, ad alto spessore, essiccante allʼaria, a temperatura ambiente. Campi dʼimpiego: intermedio di verniciatura specifico per favorire lʼadesione dei rivestimenti intumescenti AMOTHERM STEEL, su acciaio zincato o supporti di ferro trattati con rivestimenti a base di zincante inorganico; particolarmente idoneo anche come fondo anticorrosivo per la protezione di supporti di acciaio e come primo strato di adesione nei trattamenti di superfici zincate, alluminio o acciaio inox, per applicazioni in atmosfere industriali e in condizioni ambientali severe. AMOTHERM STEEL PRIMER SB Caratteristiche: fondo a solvente, a rapida essiccazione, monocomponente, a base di resine alchiliche corto olio e fosfato di zinco. Campi dʼimpiego: antiruggine specifico per i cicli di verniciatura a base di rivestimento intumescente AMOTHERM STEEL, impiegati nella protezione dal fuoco di strutture di metalliche; fondo anticorrosivo particolarmente idoneo per il trattamento di superfici di ferro o acciaio, per applicazioni allʼinterno o in situazioni esterne a debole aggressione chimica. AMOTHERM STEEL PRIMER WB Caratteristiche: fondo monocomponente, allʼacqua, a base di resine acriliche e fosfato di zinco, pronto allʼuso, essiccante allʼaria, a temperatura ambiente. Campi dʼimpiego: antiruggine specifico per i cicli di verniciatura a base di rivestimento intumescente AMOTHERM STEEL, impiegati nella protezione dal fuoco di strutture di metalliche; fondo anticorrosivo particolarmente idoneo come intermedio di verniciatura specifico per favorire lʼadesione del rivestimento intumescente AMOTHERM STEEL WB, su acciaio zincato o supporti di ferro trattati con rivestimenti a base di zincante inorganico. AMOTHERM STEEL SB Caratteristiche: rivestimento intumescente a base solvente, costituito da polimeri acrilici in soluzione e specifiche sostanze reattive in grado di generare una schiuma avente proprietà termoisolanti, quando sottoposto allʼazione della fiamma o al calore di un incendio. Campi dʼimpiego: sistema protettivo antincendio di tipo intumescente, specifico per la protezione dal fuoco di elementi strutturali di acciaio nei fabbricati ad uso civile o industriale. Questo sistema reattivo è indicato per applicazioni interne ed esterne con prolungati tempi di sovraverniciabilità.Per esposizioni agli esterni è comunque necessaria lʼapplicazione di una vernice di finitura (top) in funzione del tipo di aggressione chimico/fisica. Per qualsiasi informazione richiedere il parere preventivo del nostro Ufficio Tecnico. Il rivestimento intumescente si presenta in opera come una tradizionale pittura, non altera l'aspetto estetico dei manufatti, non appesantisce la geometria dell'elemento strutturale su cui è applicato e consente di contenere le dimensioni dei profili per i quali si richiede una determinata resistenza al fuoco. Prestazioni tecniche: il contributo del sistema protettivo - agli effetti della resistenza al fuoco di elementi strutturali di acciaio - è determinato secondo i criteri indicati nelle norme tecniche EN 13381 (parte 4 e 8) con riferimento alla classificazione europea di resistenza al fuoco prevista dalla norma EN 13501 (parte 2). AMOTHERM STEEL WB Caratteristiche: rivestimento intumescente a base di polimeri vinilici in dispersione acquosa e specifiche sostanze reattive in grado di generare una schiuma avente proprietà isolanti, quando sottoposto allʼazione della fiamma o al calore di un incendio. Campi dʼimpiego: sistema protettivo antincendio di tipo intumescente, specifico per la protezione dal fuoco di elementi strutturali in acciaio di fabbricati ad uso civile o industriale. Questo sistema reattivo è indicato per applicazioni interne. In caso di installazione allʼinterno in presenza di forte umidità o condensa (C2) è obbligatorio lʼutilizzo della finitura protettiva AMOTHERM STEEL TOP WB (sono eventualmente disponibili altre specifiche finiture; per qualsiasi informazione richiedere il parere preventivo del nostro Ufficio Tecnico). Il rivestimento intumescente si presenta in opera come una tradizionale pittura, non altera l'aspetto estetico dei manufatti, non appesantisce la geometria dell'elemento strutturale su cui è applicato e consente di contenere le dimensioni dei profili per i quali si richiede una determinata resistenza al fuoco. AMOTHERM STEEL TOP PU SB Caratteristiche: finitura protettiva a due componenti, di tipo poliuretanico a solvente. Campi dʼimpiego: strato di finitura per cicli di verniciatura a base di rivestimento intumescente, impiegati nella protezione dal fuoco di strutture metalliche; specifico per i cicli di verniciatura a base di rivestimento intumescente AMOTHERM STEEL, particolarmente idoneo per applicazioni allʼesterno; conferisce al film applicato ottima resistenza allʼattacco di agenti fisici e chimici; protegge il trattamento da aggressioni ambientali severe, anche in presenza di atmosfera particolarmente aggressiva. www.amonncolor.com - 2014 45 ACCIAIO – PRODOTTI DESTINATI ALLA PROTEZIONE DAL FUOCO DELLE STRUTTURE IN ACCIAIO Per la definizione del ciclo di verniciatura e la scelta della finitura protettiva più opportuna, in relazione alla classificazione di corrosività atmosferica e al grado di esposizione ambientale identificato, si veda la tabella esemplificativa dei CICLI DI VERNICIATURA riportata nel MANUALE DI APPLICAZIONE – VERIFICA E COMPATIBILITAʼ FONDI E FINITURE. AMOTHERM STEEL TOP SB Caratteristiche: finitura protettiva per rivestimenti intumescenti, mono componente, a base di resine viniliche in soluzione solvente. Campi dʼimpiego: strato di finitura per cicli di verniciatura a base di rivestimento intumescente, impiegati nella protezione dal fuoco di strutture metalliche; specifico per i cicli di verniciatura a base di rivestimento intumescente AMOTHERM STEEL, protegge il trattamento dalle aggressioni ambientali e conferisce al film applicato resistenza alla condensa, all'umidità e allʼacqua; impiegato anche per esigenze di colorazione finale del sistema intumescente applicato. Per la definizione del ciclo di verniciatura e la scelta della finitura protettiva più opportuna, in relazione alla classificazione di corrosività atmosferica e al grado di esposizione ambientale identificato, si veda la tabella esemplificativa dei CICLI DI VERNICIATURA riportata nel MANUALE DI APPLICAZIONE – VERIFICA E COMPATIBILITAʼ FONDI E FINITURE. AMOTHERM STEEL TOP WB Caratteristiche: finitura protettiva per rivestimenti intumescenti, mono componente, a base di resine acriliche in dispersione acquosa. Campi dʼimpiego: strato di finitura per cicli di verniciatura a base di rivestimento intumescente, impiegati nella protezione dal fuoco di strutture metalliche; specifico per i cicli di verniciatura a base di rivestimento intumescente AMOTHERM STEEL, protegge il trattamento dalle aggressioni ambientali e conferisce al film applicato resistenza alla condensa, all'umidità e allʼacqua; impiegato anche per esigenze di colorazione finale del sistema intumescente applicato. Per la definizione del ciclo di verniciatura e la scelta della finitura protettiva più opportuna, in relazione alla classificazione di corrosività atmosferica e al grado di esposizione ambientale identificato, si veda la tabella esemplificativa dei CICLI DI VERNICIATURA riportata nel MANUALE DI APPLICAZIONE – VERIFICA E COMPATIBILITAʼ FONDI E FINITURE. LINEA PROTHERM PROTHERM STEEL SB Caratteristiche: rivestimento intumescente a base solvente, costituito da polimeri acrilici in soluzione e specifiche sostanze reattive in grado di generare una schiuma avente proprietà termoisolanti, quando sottoposto allʼazione della fiamma o al calore di un incendio. Campi dʼimpiego: sistema protettivo antincendio di tipo intumescente, specifico per la protezione dal fuoco di elementi strutturali di acciaio nei fabbricati ad uso civile o industriale. Il rivestimento intumescente si presenta in opera come una tradizionale pittura, non altera l'aspetto estetico dei manufatti, non appesantisce la geometria dell'elemento strutturale su cui è applicato e consente di contenere le dimensioni dei profili per i quali si richiede una determinata resistenza al fuoco. Prestazioni tecniche: il contributo del sistema protettivo - agli effetti della resistenza al fuoco di elementi strutturali di acciaio - è determinato secondo i criteri indicati nelle norme tecniche EN 13381 (parte 4 e 8) conriferimento alla classificazione europea di resistenza al fuoco prevista dalla norma EN 13501 (parte 2). www.amonncolor.com - 2014 46 ACCIAIO – PRODOTTI DESTINATI ALLA PROTEZIONE DAL FUOCO DELLE STRUTTURE IN ACCIAIO www.amonncolor.com - 2014 47 ACCIAIO – VERNICI INTUMESCENTI CERTIFICAZIONI ACCIAIO VERNICI INTUMESCENTI CERTIFICAZIONI www.amonncolor.com - 2014 49 ACCIAIO – VERNICI INTUMESCENTI CERTIFICAZIONI www.amonncolor.com - 2014 50 ACCIAIO – VERNICI INTUMESCENTI CERTIFICAZIONI CERTIFICAZIONI La caratterizzazione dei prodotti Amotherm Steel SB e Amotherm Steel WB è stata ottenuta in ottemperanza al DM del 16 febbraio 2007. Lʼelaborazione dei dati di prova è prevista dalla norma EN 13381-4 2002 e dalla norma di classificazione UNI EN 13501-2:2008 e viene riportata nei seguenti Rapporti d Valutazione. CSI 1752 FR 2012 Amotherm Steel WB CSI 1769 FR 2012 Amotherm Steel WB CSI 1770 FR 2012 Amotherm Steel WB CSI 1849 FR 2012 Amotherm Steel WB CSI 1767 FR 2012 Amotherm Steel SB CSI 1771 FR 2012 Amotherm Steel SB CSI 1801 FR 2012 Amotherm Steel SB ZUS PKO -09- 060/AO 204 Protherm Steel SB Lʼelaborazione dei dati per lʼottenimento della caratterizzazione termica del sistema protettivo Amotherm Steel SB e Amotherm Steel WB, è stata condotta attraverso il metodo grafico previsto dallʼallegato J della norma ENV 13381-4:2002. Inoltre a seguito della certificazione di prodotto ed in riferimento alla norma di prodotto ETAG 18 parte 2 edit. 2011 si è proceduto a classificare i prodotti Amotherm Steel SB e Amotherm Steel WB secondo la norma EN 13381-8 edit. 2013. CSI DC/02/021/F13 Amotherm Steel WB Colonne CSI DC/02/026/F13 Amotherm Steel WB Travi CSI DC/02/025/F13 Amotherm Steel SB Travi CSI DC/02/024/F13 Amotherm Steel SB Colonne Comunque vista la complessità dellʼargomento e in considerazioni delle reali condizioni di impiego (carichi, vincoli, dimensioni, esposizione al fuoco ecc.) che possono portare a valutazioni e consumi diversi da quelli tabulati, al fine di definire consumi e spessori, consigliamo sempre di contattare lʼufficio tecnico della Soc. Amonn [email protected] al fine di maggiori approfondimenti e valutazioni. La documentazione certificativa è comunque a disposizione su specifica richiesta, visto che si tratta di dati sensibili, viene richiesta sottoscrizione di impegno a non divulgare a terzi documenti ed informazioni previa autorizzazione. www.amonncolor.com - 2014 51 ACCIAIO – CICLI DI VERNICIATURA SU ACCIAIO, COMPATIBILITÀ E DURATA ACCIAIO I CICLI DI VERNICIATURA DESTINATI ALLE STRUTTURE IN ACCIAIO AI FINI ANTICORROSIVI, DELLA DIFESA DAL FUOCO E DURATA NEL TEMPO www.amonncolor.com - 2014 53 ACCIAIO – CICLI DI VERNICIATURA SU ACCIAIO, COMPATIBILITÀ E DURATA www.amonncolor.com - 2014 54 ACCIAIO – CICLI DI VERNICIATURA SU ACCIAIO, COMPATIBILITÀ E DURATA SCELTA DEI CICLI DI VERNICIATURA DESTINATI ALLʼANTICORROSIONE E DIFESA DAL FUOCO Lʼacciaio non protetto, esposto agli agenti atmosferici, è soggetto alla corrosione. Per evitare danneggiamenti da corrosione, le strutture di acciaio devono essere protette per resistere alle sollecitazioni corrosive per tutto il tempo di vita richiesto alla struttura, “vita nominale”. Per realizzare unʼefficace protezione dalla corrosione, è importante che siano scelte soluzioni adeguate a progetto in questione. Eʼ importante per il progettista Stabilire la “vita nominale” (Norme Tecniche per le Costruzioni) richiesta alla struttura, dunque identificare la durabilità dei sistemi di protezione alla corrosione (UNI EN ISO 12944-1 vernici) (UNI EN ISO 14713 ) (UNI EN ISO 14713 zincatura) Individuare e classificare la corrosività dellʼambiente nella zona in cui la struttura sarà ubicata (UNI EN ISO 12944 (UNI EN ISO 14713-2 vernici) (UNI EN ISO 14713 zincatura) Identificare eventuali condizioni di corrosione particolari (UNI EN ISO 12944-2 vernici, valide anche per la zincatura) Progettare la struttura in modo di garantire adeguata accessibilità per i lavori di protezione dalla corrosione (UNI EN ISO 12944-3) (UNI EN ISO 14713 in caso di zincatura) Identificare il trattamento che offre la durabilità richiesta per lʼambiente in questione (UNI EN ISO 14713 zincatura) (UNI EN ISO12944-5, EN 13438 per le vernici) in base alle prove di laboratorio previste dalla ISO 12944-6. Stabilire un programma di manutenzione esteso a tutta la durata in servizio della struttura (UNI EN ISO 12944-8 per le vernici) (UNI EN ISO 14713 zincatura) Assicurarsi che siano ridotti al minimo i danni allʼambiente e tutti i rischi per la salute e la sicurezza di operatori e utilizzatori (UNI EN ISO 12944-1) NB per vita nominale si intende il numero di anni nel quale la struttura purchè soggetta alla manutenzione ordinaria, deve essere usata per lo scopo al quale è destinata. www.amonncolor.com - 2014 55 ACCIAIO – CICLI DI VERNICIATURA SU ACCIAIO, COMPATIBILITÀ E DURATA Condizioni climatiche Generalmente dal tipo di clima si possono trarre conclusioni solo generiche per quanto riguarda il comportamento alla corrosione: La velocità di corrosione sarà minore in un clima freddo e/o secco che in un clima temperato; sarà maggiore in un clima caldo umido e in un clima marino, anche se ci possono essere considerevoli differenze da una località allʼaltra. Il principale fattore di corrosione è la durata di esposizione della struttura ad un tasso di umidità elevato (Durata di umidità) VARI TIPI DI CLIMA (ISO 9223) Media dei valori annui estremi Durata di umidità calcolata per umidità relativa >80% e una temp. >0°C (h/anno) Temperatura minima (°C) Temperatura massima (°C) Massima temperatura con umidità relativa ≤ 95% (°C) Molto freddo -65 +32 +20 da 0 a 100 Freddo -50 +32 +20 da 150 a 2500 Temperato freddo Temperato caldo -33 -20 +34 +35 +23 +25 da 2500 a 4200 Caldo secco Caldo medio secco Caldo forte secco -20 -5 +3 +40 +40 +55 +27 +27 +28 da 10 a 1600 Caldo umido Caldo umido uniforme +5 +13 +40 +35 +31 +33 da 4200 a 6000 Tipo di clima www.amonncolor.com - 2014 56 ACCIAIO – CICLI DI VERNICIATURA SU ACCIAIO, COMPATIBILITÀ E DURATA Condizioni di particolari Esistono condizioni/sollecitazioni particolari che provocano un significativo aumento della corrosione, e che richiedono cicli protettivi di maggiore efficacia. I principali esempi sono: • sollecitazioni chimiche. • sollecitazioni meccaniche nellʼatmosfera. • sollecitazioni dovute alla condensa. • sollecitazioni dovute a temperature medie o alte. • corrosione aumentata a seguito di una combinazione di sollecitazioni. • correnti indotte. Progettazione adeguata Obiettivo del progetto di una struttura è assicurare che sia idonea alla sua funzione, presenti stabilità, robustezza e durabilità adeguate. Nella sua globalità il progetto deve facilitare la preparazione della superficie, la protezione anticorrosiva, i controlli e la manutenzione. La forma di una struttura può influire sulla sua predisposizione alla corrosione, di conseguenza le strutture dovrebbero essere progettate in modo da non favorire “trappole” dalle quali la corrosione possa diffondersi. Lʼideale sarebbe scegliere fin dallʼinizio il sistema di protezione più idoneo. Criteri base di progettazione E buona prassi progettare le strutture di acciaio, da zincare a caldo, in conformità ai requisiti delle UNI EN ISO 1461 e UNI EN ISO 14713 È pertanto fortemente raccomandato che il progettista consulti esperto di protezione dalla corrosione allʼinizio del processo di progettazione, per valutare i seguenti aspetti: Contenute nelle UNI EN ISO 12944-3 • • • • • • • • • • • Accessibilità Trattamento degli interstizi Precauzioni per impedire ritenzioni di sedimenti e di acqua Giunzioni bullonate Parti scatolate e componenti incassati e componenti incassati Intagli Elementi di irrigidimento Prevenzione della corrosione galvanica Movimentazione, trasporto e assemblaggio Spigoli (ISO 8501) Imperfezioni nelle superfici di saldatura Durabilità La durabilità è il tempo previsto di durata dellʼefficacia di una protezione anticorrosiva fino al primo importante intervento di manutenzione. La durabilità non costituisce una "garanzia di durata". La durabilità è unʼindicazione che può aiutare nella stesura di un programma di manutenzione. Una garanzia di durata è una nozione giuridica oggetto di clausole contrattuali particolari.. La garanzia di durata è generalmente più breve della durabilità. Non esistono regole per correlare queste due durate. La norma UNI EN ISO 12944 La norma UNI EN ISO 12944-1 definisce la durata di un rivestimento di verniciatura secondo tre classi: • bassa (L) da 2 a 5 anni • media (M) da 5 a 15 anni • alta (H) più di 15 anni www.amonncolor.com - 2014 57 ACCIAIO – CICLI DI VERNICIATURA SU ACCIAIO, COMPATIBILITÀ E DURATA In particolare la durata di un sistema di verniciatura protettiva dipende da diversi fattori, • • • • • • • il tipo di verniciatura la progettazione della struttura. la condizione del supporto prima della preparazione. lʼefficacia della preparazione della superficie. la qualità dellʼapplicazione. le condizioni ambientali durante lʼapplicazione. le condizioni di esposizione dopo lʼapplicazione. Per identificare il trattamento che offre la durabilità richiesta occorre • • Individuare i cicli idonei Scegliere il ciclo più adatto Concludendo si ribadisce che: La vernice intumescente, applicata secondo quanto specificato nelle schede tecniche di prodotto, di applicazione, di manutenzione e seguendo i consigli contenuti nel Manuale tecnico Amotherm, è in grado di assicurare una alta durabilità, anche maggiore di 15 anni (H, secondo classificazione ISO 4628) dalla posa in opera alla prima manutenzione principale, se non esposta allʼambiente esterno e ad atmosfere corrosive. Per ulteriori approfondimenti in merito alla durata ed ai vari cicli di applicazione e manutenzione si rimanda ai contenuti del Manuale tecnico Amotherm e alle indicazioni riportate nelle schede tecniche di prodotto. Scelta del ciclo più adatto La norma UNI EN ISO 12944-5 fornisce esempi di sistemi di verniciatura adatti per diversi ambienti. Il progettista per poter scegliere il ciclo idoneo, deve avere accesso alla documentazione tecnica dei cicli prescelti e/o ottenere dallʼapplicatore una dichiarazione che confermi lʼidoneità o la durabilità del sistema di verniciatura in una determinata classe di corrosività. Lʼidoneità e/o la durabilità del sistema di verniciatura devono essere dimostrate mediante le prove di invecchiamento artificiale previste dalla UNI EN ISO 12944- 6 e/o dalla UNI EN 13438; soprattutto per sistemi di verniciatura nuovi che devono risultare conformi almeno ai requisiti normativi minimi. Manutenzione La durata nel tempo di una struttura dipende anche dalla manutenzione preventiva cui sarà soggetta in servizio. La manutenzione deve essere fatta in tempi che non risultino tardivi e con modalità idonee. Si raccomanda di seguire le disposizioni fornite dallʼapplicatore del trattamento prescelto. Per convenzione si stabilisce che il primo importante intervento di manutenzione correttiva è necessario quando la protezione anticorrosiva ha raggiunto un grado di arrugginimento di livello Ri 3, come definito nella UNI,EN ISO 4628-3 Lo stato di un sistema di verniciatura applicato può essere verificato secondo la UNI EN ISO 4628 (parti da 1a 6). A seguito della verifica effettuata e descritta nei punti precedenti, Amonn tramite il suo Ufficio Tecnico è in grado di consigliare cicli di verniciatura che soddisfino, attraverso lʼutilizzo dei suoi prodotti, lʼesigenze di difesa dalla corrosione e dal fuoco. La tabella che segue riporta alcuni esempi di cicli di verniciatura in funzione della classificazione della corrosività degli ambienti in conformità con la UNI EN ISO 12944-2 è più precisamente: C1: molto bassa C2: bassa C3: media C4: alta C5-I: molto alta (industriale) C5-M: molto alta (marina) www.amonncolor.com - 2014 58 ACCIAIO – CICLI DI VERNICIATURA SU ACCIAIO, COMPATIBILITÀ E DURATA www.amonncolor.com - 2014 59 ACCIAIO – CICLI DI VERNICIATURA SU ACCIAIO, COMPATIBILITÀ E DURATA DI SEGUITO RIPORTIAMO LE NORMATIVE DI RIFERIMENTO PER QUANTO RIGUARDA I PRODOTTI VERNICIANTI. UNI EN ISO 12944-1 Protezione dalla corrosione di strutture di acciaio mediante verniciatura. Introduzione generali. La ISO 12944 tratta la protezione dalla corrosione delle strutture di acciaio mediante verniciatura protettiva. UNI EN ISO 12944-2 Protezione dalla corrosione di strutture di acciaio mediante verniciatura. Classificazione degli ambienti. La presente parte della ISO 12944 tratta la classificazione dei principali ambienti ai quali le strutture di acciaio sono esposte, e della corrosività di tali ambienti UNI EN ISO 12944-3 Protezione dalla corrosione di strutture di acciaio mediante verniciatura. Considerazioni sulla progettazione. La presente parte della ISO 12944 tratta i criteri fondamentali per la progettazione delle strutture di acciaio da proteggere con la verniciatura allo scopo di evitare una corrosione prematura e il degrado della verniciatura stessa o della struttura. Fornisce esempi di progettazione appropriata e non appropriata, indicando come possono essere evitati problemi di applicazione, controllo e manutenzione delle verniciature. Prende in esame anche gli accorgimenti di progettazione che facilitano la movimentazione e il trasporto delle strutture di acciaio. UNI EN ISO 12944-4 Protezione dalla corrosione di strutture di acciaio mediante verniciatura. Tipi di superficie e loro preparazione. La presente parte della ISO 12944 tratta i seguenti tipi di superfici di strutture di acciaio non legato o poco legato, e della loro preparazione: superfici non rivestite,superfici rivestite per spruzzatura a caldo con zinco, alluminio o loro leghe, superfici zincate a caldo, superfici zincate elettrochimicamente, superfici sherardizzate, superfici verniciate con un primo strato applicato in fabbrica, altre superfici verniciate. UNI EN ISO 12944-5 Protezione dalla corrosione di strutture di acciaio mediante verniciatura. Sistemi di verniciatura protettiva. La presente parte della ISO 12944 descrive i tipi di prodotto verniciante e di sistemi di verniciatura comunemente utilizzati per la protezione delle strutture di acciaio dalla corrosione. Fornisce inoltre una guida per la scelta dei sistemi di verniciatura disponibili secondo i diversi ambienti (vedere ISO 129442), i gradi di preparazione della superficie (vedere ISO 12944-4) e la durabilità attesa (vedere ISO 12944-1). La durabilità dei sistemi di verniciatura è classificata in termini di bassa, media e alta. UNI EN ISO 12944-6 Protezione dalla corrosione di strutture di acciaio mediante verniciatura. Prove di laboratorio per le prestazioni. La presente parte della ISO 12944 specifica i metodi e le condizioni di prova di laboratorio per la valutazione delle verniciature per la protezione delle strutture di acciaio dalla corro-sione. I risultati delle prove devono essere considerati come un aiuto nella scelta delle verniciature adatte e non come informazioni precise che permettano di determinarne la curabilità UNI EN ISO 12944-7 Protezione dalla corrosione di strutture di acciaio mediante verniciatura. Esecuzione e sorveglianza dei lavori di verniciatura. La presente parte della ISO 12944 tratta lʼesecuzione e la supervisione dei lavori di verniciatura su strutture di acciaio, in officina o in loco. UNI EN ISO 12944-8 Protezione dalla corrosione di strutture di acciaio mediante verniciatura. Stesura di specifiche per lavori nuovi e di manutenzione. La parte 1 si occupa della stesura di specifiche per la protezione delle strutture dalla corrosione mediante sistemi di verniciatura protettiva. www.amonncolor.com - 2014 60 ACCIAIO – VOCI DI CAPITOLATO ACCIAIO VOCI DI CAPITOLATO VERNICI INTUMESCENTI www.amonncolor.com - 2014 61 ACCIAIO – VOCI DI CAPITOLATO www.amonncolor.com - 2014 62 ACCIAIO – VOCI DI CAPITOLATO VOCI DI CAPITOLATO Applicazione di vernice intumescente su strutture in acciaio Fornitura e posa in opera di vernice intumescente Amotherm Steel SB a base solvente o Amotherm Steel WB a base acqua e Protherm Steel, per la protezione dal fuoco di strutture in acciaio, nuove o vecchie, zincate o non zincate. Il trattamento antincendio dovrà essere eseguito mediante applicazione a spruzzo, a pennello, a rullo o con pompa airless, dato in opera a qualsiasi altezza, sia in verticale che in orizzontale e/o con qualsiasi inclinazione. Prima di procedere all’applicazione del rivestimento intumescente, il supporto dovrà essere accuratamente pulito al fine di eliminare tracce di unto o grasso. La preparazione preventiva delle strutture varierà a seconda del tipo di supporto da trattare e, più precisamente: Le strutture in acciaio nuove o vecchie non zincate dovranno essere preventivamente sabbiate con grado SA 2 + 1/2 (metallo quasi bianco) e protette con mano di fondo anticorrosivo adeguato. Le strutture in acciaio nuove o vecchie zincate, andranno preventivamente trattate con mano di primer in qualità di promotore d’adesione con la vernice intumescente. La determinazione dei quantitativi di vernice intumescente da applicare sui vari elementi in acciaio da proteggere sarà determinato in funzione di: a. della classe dì resistenza al fuoco prevista (R) b. del fattore di sezione dei singoli profili che compongono la membratura strutturale da proteggere c. delle reali condizioni di carico d. del tipo di esposizione al fuoco dei singoli elementi strutturali (pilastro, trave, ecc.). e. del tipo di incendio previsto In accordo a quanto previsto nell’allegato C al D.M Interno del 16/02/2007 è possibile limitare l’impiego dei metodi di calcolo alla sola verifica della resistenza al fuoco degli elementi portanti, con riferimento all’Eurocodice EN 1993-1-2 con i valori dei parametri definiti a livello nazionale. La qualificazione dei protettivi e dei criteri di dimensionamento degli spessori deve essere definita sulla base dei contenuti dei rapporti di classificazione elaborati secondo modalità previste dalla norma EN 13381-4 e se richiesta EN 13381-8. La certificazione di resistenza al fuoco sarà rilasciate da professionista antincendio iscritto negli elenchi del Ministero dell’Interno di cui all’art.16 del D.lgs 139/06 secondo le modalità previste nell’allegato II al D.M. 7/8/2012. www.amonncolor.com - 2014 63 ACCIAIO – MANUALE DI INSTALLAZIONE DELLE VERNICI INTUMESCENTI ACCIAIO MANUALE DI INSTALLAZIONE DELLE VERNICI INTUMESCENTI www.amonncolor.com - 2014 65 ACCIAIO – MANUALE DI INSTALLAZIONE DELLE VERNICI INTUMESCENTI www.amonncolor.com - 2014 66 ACCIAIO – MANUALE DI INSTALLAZIONE DELLE VERNICI INTUMESCENTI APPLICAZIONE DELLE VERNICI INTUMESCENTI SU ACCIAIO INDICE 1. PREPARAZIONE DEI SUPPORTI 1.1 Acciaio laminato 1.2 Acciaio zincato 1.3 Acciaio verniciato 2. APPLICAZIONE RIVESTIMENTO INTUMESCENTE 2.1 Metodi di applicazione 2.2 Applicazione su superfici zincate 2.3 Informazioni sulla sicurezza dei preparati 2.4 Controllo del prodotto applicato 3. CONTROLLO DELLA POSA IN OPERA 3.1 Difetti di applicazione 3.2 Controlli durante la posa 3.3 Difetti superficiali dello strato essiccato 4. CONFORMITAʼ DEL SISTEMA PROTETTIVO APPLICATO 4.1 Misure di spessore 4.2 Misure di adesione 5. DURABILITAʼ DEL SISTEMA PROTETTIVO APPLICATO 5.1 Composizione, ingredienti, formulazioni 5.2 Protezione dei rivestimenti intumescenti 1. PREPARAZIONE DEI SUPPORTI I supporti da verniciare si possono classificare in ordine al tipo di metallo da proteggere e allo stato della superficie da trattare: • • • ACCIAIO LAMINATO, superficie in presenza di calamina o di ruggine ACCIAIO ZINCATO, superficie a fiori di zinco ACCIAIO VERNICIATO, superficie trattata con vecchie pitture Il supporto da proteggere richiede uno specifico trattamento preliminare, in funzione del tipo di superficie che si presenta; quindi, il ciclo di verniciatura più idoneo, da applicare, va individuato tenendo in considerazione: a) b) c) d) e) preparazione del supporto trattamento preliminare trattamento intermedio di aderenza trattamento per la protezione al fuoco trattamento di finitura 1.1 Acciaio laminato in presenza di calamina o ruggine Lʼacciaio che giunge dallʼindustria siderurgica è sempre ricoperto da uno strato di CALAMINA, la cui formazione è dovuta alla reazione tra la superficie calda e lʼossigeno dellʼaria. Si tratta in genere di uno strato sottile e discontinuo, di colore grigio azzurro costituito, da OSSIDI di FERRO a diverso grado di ossidazione. Il componente principale è lʼematite che, se fosse distribuito uniformemente su tutta la superficie, potrebbe costituire una valida barriera contro lʼossidazione e la formazione di ruggine. Sfortunatamente questa condizione non si verifica mai nella realtà: infatti, a causa delle sollecitazioni termiche e meccaniche che subisce il manufatto, questo strato protettivo non risulta mai continuo ed omogeneo. Normalmente, gli strati sottostanti di ossidi sono fragili e si fratturano con facilità, inoltre la scaglia di laminazione ha un coefficiente di dilatazione termica molto diverso da quello dellʼacciaio e, quindi, le zone scoperte si ossidano velocemente a contatto con lʼOSSIGENO, lʼUMIDITÀ, lʼANIDRIDE CARBONICA, le RADIAZIONI SOLARI, gli ACIDI e gli ALCALI, le CORRENTI ELETTRICHE VAGANTI ecc. Pertanto, prima di applicare qualsiasi ciclo di verniciatura, per poter garantire la DURATA nel tempo di un supporto in ferro appena laminato, è indispensabile preventivare un trattamento preliminare della superficie da proteggere. www.amonncolor.com - 2014 67 ACCIAIO – MANUALE DI INSTALLAZIONE DELLE VERNICI INTUMESCENTI Metodi visivi di valutazione delle superfici La necessità di una valutazione primaria dello stato delle superfici, non dipende da unʼosservazione soggettiva, è soddisfatta dalle norme elaborate dal “Comitato per lo studio della corrosione dellʼAccademia Svedese delle Scienze Tecniche” che mette a disposizione degli interessati una scala fotografica standard. Si tratta degli Standard Svedesi SIS 05 59 00 1967 che distinguono 4 stati di invecchiamento del manufatto e identificano per ciascuno una differente situazione iniziale: a) b) c) d) superficie interamente coperta da calamina ben aderente ed esente da ruggine; superficie con calamina in fase di sfaldamento in presenza di vari punti di ruggine; superficie priva di calamina in presenza di ruggine rigonfiata e in fase di distacco con poche cavità visibili; superficie priva di calamina in presenza di ruggine rigonfiata e in fase di distacco con molte cavità visibili. Superficie dʼacciaio ricoperta abbondantemente da scorie di laminazione aderenti ma poca, o niente, ruggine. Superficie dʼacciaio che ha incominciato ad arrugginire e dalla quale le scorie di laminazione hanno incominciato a sfaldarsi. a) Preparazione del supporto In corrispondenza delle 4 situazioni più sopra descritte, il Comitato Svedese, indica 2 gradi di preparazione conseguibili con attrezzi manuali o meccanici ed altri 4 gradi di preparazione realizzabili con sabbiatura, come indicato nella seguente Tabella A: Tabella A STATO ACCIAIO A B C D PREPARAZIONE MANUALE PREPARAZIONE PER SABBIATURA St2 St3 Sa1 Sa2 B St2 C St2 D St2 B St3 C St3 D St3 BSa1 CSa1 DSa1 BSa2 CSa2 DSa2 Grado di sabbiatura SA 2 Sa2½ ASa2½ BSa2½ CSa2½ DSa2½ Sa3 ASa3 BSa3 CSa3 DSa3 Grado di sabbiatura SA 3 www.amonncolor.com - 2014 68 ACCIAIO – MANUALE DI INSTALLAZIONE DELLE VERNICI INTUMESCENTI Note: ABCD St Sa 1, 2, 2½, 3 = = = = stato iniziale della superficie dellʼacciaio preparazione manuale o meccanica sabbiatura grado di preparazione della superficie (1=leggera, 2 = accurata, 2½ = molto accurata, 3 = metallo perfettamente pulito) I gradi di sabbiatura definiti dagli standard svedesi, trovano riscontro nelle definizioni di uso corrente: Sa1 = sabbiatura attraverso spazzolatura Sa2 = sabbiatura commerciale o a metallo grigio Sa2½ = sabbiatura a metallo quasi bianco Sa3 = sabbiatura a metallo bianco Gli Standard Svedesi (SIS), inoltre, trovano corrispondenza nelle specifiche di preparazione fornite da “Steel Structures Painting Council” (SSPC), come si può desumere anche dalla seguente Tabella B: Tabella B SIS SSPC B, C, D - Sa1 B, C, D - Sa2 A, B, C, D - SA2½ A, B, C, D - Sa3 SSPC-SP7-63 SSPC-SP6-63 SSPC-SP10-63T SSPC-SP5-63 BS NACE 2° QUALITAʼ 1° QUALITAʼ N° 4 N° 3 N° 2 N° 1 Pulizia con solventi Eʼ il trattamento preliminare minimo a cui sottoporre il supporto da trattare: tale pulizia, che ha lo scopo di rimuovere il grasso, lʼolio o altri contaminanti residui, si effettua manualmente utilizzando pennelli o stracci, raschietti o spazzole a fibra rigida; generalmente viene seguito da un altro tipo di trattamento più specifico. Pulizia con attrezzi manuali Si utilizza per superfici non troppo estese o difficilmente agibili. Il grado di pulizia raggiunto dipende dallʼabilità dellʼoperatore; si può considerare buona una preparazione di grado “2”. Si impiegano spazzole metalliche, raschietti, martelli per picchettaggio e carta abrasiva, per eliminare incrostazioni di ruggine ed altre sostanze estranee al supporto. Al termine è necessario rimuovere tutti i residui per mezzo di aspiratori o con getti dʼaria compressa. Pulizia con attrezzi meccanici Con questo trattamento si riesce a raggiungere la preparazione di grado “3”; solo la calamina, saldamente ancorata, può sfuggire a questa pulizia. Si impiegano picchietti pneumatici, battitori a rotelle, battitori a punto, dischi abrasivi e spazzole meccaniche. Al termine si devono rimuovere i residui. Sabbiatura Eʼ il metodo più efficace per ottenere una superficie perfettamente pulita, rugosa ed omogenea; base ideale per la buona adesione di un rivestimento protettivo. Il materiale abrasivo proiettato da unʼapparecchiatura ad aria compressa, è di solito composto da sabbie silicee selezionate (più costoso) o da graniglie a base di ghisa, acciaio o carborundum (nei processi di recupero). Il grado di pulizia ottenuto dipende dalla velocità di esecuzione del trattamento; mentre, la “profondità” o “profilo di sabbiatura” dipende dal tipo e dal diametro del materiale abrasivo impiegato. Eʼ importante precisare che il “grado di sabbiatura” si distingue dal “profilo di sabbiatura” per i seguenti motivi: il primo rappresenta la percentuale di scaglie di laminazione, ruggine, e altri materiali da asportare; il secondo indica la rugosità superficiale che si ottiene indipendentemente dal grado di sabbiatura prescelto. Sabbiatura di spazzolatura: sabbiatura leggera con spolveratura a getto dʼaria ; si rimuovono le parti incoerenti (calamina, ruggine o altro). Lʼaspetto finale corrisponde al “grado Sa1”. Sabbiatura commerciale o a metallo grigio: sabbiatura con spolveratura a getto dʼaria più intenso, se vi sono numerosi crateri di corrosione, contenenti sostanze estranee; si rimuovono le parti incoerenti (calamina, ruggine o altri inquinanti). Lʼaspetto finale dovrà corrispondere al “grado Sa2”. Sabbiatura a metallo quasi bianco: presenta le stesse caratteristiche della sabbiatura a metallo bianco, salvo per il fatto che la pulizia viene limitata al 95% circa dellʼintera superficie; ha una buona affidabilità ed è più economica della preparazione a metallo bianco. Sabbiatura a metallo bianco: è la sabbiatura che permette la pulizia più completa ed accurata del manufatto, la cui superficie viene portata a metallo “vivo”. La superficie così trattata presenta caratteristiche di estrema reattività: a contatto con lʼossigeno e lʼumidità dellʼaria tende ad ossidarsi molto facilmente; www.amonncolor.com - 2014 69 ACCIAIO – MANUALE DI INSTALLAZIONE DELLE VERNICI INTUMESCENTI quindi, dopo questo trattamento, è consigliabile intervenire rapidamente, applicando entro 6-8 ore il ciclo di verniciatura previsto. b) Trattamento preliminare Dopo aver portato la superficie del metallo al giusto grado di preparazione si può iniziare il ciclo di verniciatura previsto. Prima di applicare il rivestimento intumescente AMOTHERM STEEL SB (versione a solvente) o AMOTHERM STEEL WB (versione in soluzione acquosa) è bene trattare la superficie da proteggere con un prodotto antiruggine specifico, in funzione del tipo di aggressione ambientale a cui sarà sottoposto il manufatto in opera. Si consiglia di attenersi alle indicazioni specifiche riportate sulla Scheda Tecnica del prodotto intumescente da installare e, comunque in generale, di scegliere uno dei seguenti trattamenti: AMOTHERM STEEL PRIMER EPOXI SB (fondo alchilico al fosfato di zinco) per applicazioni in atmosfera urbana e industriale leggera; AMOTHERM STEEL PRIMER EPOXI SB (fondo epossidico al fosfato di zinco) per applicazioni in atmosfera marina e industriale pesante. c) Trattamento intermedio di aderenza Nel caso di applicazione di rivestimento intumescente su supporti in acciaio sabbiato e trattato con un fondo anticorrosivo, non sono richiesti trattamenti specifici di aderenza. d) Trattamento per la protezione dal fuoco Lʼapplicazione del rivestimento intumescente AMOTHERM STEEL SB o WB si realizzerà secondo quanto specificato nella relativa Scheda tecnica e, comunque, accertandosi di non essere in condizioni ambientali sfavorevoli. Condizioni limite di applicazione Si raccomanda di non applicare i sistemi intumescenti AMOTHERM STEEL SB o WB con temperatura ambientale inferiore a 5°C o superiore a 50°C e in condizioni di umidità relativa superiore a 80%. e) Trattamento di finitura AMOTHERM STEEL SB o WB se applicati allʼinterno e in assenza di fenomeni chimici o fisici particolarmente aggressivi non richiedono, di regola, alcun trattamento di finitura dello strato di verniciatura applicato. Il rivestimento intumescente è caratterizzato da uno strato poroso e poco legato, quindi, per garantire la durata del trattamento nel tempo in ambienti climatici sfavorevoli o in aree soggette ad aggressioni di tipo chimico o fisico (tipo atmosfere industriali o particolarmente corrosive, caratterizzate dalla presenza di specifici inquinanti ambientali) lo strato intumescente deve necessariamente essere chiuso con unʼidonea finitura protettiva. Ciò non toglie che nel caso dellʼAmotherm Steel SB il prodotto sia formulato al fine di avere tempi lunghi di sovraverniciabilità potendo così rimanere esposto agli agenti atmosferici per più di sei mesi prima di essere sovra verniciato con una finitura (top), previa sempre pulizia del supporto ed eventuali ritocchi. Nel caso di applicazioni allʼinterno, in presenza di umidità e forte condensa, o in aree soggette a deboli aggressioni chimiche, dovute a particolari lavorazioni industriali, si consiglia lʼapplicazione di una finitura acrilica a solvente; mentre, per applicazioni allʼesterno, in aree urbane soggette a condizioni atmosferiche normali, o in ambiente marino o industriale, in presenza di forti aggressioni chimiche o fisiche, si raccomanda lʼimpiego di una finitura poliuretanica bicomponente a solvente. Lʼapplicazione della mano di finitura deve essere realizzata in conformità delle indicazioni prescritte dal fornitore e riportate nella Scheda Tecnica di prodotto, con particolare osservanza dei tempi di essiccamento richiesti, per i vari strati successivi del ciclo di applicazione previsto. 1.2 Acciaio zincato La necessità di unʼadeguata preparazione del supporto zincato è unʼoperazione fondamentale per garantire nel tempo il risultato di un ciclo di verniciatura protettivo. Lo stato della superficie zincata deve essere valutato molto attentamente prima di procedere alla successiva verniciatura. Lo strato di zinco depositato in superficie, infatti, dopo alcuni mesi dallʼapplicazione tende a deteriorarsi dando luogo a numerosi difetti superficiali (affioramenti, crateri, distacchi, ecc.), denominati genericamente “fiori di zinco”, in grado di compromettere seriamente la qualità e la durata nel tempo di qualsiasi successiva verniciatura protettiva. a) Preparazione del supporto Rimuovere, con raschietto o altri attrezzi adeguati, la sporcizia superficiale e tutte le particelle solide aggrappate al supporto da trattare Lavare la superficie con solvente: utilizzare ragia minerale, essenza di trementina o nafta alto bollente. www.amonncolor.com - 2014 70 ACCIAIO – MANUALE DI INSTALLAZIONE DELLE VERNICI INTUMESCENTI La ragia minerale viene consigliata sia per lʼeconomia del prodotto, che per il livello contenuto di tossicità della sostanza; comunque, durante la pulizia, si raccomanda di operare in ambienti adeguatamente ventilati assicurando il costante ricambio dʼaria negli ambienti chiusi. Per scongiurare il pericolo di incendio o il rischio di esplosioni, si dovrebbe evitare lʼimpiego di benzine o nafte a basso punto di ebollizione. Sono invece impiegati con successo anche i detergenti alcalini a base di fosfato di sodio; il metodo può risultare poco economico perché alla fine del trattamento la superficie va comunque sciacquata accuratamente con acqua, preferibilmente calda e sotto pressione, sino a reazione neutra della superficie. In presenza di inquinanti non dilavati dai suddetti trattamenti, si devono utilizzare solventi più forti come acetone, metil-etil-chetone o solventi clorurati; attenzione, anche in questo caso, ad assicurare unʼadeguata ventilazione e il costante ricambio dʼaria negli ambienti di lavoro. b) Trattamento preliminare Il trattamento di zincatura offre allʼacciaio ottime proprietà anticorrosive; per contro, la superficie zincata ha bisogno di una mano di aggancio nei confronti di una successiva verniciatura; i trattamenti a base di rivestimento intumescente, caratterizzati (come si diceva) da uno strato poroso e poco legato, in caso di applicazione su superfici di acciaio zincato abbisognano necessariamente di una mano di ancorante o di aggancio (trattamento intermedio di aderenza). c) Trattamento intermedio di aderenza Nel caso di protezione di supporti zincati (sia a caldo, che a freddo) o trattati con sistemi ricchi di zinco (tipo zincante inorganico), occorre generalmente prevedere lʼimpiego di una mano di verniciatura intermedia, che consenta di migliorare lʼadesione a freddo fra zinco metallico e rivestimento intumescente e garantisca lʼadesione a caldo, in caso di incendio, del sistema protettivo per tutta la durata del periodo di esposizione al fuoco richiesto, tipo AMOTHERM STEEL PRIMER EPOXI SB Durante la realizzazione del ciclo di verniciatura previsto, si raccomanda di seguire scrupolosamente tutte le indicazioni prescritte nelle schede tecniche dei prodotti da installare; in particolare si raccomanda di osservare rigorosamente gli intervalli di tempo richiesti durante lʼapplicazione dei vari strati successivi del ciclo. d) Trattamento per la protezione dal fuoco (si veda precedente paragrafo 1.1) e) Trattamento di finitura (si veda precedente paragrafo 1.1) 1.3 Acciaio verniciato La necessità di unʼadeguata preparazione del supporto sussiste anche nel caso di applicazione di rivestimento intumescente su superfici in presenza di strati di verniciatura invecchiati da pochi mesi o esposti per lungo tempo allʼazione delle intemperie, oppure nel caso di interventi di manutenzione su superfici già trattate in passato con lo stesso rivestimento intumescente. a) Preparazione del supporto Si possono verificare le seguenti situazioni: 1. Superficie trattate con vecchi strati di vernice in buono stato: è sufficiente un lavaggio con acqua dolce o con detergenti per eliminare gli eventuali contaminanti (controllare la compatibilità fra strato di rivestimento da applicare e vecchio strato di pittura preesistente, chiedere informazioni al produttore). 2. Superficie trattate con vecchi strati di vernice in fase di distacco e in presenza di punti di ruggine: intervenire manualmente asportando le parti incoerenti e portando a metallo nudo le parti arrugginite (controllare la compatibilità fra strato di rivestimento da applicare e vecchio strato di pittura preesistente, chiedere informazioni al produttore). 3. Superficie trattate con vecchi strati di vernice in fase di distacco e in presenza ampie zone in fase di corrosione: procedere ad una profonda pulizia meccanica o con sabbiatura (vedi capitolo 1.1 Acciaio laminato). 4. Superficie arrugginita in presenza di vecchi strati di vernice completamente usurati: intervenire con mezzi meccanici o con sabbiatura (si riveda come sopra per lʼacciaio arrugginito). b) Trattamento preliminare Nel caso 1, non è necessario alcun ulteriore trattamento. Nel caso 2 si consiglia di ripristinare le zone danneggiate applicando, dove necessario, una mano di fondo tipo AMOTHERM STEEL PRIMER, o di fondo di adesione tipo AMOTHERM STEEL PRIMER EPOXI SB nelle zone a portate a metallo nudo. Mentre, nei casi 3 e 4 si consiglia di ripristinare completamente il trattamento protettivo, ad iniziare dalla mano di fondo anticorrosivo (vedi capitolo 1.1 Acciaio laminato o 1.2 Acciaio zincato, a seconda del tipo di superficie in esame). www.amonncolor.com - 2014 71 ACCIAIO – MANUALE DI INSTALLAZIONE DELLE VERNICI INTUMESCENTI c) Trattamento intermedio di aderenza Nel caso 1, non è necessario alcun ulteriore trattamento. Nel caso 2, se necessario, estendere il trattamento a base di fondo di adesione tipo AMOTHERM STEEL PRIMER EPOXI SB allʼintera superficie. Nei casi 3 e 4, non si richiede alcun trattamento intermedio di adesione, salvo la presenza di una superficie zincata; in tal caso si consiglia lʼapplicazione di una mano omogenea del fondo di adesione tipo AMOTHERM STEEL PRIMER EPOXY SB d) Trattamento per la protezione dal fuoco (si veda capitolo 1.1 Acciaio laminato o 1.2 Acciaio zincato, a seconda del tipo di superficie in esame). e) Trattamento di finitura (si veda capitolo 1.1 Acciaio laminato o 1.2 Acciaio zincato, a seconda del tipo di superficie in esame). 2. APPLICAZIONE DEL RIVESTIMENTO INTUMESCENTE Tutte le operazioni di applicazione dei rivestimenti protettivi devono esser realizzate in ottemperanza alle prescrizioni del produttore e in conformità alle indicazioni riportate sulle Schede Tecniche e sulle Schede di Sicurezza dei sistemi intumescenti da installare. In particolare nessun prodotto deve essere applicato, ad eccezione degli zincanti inorganici, al di sotto del punto di rugiada. Prima di procedere allʼapplicazione dei vari strati successivi del ciclo di verniciatura prescelto, si raccomanda di ispezionare lo stato del fondo anticorrosivo applicato: nel caso di zone danneggiate da operazioni di montaggio, trasporto, saldature, ecc., procedere a piccoli ritocchi utilizzando un fondo a rapida essiccazione, tipo AMOTHERM STEEL PRIMER. 2.1 Metodi di applicazione Spruzzo ad aria Questo sistema è utilizzato per prodotti a basso spessore e trova impiego nel caso di applicazione di rivestimenti intumescenti a bassa o media viscosità. La pistola e la relativa tubazione di mandata devono essere collegate ad un serbatoio che lavora sotto pressione e munito di agitatore a basso numero di giri. Con questa tecnica si ottengono superficie con finitura piuttosto irregolare e con effetto a buccia dʼarancia. Il metodo risulta meno economico in termini di resa dellʼapplicazione. Airless Eʼ il sistema più comune ed economico per applicare prodotti ad alto spessore con viscosità elevata, come le pitture intumescenti. Lʼapparecchiatura si compone essenzialmente di una pompa, le cui parti principali sono: un serbatoio che contiene il prodotto verniciante, il motore elettrico o ad aria compressa e la pistola, fornita di particolari ugelli di spruzzo e di sistema automatico di pulizia dellʼugello. Il prodotto verniciante viene aspirato dalla pompa ed inviato, attraverso una tubazione flessibile, alla pistola di spruzzo. La vaporizzazione del materiale avviene allʼuscita dellʼugello per lʼimprovvisa caduta di pressione. La superficie di finitura risulta molto sottile e uniforme. www.amonncolor.com - 2014 72 ACCIAIO – MANUALE DI INSTALLAZIONE DELLE VERNICI INTUMESCENTI 2.2 Applicazione su superfici zincate La superficie zincata, come già riferito nel capitolo 1.2, necessita di una mano di ancorante o aggancio per migliorare lʼadesione del rivestimento intumescente. Come consigliato al capitolo 1.2, nel caso di protezione di superfici zincate, è buona regola creare lʼaggancio impiegando una mano di fondo di adesione tipo AMOTHERM STEEL PRIMER EPOXI prima di procedere allʼimpiego del rivestimento intumescente. Per lʼapplicazione degli strati successivi di rivestimento intumescente, si consiglia di applicare il rivestimento con la tecnica del “mist coat full coat”, che consiste nellʼapplicare un velo del materiale seguito da uno strato più consistente di pittura (la mano piena vera e propria), a distanza di circa 2 minuti dallo strato leggero. Si raccomanda di applicare il primo strato sottile di prodotto (non superando possibilmente i 30/40 micron) dopo aver portato il prodotto ad una diluizione maggiore rispetto a quella normalmente consigliata, così da evitare la formazione di bollicine, che potrebbero pregiudicare lʼadesione del successivo strato (pieno) di rivestimento intumescente da applicare. 2.3 Informazioni sulla sicurezza dei preparati Tutti i preparati (fondi anticorrosivi, intermedi di adesione, rivestimenti intumescenti e finiture protettive) forniti sono provvisti della Scheda di Sicurezza del prodotto, redatta ai sensi del decreto ministeriale 7 settembre 2002. Le sostanze pericolose (ai sensi del decreto legislativo 3 febbraio 1997, n° 52 e successive modifiche ed integrazioni), eventualmente contenute nelle formulazioni dei prodotti vernicianti forniti, sono elencate alla Sezione 2 della suddetta Scheda di Sicurezza del prodotto verniciante in questione e sono indicate anche sullʼetichetta apposta sullʼimballo del preparato. Occorre considerare che gli eventuali preparati pericolosi ai sensi del Decreto Legislativo 14 marzo 2003, n° 65, comportano la presenza sul luogo di lavoro di agenti chimici pericolosi (ai sensi del decreto legislativo 2 febbraio 2002, n°25) e, pertanto, lʼutilizzo di questi prodotti in ogni tipo di procedimento lavorativo (produzione, manipolazione, immagazzinamento, trasporto, smaltimento e trattamento rifiuti) deve essere effettuato seguendo rispettosamente le indicazioni riportate sulle Schede di Sicurezza dei preparati in questione. Le indicazioni riportate sulle Schede di Sicurezza e le informazioni fornite in tali documenti corrispondono allo stato più recente di informazione, sviluppo ed impiego dei nostri prodotti. 2.4 Controllo del prodotto applicato Durante lʼapplicazione occorre controllare lo spessore di tutti gli strati umidi dei vari prodotti vernicianti depositati (fondo, intermedio di aderenza, rivestimento intumescente ed eventuale strato di finitura) e, in particolare, è essenziale assicurarsi che lo spessore dei vari strati umidi di rivestimento intumescente posato corrispondano (per somma) allo spessore totale richiesto dalla relativa specifica di progetto, di riferimento al lavoro in questione. Lo spessore umido di un prodotto verniciante si controlla, in fase di applicazione, con lʼapposito spessimetro a umido, costituito da uno speciale “pettine” fornito di denti a diverse lunghezze. Lo spessore dello strato depositato si misura ponendo “il pettine” a contatto con la vernice fresca e controllando lʼultimo dente bagnato dalla pittura appena applicato. NellʼAllegato 1, sono riportate le tabelle che consentono di ricavare - in relazione ai quantitativi di prodotto depositato (CONSUMO) – il relativo spessore a umido applicato (WFT = wet film thickness) e lo spessore secco di rivestimento intumescente corrispondente (DFT= dry film thickness). La sequenza fotografica mostra lʼutilizzo del pettine per il rilievo di spessore a umido. La foto a sinistra evidenzia una serie di denti bagnati dalla vernice bianca: il primo dente (a destra nella foto) non bagnato (dalla vernice bianca) rappresenta la misura a umido del prodotto applicato. www.amonncolor.com - 2014 73 ACCIAIO – MANUALE DI INSTALLAZIONE DELLE VERNICI INTUMESCENTI 3. CONTROLLO DELLA POSA IN OPERA Parlando di posa in opera, ai fini di una corretta applicazione e di un monitoraggio legato alla manutenzione, riteniamo sia utile predisporre o redigere: • • • • Capitolato di verniciatura Piano controllo della qualità Daily log (registro giornaliero sulle attività svolte) Preparare delle piastre o testimoni che verniciati simultaneamente alla carpenteria, possano essere utilizzati successivamente per eseguire prove di adesione, tenuta del ciclo e altre prove di carattere distruttivo. 3.1 Difetti di applicazione I sistemi protettivi antincendio a base di rivestimento intumescente sono cicli di verniciatura costituiti da prodotti vernicianti speciali, la cui applicazione può comportare qualche difficoltà in più rispetto ai classici prodotti di verniciatura tradizionali. Le principali anomalie che possono essere registrate durante la posa in opera dei sistemi protettivi a base di rivestimento intumescente possono riguardare gli aspetti seguenti. Spruzzatura non uniforme Può essere causata da pressione troppo bassa o dallʼugello non adatto. Ventaglio irregolare Può verificarsi se il foro dellʼugello della pistola è ostruito o comunque danneggiato. Eccessiva atomizzazione (polverizzazione) Dipende dalla pressione dellʼaria troppo bassa, dallʼugello non adatto, dallʼeccessiva diluizione o da una distanza eccessiva tra la pistola e la superficie da trattare. Colature Possono verificarsi quando il prodotto è stato diluito eccessivamente o quando si è applicato uno spessore, per mano, superiore a quello consigliato dal produttore. Schivature Possono verificarsi quando il supporto non si lascia “bagnare” dal prodotto in fase di applicazione e rimangono scoperte piccole zone circolari simili a piccoli crateri. Ciò può essere dovuto a contaminazione del supporto da parte di oli o grassi o altre particelle contaminanti. Bucciatura (buccia dʼarancia) Può verificarsi quando la viscosità del prodotto e/o la pressione dellʼaria allʼattrezzatura di spruzzo sono troppo elevate. Rimozione Si verifica quando non si rispetta il tempo minimo di sovraverniciatura o quando si sovravernicia con prodotti contenenti solventi o diluenti molto aggressivi nei confronti del prodotto depositato nello strato precedente. Il fenomeno si evidenzia con il rigonfiamento dello strato, per parziale rimozione degli strati superficiali della precedente pitturazione. Mancata o scarsa essiccazione Può dipendere da unʼapplicazione eseguita in avverse condizioni atmosferiche (umidità eccessiva, basse temperature); dallʼapplicazione su superfici mal preparate (inquinanti non rimossi); da un eccessivo spessore depositato (lentezza di essicazione) o, nel caso di prodotti catalizzati (vernici epossidiche o poliuretaniche), da una insufficiente o impropria miscelazione dei due componenti. 3.2 Controlli durante la posa Le prestazioni di un sistema protettivo antincendio di tipo intumescente, dipendono dalle caratteristiche dei prodotti impiegati, dalle modalità e condizioni di applicazione, nonché dalle proprietà del sistema intumescente, ossia dalla misura dei parametri fisici che caratterizzano lo strato del sistema intumescente in esame (spessore e adesione), in funzione del grado di resistenza al fuoco richiesto per quel determinato elemento costruttivo da proteggere. Per garantire le prestazioni contro il fuoco del rivestimento intumescente applicato occorre osservare scrupolosamente un insieme di regole “di corretta posa in opera”, con particolare riferimento alle condizioni dei prodotti da applicare, alle modalità di posa degli stessi, alle condizioni ambientali (al momento della posa), allo stato del supporto, agli spessori dei vari strati da depositare, ai relativi tempi di essiccamento e www.amonncolor.com - 2014 74 ACCIAIO – MANUALE DI INSTALLAZIONE DELLE VERNICI INTUMESCENTI alle caratteristiche dellʼeventuale strato di finitura per il decoro o la protezione dello strato di prodotto intumescente in esame, se necessario. Tali regole sono indicate nella Norma UNI 10898-1 “Sistemi protettivi antincendio. Modalità di controllo della posa in opera. Parte 1. Sistemi intumescenti”, effettuando i controlli di conformità da attuarsi, prima, durante e dopo la posa in opera del sistema intumescente, attraverso le seguenti modalità. Verifiche sui prodotti: la norma richiede di effettuare il controllo della corrispondenza fra i parametri identificativi dei prodotti costituenti il sistema intumescente in esame e quelli indicati nella specifica di progetto, relativa allʼapplicazione in questione; tale corrispondenza si può desumere, oltre che per la dichiarazione del posatore (che deve riportare lʼidentificazione precisa ed inequivocabile dei prodotti supportata da opportune evidenze), per lo specifico controllo sulla data di scadenza (validità) e sulla corrispondenza del colore e della densità (peso specifico) del prodotto. Verifiche sui supporti: la norma richiede di attuare il controllo della corrispondenza fra condizioni fisiche del supporto da trattare e quelle riportate nella specifica di progetto. Nel caso in cui la specifica di progetto preveda lʼapplicazione su supporto grezzo, occorre verificare che siano stati rimossi in modo appropriato qualsiasi tipo di scoria affiorante (calamina, ruggine, funghi, muffe, ecc.) o di altri elementi estranei (oli, grassi, disarmanti, polvere, sali, ecc.) secondo metodi di comprovata efficacia. Verifiche sulle condizioni e modalità di applicazione: sono necessari anche controllo della corrispondenza fra le condizioni ambientali e le modalità di applicazione dei prodotti, riscontrate durante la posa in opera del sistema intumescente in esame, e quelle contenute nella specifica di progetto. Si richiedono le seguenti verifiche: opportuni controlli delle condizioni atmosferiche durante lʼapplicazione dei prodotti costituenti il sistema intumescente in esame; verifica delle condizioni di diluizione dei vari prodotti; verifica degli spessori umidi e dei tempi di essiccazione dei vari strati di prodotto depositati. Verifiche delle proprietà del sistema intumescente applicato: la norma, infine, come verifica essenziale delle prestazioni tecniche del sistema protettivo a base di rivestimento intumescente applicato, prevede il controllo della corrispondenza fra le proprietà del sistema intumescente applicato (spessore e adesione) e i corrispondenti valori nominali indicati nella specifica di progetto, secondo le procedure descritte nelle Appendici A e B della norma UNI 10898-1 di riferimento. Lo spessore dello strato del sistema intumescente posato in opera è un fattore rilevante per assicurare le prestazioni al fuoco dellʼelemento costruttivo trattato, pertanto, è necessario disporre di un adeguato criterio di controllo di tale proprietà del sistema. La norma sul controllo della posa in opera indica la norma ISO 2808:1997 Prodotti vernicianti. Determinazione dello spessore della pellicola quale riferimento oggettivo in cui leggere i principi generali, le procedure di prova, i criteri di scelta e la metodologia di taratura dellʼattrezzatura per determinare lo spessore del sistema intumescente in esame, devono essere conformi. La norma sul controllo della posa in opera definisce anche le modalità di calcolo del numero di elementi da controllare e, in relazione al numero degli elementi da controllare e ai metri quadrati di superficie trattata (per ciascun elemento costruttivo considerato nella specifica di progetto), definisce anche i criteri di scelta dei punti in cui effettuare le rilevazioni di spessore richieste. La norma fissa, infine, le condizioni di accettabilità delle misure effettuate e definisce le condizioni che occorre verificare per giudicare conforme il controllo dello spessore dello strato applicato. In particolare, la norma richiede che siano verificate le seguenti due condizioni: • • che lo spessore risultante dalla media di tutte le rilevazioni, effettuate su ciascun elemento controllato, non deve essere inferiore al valore nominale dello spessore indicato nella specifica di progetto; che lo spessore rilevato su ogni singolo punto di misura non deve essere inferiore a 80% del valore nominale dello spessore definito nella specifica di progetto. Come per lo spessore del sistema protettivo applicato, anche lʼadesione dello strato del sistema intumescente posato in opera è un fattore rilevante per assicurare le prestazioni al fuoco dellʼelemento costruttivo protetto, pertanto, anche in questo caso, è necessario disporre di un adeguato criterio di controllo di tale proprietà del sistema. La norma UNI 10898-1 “Sistemi protettivi antincendio. Modalità di controllo della posa in opera. Parte 1. Sistemi intumescenti” individua nel criterio tecnico UNI EN 24624:1993 Prodotti vernicianti. Misura dellʼadesione mediante prova a trazione il metodo di prova in cui si evidenziano i principi generali, le procedure di prova, i criteri di scelta e la metodologia di taratura dellʼattrezzatura per determinare la conformità dellʼadesione del sistema intumescente in esame. Anche in questo caso (come per lo spessore) la norma sul controllo della posa in opera definisce le modalità di calcolo del numero di elementi da controllare e, in relazione al numero degli elementi da controllare e ai metri quadrati di superficie trattata (per ciascun elemento costruttivo considerato nella specifica di progetto), stabilisce i criteri di scelta dei punti in cui effettuare le misure di adesione richieste e www.amonncolor.com - 2014 75 ACCIAIO – MANUALE DI INSTALLAZIONE DELLE VERNICI INTUMESCENTI le condizioni di accettabilità delle misure effettuate, definendo le seguenti condizioni da verificare per giudicare conformi i rilievi riscontrati: • • il valore di adesione risultante dalla media di tutte le rilevazioni, effettuate su ciascun elemento controllato, non deve essere inferiore al valore nominale di adesione indicato nella specifica di progetto; il valore di adesione rilevato su ogni singolo punto di misura non deve essere inferiore a 80% del valore nominale di adesione definito nella specifica di progetto. Per una trattazione più dettagliata dellʼargomento si rimanda alla lettura della norma in questione (disponibile su richiesta). 3.3 Difetti superficiali dello strato essiccato I principali difetti superficiali che si possono riscontrare a seguito dellʼapplicazione di sistemi protettivi antincendio a base di rivestimento intumescente possono riguardare aspetti di carattere puramente estetico o aspetti legati ad incompatibilità chimica e/o fisica fra i vari prodotti vernicianti che compongono il ciclo applicato. I primi riguardano specificatamente la qualità della superficie finale dello strato del ciclo di verniciatura applicato e, pur non pregiudicando le prestazioni tecniche del sistema protettivo impiegato (ovvero, di formazione e sviluppo della schiuma protettiva durante lʼesposizione e, quindi, di resistenza al fuoco) possono comportare effetti negativi sullʼestetica del prodotto posato in opera e, più in generale, del lavoro eseguito; pertanto, anche se, di regola, per tali applicazioni non è mai richiesto un grado di finitura particolarmente elevato, è necessario tenerne conto e, ove possibile, adoperarsi per eliminarli. Normalmente non si tratta mai di difetti molto gravi e, nella maggior parte dei casi, possono identificarsi in una (o più) delle seguenti problematiche. Puntinature: il fenomeno si presenta con piccoli fori di diverso diametro (detti anche punte di spillo) che possono interessare (in profondità) uno più strati applicati, fino a raggiungere il supporto; possono essere causati da una cattiva evaporazione dei solventi contenuti nei prodotti applicati (spesso troppo rapida e non sufficientemente sotto controllo) oppure da micro bolle dʼaria presenti nei vari strati di pittura depositata. In entrambe i casi, la causa, è da ricercarsi nellʼapplicazione di strati umidi con spessori particolarmente elevati. Sbollature: il fenomeno si presenta con bolle di diverso diametro, che sollevano il film dal supporto; sono causate dalla differente pressione osmotica tra supporto film e ambiente esterno. Spesso la causa è da ricercarsi nella scadente pulizia del supporto. Screpolature: sono caratterizzate da rotture superficiali (o abbastanza profonde) degli strati di prodotto applicato; nei casi più gravi, peraltro molto rari, tali rotture possono penetrare fino al supporto e sono causate da tensioni interne, emergenti in fase di indurimento ed essiccazione del film, a seguito di sbalzi termici o altre cause non sempre facilmente identificabili. I difetti dovuti ad incompatibilità chimica e/o fisica fra i vari prodotti vernicianti applicati rappresentano invece le anomalie più rilevanti, poiché potrebbero pregiudicare le prestazioni al fuoco del ciclo di verniciatura in esame, impedendo il corretto sviluppo della meringa protettiva durante lʼesposizione al fuoco del rivestimento, in caso dʼincendio. Normalmente, però, tali anomalie si evidenziano attraverso controlli non conformi delle misure di adesione descritte al precedente punto 3.2 Controlli durante la posa e, pertanto, possono essere mantenuti sotto controllo e rimossi in caso di grave non conformità. Tali difetti normalmente si evidenziano con il manifestarsi di uno (o più) dei seguenti aspetti elencati. Mancata adesione al supporto Si manifesta a causa di una cattiva “bagnabilità” del supporto da parte del primo strato di verniciatura depositato. Generalmente il fenomeno è legato ad una vera e propria incompatibilità fisica (di creare “un legame”) tra superficie la del supporto e il legante del prodotto verniciante in esame. Le cause sono da ricercarsi in una errata preparazione del supporto da trattare o in una errata scelta del prodotto verniciante applicato. Mancata adesione fra i vari strati del ciclo di verniciatura applicato Si manifesta a causa di una cattiva “bagnabilità” fra gli strati successivi del ciclo di verniciatura applicato. Generalmente il fenomeno è riconducibile ad una incompatibilità chimica fra i vari prodotti che compongono il ciclo di verniciatura in questione e allʼincapacità di “agganciare” uno strato sullʼaltro i vari componenti, attraverso stabili legami di natura chimica. Anche in questo caso, le cause possono essere ricercate nella scelta errata del ciclo verniciante applicato o in una cattiva preparazione dei prodotti in fase di applicazione (errata scelta dei diluenti, errata preparazione delle miscele e/o delle condizioni di diluizione). Mancato indurimento del film di pittura Si manifesta a causa di una cattiva evaporazione dei solventi contenuti nei prodotti vernicianti applicati (essiccamento fisico) o a causa di una incompleta reazione fra i leganti che costituiscono il prodotto www.amonncolor.com - 2014 76 ACCIAIO – MANUALE DI INSTALLAZIONE DELLE VERNICI INTUMESCENTI verniciante in esame (indurimento chimico). In entrambe i casi si determina una parziale e incompleta polimerizzazione dello strato di pittura applicato, dovuto a differenti cause tra cui: condizioni ambientali sfavorevoli (temperatura troppo bassa, umidità relativa elevata, presenza di condensa, nebbia, ecc.); incompatibilità chimica fra gli strati successivi di prodotto applicato (rimozione di uno strato appena depositato a causa della presenza di solventi particolarmente aggressivi nello strato successivo di pittura depositato, oppure, errate condizioni di miscela fra diversi componenti del prodotto verniciante in questione). 4. CONFORMITÀ DEL SISTEMA PROTETTIVO APPLICATO 4.1 Misure di spessore Nellʼambito del raggiungimento dei requisiti di sicurezza richiesti, il rigore della posa in opera del sistema protettivo antincendio in esame può essere convenientemente orientato, imponendo allʼinstallatore di conseguire spessori totali di rivestimento protettivo applicato avente valore maggiore o uguale, al valore nominale del sistema intumescente previsto per quella determinata applicazione. Lo spessore del sistema protettivo applicato si determina secondo la procedura interna IDL 10.08 Determinazione dello spessore di un prodotto verniciante, attraverso misure di spessore della pellicola secca del rivestimento intumescente posato in opera e misurato secondo modalità specificate, una volta trascorso il tempo di essiccamento stabilito nella Scheda Tecnica dei prodotti di riferimento. Il metodo è mutuato dalla norma ISO 2808 Prodotti vernicianti. Determinazione dello spessore del film secco e per la sua applicazione sono richieste le seguenti attrezzature: • spessimetro ELCOMETER 456 F e/o 456 F Per lʼapplicazione del metodo valgono le seguenti definizioni: • • • Area di misura: la superficie del provino (ossia, la porzione del rivestimento in esame) sulla quale si intende misurare lo spessore secco della pellicola del prodotto verniciante applicato. Punto di misura: il punto (allʼinterno dellʼarea di misura) nel quale si effettua una lettura, per determinare lo spessore secco della pellicola del prodotto verniciante applicato. Spessore film secco: misura dello spessore dello strato secco di prodotto verniciante applicato, Lo spessore secco dello strato di un prodotto verniciante applicato è calcolato come media delle misure di spessore rilevate su un numero significativo di punti di misura, dopo il completo essiccamento del corrispondente strato umido di prodotto verniciante depositato. Il procedimento comprende le seguenti fasi: Accensione dello strumento: lo spessimetro ELCOMETER 345 F funziona inserendo nellʼapposito scomparto due pile alcaline tipo ministilo e applicando sul fondo la sonda F, per materiali ferrosi, riconoscibile dallʼestremità metallizzata. Non accendere lo strumento senza aver prima inserito la sonda; non togliere la sonda quando lo strumento è acceso. Lo strumento si accende premendo per il tasto “e” e si spegne automaticamente dopo un minuto di non utilizzo, oppure da tastiera, premendo per il tasto “e” per almeno quattro secondi: dopo due secondi si visualizza la scritta DEL (rilasciando il tasto “e” si cancella lʼultima lettura inserita); dopo quattro secondi si visualizza la scritta OFF (rilasciando il tasto “e” lo strumento si spegne definitivamente). Lo strumento è automaticamente impostato per rilevare misure metriche; per passare da misure metriche (mm o mm) a misure imperiali (mils), dopo aver acceso lo spessimetro, premere in sequenza i tasti “e” e “+”. Per maggiori informazioni leggere il manuale operativo in dotazione allo strumento. Calibrazione dello strumento: prima di rilevare una serie di misure occorre eseguire la calibrazione dello strumento (taratura). La taratura dello spessimetro è parte integrante della misura di spessore da effettuare. Lʼoperazione di taratura consente di calibrare lo strumento sulla scala di misura del provino in esame, scegliendo la lamina di spessore più opportuno e rappresentativo delle serie di misure da effettuare, fra quelle in dotazione allo strumento di misura. Azzeramento: accendere lo strumento e appoggiare la sonda sulla piastrina dʼacciaio senza rivestimento, attendere la lettura e sollevare la sonda. Tenere premuto il tasto “0” per quattro secondi, visualizzare lʼazzeramento. Lo strumento emette un BIP per indicare che lʼistruzione è stata accettata. Calibrazione: applicare la lamina di riferimento sulla piastrina dʼacciaio, appoggiare la sonda ed effettuare la lettura. Per impostare lo spessore della lamina di riferimento, premere i tasti “+” o “-“ per almeno quattro secondi. Dopo quattro secondi, sul video appare una C e il valore visualizzato inizia a cambiare. Lo strumento emette un BIP per indicare lʼinizio della procedura di taratura. Quando, il visualizzatore indica il corretto valore dello spessore della lamina di riferimento, premere “e”: il visualizzatore lampeggia, poi www.amonncolor.com - 2014 77 ACCIAIO – MANUALE DI INSTALLAZIONE DELLE VERNICI INTUMESCENTI visualizza nuovamente il valore corretto e lo strumento emette un BIP per indicare lʼaccettazione della nuova taratura. Misure dello spessore dello spessore secco: definire lʼarea del rivestimento su cui determinare lo spessore secco e, salvo diversa indicazione, scegliere almeno 10 punti di misura (allʼinterno dellʼarea considerata), nei quali effettuare la misura dello spessore. Appoggiare la sonda sul primo punto di misura ed effettuare la prima lettura; il visualizzatore lampeggia e poi indica lo spessore del rivestimento in esame; annotare il valore restituito dallo strumento. Spostare la sonda sul secondo punto di misura e ripetere lo stesso procedimento per tutti i successivi punti di misura individuati sullo strato di rivestimento in esame. Errori: il visualizzatore potrebbe: • non lampeggiare: significa che lo strumento non ha rilevato il contatto fra sonda e rivestimento da misurare, generalmente a causa di un eccessivo spessore del rivestimento (valore fuori dal campo previsto per lo strumento). • restituire il messaggio “F - - e”: significa che il valore supera leggermente il campo di lettura previsto, oppure che lo strumento è fuori taratura. In tali casi occorre spostare la sonda dal punto di misura in esame e, eventualmente, calibrare lo strumento su una scala più alta. Espressione dei risultati: leggere lo spessore su ciascuno dei punti individuati e annotare i valori delle letture effettuate. Riportare le misure riscontrate nellʼapposita sezione “Misura dello Spessore” del Mod.10.08 Controllo della posa in opera di rivestimenti intumescenti e calcolare la media dei valori registrati, scartando dal calcolo il valore massimo e il valore minimo riscontrato, arrotondando (allʼunità) per eccesso il risultato ottenuto. I limiti di accettabilità sono generalmente definiti contrattualmente fra le parti, in funzione dello spessore totale del sistema intumescente in esame e della classe di resistenza al fuoco richiesta. Comunque, considerando la difficoltà di ottenere unʼapplicazione estremamente omogenea, da un materiale fortemente tissotropico e che può essere posato in opera con differenti metodi di applicazione (spruzzo o pennello), sono normalmente ritenute accettabili misure aventi tolleranza dellʼordine del 10 % (in difetto sul valore nominale dello spessore del ciclo di verniciatura applicato, depurato dello spessore relativo al fondo anticorrosivo e allʼeventuale finitura applicata). Funzioni statistiche: in alternativa, la maggior parte degli strumenti elettromagnetici consente di attivare la funzione statistica, attraverso la quale è possibile calcolare, in funzione del numero di letture effettuate, il valore medio calcolato, la deviazione standard, la lettura più alta e la più bassa rilevata allʼinterno dellʼarea di misura in esame . Lo strumento qui descritto consente lʼimpostazione di cinque funzioni statistiche, che si possono visualizzare premendo e rilasciando il tasto “+” (si visualizza il primo valore) o “-“ (si visualizza lʼultimo valore). Tenendo premuto i tasti per più di quattro secondi si attiva la procedura di taratura. Le funzioni indicate hanno i seguenti simboli: (1) h • numero di letture (2) c • valore medio (3) s • deviazione standard (4) H • lettura più alta (5) L • lettura più bassa Per uscire premere il tasto “e” Cancellazione dei dati statistici: accendere lo strumento e premere in sequenza i tasti “e” “-“ “e”. Lo strumento visualizza CL5 per indicare “cancella statistiche?”. Premere “+” per cancellare le statistiche oppure “- “ per uscire senza cancellare le impostazioni presenti. 4.2 Misure di adesione Lʼadesione del sistema protettivo rappresenta una misura del grado la compatibilità fra i vari strati di prodotti vernicianti che compongono il ciclo di verniciatura e il supporto al quale il ciclo è applicato e si determina secondo la procedura interna IDL 10.06: Determinazione della forza di adesione o coesione, attraverso misure della tensione minima necessaria per provocare lo strappo dello strato di verniciatura dal supporto (adesione) - o lo strappo allʼinterno dello strato del componente più debole (coesione) - misurata in www.amonncolor.com - 2014 78 ACCIAIO – MANUALE DI INSTALLAZIONE DELLE VERNICI INTUMESCENTI condizioni di esercizio specificate: natura del supporto, numero degli strati depositati, spessore umido e spessore secco dei vari strati applicati (rilevato dopo il tempo di essiccamento stabilito). Il metodo è mutuato dalla norma ISO 4624-1978 “Misure di adesione. Metodo del PULL-OFF” e, per la sua applicazione, sono richieste le seguenti attrezzature: • • • • Spessimetro a secco Adhesion Tester Testimoni in alluminio Adesivo standard Per lʼapplicazione del metodo valgono le seguenti definizioni: • • • • Spessore film umido: misura dello spessore dello strato umido di prodotto verniciante applicato sul supporto di prova, successivamente controllata con lʼimpiego di un calibro a pettine. Spessore film secco: misura dello spessore dello strato secco di prodotto verniciante applicato, rilevata dopo il completo essiccamento del corrispondente strato umido di prodotto verniciante depositato. Adesione del ciclo di verniciatura: tensione minima necessaria per provocare lo strappo dellʼintero ciclo di verniciatura dal supporto al quale è applicato, nelle condizioni di esercizio specificate (natura del supporto, numero degli strati depositati e spessore secco del ciclo di verniciatura applicato, rilevato dopo il tempo di essiccamento stabilito). Coesione: tensione minima necessaria per provocare lo strappo fra due strati componenti il ciclo di verniciatura in esame, nelle condizioni di esercizio specificate (natura del supporto, numero degli strati depositati e spessore secco del ciclo di verniciatura applicato, rilevato dopo il tempo di essiccamento stabilito). Il procedimento deve essere eseguito dopo totale essiccamento della pellicola secondo i tempi e le condizioni previste dalla Scheda Tecnica del prodotto verniciante in esame o, in assenza di altri riferimenti, dopo almeno 72 ore dalla deposizione dellʼultimo strato di vernice depositato (in condizioni ambientali normali) e comprende le seguenti fasi seguenti. Scelta dei punti in cui effettuare i rilievi: le misure di adesione/coesione devono essere eseguite in zone di misura rappresentative dellʼapplicazione del prodotto verniciante in esame. Misura dello spessore del film secco: prima di effettuare il rilievo di adesione, controllare lo spessore secco della pellicola essiccata secondo IDL 10.08 Determinazione dello spessore di un prodotto verniciante e riportare il valore misurato nella seconda sezione del il Mod.10.08 Controllo della posa in opera di rivestimenti intumescenti. Misura di adesione: fissare i testimoni in alluminio in dotazione allʼapparecchiatura di prova, impiegando lʼadesivo epossidico bicomponente nella minima quantità necessaria per fare aderire ciascun testimone al supporto verniciato in prova. I testimoni devono essere equivalenti a quelli standard, in alluminio, forniti in dotazione allo strumento di prova (Adhesion Tester); lʼadesivo deve essere fresco, di tipo epossidico bicomponente, con prestazioni equivalenti a quelle dellʼadesivo ARALDITE, fornito in dotazione allo strumento di prova. Applicare lʼadesivo sulla superficie piana di ciascun testimone, miscelando i due componenti in proporzione 1:1 al momento dellʼapplicazione e farla aderire al supporto verniciato in esame. Mantenere per 30 secondi il contatto fra le due superfici ed eliminare (con lʼapposito coltello a cilindro, in dotazione allo strumento) lʼeventuale eccesso di adesivo impiegato (quello che si trova al di fuori dellʼarea circolare di ciascun testimone applicato). Attendere almeno 72 ore prima di eseguire le prove di strappo previste. Trascorso il tempo di posa necessario, posizionare lo strumento sul supporto in esame e agganciare il primo testimone perpendicolarmente al supporto. Iniziare a ruotare la vite di tensione, mantenendo i piedini dello strumento perfettamente in piano, imprimendo un moto circolare uniforme, di forza costante, fino a determinare lo strappo del testimone agganciato. Registrare il valore della tensione applicata per strappare il testimone oggetto della misura e valutare quali strati (supporto/primer, primer/intumescente, intumescente/intumescente, intumescente/finitura) sono stati lacerati dallo strappo in questione. Annotare (vicino allʼarea di ciascun testimone strappato) il valore registrato sullo strumento; quindi, ripetere lʼoperazione su tutti gli altri testimoni applicati alla pellicola in esame. www.amonncolor.com - 2014 79 ACCIAIO – MANUALE DI INSTALLAZIONE DELLE VERNICI INTUMESCENTI Valutazione dello strappo Tensione applicata 2 (kg/cm ) ADESIONE COESIONE SUPPORTO / PRIMER < 10 da 10 a 20 > 20 < 10 da 10 a 20 > 20 < 10 da 10 a 20 > 20 < 10 da 10 a 20 > 20 SCADENTE BUONA OTTIMA SCADENTE BUONA OTTIMA SCADENTE BUONA OTTIMA SCADENTE BUONA OTTIMA PRIMER / INTUMESCENTE INTUMESCENTE / INTUMESCENTE INTUMESCENTE / FINITURA Espressione dei risultati: riportare le misure riscontrate nellʼapposita sezione “Misura di Adesione” del Mod.10.08 Controllo della posa in opera di rivestimenti intumescenti e calcolare la media delle letture effettuate. Annotare anche se lo strappo è avvenuto per perdita di adesione del ciclo di verniciatura al supporto in esame, o, per perdita di coesione fra uno strato e lʼaltro del ciclo di verniciatura in oggetto; in questʼultimo caso indicare fra quali strati si è manifestata la perdita di coesione, secondo le definizioni riportate nella seguente tabella. Espressione dei risultati: riportare le misure riscontrate nellʼapposita sezione “Misura di Adesione” del Mod.10.08 Controllo della posa in opera di rivestimenti intumescenti e calcolare la media delle letture effettuate. Annotare anche se lo strappo è avvenuto per perdita di adesione del ciclo di verniciatura al supporto in esame, o, per perdita di coesione fra uno strato e lʼaltro del ciclo di verniciatura in oggetto; in questʼultimo caso indicare fra quali strati si è manifestata la perdita di coesione, secondo le definizioni riportate nella seguente tabella. Le foto mostrano le varie fasi di misura di adesione utilizzando lʼapparecchiatura del metodo di Pull-of www.amonncolor.com - 2014 80 ACCIAIO – MANUALE DI INSTALLAZIONE DELLE VERNICI INTUMESCENTI 5 DURABILITÀ DEL SISTEMA PROTETTIVO APPLICATO I rivestimenti intumescenti, oggi largamente diffusi per applicazioni in edilizia, vengono formulati con lʼobbiettivo prioritario di soddisfare le esigenze di protezione passiva dal fuoco richieste ai materiali da costruzione posti allʼinterno dei fabbricati, dove sia previsto un determinato requisito di prevenzione incendi. 5.1 Composizione, ingredienti, formulazioni La composizione tipica di un prodotto verniciante intumescente per edilizia, da impiegarsi per protezioni su acciaio, legno o muratura, contiene per sua natura alcuni vincoli formulativi da cui risulta difficile scostarsi: infatti, per garantire durante lʼesposizione al fuoco del rivestimento, la formazione di un volume di schiuma sufficiente a soddisfare le prestazioni al fuoco richieste, è necessario introdurre nella ricetta del materiale il giusto peso di “ingredienti attivi”, ottimizzando il rapporto fra sostanze altamente combustibili e sostanze reattive presenti nel formulato. Questi prodotti vernicianti, infatti, a causa dellʼelevato tenore di solidi e dellʼesiguo tenore di leganti presenti nella formulazione, danno luogo a “film” secchi particolarmente spessi, molto porosi, caratterizzati da scarsa resistenza alla piegatura e allʼimbutitura; inoltre, se si considera che la densità dei prodotti vernicianti allo stato liquido può variare fra 1,2 e 1,5 kg/litro e che, per le classi di protezione dal fuoco più richieste, lʼapplicazione media comporta la deposizione di uno strato secco dello spessore variabile tra i 500 e i 3000 micron, si intuiscono facilmente quali possano essere i limiti e le problematiche connesse con lʼapplicazione e la durabilità di questi rivestimenti. Come si può facilmente immaginare, lo strato di rivestimento intumescente applicato, caratterizzato da un “film” così poco legato, poroso e ad alto spessore, costituisce sicuramente il punto debole del ciclo di verniciatura in esame. La spiccata “sensibilità” dimostrata, nei confronti di acqua, umidità o condensa (fattori ambientali in genere), o in presenza di agenti chimici (acidi o basi deboli o altri elementi aggressivi), è dovuta principalmente alla particolare natura del rivestimento, costituito prevalentemente da sostanze organiche aventi parecchi gruppi funzionali liberi e, quindi, da sostanze potenzialmente molto “reattive”, la cui funzionalità (a volte molto difficile da controllare), se messa alla prova, può causare gravi danni, anche irreversibili, al film di pittura applicato, e tradursi in in definitiva nella riduzione delle caratteristiche di intumescenza del prodotto applicato (quando esposto alla fiamma), con conseguente calo dell'efficacia delle prestazioni al fuoco del rivestimento posato, fino alla perdita delle caratteristiche di resistenza al fuoco originali. Il requisito di prevenzione incendi solo eccezionalmente riguarda la parte esterna di un edificio nei casi in cui tali protezioni siano effettivamente richieste, di solito per incrementare la resistenza al fuoco di particolari elementi strutturali (come pilastri, speciali travature, elementi in legno di sostegno alla copertura, ecc.) posti allʼesterno dellʼedificio, si dovrà necessariamente provvedere ad una efficace protezione dello strato di rivestimento intumescente da mettere in opera. 5.2 Protezione dei rivestimenti intumescenti Lʼesperienza ha dimostrato come lʼapplicazione di uno strato adeguato di finitura protettiva, capace di sigillare completamente il sottostante strato di intumescente, risponda egregiamente allo scopo: il meccanismo di formazione della schiuma isolante, infatti, non può variare se rimangono invariate le proporzioni dei vari componenti attivi presenti nello strato originale del prodotto applicato e se non viene alterato (ovvero ridotto) lo spessore del film secco applicato. Lo strato di finitura prescelto, si dimostrerà funzionale allo scopo se sarà in grado di impedire: • il contatto e lʼesposizione diretta del “film” all'azione dell'acqua (umidità o condensa), che penetrando attraverso lo strato poroso consentirebbe il facile dilavamento delle frazioni idrosolubili dei componenti attivi presenti nella formulazione originale, producendo (col tempo) sensibili variazioni nella composizione chimica del materiale applicato; • il contatto diretto fra aggressivi chimici o particolari aggressivi di tipo ambientale (fumi, nebbie, smog, ecc.) e le polveri contenute nel materiale intumescente applicato, le quali, essendo caratterizzate da una spiccata reattività chimica (richiesta per favorire la rapida formazione della schiuma isolante in caso di fuoco), potrebbero comportare la riduzione delle concentrazioni di alcuni componenti (cioè la variazione fra le proporzioni dei vari ingredienti attivi), modificando sensibilmente il comportamento al fuoco dello strato di rivestimento applicato; • forti sollecitazioni dirette, di tipo meccanico, che potrebbero comportare danneggiamenti irreversibili dello strato di rivestimento intumescente applicato: come forti tensioni o compressioni (fino a provocare rottura dello strato applicato) oppure urti, graffi o continuata abrasione (fino a portare a un calo ponderale dello spessore applicato), che si tradurrebbero in definitiva in una riduzione dellʼefficacia delle prestazioni al fuoco del materiale. Naturalmente, la scelta della finitura va effettuata in base al tipo di atmosfera a cui dovrà essere sottoposto lʼintero ciclo. Non esiste praticamente alcuna preclusione di scelta della finitura, che possa pregiudicare il comportamento al fuoco del materiale, in quanto, le temperature a cui sarà sottoposto il ciclo di verniciatura www.amonncolor.com - 2014 81 ACCIAIO – MANUALE DI INSTALLAZIONE DELLE VERNICI INTUMESCENTI durante lʼincendio, saranno così elevate da decomporre istantaneamente, o quasi, qualsiasi tipo di pellicola superficiale lasciando, comunque, le condizioni ottimali per lo sviluppo della schiuma protettiva. Lʼunico vero limite è costituito dallo spessore della mano a finire: non si consiglia di usare una finitura ad alto spessore che, in caso di fuoco, potrebbe impedire fisicamente la pronta espansione del rivestimento sottostante. Teoricamente le finiture basate su polimeri termoplastici offrono lʼevidente vantaggio di fondere, senza carbonizzare in superficie, quando esposte alle temperature tipiche di un incendio, determinando le migliori condizioni per la reazione dellʼintumescente; tuttavia, è stato dimostrato sperimentalmente, con collaudi al fuoco, che anche le finiture basate su polimeri termoindurenti rispondono con ottimi risultati. Questo risultato riveste particolare importanza per le applicazioni allʼesterno, dove la ricerca di soluzioni tecniche più avanzate potrebbe suggerire lʼimpiego di finiture sofisticate, particolarmente resistenti, basate su polimeri epossidici o poliuretanici già ampiamente collaudate per sopportare pesanti condizioni atmosferiche. Dopo aver raccolto un numero significativo di osservazioni pratiche su innumerevoli cicli di verniciatura in applicazioni per edilizia, e, dopo aver accumulato numerose esperienze con prove al fuoco su provini invecchiati in differenti condizioni reali di esercizio, sono state identificate i seguenti elementi, che condizionano la vita e la durabilità delle vernici intumescenti, che qui sono riassunti nei punti fondamentali. 1. Accertarsi che l'applicazione del prodotto avvenga in condizioni ambientali favorevoli ed impedire il contatto del “film” appena applicato con pioggia, nebbia o umidità elevata. 2. Procedere immediatamente al tamponamento esterno delle strutture, così da ridurre al minimo lʼesposizione diretta dello strato di intumescente appena applicato con l'azione di eventuali agenti atmosferici. 3. Nel caso di applicazioni all'interno impiegare, comunque, un adeguato strato di finitura (a protezione del rivestimento intumescente applicato) se si prevede la presenza continua di condensa o di elevata umidità relativa; l'uso di una finitura specifica è consigliata anche all'interno di ambienti soggetti a particolari aggressioni chimiche o fisiche, dovute a particolari tipi di attività lavorative. 4. Nel caso di applicazioni all'esterno, ricercare ed applicare un opportuno strato di finitura protettiva. Anzi, in queste situazioni, è indispensabile tenere sotto controllo lo stato della finitura e, nel caso di riscontrati difetti, occorre intervenire tempestivamente per ripristinare la protezione danneggiata; la finitura deve sempre mantenersi integra e perfettamente efficiente, per difendere adeguatamente lo strato di vernice intumescente sottostante. ALLEGATO 1 NB. I valori in tabella si intendono per i seguenti valori: AMOTHERM STEEL SB: Peso specifico: 1,35 SWB : 65% AMOTHERM STEEL WB: Peso specifico: 1,30 SWB : 60% www.amonncolor.com - 2014 82 ACCIAIO – MANUALE DI INSTALLAZIONE DELLE VERNICI INTUMESCENTI AMOTHERM STEEL SB DFT micron WFT micron 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 1900 2000 2100 2200 2300 2400 2500 2600 2700 2800 2900 3000 3100 3200 3300 3400 3500 3600 3700 3800 3900 4000 4100 4200 4300 4400 4500 154 308 462 615 769 923 1077 1231 1385 1538 1692 1846 2000 2154 2308 2462 2615 2769 2923 3077 3231 3385 3538 3692 3846 4000 4154 4308 4462 4615 4769 4923 5077 5231 5385 5538 5692 5846 6000 6154 6308 6462 6615 6769 6923 Consumo Consumo Kg/m2 l/m2 0,21 0,42 0,62 0,83 1,04 1,25 1,45 1,66 1,87 2,08 2,28 2,49 2,70 2,91 3,12 3,32 3,53 3,74 3,95 4,15 4,36 4,57 4,78 4,98 5,19 5,40 5,61 5,82 6,02 6,23 6,44 6,65 6,85 7,06 7,27 7,48 7,68 7,89 8,10 8,31 8,52 8,72 8,93 9,14 9,35 0,15 0,31 0,46 0,62 0,77 0,92 1,08 1,23 1,38 1,54 1,69 1,85 2,00 2,15 2,31 2,46 2,62 2,77 2,92 3,08 3,23 3,38 3,54 3,69 3,85 4,00 4,15 4,31 4,46 4,62 4,77 4,92 5,08 5,23 5,38 5,54 5,69 5,85 6,00 6,15 6,31 6,46 6,62 6,77 6,92 AMOTHERM STEEL WB DFT micron WFT micron 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 1900 2000 2100 2200 2300 2400 2500 2600 2700 2800 2900 3000 3100 3200 3300 3400 3500 3600 3700 3800 3900 4000 4100 4200 4300 4400 4500 167 333 500 667 833 1000 1167 1333 1500 1667 1833 2000 2167 2333 2500 2667 2833 3000 3167 3333 3500 3667 3833 4000 4167 4333 4500 4667 4833 5000 5167 5333 5500 5667 5833 6000 6167 6333 6500 6667 6833 7000 7167 7333 7500 www.amonncolor.com - 2014 Consumo Consumo Kg/m2 l/m2 0,22 0,43 0,65 0,87 1,08 1,30 1,52 1,73 1,95 2,17 2,38 2,60 2,82 3,03 3,25 3,47 3,68 3,90 4,12 4,33 4,55 4,77 4,98 5,20 5,42 5,63 5,85 6,07 6,28 6,50 6,72 6,93 7,15 7,37 7,58 7,80 8,02 8,23 8,45 8,67 8,88 9,10 9,32 9,53 9,75 0,17 0,33 0,50 0,67 0,83 1,00 1,17 1,33 1,50 1,67 1,83 2,00 2,17 2,33 2,50 2,67 2,83 3,00 3,17 3,33 3,50 3,67 3,83 4,00 4,17 4,33 4,50 4,67 4,83 5,00 5,17 5,33 5,50 5,67 5,83 6,00 6,17 6,33 6,50 6,67 6,83 7,00 7,17 7,33 7,50 83 ACCIAIO – VERNICI INTUMESCENTI SCHEDA TECNICA DI MANUTENZIONE ACCIAIO VERNICI INTUMESCENTI SCHEDA TECNICA DI MANUTENZIONE www.amonncolor.com - 2014 85 ACCIAIO – VERNICI INTUMESCENTI SCHEDA TECNICA DI MANUTENZIONE www.amonncolor.com - 2014 86 ACCIAIO – VERNICI INTUMESCENTI SCHEDA TECNICA DI MANUTENZIONE SCHEDA TECNICA DI MANUTENZIONE - CICLI DI VERNICIATURA CON VERNICI REATTIVE (INTUMESCENTI) APPLICATI SU STRUTTURE METALLICHE Premessa I prodotti vernicianti reattivi (vernici intumescenti) sono prodotti destinati alla protezione passiva dal fuoco di elementi in acciaio, legno e cemento armato, in modo particolare se applicati su elementi metallici, acciaio essi svolgono anche un compito legato agli aspetti anticorrosivi in quanto fanno parte integrante, come prodotto intermedio tra vernice di fondo e finitura, di un ciclo anticorrosivo. La linea guida di prodotto Etag 18 parte 21, elaborata dallʼEOTA2 a seguito di quanto previsto dal 89/1063 CE, pur considerando il prodotto “vernice reattiva” (intumescente) come destinato alla protezione passiva dal fuoco degli elementi in acciaio non dimentica che si tratta di un prodotto verniciante e coniuga le sue caratteristiche antincendio anche a quelle ai fini anticorrosivi. La manutenzione ed il controllo nel tempo dovranno quindi riguardare due aspetti: • quello legato alle caratteristiche antincendio richieste in funzione della normativa, delle tipologia ed uso del fabbricato • quello legato alla funzionalità delle caratteristiche antincendio e anticorrosive della vernice reattiva e del ciclo di cui è parte integrante. Nel primo caso quando il fabbricato è ormai in uso la proprietà dovrà riesaminare o far riesaminare (aggiornare) la Valutazione del Rischio in caso di qualsiasi modifica apportata allʼoccupazione, ai processi, attrezzature o strutture che possa modificare/compromettere la sicurezza, anche quella antincendio. Sarà necessario identificare ed istruire adeguatamente una “Persona responsabile” per svolgere questi accertamenti. Se occorre eseguire interventi sulla struttura del fabbricato, tali interventi dovranno essere affidati, per quanto possibile, ad Installatori accreditati. Per “Persona responsabile” sʼintende il datore di lavoro, se esiste, oppure la persona responsabile delle attività svolte nei locali. Esempio: Uno dei cambiamenti che può avere un effetto imprevisto sulla strategia antincendio e sulla valutazione del rischio è quello dei livelli delle distanze e delle vie di fuga di emergenza progettate per gli occupanti previsti in origine. Variazioni del numero e tipo di personale in un luogo particolare possono vanificare i calcoli del progetto originale. Tali variazioni alterano la protezione passiva antincendio prevista per percorsi e compartimentazione di fuga di emergenza. Lo stesso dicasi per il cambiamento di destinazione dʼuso del fabbricato con variazioni sensibile del carico dʼincendio e quindi con una valutazione del rischio diversa a quella in essere. La proprietà è inoltre responsabile per la conservazione corretta dei sistemi protettivi antincendio e la norma di prodotto citata in precedenza ( capitolo 2 descrizione Art.3) prevede, quale compito del produttore, quello di fornire una procedura/ protocollo per la riparazione e manutenzione del “sistema” quindi dellʼintero ciclo reattivo(intumescente) / anticorrosivo. Durata e concetto di durabilità La durata nel tempo di una struttura dipende anche dalla manutenzione preventiva cui sarà soggetta in servizio. La manutenzione deve essere fatta in tempi brevi che non risultino tardivi e con modalità idonee. Poiché la durata dellʼefficacia protettiva del ciclo di verniciatura reattiva (intumescente) è generalmente minore della vita nominale della struttura, in fase di pianificazione e progettazione deve essere prestata adeguata attenzione alla possibilità di manutenzione o di rifacimento della protezione. Per vita nominale si intende il numero di anni nel quale la struttura purchè soggetta alla manutenzione ordinaria, deve essere usata per lo scopo alla quale è destinata. Quindi componenti strutturali esposti alle sollecitazioni corrosive, che dopo assemblaggio non sono più accessibili per interventi di manutenzione, devono ricevere una protezione che rimanga efficace, e che quindi assicuri la stabilità della struttura, per tutta la durata in servizio della struttura stessa. Se questo obiettivo non può essere raggiunto mediante verniciatura protettiva, devono essere prese altri provvedimenti (per esempio costruendo questi componenti con materiali resistenti alla corrosione, oppure progettandoli in modo che siano sostituibili, oppure specificando una certa tolleranza alla corrosione). La redditività del costo di un determinato sistema di protezione dalla corrosione è in generale direttamente proporzionale alla durata dellʼefficacia effettiva della protezione, in quanto è ridotto al minimo lʼonere dei lavori di manutenzione o rifacimento necessari durante la durata in servizio della struttura. 1 Guidelaine for European Technical Approval European Organisation for Technical Approvals 3 Direttiva Prodotti da Costruzione 2 www.amonncolor.com - 2014 87 ACCIAIO – VERNICI INTUMESCENTI SCHEDA TECNICA DI MANUTENZIONE Il livello di degrado della verniciatura prima del primo importante intervento di manutenzione deve essere concordato fra le parti interessate e deve essere stabilito in conformità alle parti da 1 a 5 della ISO 4628, se non diversamente concordato fra le parti interessate. Nella presente norma la durabilità è espressa secondo tre classi: • bassa (L) da 2 a 5 anni • media(M) da5al5anni • alta (H) più di 15 anni La durabilità non costituisce una “garanzia di durata”. La durabilità è una considerazione tecnica che può aiutare il committente nella stesura di un programma di manutenzione. Una garanzia di durata è una nozione giuridica, oggetto di clausole nella parte amministrativa del contratto. La garanzia di durata è generalmente più breve della durabilità. Non esistono regole per correlare queste due durate. Inoltre la durabilità di un sistema di verniciatura protettiva dipende da diversi parametri, come: • il tipo di sistema di verniciatura • la progettazione della struttura • la condizione del supporto prima della preparazione • lʼefficacia della preparazione della superficie • la qualità dellʼapplicazione • le condizioni durante lʼapplicazione • le condizioni di esposizione dopo lʼapplicazione Valutazione del degrado del ciclo intumescente ai fini della manutenzione Monitoraggio La soluzione ideale di fronte al rischio di danni in elementi resistenti al fuoco o danni alla protezione delle strutture è quella di programmare e controllare ogni attività, comprese quelle di realizzazione e ripristino di tali elementi. Il ricorso a sistemi di manutenzione/monitoraggio offre un mezzo ragionevolmente attuabile per controllare lʼintegrità degli elementi resistenti al fuoco ed eseguire/far eseguire le riparazioni come specificato. La frequenza dellʼattività di monitoraggio dipende dal profilo di rischio del fabbricato. I fabbricati con contenuti pericolosi, presenza di molti occupanti oppure frequenza elevata di modifiche sono esempi di una categoria a rischio più elevato. È importante garantire il monitoraggio (e lʼintervento correttivo, se necessario) per tutte le attività nel fabbricato che potrebbero compromettere la Protezione Passiva Antincendio. Non esiste quindi una norma che indichi un minimo o un massimo tra un monitoraggio e lʼaltro, è una scelta del produttore del sistema di protezione passiva, nel caso di cicli con pitture reattive (intumescenti) uiilizzati su strutture ed elementi metallici in cui vedono coinvolti i prodotti AMOTHERM STEEL SB, AMOTHERM SSTEEL WB, PROTHERM STEEL SB, viene consigliato un monitoraggio: • ogni 6 mesi per le strutture poste allʼesterno (a diretto contatto con agenti atmosferici) • ogni 12 mesi per strutture poste allʼinterno ma in ambienti umidi (cucine, piscine ecc.) • ogni 24 mesi per strutture poste allʼinterno Di seguito vengono riportati i Difetti del ciclo con vernici reattive (intumescenti) più comuni durante l'invecchiamento: Distacchi Possono dipendere da una inadeguata preparazione della superficie troppo levigata o non pulita, oppure da un eccessivo indurimento del film sottostante (nel caso di pitture a due componenti). Distacchi tra le mani di un ciclo possono essere causati da polvere o condensa depositatasi durante la lavorazione. Quando intervenire Se il distacco è dellʼintero ciclo composto da fondo, vernice reattiva e vernice di finitura occorre intervenire subito ripristinando il tutto, qualsiasi sia la superficie interessata, in quanto viene meno la protezione passiva sul quel punto dellʼelemento o della struttura. Se i distacchi coinvolgono la sola vernice di finitura occorre intervenire quando viene raggiunta la classe 2 di valutazione prevista dalla UNI EN ISO 4628-5 punto 7, ripristinando la finitura, previa pulizia e carteggiatura. Blistering È la formazione di bolle nel film, e può avere molte cause. Le più comuni sono: • correnti galvaniche: sono classiche nei cicli per applicazioni navali. • spessore insufficiente: a bassi spessori, specialmente per la vernice di finitura, il film rimane permeabile e assorbe acqua o umidità; in questo caso le bolle sono vuote o piene di acqua. • ritenzione di solvente: se il solvente non riesce ad evaporare prima dell'indurimento del film, si raccoglie in piccole sacche, formando blistering. www.amonncolor.com - 2014 88 ACCIAIO – VERNICI INTUMESCENTI SCHEDA TECNICA DI MANUTENZIONE • umidità: nel caso particolare di un p.v. grasso, cioè ricco di legante, applicato a notevole spessore su di un primer zincante, notoriamente poroso ed in grado quindi di trattenere umidità o altri vapori, succede alquanto spesso che tali vapori si raccolgano in sacche, formando bollicine che crescono fino a raggiungere notevoli dimensioni in poche ore. Per tale motivo è assai normale applicare un "sealer" (sigillante) sullo zincante, cioè un p.v. molto liquido, da applicare a spessori di 20-30 micron, che ha lo scopo di penetrare bene nel primer zincante ed eliminare aria, umidità o tutto ciò che potrebbe compromettere l'adesione. Quando intervenire Occorre intervenire con il ripristino dellʼintero ciclo o della sola vernice di finitura, se il difetto coinvolgesse la sola finitura, quando viene raggiunta la classe 2 (S4) di valutazione prevista dalla UNI EN ISO 4628-4 punto 7, ripristinando la finitura, previa pulizia e carteggiatura. Sfarinamento È la degradazione della resina superficiale di un film, dovuta all'azione dei raggi solari, principalmente delle bande dell'ultravioletto. Indica chiaramente lo stato di invecchiamento del film, ma in genere non ne pregiudica le caratteristiche protettive. Quando intervenire Eʼ un difetto riferito alla finitura , occorre intervenire con una mano ulteriore di vernice quando lo spessore della finitura si è ridotto più del 50%. Verificare che il degrado non sia da attribuirsi a mutate condizioni ambientali o ad una errata valutazione nella fase di scelta dei materiali, nel qual caso va valutata la sostituzione della vernice di finitura con prodotti più performanti. Ingiallimento È il cambiamento di colore della resina, sempre per effetto della luce. È particolarmente visibile sulle finiture bianche e chiare in genere. Quando intervenire Lʼeventuale intervento di manutenzione è legato più a scelte di carattere estetico a meno che lʼingiallimento non sia legato ad altri difetti. Ruggine Quanto esiste sotto il ciclo protettivo (under-rusting) è dovuto a vari fattori, tra cui: insufficiente preparazione della superficie; eccessiva porosità del film, per cattiva applicazione, insufficiente spessore o porosità intrinseca del p.v. applicato; danni meccanici accidentali; insufficiente resistenza globale del ciclo applicato. Per valutare il grado di arrugginimento di una superficie verniciata si fa ricorso alla Scala Europea di arrugginimento. Quando intervenire In ciclo intumescente su strutture metalliche, la presenza di ruggine sta a significare che in quel punto o area è venuta meno la protezione dal fuoco quindi occorre immediatamente ripristinare lʼintero ciclo quindi fondo, vernice intumescente e finitura. www.amonncolor.com - 2014 89 LEGNO – REAZIONE E RESISTENZA AL FUOCO LEGNO REAZIONE E RESISTENZA AL FUOCO www.amonncolor.com - 2014 93 LEGNO – REAZIONE E RESISTENZA AL FUOCO www.amonncolor.com - 2014 94 LEGNO – REAZIONE E RESISTENZA AL FUOCO PREMESSA Il legno è un materiale che, impiegato nelle costruzioni con diverse finalità (ad es. strutturali, decorativi o di arredamento ecc.) , ha sempre posto il problema della sua combustibilità, intesa come capacità del materiale di ardere e di bruciare fino alla sua totale combustione. In modo particolare, il legno è oggi apprezzato per le ottime prestazioni tecniche degli elementi strutturali e per lʼampia scelta delle caratteristiche estetiche realizzabili. Il suo utilizzo in Italia è in continua espansione, sia per la costruzione di strutture portanti sia per rivestimenti. La combustibilità è certamente una caratteristica negativa del legno, perché potrebbe contribuire allo sviluppo ed alla propagazione di un incendio e causare pericolosi cedimenti e crolli. Bisogna però considerare che il legno può esplicare tale sua proprietà in maniera e in misura diverse, in dipendenza di un grande numero di fattori propri del materiale, delle sue modalità dʼimpiego e delle condizioni ambientali in cui avviene il processo di combustione. Il rischio dʼincendio è influenzato in larga misura dal comportamento al fuoco dei materiali presenti nel compartimento. Lʼincendio si può suddividere principalmente in due fasi: • Fase dʼinnesco strettamente correlata con la natura combustibile dei materiali (reazione al fuoco). • Fase dʼincendio generalizzato con incontrollata propagazione del fuoco, del fumo e dei gas caldi ,coinvolge, principalmente, le caratteristiche di stabilità e di tenuta dei materiali da costruzione (resistenza al fuoco) che compongono le strutture dellʼedificio. Il legno è un prodotto organico di origine vegetale, costituito principalmente da cellulosa e lignina, sostanze caratterizzate da un alto contenuto di carbonio che, unitamente allʼidrogeno, è uno dei componenti essenziali del processo di combustione. Per sua natura il legno è quindi un materiale ad elevata combustibilità. La combustione si determina inizialmente sulla superficie esterna del legno quando lo strato più esposto del materiale entra in contatto con una sorgente di calore; successivamente, la combustione prosegue interessando via via gli strati più interni e continuando in profondità fino alla totale combustione dellʼintera massa legnosa coinvolta. Il legno, bruciando, emette una quantità di energia pari al prodotto del suo potere calorifico per la massa esposta. Lʼinfiammabilità del legno dipende sia da specifiche condizioni ambientali (ad es. la sorgente di calore, lʼafflusso dʼaria o la ventilazione) sia dalle caratteristiche chimico fisiche del prodotto in questione (ad es. tipo e specie legnosa, composizione chimica, densità, contenuto di umidità, temperatura di ignizione, forma e dimensioni del manufatto). Senza entrare nel merito di ogni singolo fattore è stato dimostrato che, in condizioni normali di ventilazione, lʼaccensione superficiale del legno si verifica in un intervallo di temperatura compreso fra 260°C e 280 °C. www.amonncolor.com - 2014 95 LEGNO – REAZIONE E RESISTENZA AL FUOCO LA REAZIONE AL FUOCO La reazione al fuoco è definita come grado di partecipazione di un materiale combustibile al fuoco al quale è sottoposto. È una caratteristica del materiale che viene convenzionalmente espressa in classi di reazione al fuoco. La classe di reazione al fuoco è uno strumento prescrittivo di protezione passiva nellʼambito della protezione dal fuoco. Lo scopo di utilizzare materiali di adeguata classe di reazione al fuoco è quello di ridurre la velocità di propagazione dellʼincendio affinché il fronte di fiamma non investa altri materiali combustibili, propagando così lʼincendio. Inoltre inibendo il fuoco, nella prima fase dellʼincendio, aumentano i tempi di sfollamento prima del flash-over; vedi diagramma riportato nel capitolo La nostra Missione: la difesa dal fuoco. Inoltre nello stesso capitolo si fa riferimento alla Direttiva 89/106 CE Prodotti da costruzione che pone la sicurezza allʼincendio al 2° posto per importanza e viene inoltre specificato che occorre: • • Limitare la produzione e la propagazione del fuoco e del fumo allʼinterno dellʼopera. Permettere agli occupanti di lasciare lʼopera oppure di essere soccorsi Tale Direttiva inoltre fornisce agli Stati membri criteri uniformi per la valutazione del rischio dallʼincendio mediante definizioni di principi e di requisiti specifici riferiti alle parti dellʼopera e ai prodotti che la compongono tenendo conto di tutte le diverse esigenze degli Stati membri. Ne consegue che sia stato previsto un sistema europeo di classificazione delle prestazioni al fuoco dei prodotti da costruzione. Le cosiddette EUROCLASSI. Esse sono relative alla: • • Reazione al fuoco Resistenza al fuoco I sistemi di classificazione adottati a livello comunitario tramite Decisioni CE sostituiscono tutti i sistemi nazionali. Per comprendere meglio lʼiter normativo per la reazione al fuoco vengono di seguito riassunti i momenti essenziali. Euroclassi reazione al fuoco Decisione 00/147/CE (GUCE L50 23.2.2000) Stabilisce le classi di reazione al fuoco Modificata dalla Decisione 03/632/CE (GUCE L220 03.9.2003) con introduzione delle classi per i prodotti lineari di isolamento termico di condotte Modificata dalla Decisione 06/751/CE (GUCE L305 04.11.2006) con introduzione delle classi per i cavi elettrici Decisione 00/605/CE (GUCE L258 12.10.2000) recante lʼelenco di prodotti della classe A1 «nessun contributo allʼincendio» Mandato orizzontale M88 al CEN nel febbraio 1995 Decreto Ministero interno 10 marzo 2005 Classi di reazione al fuoco per i prodotti da costruzione da impiegarsi nelle opere per le quali è prescritto il requisito della “sicurezza in caso dʼincendio” Recepisce nellʼordinamento nazionale il sistema europeo di classificazione di reazione al fuoco dei prodotti da costruzione introdotto con decisione della Commissione in attuazione della direttiva 89/106/CEE (CPD) Decreto Ministero interno 10 marzo 2005 Il decreto si applica ai materiali da costruzione www.amonncolor.com - 2014 96 LEGNO – REAZIONE E RESISTENZA AL FUOCO TUTTI I PRODOTTI PAVIMENTI ISOLANTI LINEARI CAVI ELETTRICI CLASSE AGGIUNTIVA CLASSE AGGIUNTIVA CLASSE AGGIUNTIVA CLASSE AGGIUNTIVA A1 _ A1FL _ A1L _ A1CA _ A2 B C A2FL PRODUZIONE FUMO (S1, S2,S3) GIOCCIOLAMENTO (D0, D1, D2) D BFL CFL A2L PRODUZIONE FUMO (S1, S2,S3) GIOCCIOLAMENTO (D0, D1, D2) DFL BL CL A2CA PRODUZIONE FUMOi(S1, S2,S3) GOCCIOLAMENTO (D0, D1, D2) DL PRODUZIONE FUMO (S1, S2,S3) GOCCIOLAMENTO (D0, D1, D2) ACIDITA' (A1, A2, A3) BCA CCA DCA E GOCCIOLAMENTO (d0, d1, d2) EFL GOCCIOLAMENTO (d0, d1, d2) EL GOCCIOLAMENTO (d0, d1, d2) ECA _ F NDP FFL NDP FL NDP FCA NDP Decreto Ministero interno 10 marzo 2005 Classe di reazione al fuoco per i prodotti da costruzione da impiegarsi nelle opere per le quali è prescritto il requisito della “sicurezza in caso dʼincendio “. Recepisce nellʼordinamento nazionale il sistema europeo di classificazione di reazione al fuoco dei prodotti da costruzione introdotto con decisione della Commissione in attuazione della Direttiva 89/106/CEE (CPD). Decreto Ministero interno 10 marzo 2005 Il decreto si applica ai materiali da costruzione. È considerato materiale da costruzione qualsiasi prodotto fabbricato permanentemente incorporato in opere da costruzione la cui rimozione riduce la prestazione delle opere la cui sostituzione o demolizione sono considerate attività di costruzione quindi: • no mobili imbottiti, • no mobili, • no tendaggi, • no materiale scenico, • no impianto industriale al fine di essere Decreto Ministero interno 10 marzo 2005 I prodotti vengono classificati in base alle loro caratteristiche di reazione al fuoco in conformità con quanto indicato nelle tabelle 1, 2 e 3 dellʼallegato A Le tabelle sono riprese dalle Decisioni della Commissione 2000/147/CE dellʼ8 febbraio 2000 e 2003/632/CE del 26 agosto 2003 Quando la condizione di uso finale di un prodotto da costruzione è tale da contribuire alla generazione e alla propagazione del fuoco e del fumo allʼinterno del locale di origine, il prodotto va classificato in base alla sua reazione al fuoco, secondo il sistema di classificazione di cui alle tabelle 1 e 2. I prodotti sono considerati in relazione alle loro condizione di applicazione finale. I parametri che concorrono a determinare la classe di Reazione al Fuoco possono essere: • infiammabilità • velocità di propagazione della fiamma • produzione di fumo produzione di sostanze tossiche • sviluppo di calore/gocciolamento I metodi di prova italiani consentono di misurare: • La infiammabilità • La velocità di propagazione della fiamma • Il gocciolamento I metodi di prova adottati in Europa consentono di misurare: • La infiammabilità www.amonncolor.com - 2014 97 LEGNO – REAZIONE E RESISTENZA AL FUOCO • • • La produzione di fumo Lo sviluppo di calore Il gocciolamento I parametri che determinano la classe di reazione al fuoco sono valutati con prove di laboratorio, queste sono eseguite in conformità a Norme che ne devono garantire la ripetibilità e la riproducibilità. Nelle Norme vengono descritti il modello di fuoco, lʼapparecchiatura, le procedure e le modalità di esecuzione della prova. La Norma definisce i criteri per lʼattribuzione della classe sulla base dei risultati di prova. Le norme di riferimento per la procedura di classificazione europea sono le seguenti: EN 13501-1:2002 Classificazione al fuoco dei prodotti da costruzione: Parte 1 Reazione al fuoco (Reaction to fire classification) EN 13238: 2001 Procedure di condizionamento (Conditioning) EN ISO 1182: 2002 Prova di non combustibilità(Non-combustibility test) EN ISO 1716:2002 Determinazione del potere calorifico (Calorific potential) EN ISO 11925-2:2002 Infiammabilità dei prodotti da costruzione sottoposti al contatto diretto della fiamma (Single flame source test EN 13823:2002 Prove di reazione al fuoco per i prodotti da costruzione esclusi i pavimenti: esposizione ad attacco termico mediante “Single Burning Item”(S.B.I.) EN ISO 9239-1:2002 Prove di reazione al fuoco per i pavimenti: prova del pannello radiante (Burning behaviour of floorings, using a radiant heat source) La figura 1 che segue riporta i simboli e i parametri utilizzati per la determinazione della classe di reazione al fuoco: Figura 1 Attrezzatura di prova Single Burning Item (SBI), EN 13823 www.amonncolor.com - 2014 98 LEGNO – REAZIONE E RESISTENZA AL FUOCO www.amonncolor.com - 2014 99 LEGNO – REAZIONE E RESISTENZA AL FUOCO www.amonncolor.com - 2014 100 LEGNO – PRODOTTI DESTINATI ALLA PROTEZIONE DAL FUOCO DEL LEGNO LEGNO LʼOFFERTA DEI PRODOTTI AMONN DESTINATI ALLA PROTEZIONE DAL FUOCO DEL LEGNO E SUOI DERIVATI www.amonncolor.com - 2014 101 LEGNO – PRODOTTI DESTINATI ALLA PROTEZIONE DAL FUOCO DEL LEGNO www.amonncolor.com - 2014 102 LEGNO – PRODOTTI DESTINATI ALLA PROTEZIONE DAL FUOCO DEL LEGNO AMOTHERM WOOD 450 SB Caratteristiche: prodotto verniciante ignifugo poliuretanico bicomponente, composto da fondo di tipo intumescente AMOTHERM WOOD 450 SB incolore e relativa finitura protettiva AMOTHERM WOOD 450 TOP SB trasparente, disponibile in differenti gradi di brillantezza. In caso di fuoco, sotto lʼazione del calore e della fiamma, il rivestimento si decompone generando una schiuma protettiva, che isola il supporto dallʼaumento di temperatura e rallenta la carbonizzazione del legno. AMOTHERM WOOD 451 SB Caratteristiche: prodotto verniciante ignifugo poliuretanico bicomponente, pigmentato, composto da fondo di tipo intumescente AMOTHERM WOOD 451 SB e relativa finitura protettiva AMOTHERM WOOD 451 TOP SB disponibile in differenti tinte RAL a richiesta. In caso di fuoco, sotto lʼazione del calore e della fiamma, il rivestimento si decompone generando una schiuma protettiva, che isola il supporto dallʼaumento di temperatura e rallenta la carbonizzazione del legno. AMOTHERM WOOD 540 SB Caratteristiche: prodotto verniciante ignifugo poliuretanico bicomponente, composto da fondo ignifugo AMOTHERM WOOD 540 SB e relativa finitura protettiva AMOTHERM WOOD 540 TOP SB disponibile, a richiesta, nella versione trasparente in differenti brillantezze o nella versione pigmentata in differenti tinte RAL.. Il principio antifiamma del protettivo si basa sulle reazioni di decomposizione che si innescano quando, sotto lʼazione del calore o della temperatura, il rivestimento rilascia sostanze capaci di rallentare il processo di carbonizzazione del legno. Oltre allʼazione antifiamma, il ciclo di verniciatura è caratterizzato anche da elevata elasticità del film, capace di conferire al sistema protettivo in oggetto unʼefficace stabilità meccanica ed unʼottima azione agli agenti chimici. AMOTHERM WOOD HYDROLAC WB Caratteristiche: prodotto verniciante ignifugo poliuretanico allʼacqua, monocomponente, trasparente e antingiallente, caratterizzato da una spiccata resistenza alle macchie dovute a differenti sostanze di comune utilizzo (vino, caffè, detersivi, ecc.). Il principio antifiamma del protettivo si basa sulle reazioni di decomposizione che si innescano quando, sotto lʼazione del calore o della temperatura, il rivestimento rilascia sostanze capaci di rallentare il processo di carbonizzazione del legno. Grazie allʼefficace stabilità termica e all'elevata elasticità del film applicato, questo sistema protettivo conferisce al supporto trattato, oltre un efficace azione antifiamma, anche un persistente effetto barriera allʼazione degli agenti chimici in generale. AMOTHERM WOOD WB Caratteristiche: prodotto verniciante ignifugo a base di rivestimento di tipo intumescente AMOTHERM, WOOD WB, di colore bianco, costituito da polimeri vinilici in dispersione acquosa e specifiche sostanze,reattive in grado di generare una schiuma avente proprietà isolanti, quando sottoposto allʼazione della fiamma o al calore di un incendio. In caso di esposizione a particolari condizioni climatiche o alla presenza di specifici inquinanti ambientali, per assicurare al trattamento intumescente la necessaria resistenza all'acqua, alla condensa o allʼumidità e/o all'azione degli inquinanti atmosferici eventualmente presenti, il ciclo di verniciatura applicato deve essere obbligatoriamente completato con uno strato di finitura protettiva AMOTHERM WOOD TOP WB, che costituisce parte integrante del sistema protettivo antincendio. La finitura protettiva, a base di resine acriliche in dispersione acquosa, è disponibile su richiesta in differenti tinte RAL e può essere applicata anche per esigenze di colorazione finale del sistema protettivo antincendio in esame. AMOTHERM WOOD WSB Caratteristiche: prodotto verniciante ignifugo costituito da un rivestimento trasparente di tipo intumescente AMOTHERM WOOD WSB - a base di speciali resine in dispersione acquosa e specifiche sostanze reattive in grado di generare una schiuma avente proprietà termoisolanti, quando sottoposto allʼazione della fiamma o al calore di un incendio - e da relativa finitura protettiva AMOTHERM WOOD TOP WSB che costituisce parte integrante del sistema protettivo antincendio in esame. La finitura protettiva trasparente, incolore, a base di resine acriliche in soluzione a solvente, è disponibile in differenti gradi di brillantezza e deve essere obbligatoriamente applicata per assicurare lʼintegrità dello strato di fondo intumescente sottostante e per conferire al trattamento la necessaria la protezione contro lʼumidità e/o la condensa o per preservare il ciclo di verniciatura applicato dallʼazione di dellʼacqua e/o altri inquinanti ambientali eventualmente presenti. www.amonncolor.com - 2014 103 LEGNO – PRODOTTI DESTINATI ALLA PROTEZIONE DAL FUOCO DEL LEGNO www.amonncolor.com - 2014 104 LEGNO – CERTIFICAZIONI DEI PRODOTTI E VOCI DI CAPITOLATO LEGNO CERTIFICAZIONI DEI PRODOTTI www.amonncolor.com - 2014 105 LEGNO – CERTIFICAZIONI DEI PRODOTTI E VOCI DI CAPITOLATO www.amonncolor.com - 2014 106 LEGNO – CERTIFICAZIONI DEI PRODOTTI E VOCI DI CAPITOLATO CERTIFICAZIONI AMOTHERM WOOD 451 SB Ciclo ignifugo poliuretanico bicomponente a solvente colorato indicato nel trattamento ignifugo di qualunque tipo di legno sia a parete che a soffitto. Euroclasse B-s1,D0 Ciclo composto da AMOTHERM Wood 451 SB (componente A+ componente B) e AMOTHERM Wood 451 Top SB (componente A+ componente B) Consumi: 200 g/m2 di fondo + 160 g/m2 di finitura Totale 360 g/m2 AMOTHERM WOOD 450 SB Vernice bicomponente a solvente trasparente indicato nel trattamento ignifugo di qualunque tipo di legno sia a parete che a soffitto. Euroclasse B-s1,D0 Ciclo composto da AMOTHERM Wood 450 SB (componente A+ componente B) e AMOTHERM Wood 450 Top SB (componente A+ componente B) Consumi: 200 g/m2 di fondo + 160 g/m2 di finitura Totale 360 g/m2 AMOTHERM WOOD 540 SB Vernice bicomponente a solvente trasparente indicato nel trattamento ignifugo di qualunque tipo di legno a pavimento. Euroclasse Bfl-s1 Ciclo composto da AMOTHERM Wood 540 SB (componente A+ componente B) e AMOTHERM Wodd 540 Top SB (componente A+ componente B) Consumi: 160 g/m2 di fondo + 160 g/m2 di finitura Totale 320 g/m2 AMOTHERM WOOD HYDROLAC WB Vernice monocomponente a base acqua trasparente indicato nel trattamento ignifugo di qualunque tipo di legno a pavimento. Euroclasse Bfl-s1 Consumi: 300 g/m2 AMOTHERM WOOD WB Vernice intumescente monocomponente a base acqua di colore bianco destinata sia alla reazione al fuoco che alla resistenza al fuoco. Euroclasse B-s1,D0 Ciclo composto da AMOTHERM Wood SB e AMOTHERM Wood Top WB Consumi: 400 g/m2 AMOTHERM WOOD WSB Vernice intumescente monocomponente a solvente trasparente destinata sia alla reazione al fuoco che alla resistenza al fuoco.. Euroclasse B-s1,D0 Ciclo composto da AMOTHERM Wood WBS e AMOTHERM Wood Top SB Consumi: 300 g/m2 di fondo + 160 g/m2 di finitura Totale 460 g/m2 Per maggiori approfondimenti e per ricevere ulteriore documentazione, si prega di contattare lʼUfficio Tecnico delle Soc. Amonn [email protected] www.amonncolor.com - 2014 107 LEGNO – CERTIFICAZIONI DEI PRODOTTI E VOCI DI CAPITOLATO www.amonncolor.com - 2014 108 LEGNO – CERTIFICAZIONI DEI PRODOTTI E VOCI DI CAPITOLATO LEGNO VOCI DI CAPITOLATO www.amonncolor.com - 2014 109 LEGNO – CERTIFICAZIONI DEI PRODOTTI E VOCI DI CAPITOLATO www.amonncolor.com - 2014 110 LEGNO – CERTIFICAZIONI DEI PRODOTTI E VOCI DI CAPITOLATO VOCI DI CAPITOLATO Applicazione di vernice intumescente su supporti legnosi ai fini della resistenza al fuoco Fornitura e posa in opera di vernice intumescente a solvente o a base acqua per protezione dal fuoco di strutture portanti in legno. Il trattamento antincendio dovrà essere eseguito mediante applicazione a spruzzo, a pennello, a rullo o con pompa airless, dato in opera a qualsiasi altezza, sia in verticale che in orizzontale e/o con qualsiasi inclinazione. La preparazione preventiva delle strutture varierà a seconda del tipo di supporto da trattare e, più precisamente: • • Le strutture in legno nuovo grezzo andranno pulite da ogni eventuale impurità e, in particolare per le strutture in legno esotico, dovranno essere lavate con diluente nitro per eliminare la presenza di resine Le strutture in legno vecchie preverniciate andranno carteggiate a fondo al fine di eliminare ogni eventuale residuo di vernice non perfettamente ancorato al supporto. La determinazione dei quantitativi di vernice intumescente da applicare sui vari elementi in legno da proteggere sarà determinata in funzione: a. della classe dì resistenza al fuoco prevista (R) b. della sezione dei singoli elementi che compongono la membratura strutturale da proteggere c. delle reali condizioni di carico d. del tipo di esposizione al fuoco dei singoli elementi strutturali (pilastro, trave, ecc.) Il prodotto applicato avrò lo scopo di sostituire l’incremento dimensionale tra la sezione di progetto o quella esistente e la sezione necessaria a conferire la resistenza al fuoco richiesta e calcolata secondo quanto previsto dall’ Eurocodice UNI EN 1995-1-2 del 2005. Applicazione di vernice fuocoritardante su supporti legnosi ai fini della reazione al fuoco Fornitura e posa in opera di vernice ignifuga a solvente o a base acqua per conferire agli elementi di rivestimento e di arredo in legno la classe 1 di reazione al fuoco secondo le modalità previste dal decreto ministeriale D.M. 6 Marzo 92 (norma UNI 9796), successive modifiche e recepimento normativa europea (marzo 2005). Il trattamento antincendio dovrà essere eseguito mediante applicazione a spruzzo, a pennello, a rullo o con pompa airless, dato in opera a qualsiasi altezza, sia in verticale che in orizzontale e/o con qualsiasi inclinazione. La preparazione preventiva delle strutture varierà a seconda del tipo di supporto da trattare e, più precisamente: • Le strutture in legno nuovo grezzo andranno pulite da ogni eventuale impurità e, in particolare per le strutture in legno esotico, dovranno essere lavate con diluente nitro per eliminare la presenza di resine • Le strutture in legno vecchie preverniciate andranno carteggiate a fondo al fine di eliminare ogni eventuale residuo di vernice non perfettamente ancorato al supporto. La determinazione dei quantitativi di vernice ignifuga da applicare sui vari elementi in legno da proteggere deve essere quella indicata nelle dichiarazione di conformità rilasciate da ciascun produttore sulla base di quanto riportato nel certificato di prova rilasciato dal laboratorio del Ministeri Degli Interni di Roma. www.amonncolor.com - 2014 111 LEGNO – CERTIFICAZIONI DEI PRODOTTI E VOCI DI CAPITOLATO www.amonncolor.com - 2014 112 LEGNO – SCHEDA TECNICA DI MANUTENZIONE LEGNO SCHEDA TECNICA DI MANUTENZIONE CICLI DI VERNICIATURA CON VERNICI REATTIVE APPLICATE SU LEGNO www.amonncolor.com - 2014 113 LEGNO – SCHEDA TECNICA DI MANUTENZIONE www.amonncolor.com - 2014 114 LEGNO – SCHEDA TECNICA DI MANUTENZIONE 1. PREMESSA I prodotti vernicianti reattivi (vernici ignifughe e/o intumescenti) sono prodotti destinati alla protezione passiva dal fuoco di elementi in acciaio, legno e cemento armato. La manutenzione ed il controllo nel tempo dovranno quindi riguardare due aspetti: • quello legato alle caratteristiche antincendio richieste in funzione della normativa, delle tipologia ed uso del fabbricato • quello legato alla funzionalità delle caratteristiche antincendio e della vernice reattiva e del ciclo di cui è parte integrante. Nel primo caso quando il fabbricato è ormai in uso la proprietà dovrà riesaminare o far riesaminare (aggiornare) la Valutazione del Rischio in caso di qualsiasi modifica apportata allʼoccupazione, ai processi, attrezzature o strutture che possa modificare/compromettere la sicurezza, anche quella antincendio. Sarà necessario identificare ed istruire adeguatamente una “Persona responsabile” per svolgere questi accertamenti. Se occorre eseguire interventi sulla struttura del fabbricato, tali interventi dovranno essere affidati, per quanto possibile, ad Installatori accreditati. Per “Persona responsabile” sʼintende il datore di lavoro, se esiste, oppure la persona responsabile delle attività svolte nei locali. Esempio: Uno dei cambiamenti che può avere un effetto imprevisto sulla strategia antincendio e sulla valutazione del rischio è quello dei livelli delle distanze e delle vie di fuga di emergenza progettate per gli occupanti previsti in origine. Variazioni del numero e tipo di personale in un luogo particolare possono vanificare i calcoli del progetto originale. Tali variazioni alterano la protezione passiva antincendio prevista per percorsi e compartimentazione di fuga di emergenza. Lo stesso dicasi per il cambiamento di destinazione dʼuso del fabbricato con variazioni sensibile del carico dʼincendio e quindi con una valutazione del rischio diversa a quella in essere. La proprietà è inoltre responsabile per la conservazione e manutenzione corretta dei sistemi protettivi antincendio a norma del DM 9 marzo 2007 art. 2 comma 2 “I requisiti di protezione delle costruzioni dagli incendi, finalizzati al raggiungimento degli obiettivi suddetti, sono garantiti attraverso lʼadozione di misure e sistemi di protezione attiva e passiva. Tutte le misure e i sistemi di protezione, adottati nel progetto ed inseriti nella costruzione, devono essere adeguatamente progettati, realizzati e mantenuti secondo quanto prescritto dalle specifiche normative tecniche o dalle indicazioni fornite dal produttore al fine di garantirne le prestazioni nel tempo” 2. FENOMENI AGGRESSIVI SUL LEGNO 2.1 Aggressioni chimiche I fenomeni di aggressione chimica sono principalmente provocati da due cause ben distinte: condensa sulle superfici di gas e vapori di natura acida, oppure contatto diretto con sostanze chimiche aggressive. Condensa sulle superfici di anidride solforosa: Questo tipo di aggressione è solitamente presente sulle strutture semiesposte (tettoie) ed è legata in via diretta alla contaminazione atmosferica attuale, che tende ad aggravarsi sempre più. Contatto diretto con sostanze chimiche aggressive: Questo tipo di aggressione è sempre localizzato e si verifica solo in determinate condizioni. Fluorescenza: Le sostanze intumescenti presenti in alcune vernici possono affiorare in superficie in conseguenza di umidità residua del legno o, nella maggioranza dei casi, per contatto continuato con umidità meteorica o di condensa. La fluorescenza provoca due tipi ben differenziati di danni: Danni superficiali legati di solito principalmente ai sali solubili che cristallizzano in superficie, con colori variabili dal bianco al giallo. Essi tendono a rovinare la superficie sfigurandone lʼestetica , inoltre danneggiano i rivestimenti superficiali (verniciature) provocando bolle, distacchi e variazioni di colore. Danni interni, legati a fenomeni di marcescenza progressiva del legno con possibile formazione di carie del legno, azzurramento e funghi. www.amonncolor.com - 2014 115 LEGNO – SCHEDA TECNICA DI MANUTENZIONE 2.2 Aggressioni da agenti atmosferici Radiazione solare: La frazione ultravioletta delle radiazioni tende a distruggere per depolimerizzazione gli eventuali strati protettivi di prodotto verniciante, mentre la frazione infrarossa riscalda provocando dilatazione che se non bene assorbite, da luogo a crepe , fessure, ecc. Sbalzi termici: Vale quanto già affermato per la radiazione , sbalzi termici inducono a dilatazioni e contrazioni, quindi a rotture. Vento umidità e pioggia: Tra gli agenti aggressivi di tipo atmosferico essi sono i più difficili da combattere perché spesso sono veicolo e reagente di altre cause di danno. 2.3 Aggressioni da insetti Tarli ed altri insetti xilofagi Gli insetti xilofagi non compromettono quasi mai la verniciatura ignifuga in quanto i fori di sfarfallamento sono normalmente piccoli ed avvengono solo al completamento del ciclo riproduttivo dellʼinsetto. Possono però aver già provocato gravi danni strutturali perché il ciclo di vita dura da qualche mese a diversi anni e può passare completamente inosservato. 3. PREPARAZIONE DELLE SUPERFICI ALLA VERNICIATURA La preparazione superficiale dei supporti in legno deve tener conto anzitutto se la superficie da trattare sia nuova o vecchia. Infatti su una superficie nuova bisogna prendere in considerazione soltanto la colorazione e la preparazione del supporto in funzione della vernice che si dovrà applicare. Su una superficie vecchia invece bisogna tenere conto soprattutto dei residui, dei prodotti di reazione, delle alterazioni e degli agenti contaminanti presenti sul supporto, originati in seguito ad aggressioni di tipo chimico, atmosferico e particolari, perché la loro presenza può rendere nulli tutti gli sforzi tesi ad ottenere un buon risultato del lavoro di pitturazione. La preparazione delle superfici alla applicazione del rivestimento verrà quindi suddivisa in due parti ben distinte, essendo per forza di cose diverso il modo di operare su superfici nuove o vecchie. 3.1 Preparazione di superfici nuove alla verniciature In base a quanto detto, due sono gli elementi fondamentali da prendere in considerazione per la preparazione di superfici nuove: • Umidità residua • Preparazione superficiale (carteggiatura) Presenza d'acqua: La letteratura tecnica delle strutture in legno indica nel 12% il tasso di umidità ottimale del legno per le operazioni di verniciatura. La percentuale di umidità varia tra le essenze legnose ma è sempre consigliabile non scostarsi da tale percentuale ottimale Preparazione superficiale (carteggiatura): Per un ottimale risultato estetico è consigliabile applicare la vernice su superfici in legno piallate o carteggiate con carta abrasiva grana 180. Superfici ruvide non compromettono lʼadesione ma possono portare a difetti estetici che risultano accettabili normalmente solo sulle travature o altri elementi in legno distanti dallʼosservatore (ad esempio una copertura in legno di travi e tavolato). 3.2 Preparazione di superfici vecchie alla verniciature Le superfici verniciate in legno, specie se abbandonate a sé stesse per un lungo periodo di tempo senza alcuna manutenzione, presentano problemi di non facile soluzione per una efficace preparazione alla applicazione del rivestimento, anche se vengono solo considerati da un punto di vista economico. Tali e tante sono le aggressioni subite dal supporto, con conseguente accumulo superficiale di residui, prodotti di reazione, sudiciume, polveri o salino, che è alquanto difficile stabilire a prima vista la migliore prassi esecutiva per un corretto lavoro di preparazione del supporto. A seconda del clima, della posizione e dell'ambiente possono verificarsi azioni preponderanti di un certo aggressivo o gruppo di aggressivi rispetto ad altri. In ogni caso è necessario studiare la tecnica di preparazione del supporto alla pitturazione con tutta cura. Esiste in verità un metodo razionale e perfetto per preparare le vecchie superfici alla pitturazione: la sabbiatura. www.amonncolor.com - 2014 116 LEGNO – SCHEDA TECNICA DI MANUTENZIONE Anche se condotta col metodo leggero del «sand washing» o getto di sabbia a bassa pressione, la sabbiatura è sufficiente a spazzare via dal supporto qualunque elemento estraneo che vi si è depositato o formato nel corso degli anni, nonché i prodotti di degradazione superficiale. Rimesso così a nudo il legno e praticamente allo stato originale, il supporto non ha bisogno che dell'applicazione di uno strato di impregnante antitarlo, eventualmente colorato se di desidera una diversa colorazione e poi può essere trattato con le vernici della serie Amotherm Wood: In alternativa alla sabbiatura possiamo procedere con: Energica spazzolatura, meglio con attrezzi a motore, di tutta la superficie, eliminando vecchie pitture in fase di distacco, sporco, polveri e residui vari, non limitarsi al troppo diffuso «colpo di scopa» con la speranza poi che la vernice aderisca e «nasconda tutto». Eʼ necessario soprattutto eliminare il polverino e le vecchie vernici in fase di sgretolamento o incoerenti, perché questi hanno assorbito tutti gli agenti contaminanti e i prodotti di reazione che si sono formati a seguito dell'azione prolungata dei vari agenti aggressivi. Sui pavimento in legno (parquet) è invece sempre consigliabile procedere con la carteggiatura (lamatura) a legno in quanto i segni dellʼusura presenti sulle vernici preesistenti verrebbero evidenziati dal nuovo ciclo generando difetti generalmente non accettabili. Riassumendo, la migliore preparazione di un vecchio supporto alla pitturazione, ove si escluda la sabbiatura è la seguente: • spazzolatura energica • carteggiatura grana 180 delle vecchie vernici per permettere lʼancoraggio • impregnante antitarlo se la carteggiatura è tornata a legno (colorato se necessario) • lamatura dei parquet 4. MONITORAGGIO DELLE SUPERFICI La soluzione ideale di fronte al rischio di danni in elementi resistenti al fuoco o danni alla protezione delle strutture è quella di programmare e controllare ogni attività, comprese quelle di realizzazione e ripristino di tali elementi. Il ricorso a sistemi di manutenzione/monitoraggio offre un mezzo ragionevolmente attuabile per controllare lʼintegrità degli elementi resistenti al fuoco ed eseguire/far eseguire le riparazioni come specificato. La frequenza dellʼattività di monitoraggio dipende dal profilo di rischio del fabbricato. I fabbricati con contenuti pericolosi, presenza di molti occupanti oppure frequenza elevata di modifiche sono esempi di una categoria a rischio più elevato. È importante garantire il monitoraggio (e lʼintervento correttivo, se necessario) per tutte le attività nel fabbricato che potrebbero compromettere la Protezione Passiva Antincendio. Non esiste quindi una norma che indichi un minimo o un massimo tra un monitoraggio e lʼaltro, è una scelta del produttore del sistema di protezione passiva: nel caso di cicli con pitture reattive (intumescenti) utilizzati su intonaco o direttamente su cemento armato e/o precompresso in cui vedono coinvolti i prodotti Amotherm Brick WB si consiglia il seguente monitoraggio: • ogni 6 mesi per le strutture poste allʼesterno ( a diretto contatto con agenti atmosferici) • ogni 12 mesi per strutture poste allʼinterno ma in ambienti umidi (cucine, piscine ecc.) • ogni 24 mesi per strutture poste allʼinterno in condizioni normali di temperatura e umidità dellʼaria Sarebbe comunque opportuno, in presenza di difetti , procedere ad una prova di aderenza dellʼintero ciclo Lʼadesione del sistema protettivo rappresenta una misura del grado la compatibilità fra i vari strati di prodotti vernicianti che compongono il ciclo di verniciatura e il supporto al quale il ciclo è applicato e si determina secondo la procedura interna IDL 10.06: Determinazione della forza di adesione o coesione, attraverso misure della tensione minima necessaria per provocare lo strappo dello strato di verniciatura dal supporto (adesione) - o lo strappo allʼinterno dello strato del componente più debole (coesione) misurata in condizioni di esercizio specificate: natura del supporto, numero degli strati depositati, spessore umido e spessore secco dei vari strati applicati (rilevato dopo il tempo di essiccamento stabilito). Il metodo è mutuato dalla norma ISO 4624-1978 “Misure di adesione. Metodo del PULL-OFF” e, per la sua applicazione, sono richieste le seguenti attrezzature: • Spessimetro a secco • Adhesion Tester • Testimoni in alluminio • Adesivo standard Il procedimento deve essere eseguito dopo totale essiccamento della pellicola secondo i tempi e le condizioni previste dalla Scheda Tecnica del prodotto verniciante in esame o, in assenza di altri www.amonncolor.com - 2014 117 LEGNO – SCHEDA TECNICA DI MANUTENZIONE riferimenti, dopo almeno 72 ore dalla deposizione dellʼultimo strato di vernice depositato (in condizioni ambientali normali) e comprende le seguenti fasi seguenti. Scelta dei punti in cui effettuare i rilievi: le misure di adesione/coesione devono essere eseguite in zone di misura rappresentative dellʼapplicazione del prodotto verniciante in esame. Misura di adesione: fissare i testimoni in alluminio in dotazione allʼapparecchiatura di prova, impiegando lʼadesivo epossidico bicomponente nella minima quantità necessaria per fare aderire ciascun testimone al supporto verniciato in prova. I testimoni devono essere equivalenti a quelli standard, in alluminio, forniti in dotazione allo strumento di prova (Adhesion Tester); lʼadesivo deve essere fresco, di tipo epossidico bicomponente, con prestazioni equivalenti a quelle dellʼadesivo ARALDITE, fornito in dotazione allo strumento di prova. Applicare lʼadesivo sulla superficie piana di ciascun testimone, miscelando i due componenti in proporzione 1:1 al momento dellʼapplicazione e farla aderire al supporto verniciato in esame. Mantenere per 30 secondi il contatto fra le due superfici ed eliminare (con lʼapposito coltello a cilindro, in dotazione allo strumento) lʼeventuale eccesso di adesivo impiegato (quello che si trova al di fuori dellʼarea circolare di ciascun testimone applicato). Attendere almeno 72 ore prima di eseguire le prove di strappo previste. Trascorso il tempo di posa necessario, posizionare lo strumento sul supporto in esame e agganciare il primo testimone perpendicolarmente al supporto. Iniziare a ruotare la vite di tensione, mantenendo i piedini dello strumento perfettamente in piano, imprimendo un moto circolare uniforme, di forza costante, fino a determinare lo strappo del testimone agganciato. Registrare il valore della tensione applicata per strappare il testimone oggetto della misura e valutare quali strati (supporto/primer, primer/intumescente, intumescente/intumescente, intumescente/finitura) sono stati lacerati dallo strappo in questione. Annotare (vicino allʼarea di ciascun testimone strappato) il valore registrato sullo strumento; quindi, ripetere lʼoperazione su tutti gli altri testimoni applicati alla pellicola in esame. Espressione dei risultati: riportare le misure riscontrate nellʼapposita sezione “Misura di Adesione” del Mod.10.08 Controllo della posa in opera di rivestimenti intumescenti e calcolare la media delle letture effettuate. Annotare anche se lo strappo è avvenuto per perdita di adesione del ciclo di verniciatura al supporto in esame, o, per perdita di coesione fra uno strato e lʼaltro del ciclo di verniciatura in oggetto; in questʼultimo caso indicare fra quali strati si è manifestata la perdita di coesione Di seguito vengono riportati i Difetti del ciclo con vernici reattive (intumescenti) più comuni durante l'invecchiamento: 4.1 Distacchi Possono dipendere da una inadeguata preparazione della superficie. Distacchi tra le mani di un ciclo possono essere causati da omessa o carente carteggiatura tra le varie mani dove prevista. 4.1.2 Quando intervenire Se il distacco è dellʼintero ciclo occorre intervenire subito ripristinando il tutto, qualsiasi sia la superficie interessata, in quanto viene meno la protezione passiva sul quel punto dellʼelemento o della struttura. Se i distacchi coinvolgono una o più strati occorre intervenire ripristinando previa carteggiatura di preparazione con carta grana 180-200 4.2. Blistering È la formazione di bolle nel film, e può avere molte cause. Le più comuni sono: • spessore insufficiente: a bassi spessori, specialmente per la vernice di finitura. Il film rimane permeabile e permette al legno di assorbe acqua o umidità; in questo caso le bolle sono normalmente vuote. • umidità del legno eccessiva: con applicazione su legno con umidità elevata possono formarsi bolle dovute alla fuoriuscita dellʼumidità che rimane bloccata dal film di vernice. In questo caso le bolle sono normalmente piene dʼacqua. 4.2.1 Quando intervenire Occorre intervenire con il ripristino dellʼintero ciclo o della sola vernice di finitura, se il difetto coinvolgesse la sola finitura. www.amonncolor.com - 2014 118 LEGNO – SCHEDA TECNICA DI MANUTENZIONE 4.3. Sfarinamento È la formazione di polvere fine scarsamente aderente alla superficie di un film di pittura derivante dalla degradazione di uno o più dei suoi costituenti. Indica chiaramente lo stato di degrado del film ed è normalmente dovuto allʼapplicazione del prodotto di finitura in quantità inferiore a quella prevista oppure ad umidità ambientale continua ed elevata o a contatto ripetuto con acqua meteorica o di condensa. 4.3.1 Quando intervenire Se il degrado è limitato è possibile intervernice ripristinando la finitura, previa pulizia e carteggiatura. In caso di forte degrado occorre intervenire con il ripristino dellʼintero ciclo 4.4. Ingiallimento È il cambiamento di colore della resina, sempre per effetto della luce. È particolarmente visibile sulle finiture bianche e chiare in genere. 4.4.1 Quando intervenire La scelta se intervenire o no è lasciata esclusivamente al soddisfacimento degli aspetti estetici a meno che la verifica non rilevi che lʼintero spessore della finitura o della vernice intumescente sia soggetto a sfarinatura. In questo caso occorre ripristinare lʼintero ciclo rafforzando anche la mano di antiruggine. 4.5 Danni causati da insetti xilofagi La presenza di fori di farfallamento o di polvere di legno sulle superfici è indice certo della presenza di insetti xilofagi. 4.5.1 Quando intervenire La scelta se intervenire o no è legata al tipo di insetti, al loro numero ad ai danni strutturali rilevati Lʼutilizzo di prodotti insetticidi può essere effettuato per percolazione attraverso piccolo fori praticati sulle travi in legno senza rimuovere il film di vernice e senza necessità di ripristinare il ciclo protettivo. Su tavolati, mobili, parquet o rivestimenti in legno di limitato spessore è possibile applicare il prodotto insetticida solo a mezzo spruzzo o pennello e deve quindi essere rimosso il ciclo ignifugo che andrà successivamente riapplicato. 5. DURATA E CONCETTO DI DURABILITÀ La durata nel tempo di una struttura dipende anche dalla manutenzione preventiva cui sarà soggetta in servizio. La manutenzione deve essere fatta in tempi brevi che non risultino tardivi e con modalità idonee Poiché la durata dellʼefficacia protettiva del ciclo di verniciatura reattiva (intumescente) è generalmente minore della vita nominale della struttura, in fase di pianificazione e progettazione deve essere prestata adeguata attenzione alla possibilità di manutenzione o di rifacimento della protezione. Per vita nominale si intende il numero di anni nel quale la struttura purchè soggetta alla manutenzione ordinaria, deve essere usata per lo scopo alla quale è destinata. La redditività del costo di un determinato sistema di protezione dalla corrosione è in generale direttamente proporzionale alla durata dellʼefficacia effettiva della protezione, in quanto è ridotto al minimo lʼonere dei lavori di manutenzione o rifacimento necessari durante la durata in servizio della struttura. Il livello di degrado della verniciatura prima del primo importante intervento di manutenzione deve essere concordato fra le parti interessate e deve essere stabilito in conformità alle parti da 1 a 5 della ISO 4628, se non diversamente concordato fra le parti interessate. Nella presente norma la durabilità è espressa secondo tre classi: bassa (L) da 2 a 5 anni media(M) da5 a l5 anni alta (H) più di 15 anni www.amonncolor.com - 2014 119 LEGNO – SCHEDA TECNICA DI MANUTENZIONE La durabilità non costituisce una “garanzia di durata”. La durabilità è una considerazione tecnica che può aiutare il committente nella stesura di un programma di manutenzione. Una garanzia di durata è una nozione giuridica, oggetto di clausole nella parte amministrativa del contratto. La garanzia di durata è generalmente più breve della durabilità. Non esistono regole per correlare queste due durate. Comunque la completezza del ciclo formato da: • Amotherm Wood WB/Amotherm Wood Top WB • Amotherm Wood WSB/Amotherm Wood Top WSB • Amotherm Wood 450 SB/Amotherm Wood 450 Top SB • Amotherm Wood 451 SB/Amotherm Wood 451 Top SB • Amotherm Wood 540 SB /Amotherm Wood 540 Top SB • Amotherm Wood Hydrolac è presupposto di durata nel tempo fermo restando quanto espresso precedentemente www.amonncolor.com - 2014 120 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO E PRECOMPRESSO STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO E PRECOMPRESSO www.amonncolor.com - 2014 123 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO E PRECOMPRESSO www.amonncolor.com - 2014 124 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO E PRECOMPRESSO GENERALITÀ Nel nostro Paese la maggior parte degli edifici ad uso civile ed industriale viene ancora oggi realizzata con strutture portanti in conglomerato cementizio armato, gettate completamente in opera o parzialmente prefabbricate. Uno dei punti di forza di tale tipologia costruttiva è dato proprio dallʼeccellente comportamento al fuoco esibito nel corso degli anni: numerosi sono i casi di edifici in cemento armato coinvolti in incendi di dimensioni considerevoli, i quali non solo hanno mantenuto la propria capacità portante per lʼintera durata dellʼevento, ma sono stati successivamente riparati e riutilizzati in breve tempo. Il calcestruzzo è un materiale incombustibile caratterizzato da unʼelevata inerzia termica, mentre lʼacciaio che costituisce le barre dʼarmatura è molto più sensibile alle alte temperature. Il buon comportamento al fuoco di queste strutture è dovuto proprio allʼazione protettiva esercitata dal calcestruzzo nei confronti delle armature di rinforzo le quali, non essendo direttamente esposte alle fiamme, si mantengono a temperature relativamente basse conservando così la propria capacità portante. In altre parole, il calcestruzzo riveste una duplice funzione, portante nei confronti dei carichi esterni ed isolante per lʼacciaio nei confronti delle sollecitazioni termiche. Il comportamento al fuoco delle strutture in cemento armato è influenzato da diversi fattori, tra cui spiccano lo spessore di ricoprimento delle armature (comunemente denominato copriferro), lo stato di sollecitazione interno, lo schema statico e le proprietà termiche e meccaniche dei materiali al variare della temperatura. Sono rari i casi di crolli importanti di strutture in cemento armato coinvolte in incendi, anche se occasionalmente avvengono. In questi casi, le cause non sono quasi mai da attribuire alla perdita di resistenza dei materiali, ma quasi sempre allʼincapacità della struttura di assorbire le grandi deformazioni termiche orizzontali che provocano il collasso dei pilastri e dei setti portanti per taglio o per instabilità. Un fenomeno del tutto particolare che si può verificare quando un elemento in cemento armato viene sottoposto ad alte temperature consiste nel distacco locale del copriferro, con conseguente esposizione diretta alle fiamme dellʼarmatura: tale fenomeno è noto con il nome di spalling. Ciò avviene in conseguenza allʼallontanamento del vapore acqueo contenuto nellʼimpasto cementizio causato dal riscaldamento: il vapore genera una pressione interstiziale che provoca nel calcestruzzo tensioni di trazione, spesso superiori a quelle ammissibili. Fattori che favoriscono questo fenomeno sono dunque lʼalto grado di umidità del calcestruzzo, il rapido incremento della temperatura, la snellezza dellʼelemento e lʼelevato livello tensionale interno allʼelemento. I calcestruzzi ad alta resistenza sono ancora più suscettibili di spalling rispetto ai calcestruzzi ordinari a causa dellʼelevata compattezza dellʼimpasto: infatti, la bassa porosità di questi materiali favorisce la saturazione degli interstizi e fa si che in breve tempo la pressione interna del vapore acqueo raggiunga valori critici. Per prevenire questo fenomeno è possibile aggiungere nellʼimpasto sottili fibre in materiale plastico le quali, nel corso dellʼincendio, sublimano lasciando il posto a nuove cavità: in questo modo aumenta la porosità del materiale e di conseguenza viene favorita lʼevacuazione dellʼumidità e la riduzione della pressione interstiziale. In alternativa è possibile addizionare lʼimpasto con fibre in acciaio che aumentano la solidità del materiale, oppure si può ricorrere allʼuso di armature di pelle. Oggi il mercato offre varie soluzioni per la realizzazione di strutture in cemento armato, che vanno dallʼimpiego dei cosiddetti “calcestruzzi speciali” allʼimpiego di elementi prefabbricati, ad armatura lenta o di precompressione. Appare quindi importante analizzate brevemente le principali problematiche specifiche connesse allʼesposizione al fuoco di tali materiali. Calcestruzzo ad alta resistenza Il calcestruzzo ad alta resistenza contiene additivi che ne aumentano la resistenza a compressione fino a 50÷120 MPa. Alle alte temperature, questo materiale subisce una riduzione di resistenza maggiore rispetto al calcestruzzo ordinario, in molti casi accompagnata da problemi di spalling. Ai fini progettuali, si suggerisce di ignorare il contributo resistente del calcestruzzo soggetto a temperature superiori ai 500 °C; per le colonne, è opportuno ridurre questo valore di soglia a 400 °C. Calcestruzzo alleggerito Il calcestruzzo alleggerito viene realizzato con cemento normale e aggregati leggeri, quali pietre di pomice, argilla espansa, perlite o vermiculite, materiali molto stabili alle alte temperature. Questo tipo di calcestruzzo presenta un ottimo comportamento in caso dʼincendio, in quanto è caratterizzato da una conduttività termica inferiore rispetto ai calcestruzzi ordinari. Calcestruzzo rinforzato con fibre Questo genere di calcestruzzo è rinforzato con piccole fibre dʼacciaio aggiunte nellʼimpasto, che ne incrementano la resistenza e la solidità. Le fibre solitamente hanno il diametro dellʼordine di 0.5 mm ed una lunghezza compresa tra 25 e 40 mm, con increspature o uncini agli estremi per garantire lʼaderenza. In condizioni dʼincendio, le fibre in acciaio aumentano la resistenza ultima e la duttilità del calcestruzzo. Calcestuzzo precompresso Il comportamento al fuoco del cemento armato precompresso (a cavi pre-tesi o post-tesi) è analogo a quello del cemento armato ordinario, anche se in molti casi gli elementi precompressi risultano molto www.amonncolor.com - 2014 125 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO E PRECOMPRESSO più sensibili alle alte temperature. Ciò è dovuto in parte alle caratteristiche meccaniche dei cavi di precompressione, che allʼaumentare della temperatura si riducono più rapidamente rispetto alle armature lente tradizionali: solitamente si assume come temperatura di collasso per i cavi di precompressione la temperatura di 350°C contro i 500°C considerati per le armature lente. Un ulteriore punto di debolezza è dato dallʼelevata snellezza di molti elementi prefabbricati, quali ad esempio i tegoli di copertura: lʼesigenza di alleggerire il più possibile gli elementi spesso comporta una drastica riduzione delle sezioni resistenti e di conseguenza dei copriferri dei cavi di precompressione. Inoltre, per le strutture prefabbricate assumono particolare importanza alcune potenziali modalità di collasso, quali la rottura per taglio, per perdita di aderenza dei cavi di precompressione, per perdita di equilibrio di singoli elementi e per spalling. Calcestruzzo rinforzato esternamente Quando si ha la necessità di intervenire strutturalmente su di una struttura già esistente, spesso si ricorre allʼimpiego di materiali di rinforzo da applicare sulla superficie esterna degli elementi strutturali. Lʼuso di rivestimenti in fibre epossidiche rappresenta una nuova tecnologia nel campo dei rinforzi esterni: si tratta in particolare di fibre di vetro, carbonio o teflon annegate in resine epossidiche, che vengono utilizzate per rivestire pilastri in cemento armato al fine di confinare il calcestruzzo, o vengono incollate alle superfici delle travi per migliorarne la resistenza flessionale. Tali materiali non hanno la minima resistenza al fuoco, in quanto sono prodotti che fondono già a basse temperature: tuttavia, se la struttura in cemento armato possiede di per se una resistenza sufficiente a reggere i carichi presenti al momento dellʼincendio, si può ammettere la perdita del rinforzo esterno in condizioni dʼincendio, salvo poi ripristinarlo ad evento esaurito. PROPRIETÀ TERMICHE DEL MATERIALE Il calcestruzzo armato è composto essenzialmente da due materiali, il conglomerato cementizio e le barre dʼarmatura in acciaio. Le proprietà termiche dellʼacciaio dʼarmatura sono del tutto simili alle proprietà termiche dellʼacciaio da carpenteria, per le quali si rimanda alla visione della parte riguardante la protezione passiva dal fuoco delle strutture in acciaio.Per quanto riguarda il conglomerato cementizio, vengono di seguito riportate le leggi di variazione del calore specifico e della conducibilità termica al variare della temperatura. Il calore specifico cp (J/kgK) del calcestruzzo è molto sensibile alle variazioni di temperatura per la presenza dellʼumidità contenuta nellʼimpasto. Si può apprezzare tale fenomeno osservando la figura 1: il valore di picco compreso tra i 100 e i 200 °C è dovuto proprio allʼespulsione dellʼumidità in fase di riscaldamento. In prima approssimazione, si può considerare il calore specifico come indipendente dalla temperatura del calcestruzzo, assumendo un valore pari a 1000 J/kgK per calcestruzzi ad aggregati silicei e calcarei, e 840 J/kgK per calcestruzzi alleggeriti. Curva 1: aggregati silicei e calcarei Curva 2: aggregati leggeri Figura 1 Calore specifico del calcestruzzo in funzione della temperatura (ENV 1992-1-2) www.amonncolor.com - 2014 126 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO E PRECOMPRESSO Anche la conducibilità termica lc (W/mK) del calcestruzzo dipende fortemente dalla temperatura e dal tipo di aggregati secondo quanto riportato in figura 2. In prima approssimazione, anche in questo caso è possibile fare riferimento ai seguenti valori medi costanti: lc = 1.6 W/mK per calcestruzzi ad aggregati silicei; lc = 1.3 W/mK per calcestruzzi ad aggregati calcarei; [5.33] lc = 0.8 W/mK per calcestruzzi alleggeriti. Curva 1: aggregati silicei Curva 2: aggregati calcarei Curva 3: aggregati leggeri Figura 2 Conducibilità termica del calcestruzzo in funzione della temperatura (ENV 1992-1-2) La conoscenza delle caratteristiche termiche dei materiali è necessaria per la determinazione dello sviluppo delle temperature interne durante lʼesposizione al fuoco. A differenza di quanto accade per le strutture in acciaio, nel caso del cemento armato non è possibile risolvere in maniera semplificata lʼequazione differenziale di diffusione del calore (equazione di Fourier) partendo dallʼipotesi di temperatura uniforme allʼinterno della sezione, in quanto lʼelevata inerzia termica del calcestruzzo genera importanti gradienti termici dai quali non è possibile prescindere. Il problema della determinazione delle temperature interne non è quindi di facile risoluzione e richiede lʼausilio di appositi strumenti di calcolo di analisi termica. In alternativa, in letteratura si possono trovare mappature termiche per elementi in calcestruzzo esposti ad incendio standard. Le figure 3 e 4 rappresentano un esempio di mappature termiche rispettivamente per elementi monodimensionali (solette) e bidimensionali (travi sporgenti e pilastri). Figura 3: Mappature termiche per solette (ENV 1992-1-2) www.amonncolor.com - 2014 127 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO E PRECOMPRESSO Figura 4: Mappature termiche di sezioni di travi e pilastri (ENV 1992-1-2) www.amonncolor.com - 2014 128 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO E PRECOMPRESSO PROPRIETÀ MECCANICHE DEL MATERIALE Come la maggior parte dei materiali strutturali, anche il calcestruzzo armato reagisce allʼaumento di temperatura con una progressiva riduzione delle proprie caratteristiche di resistenza e di rigidezza, dovuta al degrado dei materiali che lo costituiscono. Per quanto riguarda lʼacciaio dʼarmatura, le proprietà meccaniche variano con la temperatura in modo analogo a quanto accade per lʼacciaio da carpenteria, per il quale si rimanda di nuovo alla alla visione della parte riguardante la protezione passiva dal fuoco delle strutture in acciaio In termini di relazione tensione-deformazione, il comportamento alle alte temperature di calcestruzzi ordinari soggetti a compressione monoassiale sono riportate in figura 5: si può notare che allʼaumentare della temperatura la resistenza ultima a compressione diminuisce, mentre aumenta la deformazione corrispondente al picco di tensione. Figura 5: Diagrammi tensione-deformazione del calcestruzzo soggetto a compressione monoassiale esposto a temperature elevate Ai fini del calcolo, il legame costitutivo assunto per modellare il comportamento al fuoco di tale materiale è del tipo riportato in figura 6: per una data temperatura, gli andamenti di tali curve sono definiti per mezzo di due parametri: la resistenza a compressione fc(q) e la corrispondente deformazione ec1. La rappresentazione grafica dei due parametri viene data in funzione delle temperature del calcestruzzo in figura 7. Figura 6: Modello della relazione tensioni-deformazioni per calcestruzzi con aggregati silicei e calcarei in compressione ad elevate temperature (ENV 1992-1-2) www.amonncolor.com - 2014 129 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO E PRECOMPRESSO Curva 1: aggregati silicei Curva 2: aggregati calcarei Curva 3: e c1 Figura 7: Parametri per la relazione tensioni-deformazioni per il calcestruzzo ad elevate temperature, in accordo con la figura 6 (ENV 1992-1-2) In via semplificata è possibile ricavare fc(q) dal fattore kc,q, pari al rapporto tra la resistenza caratteristica a compressione alla temperatura q (°C) e quella a 20 °C, mediante le seguenti equazioni: kc,q = 1.0 kc,q = (1600 – q) / 1500 kc,q = (900 – q) / 625 kc,q = 0 per 20 °C £ q £ 100 °C per 100 °C £ q £ 400 °C per 400 °C £ q £ 900 °C per 900 °C £ q £ 1200 °C [5.36] Questi valori sono riferiti a calcestruzzi con aggregati silicei, ma possono essere considerati come prudenziali per altri tipi di calcestruzzo. La resistenza a trazione del calcestruzzo alle alte temperature solitamente si assume essere nulla. La densità del calcestruzzo dipende dagli aggregati e dal mix design; tipicamente assume valori attorno ai 2400 kg/m3 per i calcestruzzi ordinari, ma può diminuire fino a dimezzarsi con lʼimpiego di calcestruzzi alleggeriti, realizzati con inerti porosi o con additivi aeranti. Alcuni calcestruzzi, quando vengono riscaldati oltre ai 100 °C, riducono la propria densità di circa 100 kg/m3 a causa dellʼevaporazione dellʼacqua libera; se la temperatura aumenta ulteriormente, la densità rimane costante, eccezion fatta per i calcestruzzi con aggregati calcarei, i quali si decompongono oltre gli 800 °C, con conseguente ulteriore riduzione di massa. www.amonncolor.com - 2014 130 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO E PRECOMPRESSO www.amonncolor.com - 2014 131 MURATURE MURATURE www.amonncolor.com - 2014 133 MURATURE www.amonncolor.com - 2014 134 MURATURE GENERALITÀ Il muro è una struttura verticale che può essere composta da materiali di varia natura e da un legante che rende la struttura monolitica. Un muro deve garantire alla struttura: 1. 2. 3. 4. 5. 6. Funzione portante; Protezione dagli agenti atmosferici; Isolamento termico; Isolamento acustico; Sicurezza dal fuoco; Sicurezza in caso di eventi sismici. Per determinare lo spessore del muro che soddisfi tutte le caratteristiche, bisogna eseguire: • • • • • La verifica di resistenza statica; La verifica agli agenti atmosferici; La verifica allʼisolamento termico; Verifica della coibenza acustica; La verifica al fuoco in termini di resistenza R o isolamento e passaggio fumo / fiamma EI I muri vengono suddivisi in tre categorie: 1. portanti: i muri portanti hanno capacità statica e tengono la struttura in piedi; ai fini della resistenza al fuoco viene richiesto il parametro R 2. divisori: i muri divisori servono a dividere i diversi vani dellʼabitazione; 3. di tamponamento: essi servono a chiudere gli spazi tra le travi e i pilastri delle strutture intelaiate. Nei casi 2 e 3 viene richiesto il parametro EI Unʼaltra classificazione dei muri viene effettuata in base ai materiali con cui sono costruiti: • • • Pietra; Laterizio; Blocchi in laterizio. I muri in elevazione, In base alla tecnica di costruzione si categorizzano in: • • • Muri a secco: vengono costruiti senza lʼausilio di leganti; Muri con malte; Muri di getto: vengono realizzati con materiali vari, nelle cavità del terreno con lʼausilio delle casseforme. NORMATIVA DI RIFERIMENTO Per quanto concerne gli aspetti legati alla difesa dal fuoco anche per le murature si fa riferimento al D.M. Interno del 16 febbraio 2007. Per le murature come per altri elementi strutturali, per la classificazione di resistenza al fuoco viene previsto anche un approccio tabellare, e come riporta il Decreto nellʼallegato D “I valori contenuti nelle tabelle sono il risultato di campagne sperimentali e di elaborazioni numeriche e si riferiscono alle tipologie costruttive e ai materiali di maggior impiego. Detti valori pur essendo cautelativi, non consentono estrapolazioni o interpolazioni tra gli stessi ovvero modifiche delle condizioni di utilizzo. Lʼuso delle tabelle è strettamente limitato alla classificazione di elementi costruttivi per i quali è richiesta la resistenza al fuoco nei confronti della curva temperatura-tempo standard e delle altre azioni meccaniche previste in caso di incendio”. Vi è inoltre da considerare che le tabelle sono costruite tenendo in considerazione ampi margini di sicurezza. Per quanto concerne i muri non portanti ( requisito EI ) composti da laterizio forato e intonaco tradizionale riportiamo come esempio le tabelle dellʼallegato D 4.1 www.amonncolor.com - 2014 135 MURATURE D.4.1 La tabella seguente riporta i valori minimi (mm) dello spessore s di murature di blocchi di laterizio (escluso lʼintonaco) sufficienti a garantire i requisiti EI per le classi indicate esposte su un lato che rispettano le seguenti limitazioni: • altezza della parete fra i due solai o distanza fra due elementi di irrigidimento con equivalente funzione di vincolo dei solai non superiore a 4 m • presenza di 10 mm di intonaco su ambedue le facce ovvero 20 mm sulla sola faccia esposta al fuoco. Classe 30 60 90 120 180 240 Blocco con percentuale di foratura > del 55% Intonaco Intonaco protettivo normale antincendio s=120 80 s=150 100 s=180 120 s=200 150 s=250 180 s=300 200 Blocco con percentuale di foratura < del 55% Intonaco Intonaco protettivo normale antincendio 100 80 120 80 150 100 180 120 200 150 250 180 Intonaco normale: intonaco tipo sabbia e cemento, sabbia cemento e calce, sabbia calce e gesso e simili caratterizzato da una massa volumica compresa tra 1000 e 1400 kg/m3 Intonaco protettivo antincendio: Intonaco tipo gesso, vermiculite o argilla espansa e cemento o gesso, perlite e gesso e simili caratterizzato da una massa volumica compresa tra 600 e 1000 kg/m3 Lʼutilizzo del calcolo tabellare non è un obbligo qualora si proceda alla determinazione delle prestazioni di resistenza al fuoco secondo gli altri metodi di cui allʼarticolo 2 commi 4 e 5 del D.M Interno 16 febbraio 2007. Spesso in fase di adeguamento dellʼedificio o cambio di destinazione dʼuso, viene richiesta una classe EI superiore a quella esistente o specifica delle murature. Occorre quindi intervenire sulle murature per incrementare le prestazioni di tenuta ed isolamento termico (EI) nel tempo. Un metodo può essere quello di sovradimensionare lo spessore della parete per adeguarla, secondo i dati in tabella, alla nuova classe richiesta. Spesso questo non è possibile per motivi pratici; costruire una controparete, sacrificare spazi e dimensioni, intervenire su impianti , tubazioni ecc. Si rende allora necessario intervenire con prodotti o tecnologie di supporto alla muratura, quindi passare, per la classificazione di resistenza al fuoco, ad un approccio sperimentale, vedi allegato B del D.M Interno 16 febbraio 2007; basando la propria scelta su dati derivanti da prove sperimentali, confrontabili, ripetibili ed assimilabili con quanto in opera. Occorre fare riferimento agli standard sperimentali previsti così come al punto B1, B2 ,B3 e B4 del D.M Interno 16 febbraio 2007 B.1 Le prove di resistenza al fuoco hanno lʼobbiettivo di valutare il comportamento al fuoco dei prodotti e degli elementi costruttivi, sotto specifiche condizioni di esposizione e attraverso il rispetto di misurabili criteri prestazionali. B.2 Le condizioni di esposizione, i criteri prestazionali e le procedure di classificazione da utilizzare nellʼambito delle prove di cui al punto B.1, sono indicate nelle parti 2, 3 e 4 della norma EN 13501. B.3 Le specifiche dei forni sperimentali, delle attrezzature di prova, degli strumenti di misura e di acquisizione, le procedure di campionamento, conservazione, condizionamento, invecchiamento, installazione e prova e le modalità di stesura del rapporto di prova sono indicate nelle norme EN o ENV richiamate dalle parti 2, 3 e 4 della EN 13501. B.4 Nel caso in cui una parte della EN 13501 oppure una delle norme EN o ENV in essa richiamate non sia ancora oggetto di una pubblicazione UNI, le prove sono effettuate e la classificazione rilasciata secondo le modalità seguenti: B.4.1 si segue la norma EN o ENV prevista, se disponibile; B.4.2 si segue il progetto di norma europeo (prEN o prENV) previsto, se disponibile e ritenuto sufficiente dal laboratorio di prova in mancanza della possibilità indicata al punto precedente. www.amonncolor.com - 2014 136 MURATURE LʼAMOTHERM BRICK WB La Soc. Amonn ha sottoposto la vernice intumescente (reactive coating) Amotherm Brick WB ad una serie di collaudi su varie tipologie di muratura al fine di verificarne sperimentalmente lʼincremento prestazionale. Le normative prese a riferimento sono le seguenti: EN 13501-2 del 2009 e EN 1364-1 Di seguito riportiamo un prospetto riassuntivo delle certificazioni ottenute con la descrizione del tipo di muratura collaudata, il quantitativo applicato e la classe (EI) ottenuta. www.amonncolor.com - 2014 137 MURATURE Comunque vista la complessità dellʼargomento consigliamo sempre di contattare lʼufficio tecnico della Soc. Amonn [email protected] al fine di maggiori approfondimenti e valutazioni. La documentazione certificativa è comunque a disposizione su specifica richiesta. www.amonncolor.com - 2014 138 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – I PRODOTTI STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO E PRECOMPRESSO E MURATURE I PRODOTTI DESTINATI ALLA PROTEZIONE DAL FUOCO www.amonncolor.com - 2014 139 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – I PRODOTTI www.amonncolor.com - 2014 140 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – I PRODOTTI AMOTHERM BRICK PRIMER WB Caratteristiche: dispersione di resine acriliche in soluzione acquosa, contenente speciali additivi che promuovono lʼadesione su supporti cementizi e prevengono la formazione di muffe e batteri. Campi dʼimpiego: fondo isolante per edilizia; particolarmente idoneo per il trattamento preliminare di superfici in laterizio, calcestruzzo, cemento armato e precompresso; specifico come fondo di adesione nei cicli di verniciatura a base di rivestimento intumescente AMOTHERM BRICK WB, impiegati per la protezione dal fuoco di strutture in conglomerato cementizio. AMOTHERM BRICK WB Caratteristiche: rivestimento intumescente a base di polimeri vinilici in dispersione acquosa e specifiche sostanze reattive in grado di generare una schiuma avente proprietà termoisolanti, quando sottoposto allʼazione della fiamma o al calore di un incendio. Campi dʼimpiego: sistema protettivo antincendio di tipo intumescente, specifico per la protezione dal fuoco di elementi di compartimentazione in muratura e per incrementare la resistenza al fuoco di strutture in calcestruzzo, cemento armato e precompresso. Il rivestimento intumescente si presenta in opera come una tradizionale idropittura, non altera l'aspetto estetico dei manufatti, non appesantisce la geometria dell'elemento strutturale su cui è applicato e consente il contenimento dello spessore di calcestruzzo a protezione dei ferri e il dimensionamento strutturale. Questo sistema reattivo è indicato per applicazioni interne. In caso di installazione in condizioni ambientali diverse (ambienti esposti o semiesposti agli agenti atmosferici o a condizioni climatiche avverse) si raccomanda lʼimpiego di una specifica finitura protettiva. Per qualsiasi informazione richiedere il parere preventivo del nostro Ufficio Tecnico. Prestazioni tecniche: il contributo del sistema protettivo - agli effetti della resistenza al fuoco di strutture in muratura, di calcestruzzo semplice e/o di elementi compositi di calcestruzzo è determinato secondo i criteri indicati nelle norme tecniche EN 13381- 3 AMOTHERM BRICK TOP WB Caratteristiche: finitura protettiva per rivestimenti intumescenti, monocomponente, a base di resine acriliche in dispersione acquosa. Campi dʼimpiego: strato di finitura per cicli di verniciatura a base di rivestimento intumescente, impiegati nella protezione dal fuoco di strutture in cemento e laterizio; specifico per i cicli di verniciatura a base di rivestimento intumescente allʼacqua AMOTHERM BRICK WB, protegge il trattamento dalle aggressioni ambientali e conferisce al film applicato resistenza alla condensa, all'umidità e allʼacqua; impiegato anche per esigenze di colorazione finale del sistema intumescente applicato. www.amonncolor.com - 2014 141 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – MANUALE DI APPLICAZIONE STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO E PRECOMPRESSO E MURATURE MANUALE DI APPLICAZIONE DELLE VERNICI INTUMESCENTI www.amonncolor.com - 2014 143 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – MANUALE DI APPLICAZIONE www.amonncolor.com - 2014 144 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – MANUALE DI APPLICAZIONE A - TIPOLOGIA DEI SUPPORTI I supporti da verniciare si possono classificare in ordine alla tipologia strutturale da proteggere e allo stato della superficie da trattare: • • • • • Cemento armato grezzo Cemento armato verniciato (vecchi cicli di verniciatura) Intonaco grezzo Intonaco verniciato Laterizio o muratura in genere Il supporto da proteggere richiede uno specifico trattamento preliminare, in funzione del tipo di superficie che si presenta; quindi, il ciclo di verniciatura più idoneo, da applicare, va individuato tenendo in considerazione: a) preparazione del supporto b) trattamento preliminare c) trattamento intermedio di aderenza d) trattamento per la protezione al fuoco e) trattamento di finitura B - PREPARAZIONE DELLE SUPERFICI DA TRATTARE Un corretto approccio per lʼapplicazione di prodotti intumescenti su strutture in cemento armato e precompresso, non può prescindere dalle seguenti operazioni: 1. Ispezione delle superfici da proteggere 2. Rimozione e sostituzione del cemento non durevole 3. La decontaminazione della superficie di calcestruzzo 4. Creazione di superficie adeguate a ricevere prodotti vernicianti 1. Ispezione delle superfici da proteggere Come operazione preliminare occorre unʼispezione delle strutture e dellʼarea da proteggere dal fuoco successivamente mediante lʼapplicazione di vernici intumescenti. Occorre verificare lo stato generale della struttura, la solidità, la presenza di contaminanti, la presenza di emissioni di vapore acqueo, di aggressioni chimiche, ecc. Una corretta valutazione porterà alla scelta degli strumenti e dei metodi adeguati per la raggiungere l'obiettivo di una corretta applicazione di cicli di verniciatura intumescenti. 2. Rimozione e sostituzione di cemento/calcestruzzo non durevole Localizzare le aree o punti deteriorati in cui il cemento si presenta con scarsa consistenza, sfarinamento con sgretolamento o distacchi. Occorre intervenire per ripristinare le superfici e le dimensioni dellʼelemento mediante lʼapplicazione di cemento o meglio ancora speciali malte cementizie appositamente studiate. Eʼ importante rispettare i tempi di essicamento o maturazione del cemento o delle malte utilizzate prima di procedere allʼapplicazione di cicli vernicianti intumescenti. 3. La decontaminazione della superficie di calcestruzzo Le superfici in cemento possono essere integre ma presentarsi inquinate da agenti corrosivi o incompatibili con lʼapplicazione di vernici intumescenti tali richiederne la rimozione. Possono essere oli, grassi, cere, acidi grassi ed altri contaminanti. La pulizia può essere realizzata mediante lavaggi con acqua e detersivo sgrassatore, con acqua a bassa pressione (meno di 5000 psi), mediante vapore, o solo agenti chimici. Il successo di questi metodi dipende dalla profondità di penetrazione della Contaminante Un metodo semplice per assicurare di avere un cemento non inquinato è quello di testare il pH. La chimica del calcestruzzo è di natura alcalina, quindi il cemento dovrebbe essere in range da 11-13. La maggior parte dei contaminanti citati sono neutri o di natura acida ATTENZIONE: i metodi di decontaminazione che introducono grandi quantità d'acqua possono contribuire a problemi legati all'umidità, e quindi dopo tali applicazioni occorre che lʼumidità scenda a valori normali, prima di procedere allʼapplicazione di vernici intumescenti. www.amonncolor.com - 2014 145 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – MANUALE DI APPLICAZIONE 4. Creazione di superficie adeguate a ricevere prodotti vernicianti Può capitare che prima o dopo interventi di riparazione o pulizia le superfici da trattare si presentino particolarmente rugose, irregolari come profilo tanto da comportare difficoltà nellʼapplicazione, consumi elevati di prodotto e irregolarità degli spessori. Occorre quindi riportare i profili in condizioni che gli spessori dei cicli intumescenti ( si parla di millimetri) possano essere applicati in modo più omogeneo possibile. Si possono utilizzare intonaci o mastici appositamente formulati per il livellamento delle superfici. C - APPLICAZIONE DEL RIVESTIMENTO INTUMESCENTE Tutte le operazioni di applicazione dei rivestimenti protettivi devono esser realizzate in ottemperanza alle prescrizioni del produttore e in conformità alle indicazioni riportate sulle Schede Tecniche e sulle Schede di Sicurezza dei sistemi intumescenti da installare. Metodi di applicazione Spruzzo ad aria Questo sistema è utilizzato per prodotti a basso spessore e trova impiego nel caso di applicazione di rivestimenti intumescenti a bassa o media viscosità. La pistola e la relativa tubazione di mandata devono essere collegate ad un serbatoio che lavora sotto pressione e munito di agitatore a basso numero di giri. Con questa tecnica si ottengono superficie con finitura piuttosto irregolare e con effetto a buccia dʼarancia. Il metodo risulta meno economico in termini di resa dellʼapplicazione. Airless È il sistema più comune ed economico per applicare prodotti ad alto spessore con viscosità elevata, come le pitture intumescenti. Lʼapparecchiatura si compone essenzialmente di una pompa, le cui parti principali sono: un serbatoio che contiene il prodotto verniciante, il motore elettrico o ad aria compressa e la pistola, fornita di particolari ugelli di spruzzo e di sistema automatico di pulizia dellʼugello. Il prodotto verniciante viene aspirato dalla pompa ed inviato, attraverso una tubazione flessibile, alla pistola di spruzzo. La vaporizzazione del materiale avviene allʼuscita dellʼugello per lʼimprovvisa caduta di pressione. La superficie di finitura risulta molto sottile e uniforme. D - INFORMAZIONI SULLA SICUREZZA DEI PREPARATI Tutti i preparati (fondi anticorrosivi, intermedi di adesione, rivestimenti intumescenti e finiture protettive) forniti sono provvisti della Scheda di Sicurezza del prodotto, in 16 punti, redatta ai sensi del decreto ministeriale 7 settembre 2002. Le sostanze pericolose (ai sensi del decreto legislativo 3 febbraio 1997, n° 52 e successive modifiche ed integrazioni), eventualmente contenute nelle formulazioni dei prodotti vernicianti forniti, sono www.amonncolor.com - 2014 146 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – MANUALE DI APPLICAZIONE elencate alla Sezione 2 della suddetta Scheda di Sicurezza del prodotto verniciante in questione e sono indicate anche sullʼetichetta apposta sullʼimballo del preparato. Occorre considerare che gli eventuali preparati pericolosi ai sensi del Decreto Legislativo 14 marzo 2003, n° 65, comportano la presenza sul luogo di lavoro di agenti chimici pericolosi (ai sensi del decreto legislativo 2 febbraio 2002, n°25) e, pertanto, lʼutilizzo di questi prodotti in ogni tipo di procedimento lavorativo (produzione, manipolazione, immagazzinamento, trasporto, smaltimento e trattamento rifiuti) deve essere effettuato seguendo rispettosamente le indicazioni riportate sulle Schede di Sicurezza dei preparati in questione. Le indicazioni riportate sulle Schede di Sicurezza e le informazioni fornite in tali documenti corrispondono allo stato più recente di informazione, sviluppo ed impiego dei nostri prodotti. E - CONTROLLO DEL PRODOTTO APPLICATO Durante lʼapplicazione occorre controllare lo spessore di tutti gli strati umidi dei vari prodotti vernicianti depositati (fondo, intermedio di aderenza, rivestimento intumescente ed eventuale strato di finitura) e, in particolare, è essenziale assicurarsi che lo spessore dei vari strati umidi di rivestimento intumescente posato corrispondano (per somma) allo spessore totale richiesto dalla relativa specifica di progetto, di riferimento al lavoro in questione. Lo spessore umido di un prodotto verniciante si controlla, in fase di applicazione, con lʼapposito spessimetro a umido, costituito da uno speciale “pettine” fornito di denti a diverse lunghezze. Lo spessore dello strato depositato si misura ponendo “il pettine” a contatto con la vernice fresca e controllando lʼultimo dente bagnato dalla pittura appena applicato. NellʼAllegato 3, sono riportate le tabelle che consentono di ricavare - in relazione ai quantitativi di prodotto depositato (CONSUMO) – il relativo spessore a umido applicato (WFT = WET FILM THICKNESS) e lo spessore secco di rivestimento intumescente corrispondente (DFT= DRY FILM THICKNESS). La sequenza fotografica mostra lʼutilizzo del pettine per il rilievo di spessore a umido. La foto a sinistra evidenzia una serie di denti bagnati dalla vernice bianca: il primo dente (a destra nella foto) non bagnato (dalla vernice bianca) rappresenta la misura a umido del prodotto applicato. F - CONTROLLO DELLA POSA IN OPERA Difetti di applicazione I sistemi protettivi antincendio a base di rivestimento intumescente sono cicli di verniciatura costituiti da prodotti vernicianti speciali, la cui applicazione può comportare qualche difficoltà in più rispetto ai classici prodotti di verniciatura tradizionali. Le principali anomalie che possono essere registrate durante la posa in opera dei sistemi protettivi a base di rivestimento intumescente possono riguardare gli aspetti seguenti. Spruzzatura non uniforme Può essere causata da pressione troppo bassa o dallʼugello non adatto. Ventaglio irregolare Può verificarsi se il foro dellʼugello della pistola è ostruito o comunque danneggiato. Eccessiva atomizzazione (polverizzazione) Dipende dalla pressione dellʼaria troppo bassa, dallʼugello non adatto, dallʼeccessiva diluizione o da una distanza eccessiva tra la pistola e la superficie da trattare. www.amonncolor.com - 2014 147 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – MANUALE DI APPLICAZIONE Colature Possono verificarsi quando il prodotto è stato diluito eccessivamente o quando si è applicato uno spessore, per mano, superiore a quello consigliato dal produttore. Schivature Possono verificarsi quando il supporto non si lascia “bagnare” dal prodotto in fase di applicazione e rimangono scoperte piccole zone circolari simili a piccoli crateri. Ciò può essere dovuto a contaminazione del supporto da parte di oli o grassi o altre particelle contaminanti. Bucciatura (buccia dʼarancia) Può verificarsi quando la viscosità del prodotto e/o la pressione dellʼaria allʼattrezzatura di spruzzo sono troppo elevate. Rimozione Si verifica quando non si rispetta il tempo minimo di sovraverniciatura o quando si sovravernicia con prodotti contenenti solventi o diluenti molto aggressivi nei confronti del prodotto depositato nello strato precedente. Il fenomeno si evidenzia con il rigonfiamento dello strato, per parziale rimozione degli strati superficiali della precedente pitturazione. Mancata o scarsa essiccazione Può dipendere da unʼapplicazione eseguita in avverse condizioni atmosferiche (umidità eccessiva, basse temperature); dallʼapplicazione su superfici mal preparate (inquinanti non rimossi); da un eccessivo spessore depositato (lentezza di essicazione) o, nel caso di prodotti catalizzati (vernici epossidiche o poliuretaniche), da una insufficiente o impropria miscelazione dei due componenti. G - CONTROLLI DURANTE LA POSA Le prestazioni di un sistema protettivo antincendio di tipo intumescente, dipendono dalle caratteristiche dei prodotti impiegati, dalle modalità e condizioni di applicazione, nonché dalle proprietà del sistema intumescente, ossia dalla misura dei parametri fisici che caratterizzano lo strato del sistema intumescente in esame (spessore e adesione), in funzione del grado di resistenza al fuoco richiesto per quel determinato elemento costruttivo da proteggere. Per garantire le prestazioni contro il fuoco del rivestimento intumescente applicato occorre osservare scrupolosamente un insieme di regole “di corretta posa in opera”, con particolare riferimento alle condizioni dei prodotti da applicare, alle modalità di posa degli stessi, alle condizioni ambientali (al momento della posa), allo stato del supporto, agli spessori dei vari strati da depositare, ai relativi tempi di essiccamento e alle caratteristiche dellʼeventuale strato di finitura per il decoro o la protezione dello strato di prodotto intumescente in esame, se necessario. Tali regole sono indicate nella Norma UNI 10898-1 “Sistemi protettivi antincendio. Modalità di controllo della posa in opera. Parte 1. Sistemi intumescenti”, effettuando i controlli di conformità da attuarsi, prima, durante e dopo la posa in opera del sistema intumescente, attraverso le seguenti modalità. Verifiche sui prodotti: la norma richiede di effettuare il controllo della corrispondenza fra i parametri identificativi dei prodotti costituenti il sistema intumescente in esame e quelli indicati nella specifica di progetto, relativa allʼapplicazione in questione; tale corrispondenza si può desumere, oltre che per la dichiarazione del posatore (che deve riportare lʼidentificazione precisa ed inequivocabile dei prodotti supportata da opportune evidenze), per lo specifico controllo sulla data di scadenza (validità) e sulla corrispondenza del colore e della densità (peso specifico) del prodotto. Verifiche sui supporti: la norma richiede di attuare il controllo della corrispondenza fra condizioni fisiche del supporto da trattare e quelle riportate nella specifica di progetto. Nel caso in cui la specifica di progetto preveda lʼapplicazione su supporto grezzo, occorre verificare che siano stati rimossi in modo appropriato qualsiasi tipo di scoria affiorante (calamina, ruggine, funghi, muffe, ecc.) o di altri elementi estranei (oli, grassi, disarmanti, polvere, sali, ecc.) secondo metodi di comprovata efficacia. Verifiche sulle condizioni e modalità di applicazione: sono necessari anche controllo della corrispondenza fra le condizioni ambientali e le modalità di applicazione dei prodotti, riscontrate durante la posa in opera del sistema intumescente in esame, e quelle contenute nella specifica di progetto. Si richiedono le seguenti verifiche: opportuni controlli delle condizioni atmosferiche durante lʼapplicazione dei prodotti costituenti il sistema intumescente in esame; verifica delle condizioni di diluizione dei vari prodotti; verifica degli spessori umidi e dei tempi di essiccazione dei vari strati di prodotto depositati. Verifiche delle proprietà del sistema intumescente applicato: la norma, infine, come verifica essenziale delle prestazioni tecniche del sistema protettivo a base di rivestimento intumescente www.amonncolor.com - 2014 148 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – MANUALE DI APPLICAZIONE applicato, prevede il controllo della corrispondenza fra le proprietà del sistema intumescente applicato (spessore e adesione) e i corrispondenti valori nominali indicati nella specifica di progetto, secondo le procedure descritte nelle Appendici A e B della norma UNI 10898-1 di riferimento. Lo spessore dello strato del sistema intumescente posato in opera è un fattore rilevante per assicurare le prestazioni al fuoco dellʼelemento costruttivo trattato, pertanto, è necessario disporre di un adeguato criterio di controllo di tale proprietà del sistema. La norma sul controllo della posa in opera indica la norma ISO 2808:1997 Prodotti vernicianti. Determinazione dello spessore della pellicola quale riferimento oggettivo in cui leggere i principi generali, le procedure di prova, i criteri di scelta e la metodologia di taratura dellʼattrezzatura per determinare lo spessore del sistema intumescente in esame, devono essere conformi. La norma sul controllo della posa in opera definisce anche le modalità di calcolo del numero di elementi da controllare e, in relazione al numero degli elementi da controllare e ai metri quadrati di superficie trattata (per ciascun elemento costruttivo considerato nella specifica di progetto), definisce anche i criteri di scelta dei punti in cui effettuare le rilevazioni di spessore richieste. La norma fissa, infine, le condizioni di accettabilità delle misure effettuate e definisce le condizioni che occorre verificare per giudicare conforme il controllo dello spessore dello strato applicato. In particolare, la norma richiede che siano verificate le seguenti due condizioni: • • che lo spessore risultante dalla media di tutte le rilevazioni, effettuate su ciascun elemento controllato, non deve essere inferiore al valore nominale dello spessore indicato nella specifica di progetto; che lo spessore rilevato su ogni singolo punto di misura non deve essere inferiore a 80% del valore nominale dello spessore definito nella specifica di progetto. Come per lo spessore del sistema protettivo applicato, anche lʼadesione dello strato del sistema intumescente posato in opera è un fattore rilevante per assicurare le prestazioni al fuoco dellʼelemento costruttivo protetto, pertanto, anche in questo caso, è necessario disporre di un adeguato criterio di controllo di tale proprietà del sistema. La norma UNI 10898-1 “Sistemi protettivi antincendio. Modalità di controllo della posa in opera. Parte 1. Sistemi intumescenti” individua nel criterio tecnico UNI EN 24624:1993 Prodotti vernicianti. Misura dellʼadesione mediante prova a trazione il metodo di prova in cui si evidenziano i principi generali, le procedure di prova, i criteri di scelta e la metodologia di taratura dellʼattrezzatura per determinare la conformità dellʼadesione del sistema intumescente in esame. Anche in questo caso (come per lo spessore) la norma sul controllo della posa in opera definisce le modalità di calcolo del numero di elementi da controllare e, in relazione al numero degli elementi da controllare e ai metri quadrati di superficie trattata (per ciascun elemento costruttivo considerato nella specifica di progetto), stabilisce i criteri di scelta dei punti in cui effettuare le misure di adesione richieste e le condizioni di accettabilità delle misure effettuate, definendo le seguenti condizioni da verificare per giudicare conformi i rilievi riscontrati: • • il valore di adesione risultante dalla media di tutte le rilevazioni, effettuate su ciascun elemento controllato, non deve essere inferiore al valore nominale di adesione indicato nella specifica di progetto; il valore di adesione rilevato su ogni singolo punto di misura non deve essere inferiore a 80% del valore nominale di adesione definito nella specifica di progetto. Per una trattazione più dettagliata dellʼargomento si rimanda alla lettura della norma in questione (disponibile su richiesta). H - DIFETTI SUPERFICIALI DELLO STRATO ESSICCATO I principali difetti superficiali che si possono riscontrare a seguito dellʼapplicazione di sistemi protettivi antincendio a base di rivestimento intumescente possono riguardare aspetti di carattere puramente estetico o aspetti legati ad incompatibilità chimica e/o fisica fra i vari prodotti vernicianti che compongono il ciclo applicato. I primi riguardano specificatamente la qualità della superficie finale dello strato del ciclo di verniciatura applicato e, pur non pregiudicando le prestazioni tecniche del sistema protettivo impiegato (ovvero, di formazione e sviluppo della schiuma protettiva durante lʼesposizione e, quindi, di resistenza al fuoco) possono comportare effetti negativi sullʼestetica del prodotto posato in opera e, più in generale, del lavoro eseguito; pertanto, anche se, di regola, per tali applicazioni non è mai richiesto un grado di finitura particolarmente elevato, è necessario tenerne conto e, ove possibile, adoperarsi per eliminarli. Normalmente non si tratta mai di difetti molto gravi e, nella maggior parte dei casi, possono identificarsi in una (o più) delle seguenti problematiche. www.amonncolor.com - 2014 149 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – MANUALE DI APPLICAZIONE Puntinature Il fenomeno si presenta con piccoli fori di diverso diametro (detti anche punte di spillo) che possono interessare (in profondità) uno più strati applicati, fino a raggiungere il supporto; possono essere causati da una cattiva evaporazione dei solventi contenuti nei prodotti applicati (spesso troppo rapida e non sufficientemente sotto controllo) oppure da micro bolle dʼaria presenti nei vari strati di pittura depositata. In entrambe i casi, la causa, è da ricercarsi nellʼapplicazione di strati umidi con spessori particolarmente elevati. Sbollature Il fenomeno si presenta con bolle di diverso diametro, che sollevano il film dal supporto; sono causate dalla differente pressione osmotica tra supporto film e ambiente esterno. Spesso la causa è da ricercarsi nella scadente pulizia del supporto. Screpolature Sono caratterizzate da rotture superficiali (o abbastanza profonde) degli strati di prodotto applicato; nei casi più gravi, peraltro molto rari, tali rotture possono penetrare fino al supporto e sono causate da tensioni interne, emergenti in fase di indurimento ed essiccazione del film, a seguito di sbalzi termici o altre cause non sempre facilmente identificabili. I difetti dovuti ad incompatibilità chimica e/o fisica fra i vari prodotti vernicianti applicati rappresentano invece le anomalie più rilevanti, poiché potrebbero pregiudicare le prestazioni al fuoco del ciclo di verniciatura in esame, impedendo il corretto sviluppo della meringa protettiva durante lʼesposizione al fuoco del rivestimento, in caso dʼincendio. Normalmente, però, tali anomalie si evidenziano attraverso controlli non conformi delle misure di adesione descritte al precedente punto 3.2 Controlli durante la posa e, pertanto, possono essere mantenuti sotto controllo e rimossi in caso di grave non conformità. Tali difetti normalmente si evidenziano con il manifestarsi di uno (o più) dei seguenti aspetti elencati. Mancata adesione al supporto Si manifesta a causa di una cattiva “bagnabilità” del supporto da parte del primo strato di verniciatura depositato. Generalmente il fenomeno è legato ad una vera e propria incompatibilità fisica (di creare “un legame”) tra superficie la del supporto e il legante del prodotto verniciante in esame. Le cause sono da ricercarsi in una errata preparazione del supporto da trattare o in una errata scelta del prodotto verniciante applicato. Mancata adesione fra i vari strati del ciclo di verniciatura applicato Si manifesta a causa di una cattiva “bagnabilità” fra gli strati successivi del ciclo di verniciatura applicato. Generalmente il fenomeno è riconducibile ad una incompatibilità chimica fra i vari prodotti che compongono il ciclo di verniciatura in questione e allʼincapacità di “agganciare” uno strato sullʼaltro i vari componenti, attraverso stabili legami di natura chimica. Anche in questo caso, le cause possono essere ricercate nella scelta errata del ciclo verniciante applicato o in una cattiva preparazione dei prodotti in fase di applicazione (errata scelta dei diluenti, errata preparazione delle miscele e/o delle condizioni di diluizione). Mancato indurimento del film di pittura Si manifesta a causa di una cattiva evaporazione dei solventi contenuti nei prodotti vernicianti applicati (essiccamento fisico) o a causa di una incompleta reazione fra i leganti che costituiscono il prodotto verniciante in esame (indurimento chimico). In entrambe i casi si determina una parziale e incompleta polimerizzazione dello strato di pittura applicato, dovuto a differenti cause tra cui: condizioni ambientali sfavorevoli (temperatura troppo bassa, umidità relativa elevata, presenza di condensa, nebbia, ecc.); incompatibilità chimica fra gli strati successivi di prodotto applicato (rimozione di uno strato appena depositato a causa della presenza di solventi particolarmente aggressivi nello strato successivo di pittura depositato, oppure, errate condizioni di miscela fra diversi componenti del prodotto verniciante in questione). I - CONFORMITÀ DEL SISTEMA PROTETTIVO APPLICATO Misure di spessore Nellʼambito del raggiungimento dei requisiti di sicurezza richiesti, il rigore della posa in opera del sistema protettivo antincendio in esame può essere convenientemente orientato, imponendo allʼinstallatore di conseguire spessori totali di rivestimento protettivo applicato avente valore maggiore o uguale, al valore nominale del sistema intumescente previsto per quella determinata applicazione. Lo spessore del sistema protettivo applicato si determina secondo la procedura interna IDL 10.08 Determinazione dello spessore di un prodotto verniciante, attraverso misure di spessore della pellicola www.amonncolor.com - 2014 150 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – MANUALE DI APPLICAZIONE secca del rivestimento intumescente posato in opera e misurato secondo modalità specificate, una volta trascorso il tempo di essiccamento stabilito nella Scheda Tecnica dei prodotti di riferimento. Misure di adesione Lʼadesione del sistema protettivo rappresenta una misura del grado la compatibilità fra i vari strati di prodotti vernicianti che compongono il ciclo di verniciatura e il supporto al quale il ciclo è applicato e si determina secondo la procedura interna IDL 10.06: Determinazione della forza di adesione o coesione, attraverso misure della tensione minima necessaria per provocare lo strappo dello strato di verniciatura dal supporto (adesione) - o lo strappo allʼinterno dello strato del componente più debole (coesione) misurata in condizioni di esercizio specificate: natura del supporto, numero degli strati depositati, spessore umido e spessore secco dei vari strati applicati (rilevato dopo il tempo di essiccamento stabilito). Il metodo è mutuato dalla norma ISO 4624-1978 “Misure di adesione. Metodo del PULL-OFF” e, per la sua applicazione, sono richieste le seguenti attrezzature: • • • • Spessimetro a secco Adhesion Tester Testimoni in alluminio Adesivo standard Per lʼapplicazione del metodo valgono le seguenti definizioni: • Spessore film umido: misura dello spessore dello strato umido di prodotto verniciante applicato sul supporto di prova, successivamente controllata con lʼimpiego di un calibro a pettine. • Spessore film secco: misura dello spessore dello strato secco di prodotto verniciante applicato, rilevata dopo il completo essiccamento del corrispondente strato umido di prodotto verniciante depositato. • Adesione del ciclo di verniciatura: tensione minima necessaria per provocare lo strappo dellʼintero ciclo di verniciatura dal supporto al quale è applicato, nelle condizioni di esercizio specificate (natura del supporto, numero degli strati depositati e spessore secco del ciclo di verniciatura applicato, rilevato dopo il tempo di essiccamento stabilito). • Coesione: tensione minima necessaria per provocare lo strappo fra due strati componenti il ciclo di verniciatura in esame, nelle condizioni di esercizio specificate (natura del supporto, numero degli strati depositati e spessore secco del ciclo di verniciatura applicato, rilevato dopo il tempo di essiccamento stabilito). Il procedimento deve essere eseguito dopo totale essiccamento della pellicola secondo i tempi e le condizioni previste dalla Scheda Tecnica del prodotto verniciante in esame o, in assenza di altri riferimenti, dopo almeno 72 ore dalla deposizione dellʼultimo strato di vernice depositato (in condizioni ambientali normali) e comprende le seguenti fasi seguenti. Scelta dei punti in cui effettuare i rilievi: le misure di adesione/coesione devono essere eseguite in zone rappresentative dellʼapplicazione del prodotto verniciante in esame. Misura dello spessore del film secco: prima di effettuare il rilievo di adesione, controllare lo spessore secco della pellicola essiccata secondo IDL 10.08 Determinazione dello spessore di un prodotto verniciante e riportare il valore misurato nella seconda sezione del il Mod.10.08 Controllo della posa in opera di rivestimenti intumescenti. Misura di adesione: fissare i testimoni in alluminio in dotazione allʼapparecchiatura di prova, impiegando lʼadesivo epossidico bicomponente nella minima quantità necessaria per fare aderire ciascun testimone al supporto verniciato in prova. I testimoni devono essere equivalenti a quelli standard, in alluminio, forniti in dotazione allo strumento di prova (Adhesion Tester); lʼadesivo deve essere fresco, di tipo epossidico bicomponente, con prestazioni equivalenti a quelle dellʼadesivo ARALDITE, fornito in dotazione allo strumento di prova. Applicare lʼadesivo sulla superficie piana di ciascun testimone, miscelando i due componenti in proporzione 1:1 al momento dellʼapplicazione e farla aderire al supporto verniciato in esame. Mantenere per 30 secondi il contatto fra le due superfici ed eliminare (con lʼapposito coltello a cilindro, in dotazione allo strumento) lʼeventuale eccesso di adesivo impiegato (quello che si trova al di fuori dellʼarea circolare di ciascun testimone applicato). Attendere almeno 72 ore prima di eseguire le prove di strappo previste. Trascorso il tempo di posa necessario, posizionare lo strumento sul supporto in esame e agganciare il primo testimone perpendicolarmente al supporto. Iniziare a ruotare la vite di tensione, mantenendo i piedini dello strumento perfettamente in piano, imprimendo un moto circolare uniforme, di forza costante, fino a determinare lo strappo del testimone agganciato. Registrare il valore della tensione applicata per strappare il testimone oggetto della misura e valutare quali strati (supporto/primer, www.amonncolor.com - 2014 151 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – MANUALE DI APPLICAZIONE primer/intumescente, intumescente/intumescente, intumescente/finitura) sono stati lacerati dallo strappo in questione. Annotare (vicino allʼarea di ciascun testimone strappato) il valore registrato sullo strumento; quindi, ripetere lʼoperazione su tutti gli altri testimoni applicati alla pellicola in esame. Espressione dei risultati: riportare le misure riscontrate nellʼapposita sezione “Misura di Adesione” del Mod.10.08 Controllo della posa in opera di rivestimenti intumescenti e calcolare la media delle letture effettuate. Annotare anche se lo strappo è avvenuto per perdita di adesione del ciclo di verniciatura al supporto in esame, o, per perdita di coesione fra uno strato e lʼaltro del ciclo di verniciatura in oggetto; in questʼultimo caso indicare fra quali strati si è manifestata la perdita di coesione. L - DURABILITÀ DEL SISTEMA PROTETTIVO APPLICATO I rivestimenti intumescenti, oggi largamente diffusi per applicazioni in edilizia, vengono formulati con lʼobbiettivo prioritario di soddisfare le esigenze di protezione passiva dal fuoco richieste ai materiali da costruzione posti allʼinterno dei fabbricati, dove sia previsto un determinato requisito di prevenzione incendi. Composizione, ingredienti, formulazioni La composizione tipica di un prodotto verniciante intumescente per edilizia, da impiegarsi per protezioni su acciaio, legno o muratura, contiene per sua natura alcuni vincoli formulativi da cui risulta difficile scostarsi: infatti, per garantire durante lʼesposizione al fuoco del rivestimento, la formazione di un volume di schiuma sufficiente a soddisfare le prestazioni al fuoco richieste, è necessario introdurre nella ricetta del materiale il giusto peso di “ingredienti attivi”, ottimizzando il rapporto fra sostanze altamente combustibili e sostanze reattive presenti nel formulato. Questi prodotti vernicianti, infatti, a causa dellʼelevato tenore di solidi e dellʼesiguo tenore di leganti presenti nella formulazione, danno luogo a “film” secchi particolarmente spessi, molto porosi, caratterizzati da scarsa resistenza alla piegatura e allʼimbutitura; inoltre, se si considera che la densità dei prodotti vernicianti allo stato liquido può variare fra 1,2 e 1,5 kg/litro e che, per le classi di protezione dal fuoco più richieste, lʼapplicazione media comporta la deposizione di uno strato secco dello spessore variabile tra i 500 e i 3000 micron, si intuiscono facilmente quali possano essere i limiti e le problematiche connesse con lʼapplicazione e la durabilità di questi rivestimenti. Come si può facilmente immaginare, lo strato di rivestimento intumescente applicato, caratterizzato da un “film” così poco legato, poroso e ad alto spessore, costituisce sicuramente il punto debole del ciclo di verniciatura in esame. La spiccata “sensibilità” dimostrata, nei confronti di acqua, umidità o condensa (fattori ambientali in genere), o in presenza di agenti chimici (acidi o basi deboli o altri elementi aggressivi), è dovuta principalmente alla particolare natura del rivestimento, costituito prevalentemente da sostanze organiche aventi parecchi gruppi funzionali liberi e, quindi, da sostanze potenzialmente molto “reattive”, la cui funzionalità (a volte molto difficile da controllare), se messa alla prova, può causare gravi danni, anche irreversibili, al film di pittura applicato, e tradursi in in definitiva nella riduzione delle caratteristiche di intumescenza del prodotto applicato (quando esposto alla fiamma), con conseguente calo dell'efficacia delle prestazioni al fuoco del rivestimento posato, fino alla perdita delle caratteristiche di resistenza al fuoco originali. La maggior parte delle richieste di protezione di materiali da costruzione per edilizia, presuppongono lʼimpiego allʼinterno degli edifici e, anche in quelle sporadiche situazioni particolari, ove sia espressamente richiesta la protezione di strutture poste allʼesterno, di fatto, accade raramente che i rivestimenti applicati permangano per lunghi periodi di esposizione allʼazione continuata degli aggressivi atmosferici (pioggia, nebbia, umidità, sole, ecc.). Il requisito di prevenzione incendi solo eccezionalmente riguarda la parte esterna di un edificio; in questi casi, inoltre, la protezione di elementi strutturali è prevista solo occasionalmente; pertanto, lʼimpiego delle vernici intumescenti sarà limitato a pochissime applicazioni di specifico interesse. Nei casi in cui tali protezioni siano effettivamente richieste, di solito per incrementare la resistenza al fuoco di particolari elementi strutturali (come pilastri, speciali travature, elementi in legno di sostegno alla copertura, ecc.) posti allʼesterno dellʼedificio, si dovrà necessariamente provvedere ad una efficace protezione dello strato di rivestimento intumescente da mettere in opera. M - PROTEZIONE DEI RIVESTIMENTI INTUMESCENTI Lʼesperienza ha dimostrato come lʼapplicazione di uno strato adeguato di finitura protettiva, capace di sigillare completamente il sottostante strato di intumescente, risponda egregiamente allo scopo: il meccanismo di formazione della schiuma isolante, infatti, non può variare se rimangono invariate le proporzioni dei vari componenti attivi presenti nello strato originale del prodotto applicato e se non viene alterato (ovvero ridotto) lo spessore del film secco applicato. Lo strato di finitura prescelto, si dimostrerà funzionale allo scopo se sarà in grado di impedire: www.amonncolor.com - 2014 152 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – MANUALE DI APPLICAZIONE 1. il contatto e lʼesposizione diretta del “film” all'azione dell'acqua (umidità o condensa), che penetrando attraverso lo strato poroso consentirebbe il facile dilavamento delle frazioni idrosolubili dei componenti attivi presenti nella formulazione originale, producendo (col tempo) sensibili variazioni nella composizione chimica del materiale applicato; 2. il contatto diretto fra aggressivi chimici o particolari aggressivi di tipo ambientale (fumi, nebbie, smog, ecc.) e le polveri contenute nel materiale intumescente applicato, le quali, essendo caratterizzate da una spiccata reattività chimica (richiesta per favorire la rapida formazione della schiuma isolante in caso di fuoco), potrebbero comportare la riduzione delle concentrazioni di alcuni componenti (cioè la variazione fra le proporzioni dei vari ingredienti attivi), modificando sensibilmente il comportamento al fuoco dello strato di rivestimento applicato; 3. forti sollecitazioni dirette, di tipo meccanico, che potrebbero comportare danneggiamenti irreversibili dello strato di rivestimento intumescente applicato: come forti tensioni o compressioni (fino a provocare rottura dello strato applicato) oppure urti, graffi o continuata abrasione (fino a portare a un calo ponderale dello spessore applicato), che si tradurrebbero in definitiva in una riduzione dellʼefficacia delle prestazioni al fuoco del materiale. Naturalmente, la scelta della finitura va effettuata in base al tipo di atmosfera a cui dovrà essere sottoposto lʼintero ciclo. Non esiste praticamente alcuna preclusione di scelta della finitura, che possa pregiudicare il comportamento al fuoco del materiale, in quanto, le temperature a cui sarà sottoposto il ciclo di verniciatura durante lʼincendio, saranno così elevate da decomporre istantaneamente, o quasi, qualsiasi tipo di pellicola superficiale lasciando, comunque, le condizioni ottimali per lo sviluppo della schiuma protettiva. Lʼunico vero limite è costituito dallo spessore della mano a finire: non si consiglia di usare una finitura ad alto spessore che, in caso di fuoco, potrebbe impedire fisicamente la pronta espansione del rivestimento sottostante. Teoricamente le finiture basate su polimeri termoplastici offrono lʼevidente vantaggio di fondere, senza carbonizzare in superficie, quando esposte alle temperature tipiche di un incendio, determinando le migliori condizioni per la reazione dellʼintumescente; tuttavia, è stato dimostrato sperimentalmente, con collaudi al fuoco, che anche le finiture basate su polimeri termoindurenti rispondono con ottimi risultati. Questo risultato riveste particolare importanza per le applicazioni allʼesterno, dove la ricerca di soluzioni tecniche più avanzate potrebbe suggerire lʼimpiego di finiture sofisticate, particolarmente resistenti, basate su polimeri epossidici o poliuretanici già ampiamente collaudate per sopportare pesanti condizioni atmosferiche. Dopo aver raccolto un numero significativo di osservazioni pratiche su innumerevoli cicli di verniciatura in applicazioni per edilizia, e, dopo aver accumulato numerose esperienze con prove al fuoco su provini invecchiati in differenti condizioni reali di esercizio, sono state identificate i seguenti elementi, che condizionano la vita e la durabilità delle vernici intumescenti, che qui sono riassunti nei punti fondamentali. 1. Accertarsi che l'applicazione del prodotto avvenga in condizioni ambientali favorevoli ed impedire il contatto del “film” appena applicato con pioggia, nebbia o umidità elevata. 2. Procedere immediatamente al tamponamento esterno delle strutture, così da ridurre al minimo lʼesposizione diretta dello strato di intumescente appena applicato con l'azione di eventuali agenti atmosferici. 3. Nel caso di applicazioni all'interno impiegare, comunque, un adeguato strato di finitura (a protezione del rivestimento intumescente applicato) se si prevede la presenza continua di condensa o di elevata umidità relativa; l'uso di una finitura specifica è consigliata anche all'interno di ambienti soggetti a particolari aggressioni chimiche o fisiche, dovute a particolari tipi di attività lavorative. 4. Nel caso di applicazioni all'esterno, ricercare ed applicare un opportuno strato di finitura protettiva. Anzi, in queste situazioni, è indispensabile tenere sotto controllo lo stato della finitura e, nel caso di riscontrati difetti, occorre intervenire tempestivamente per ripristinare la protezione danneggiata; la finitura deve sempre mantenersi integra e perfettamente efficiente, per difendere adeguatamente lo strato di vernice intumescente sottostante. www.amonncolor.com - 2014 153 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – MANUALE DI APPLICAZIONE www.amonncolor.com - 2014 154 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – VOCE DI CAPITOLATO STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO E PRECOMPRESSO E MURATURE VOCE DI CAPITOLATO E RAPPORTI DI VALUTAZIONE RELATIVI ALLE STRUTTURE IN CA E CAP www.amonncolor.com - 2014 155 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – VOCE DI CAPITOLATO www.amonncolor.com - 2014 156 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – VOCE DI CAPITOLATO CEMENTO ARMATO NORMALE E PRECOMPRESSO VOCE DI CAPITOLATO Applicazione di vernice intumescente su supporti quali muratura, cemento armato e cemento armato precompresso Fornitura e posa in opera di vernice intumescente a base acqua per protezione dal fuoco di strutture portanti in muratura, cemento armato e cemento armato precompresso. Il trattamento antincendio dovrà essere eseguito mediante applicazione a spruzzo, a pennello, a rullo o con pompa airless, dato in opera a qualsiasi altezza, sia in verticale che in orizzontale e/o con qualsiasi inclinazione. La preparazione preventiva del sottofondo varierà a seconda del tipo di supporto da trattare e, più precisamente: • • Le strutture nuove andranno pulite da ogni eventuale impurità e, in particolare per le strutture in c.a. o c.a.p. andrà valutata l’opportunità di un primer di ancoraggio Le strutture vecchie preverniciate andranno pulite a fondo al fine di eliminare ogni eventuale residuo di vernice non perfettamente ancorato al supporto e/o trattate con eventuale fondo isolante qualora necessario La determinazione dei quantitativi di vernice intumescente da applicare sui vari elementi da proteggere sarà determinata in funzione: a. della classe dì resistenza al fuoco prevista (R / REI) b. della sezione dei singoli elementi (copriferro) c. delle reali condizioni di carico d. del tipo di esposizione al fuoco dei singoli elementi strutturali (pilastro, trave, ecc.) Il prodotto avrà lo scopo di sostituire l’incremento dimensionale tra la sezione di progetto o quella esistente e la sezione necessaria a conferire la resistenza al fuoco richiesta. Il quantitativo da applicare a metro quadro dovrà rappresentare l’equivalenza tra la dimensione e la quantità, dovrà essere verificato sperimentalmente secondo quanto previsto dalla norma ENV 13381-3 EN 13501-1. La certificazione di resistenza al fuoco sarà rilasciate da professionista antincendio iscritto negli elenchi del Ministero dell’Interno di cui all’art.16 del D.lgs 139/06 secondo le modalità previste nell’allegato II al D.M. 7/8/2012. Rapporti di valutazioni relativi allʼutilizzo del prodotto Amotherm Brick WB su strutture in CA e CAP La caratterizzazione del prodotto Amotherm Brick WB è stata ottenuta in ottemperanza al DM del 16 febbraio 2007. L’elaborazione dei dati di prova è prevista dalla norma EN 13381-3 2002 e dalla norma di classificazione UNI EN 13501-2:2008 e viene riportata nei seguenti Rapporti d Valutazione. Soletta CSI 1835 FR Amotherm Brick WB CSI 1840 FR Amotherm Brick WB Trave CSI 1837 FR Amotherm Brick WB CSI 1839 FR Amotherm Brick WB www.amonncolor.com - 2014 157 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – VOCE DI CAPITOLATO www.amonncolor.com - 2014 158 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – VOCE DI CAPITOLATO STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO E PRECOMPRESSO E MURATURE VOCE DI CAPITOLATO E RAPPORTI DI VALUTAZIONE RELATIVI ALLE STRUTTURE IN MURATURA www.amonncolor.com - 2014 159 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – VOCE DI CAPITOLATO www.amonncolor.com - 2014 160 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – VOCE DI CAPITOLATO MURATURE VOCE DI CAPITOLATO Applicazione di vernice intumescente su murature Fornitura e posa in opera di vernice intumescente a base acqua per protezione dal fuoco di strutture portanti in muratura, cemento armato e cemento armato precompresso. Il trattamento antincendio dovrà essere eseguito mediante applicazione a spruzzo, a pennello, a rullo o con pompa airless, dato in opera a qualsiasi altezza, sia in verticale che in orizzontale e/o con qualsiasi inclinazione. La preparazione preventiva del sottofondo varierà a seconda del tipo di supporto da trattare e, più precisamente: • • Le strutture nuove andranno pulite da ogni eventuale impurità e, in particolare per le strutture in c.a. o c.a.p. andrà valutata l’opportunità di un primer di ancoraggio Le strutture vecchie preverniciate andranno pulite a fondo al fine di eliminare ogni eventuale residuo di vernice non perfettamente ancorato al supporto e/o trattate con eventuale fondo isolante qualora necessario La Soc. Amonn al fine di determinare il quantitativo di vernice intumescente da applicare ha sottoposto la vernice intumescente (reactive coating) Amotherm Brick WB ad una serie di collaudi su varie tipologie di muratura al fine di verificarne sperimentalmente l’incremento prestazionale. Le normative prese a riferimento sono le seguenti: EN 13501-2 del 2009 e EN 1364-1 Di seguito riportiamo un prospetto riassuntivo delle certificazioni ottenute con la descrizione del tipo di muratura collaudata, il quantitativo applicato e la classe (EI) ottenuta. N°CERTIFICATO CSI 1791 FR CSI 1792 FR CSI 1788 FR CSI 1814 FR CSI 1816 FR CSI 1820 FR CSI 1937 FR DESCRIZIONE Parete in laterizio forato: 10 mm (intonaco) 80 mm (forato) 10 mm (intonaco) Dimensione parete 3000x3000mm Parete in laterizio forato: 10 mm (intonaco) 80 mm (forato) 10 mm (intonaco) Dimensione parete 3000x3000mm Parete in laterizio forato: 10 mm (intonaco) 120 mm (forato) 10 mm (intonaco) Dimensione parete 3000x3000mm Parete in laterizio forato: 15 mm (intonaco) 80 mm (forato) 15 mm (intonaco) Dimensione parete 3000x3000mm Muratura composta da mattone doppio UNI 12 12 25 intonacato ambo le parti con 15 mm di intonaco Dimensione parete 3000x3000mm Muratura composta da blocco svizzero di dimensioni 18 12 25 intonacato solo sul lato non esposto al fuoco con 10 mm di intonaco Dimensione parete 3000x3000mm Muratura composta da blocchi in calcestruzzo EN 771. 2003 49 19 19 senza intonaco da ambo le parti. Dimensione parete 3000x3000mm DIMENSIONAMENTO PROTETTIVO CLASSE OTTENUTA 0,800 Kg/mq EI 45 1,400 Kg/mq EI 60 0,400 Kg/mq EI 90 1,400 Kg/mq EI 120 1,00 Kg/mq EI 180 1,400 Kg/mq EI 240 0,800 Kg/mq EI 120 www.amonncolor.com - 2014 161 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – SCHEDA TECNICA DI MANUTENZIONE STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO E PRECOMPRESSO E MURATURE SCHEDA TECNICA DI MANUTENZIONE DELLE VERNICI INTUMESCENTI www.amonncolor.com - 2014 163 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – SCHEDA TECNICA DI MANUTENZIONE www.amonncolor.com - 2014 164 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – SCHEDA TECNICA DI MANUTENZIONE 1. PREMESSA I prodotti vernicianti reattivi (vernici intumescenti) sono prodotti destinati alla protezione passiva dal fuoco di elementi in acciaio, legno e cemento armato. La manutenzione ed il controllo nel tempo dovranno quindi riguardare due aspetti: • quello legato alle caratteristiche antincendio richieste in funzione della normativa, delle tipologia ed uso del fabbricato • quello legato alla funzionalità delle caratteristiche antincendio e della vernice reattiva e del ciclo di cui è parte integrante. Nel primo caso quando il fabbricato è ormai in uso la proprietà dovrà riesaminare o far riesaminare (aggiornare) la Valutazione del Rischio in caso di qualsiasi modifica apportata allʼoccupazione, ai processi, attrezzature o strutture che possa modificare/compromettere la sicurezza, anche quella antincendio. Sarà necessario identificare ed istruire adeguatamente una “Persona responsabile” per svolgere questi accertamenti. Se occorre eseguire interventi sulla struttura del fabbricato, tali interventi dovranno essere affidati, per quanto possibile, ad Installatori accreditati. Per “Persona responsabile” sʼintende il datore di lavoro, se esiste, oppure la persona responsabile delle attività svolte nei locali. Esempio: Uno dei cambiamenti che può avere un effetto imprevisto sulla strategia antincendio e sulla valutazione del rischio è quello dei livelli delle distanze e delle vie di fuga di emergenza progettate per gli occupanti previsti in origine. Variazioni del numero e tipo di personale in un luogo particolare possono vanificare i calcoli del progetto originale. Tali variazioni alterano la protezione passiva antincendio prevista per percorsi e compartimentazione di fuga di emergenza. Lo stesso dicasi per il cambiamento di destinazione dʼuso del fabbricato con variazioni sensibile del carico dʼincendio e quindi con una valutazione del rischio diversa a quella in essere. La proprietà è inoltre responsabile per la conservazione e manutenzione corretta dei sistemi protettivi antincendio a norma del DM 9 marzo 2007 art. 2 comma 2 “I requisiti di protezione delle costruzioni dagli incendi, finalizzati al raggiungimento degli obiettivi suddetti, sono garantiti attraverso lʼadozione di misure e sistemi di protezione attiva e passiva. Tutte le misure e i sistemi di protezione, adottati nel progetto ed inseriti nella costruzione, devono essere adeguatamente progettati, realizzati e mantenuti secondo quanto prescritto dalle specifiche normative tecniche o dalle indicazioni fornite dal produttore al fine di garantirne le prestazioni nel tempo” 2. FENOMENI AGGRESSIVI SULLE OPERE MURARIE E SUI CONGLOMERATI CEMENTIZI 2.1 Aggressioni chimiche I fenomeni di aggressione chimica sono principalmente provocati da due cause ben distinte: condensa sulle superfici di gas e vapori di natura acida, oppure contatto diretto con sostanze chimiche aggressive. Condensa sulle superfici di anidride solforosa Questo tipo di aggressione è indubbiamente la più diffusa ed è legata in via diretta alla contaminazione atmosferica attuale, che tende ad aggravarsi sempre più. Azione dellʼanidride carbonica Il carbonato di calcio, che è il componente fondamentale di quasi tutti i materiali da costruzione, è praticamente insolubile in acqua pura, ma in acque contenenti anidride carboniosa esso si scioglie con tutta facilità, formando soluzioni di bicarbonato di calcio. Contatto diretto con sostanze chimiche aggressive Questo tipo di aggressione è sempre localizzato e si verifica solo in determinate condizioni. Un effetto particolarmente pericoloso, è la penetrazione degli aggressivi chimici nel cemento armato, sempre permeabile e poroso: viene aggredito e consumato il ferro dellʼarmatura. Si può avere una perdita, totale o parziale, secondo il tempo e lʼintensità dellʼattacco, della resistenza agli sforzi di flessione con tutte le conseguenze facilmente immaginabili. www.amonncolor.com - 2014 165 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – SCHEDA TECNICA DI MANUTENZIONE Fluorescenza Le sostanze alcaline e i Sali solubili che tendono a cristallizzare in superficie o allʼinterno delle porosità dei materiali da costruzione, sono una delle cause più importanti del decadimento e della degradazione delle opere murarie e dei prodotti vernicianti che li proteggono. La fluorescenza provoca due tipi ben differenziati di danni: Danni superficiali legati di solito principalmente ai sali solubili che cristallizzano in superficie, con colori variabili dal bianco al giallo. Essi tendono a rovinare la superficie dellʼopera muraria sfigurandone lʼestetica, inoltre danneggiano i rivestimenti superficiali (verniciature) provocando bolle, distacchi e variazioni di colore. Danni interni, legati esclusivamente al fenomeno di cristallizzazione interna. I danni sono provocati dalla pressione di cristallizzazione che provoca spaccature, rotture, fessurazioni, crepe e così via, arrivando nei casi estremi a danni strutturali. Polveri e fumi, ossido di carbonio, ossidi di azoto Sono inquinanti che agendo con lʼacqua e con il sole danno origine ad areosol, nebbie, composti a volte fortemente acidi e aggressivi per pietre, marmi e agglomerati cementizi. 2.2 Aggressioni da agenti atmosferici Gli agenti atmosferici (pioggia, neve, gelo, vento, sole,ecc.) non provocano in verità una azione aggressiva diretta sulle opere murarie, ma aiutano gli altri fenomeni corrosivi. Radiazione solare La frazione ultravioletta delle radiazioni tende a distruggere per depolimerizzazione gli eventuali strati protettivi di prodotto verniciante, mentre la frazione infrarossa riscalda provocando dilatazione che se non bene assorbite, da luogo a crepe, fessure, ecc. Sbalzi termici Vale quanto già affermato per la radiazione, sbalzi termici inducono a dilatazioni e contrazioni, quindi a rotture. Vento umidità e pioggia Tra gli agenti aggressivi di tipo atmosferico essi sono i più difficili da combattere perché spesso sono veicolo e reagente di altre cause di corrosione e danno. Altri agenti particolari di aggressione possono essere batteri, bacilli, licheni e funghi, che spesso agiscono anche in profondità e come per umidità e pioggia, possono essere lʼinizio di altre reazioni chimiche ben più complesse che portano al degrado dei materiali da costruzione. 3. PREPARAZIONE DELLE SUPERFICI ALLA PITURAZIONE La preparazione superficiale dei supporti formati da agglomerati edili di qualsiasi tipo, sia naturali (marmi e pietre) sia artificiali (intonaco di cemento e calce, intonaco di gesso e calce, calcestruzzo, cemento armato, cemento decorativo, intonaco di cemento, fibrocemento, intonaco di gesso e marmo, pannelli in gesso e materiali analoghi, blocchi da costruzione, mattoni crudi e cotti) deve tener conto anzitutto se la superficie da trattare sia nuova o vecchia. Infatti su una superficie nuova bisogna prendere in considerazione soltanto i fenomeni aggressivi tra supporto e rivestimento, in quanto le aggressioni di tipo chimico, atmosferico e particolari, non hanno ancora avuto il tempo di svilupparsi e degradare il supporto. Su una superficie vecchia invece bisogna tenere conto soprattutto dei residui, dei prodotti di reazione, delle alterazioni e degli agenti contaminanti presenti sul supporto, originati in seguito ad aggressioni di tipo chimico, atmosferico e particolari, perché la loro presenza può rendere nulli tutti gli sforzi tesi ad ottenere un buon risultato del lavoro di pitturazione. La preparazione delle superfici alla applicazione del rivestimento verrà quindi suddivisa in due parti ben distinte, essendo per forza di cose diverso il modo di operare su superfici nuove o vecchie. 3.1 Preparazione di superfici nuove alla pitturazione In base a quanto detto, tre sono gli elementi fondamentali da prendere in considerazione per la preparazione di superfici nuove: • • • presenza acqua alcalinità sali solubili www.amonncolor.com - 2014 166 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – SCHEDA TECNICA DI MANUTENZIONE Presenza d'acqua Se si tratta di acqua impiegata nella costruzione come acqua di impasto (materiali di giunzione, intonaci, ecc.) l'unica cosa possibile è dar tempo al tempo e lasciarla evaporare naturalmente. In genere, in condizioni normali di temperatura (da + 15°C a 25°C) occorrono due mesi circa per far scendere la quantità di acqua a livelli accettabili per la pitturazione. Nel caso l'acqua presente sia dovuta a cause meccaniche o difetti costruttivi (rottura tubi o pluviali, infiltrazioni, ecc.) occorre eliminare l'inconveniente prima di procedere ai lavori di pitturazione. Alcalinità Per un corretto lavoro di preparazione il supporto non deve possedere un grado di alcalinità superiore ad 8, misurato come valore di pH. L'alcalinità del supporto è in genere dovuta alla calce libera, presente sia negli impasti di cemento che negli intonaci o nei prodotti di giunzione. Contrariamente a quanto succede con l'acqua, che è necessario lasciar evaporare naturalmente, l'eccesso di alcalinità può essere ridotto per via chimica, trattando il supporto con un adatto neutralizzante per edilizia. Sali solubili Il fenomeno dell'effluorescenza superficiale originata dai sali solubili portati in superficie dall'acqua è il più difficile da eliminare. Quando sul supporto prima della pitturazione si notano le caratteristiche macchie biancastre proprie dell'efflorescenza è necessario assicurarsi anzitutto che acqua e alcalinità siano a livelli normali. Il trattamento di neutralizzazione eseguito per ridurre a livelli normali l'alcalinità contribuisce anche in modo determinante a limitare la formazione di uno strato cristallino superficiale che funge da isolante e turapori. Se le chiazze biancastre sono abbondanti è necessario, dopo neutralizzazione, spazzolare e applicare uno strato di isolante a solvente a forte penetrazione, a base di resine insaponificabili. Solo in questo modo, con la creazione di una pellicola neutra e scarsamente permeabile si riesce a controllare e rallentare l'afflusso in superficie dei sali solubili 3.2 Preparazione di superfici vecchie alla pitturazione Le superfici di opere murarie vecchie, specie se abbandonate a sè stesse per un lungo periodo di tempo senza alcuna manutenzione, presentano problemi di non facile soluzione per una efficace preparazione alla applicazione del rivestimento, anche se vengono solo considerati da un punto di vista economico. Tali e tante sono le aggressioni subite dal supporto, con conseguente accumulo superficiale di residui, prodotti di reazione, sudiciume, polveri o salino, che è alquanto difficile stabilire a prima vista la migliore prassi esecutiva per un corretto lavoro di preparazione del supporto. A seconda del clima, della posizione e dell'ambiente possono verificarsi azioni preponderanti di un certo aggressivo o gruppo di aggressivi rispetto ad altri. In ogni caso è necessario studiare la tecnica di preparazione del supporto alla pitturazione con tutta cura. Esiste in verità un metodo razionale e perfetto per preparare le vecchie superfici alla pitturazione: la sabbiatura. Anche se condotta col metodo leggero del «sand washing» o getto di sabbia a bassa pressione, la sabbiatura è sufficiente a spazzare via dal supporto qualunque elemento estraneo che vi si è depositato o formato nel corso degli anni, nonché i prodotti di degradazione superficiale. Rimesso così a nudo e praticamente allo stato originale, il supporto non ha bisogno che dell'applicazione di uno strato di buon isolante tipo Amotherm Brick Primer WB e poi può essere trattato con Amotherm Brick e con la finitura Amotherm Brick Top: In alternativa alla sabbiatura possiamo procedere con: Energica spazzolatura, meglio con attrezzi a motore, di tutta la superficie, eliminando vecchie pitture in fase di distacco, sporco, polveri e residui vari, non limitarsi al troppo diffuso «colpo di scopa» con la speranza poi che la pittura «incolli tutto». Eʼ necessario soprattutto eliminare il polverine e i materiali in fase di sgretolamento o incoerenti, perché questi hanno assorbito tutti gli agenti contaminanti e i prodotti di reazione che si sono formati a seguito dell'azione prolungata dei vari agenti aggressivi. Si esamina con cura la superficie messa a nudo e si eseguono le prove di seguito elencate. Saggio con cartina al tornasole Se la superficie non risulta neutra occorre trattare con adatto neutralizzante per edilizia. Buon segno invece se la superficie è neutra, in quanto risulta che la spazzolatura è stata veramente efficace, in quanto è riuscita ad eliminare ogni residuo o contaminazione. Saggio di assorbimento Si bagna la superficie con poche gocce d'acqua: se questa scompare subito, il supporto risulta troppo poroso e deve essere trattato prima della pitturazione con adatto isolante in emulsione o a solvente. www.amonncolor.com - 2014 167 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – SCHEDA TECNICA DI MANUTENZIONE Saggio per muffe e licheni Se il supporto risulta cosparso di macchie scure, soventi tendenti al nero, sono presenti licheni e muffe. Invece di un isolante normale è allora necessario impiegare un isolante o una pittura pigmentata di fondo dotato di proprietà battericide e antimuffa. Se questo non fosse possibile è facile rimediare lavando le superfici contaminate con soluzione di permanganato di potassio all'1% applicando poi il normale isolante. Riassumendo, la migliore preparazione di un vecchio supporto alla pitturazione, ove si escluda la sabbiatura è la seguente: • • • spazzolatura energica neutralizzazione (se necessaria) isolamento (antimuffa se necessario). In determinati casi, quando le azioni aggressive (specie di tipo chimico) sono state alquanto violente, risulta conveniente adottare un isolante e consolidante superficiale di tipo epossidico o uretanico. Questi stessi prodotti devono costituire la base per pitturazioni non convenzionali, per esempio di tipo resistente a certi prodotti chimici, farmaceutici, alimentari e così via. Nel caso di opere murarie situate in prossimità del mare è sempre consigliabile un lavaggio preventivo con acqua dolce, per eliminare radicalmente i depositi di salino e degli altri sali solubili. 4. MONITORAGGIO DELLE SUPERFICI La soluzione ideale di fronte al rischio di danni in elementi resistenti al fuoco o danni alla protezione dellstrutture è quella di programmare e controllare ogni attività, comprese quelle di realizzazione e ripristino di tali elementi. Il ricorso a sistemi di manutenzione/monitoraggio offre un mezzo ragionevolmente attuabile per controllare lʼintegrità degli elementi resistenti al fuoco ed eseguire/far eseguire le riparazioni come specificato. La frequenza dellʼattività di monitoraggio dipende dal profilo di rischio del fabbricato. I fabbricati con contenuti pericolosi, presenza di molti occupanti oppure frequenza elevata di modifiche sono esempi di una categoria a rischio più elevato. È importante garantire il monitoraggio (e lʼintervento correttivo, se necessario) per tutte le attività nel fabbricato che potrebbero compromettere la Protezione Passiva Antincendio. Non esiste quindi una norma che indichi un minimo o un massimo tra un monitoraggio e lʼaltro, è una scelta del produttore del sistema di protezione passiva: nel caso di cicli con pitture reattive (intumescenti) utilizzati su intonaco o direttamente su cemento armato e/o precompresso in cui vedono coinvolti i prodotti Amotherm Brick WB si consiglia il seguente monitoraggio: • • • ogni 6 mesi per le strutture poste allʼesterno ( a diretto contatto con agenti atmosferici) ogni 12 mesi per strutture poste allʼinterno ma in ambienti umidi (cucine, piscine ecc.) ogni 24 mesi per strutture poste allʼinterno in condizioni normali di temperatura e umidità dellʼaria Sarebbe comunque opportuno, in presenza di difetti, procedere ad una prova di aderenza dellʼintero ciclo Lʼadesione del sistema protettivo rappresenta una misura del grado la compatibilità fra i vari strati di prodotti vernicianti che compongono il ciclo di verniciatura e il supporto al quale il ciclo è applicato e si determina secondo la procedura interna IDL 10.06: Determinazione della forza di adesione o coesione, attraverso misure della tensione minima necessaria per provocare lo strappo dello strato di verniciatura dal supporto (adesione) - o lo strappo allʼinterno dello strato del componente più debole (coesione) misurata in condizioni di esercizio specificate: natura del supporto, numero degli strati depositati, spessore umido e spessore secco dei vari strati applicati (rilevato dopo il tempo di essiccamento stabilito). Il metodo è mutuato dalla norma ISO 4624-1978 “Misure di adesione. Metodo del PULL-OFF” e, per la sua applicazione, sono richieste le seguenti attrezzature: • • • • Spessimetro a secco Adhesion Tester Testimoni in alluminio Adesivo standard Il procedimento deve essere eseguito dopo totale essiccamento della pellicola secondo i tempi e le condizioni previste dalla Scheda Tecnica del prodotto verniciante in esame o, in assenza di altri riferimenti, dopo almeno 72 ore dalla deposizione dellʼultimo strato di vernice depositato (in condizioni ambientali normali) e comprende le seguenti fasi seguenti. www.amonncolor.com - 2014 168 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – SCHEDA TECNICA DI MANUTENZIONE Scelta dei punti in cui effettuare i rilievi: le misure di adesione/coesione devono essere eseguite in zone di misura rappresentative dellʼapplicazione del prodotto verniciante in esame. Misura di adesione: fissare i testimoni in alluminio in dotazione allʼapparecchiatura di prova, impiegando lʼadesivo epossidico bicomponente nella minima quantità necessaria per fare aderire ciascun testimone al supporto verniciato in prova. I testimoni devono essere equivalenti a quelli standard, in alluminio, forniti in dotazione allo strumento di prova (Adhesion Tester); lʼadesivo deve essere fresco, di tipo epossidico bicomponente, con prestazioni equivalenti a quelle dellʼadesivo ARALDITE, fornito in dotazione allo strumento di prova. Applicare lʼadesivo sulla superficie piana di ciascun testimone, miscelando i due componenti in proporzione 1:1 al momento dellʼapplicazione e farla aderire al supporto verniciato in esame. Mantenere per 30 secondi il contatto fra le due superfici ed eliminare (con lʼapposito coltello a cilindro, in dotazione allo strumento) lʼeventuale eccesso di adesivo impiegato (quello che si trova al di fuori dellʼarea circolare di ciascun testimone applicato). Attendere almeno 72 ore prima di eseguire le prove di strappo previste. Trascorso il tempo di posa necessario, posizionare lo strumento sul supporto in esame e agganciare il primo testimone perpendicolarmente al supporto. Iniziare a ruotare la vite di tensione, mantenendo i piedini dello strumento perfettamente in piano, imprimendo un moto circolare uniforme, di forza costante, fino a determinare lo strappo del testimone agganciato. Registrare il valore della tensione applicata per strappare il testimone oggetto della misura e valutare quali strati (supporto/primer, primer/intumescente, intumescente/intumescente, intumescente/finitura) sono stati lacerati dallo strappo in questione. Annotare (vicino allʼarea di ciascun testimone strappato) il valore registrato sullo strumento; quindi, ripetere lʼoperazione su tutti gli altri testimoni applicati alla pellicola in esame. Espressione dei risultati: riportare le misure riscontrate nellʼapposita sezione “Misura di Adesione” del Mod.10.08 Controllo della posa in opera di rivestimenti intumescenti e calcolare la media delle letture effettuate. Annotare anche se lo strappo è avvenuto per perdita di adesione del ciclo di verniciatura al supporto in esame, o, per perdita di coesione fra uno strato e lʼaltro del ciclo di verniciatura in oggetto; in questʼultimo caso indicare fra quali strati si è manifestata la perdita di coesione Di seguito vengono riportati i Difetti del ciclo con vernici reattive (intumescenti) più comuni durante l'invecchiamento. 4.1 Distacchi Possono dipendere da una inadeguata preparazione della superficie. Nel caso di cemento armato,spesso la presenza di disarmanti impedisce una adeguata aderenza dei prodotti vernicianti. Distacchi tra le mani di un ciclo possono essere causati da polvere o condensa depositatasi durante la lavorazione. 4.1.2 Quando intervenire Se il distacco è dellʼintero ciclo composto da fondo, vernice reattiva e vernice di finitura occorre intervenire subito ripristinando il tutto, qualsiasi sia la superficie interessata, in quanto viene meno la protezione passiva sul quel punto dellʼelemento o della struttura. Se i distacchi coinvolgono la sola vernice di finitura occorre intervenire quando viene raggiunta la classe 2 di valutazione prevista dalla UNI EN ISO 4628-5 punto 7, ripristinando la finitura, previa pulizia e carteggiatura. 4.2. Blistering È la formazione di bolle nel film, e può avere molte cause. Le più comuni sono: • correnti galvaniche: sono classiche nei cicli per applicazioni navali. • spessore insufficiente: a bassi spessori, specialmente per la vernice di finitura, il film rimane permeabile e assorbe acqua o umidità; in questo caso le bolle sono vuote o piene di acqua. • ritenzione di solvente o acqua: se il solvente non riesce ad evaporare prima dell'indurimento del film, si raccoglie in piccole sacche, formando blistering. • umidità: nel caso particolare di un p.v. grasso, cioè ricco di legante, applicato a notevole spessore su di una superficie notoriamente porosa è in grado di trattenere umidità o altri vapori, succede www.amonncolor.com - 2014 169 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – SCHEDA TECNICA DI MANUTENZIONE alquanto spesso che tali vapori si raccolgano in sacche, formando bollicine che crescono fino a raggiungere notevoli dimensioni in poche ore 4.2.1 Quando intervenire Occorre intervenire con il ripristino dellʼintero ciclo o della sola vernice di finitura, se il difetto coinvolgesse la sola finitura, quando viene raggiunta la classe 2 (S4) di valutazione prevista dalla UNI EN ISO 4628-4 punto 7, ripristinando la finitura, previa pulizia e carteggiatura. 4.3. Sfarinamento È la formazione di polvere fine scarsamente aderente alla superficie di un film di pittura derivante dalla degradazione di uno o più dei suoi costituenti. Indica chiaramente lo stato di invecchiamento del film, ma in genere non ne pregiudica le caratteristiche protettive. 4.3.1 Quando intervenire Effettuare la valutazione con il metodo del nastro adesivo secondo quanto previsto dalla UNI EN ISO 4628-6 ed intervenire quando il grado di valutazione è 3 ripristinando la finitura, previa pulizia e carteggiatura. 4.4. Ingiallimento È il cambiamento di colore della resina, sempre per effetto della luce. È particolarmente visibile sulle finiture bianche e chiare in genere. 4.4.1 Quando intervenire La scelta se intervenire o no è lasciata esclusivamente al soddisfacimento degli aspetti estetici a meno che la verifica non rilevi che lʼintero spessore della finitura o della vernice intumescente sia soggetto a sfarinatura. In questo caso occorre ripristinare lʼintero ciclo rafforzando anche la mano di antiruggine. 5. DURATA E CONCETTO DI DURABILITÀ La durata nel tempo di una struttura dipende anche dalla manutenzione preventiva cui sarà soggetta in servizio. La manutenzione deve essere fatta in tempi brevi che non risultino tardivi e con modalità idonee Poiché la durata dellʼefficacia protettiva del ciclo di verniciatura reattiva (intumescente) è generalmente minore della vita nominale della struttura, in fase di pianificazione e progettazione deve essere prestata adeguata attenzione alla possibilità di manutenzione o di rifacimento della protezione. Per vita nominale si intende il numero di anni nel quale la struttura purchè soggetta alla manutenzione ordinaria, deve essere usata per lo scopo alla quale è destinata. La redditività del costo di un determinato sistema di protezione dalla corrosione è in generale direttamente proporzionale alla durata dellʼefficacia effettiva della protezione, in quanto è ridotto al minimo lʼonere dei lavori di manutenzione o rifacimento necessari durante la durata in servizio della struttura. Il livello di degrado della verniciatura prima del primo importante intervento di manutenzione deve essere concordato fra le parti interessate e deve essere stabilito in conformità alle parti da 1 a 5 della ISO 4628, se non diversamente concordato fra le parti interessate. Nella presente norma la durabilità è espressa secondo tre classi: bassa (L) da 2 a 5 anni media(M) da5 a l5 anni alta (H) più di 15 anni La durabilità non costituisce una “garanzia di durata”. La durabilità è una considerazione tecnica che può aiutare il committente nella stesura di un programma di manutenzione. Una garanzia di durata è una nozione giuridica, oggetto di clausole nella parte amministrativa del contratto. La garanzia di durata è generalmente più breve della durabilità. Non esistono regole per correlare queste due durate. www.amonncolor.com - 2014 170 STRUTTURE IN CALCESTRUZZO ARMATO ORDINARIO / PRECOMPRESSO E MURATURE – SCHEDA TECNICA DI MANUTENZIONE Comunque la completezza del ciclo formato da: • Amotherm Brick Primer WB • Amotherm Brick/Protherm Brick/R508 • Amotherm Brick Top WB è presupposto di lunga durata nel tempo fermo restando quanto espresso precedentemente. www.amonncolor.com - 2014 171 TAVOLE, TABELLE E DIAGRAMMI Vengono indicati: Tipo Profilo Peso kg metro Sviluppo metri quadri per metro lineare su 4 lati fuoco Sviluppo metri quadri per metro lineare su 3 lati fuoco SV su 4 lati fuoco SV su 3 lati fuoco Metri quadri per tonnellata www.amonncolor.com - 2014 175 TAVOLE, TABELLE E DIAGRAMMI IPE 4 LATI 3 LATI S/V S/V kg/m m2/m m2/m 4 lati 3 lati m2/t IPE A 100 6,9 0,397 0,342 452,2 389,5 57,57 IPE 100 8,1 0,4 0,345 387,6 334,3 49,33 IPE A 120 8,7 0,472 0,408 427,9 369,9 54,47 IPE 120 10,4 0,475 0,411 359,6 311,1 45,82 IPE A 140 10,5 0,547 0,474 408,5 354,0 52,05 IPE 140 12,9 0,551 0,478 335,4 290,9 42,7 IPE A 160 12,7 0,619 0,537 382,6 331,9 48,7 IPE 160 15,8 0,623 0,541 310,1 269,3 39,47 IPE A 180 15,4 0,694 0,603 354,4 308,0 45,15 IPE 180 18,8 0,698 0,607 291,4 253,4 37,13 IPE O 180 21,3 0,705 0,613 260,1 226,2 33,12 IPE A 200 18,4 0,764 0,664 325,5 282,9 41,49 IPE 200 22,4 0,768 0,668 269,7 234,6 34,36 IPE O 200 25,1 0,779 0,677 243,7 211,8 31,05 IPE A 220 22,2 0,843 0,733 298,3 259,4 38,02 IPE 220 26,2 0,848 0,738 254,1 221,2 32,36 IPE O 220 29,4 0,858 0,746 229,5 199,5 29,24 IPE A 240 26,2 0,918 0,798 275,6 239,6 35,1 IPE 240 30,7 0,922 0,802 235,7 205,0 30,02 IPE O 240 34,3 0,932 0,81 213,2 185,3 27,17 IPE A 270 30,7 1,037 0,902 264,9 230,4 33,75 IPE 270 36,1 1,041 0,906 226,6 197,2 28,86 IPE O 270 42,3 1,051 0,915 195,2 169,9 24,88 Profilo www.amonncolor.com - 2014 176 TAVOLE, TABELLE E DIAGRAMMI Profilo kg/m 4 LATI 3 LATI S/V S/V m2/m m2/m 4 lati 3 lati m2/t IPE A 220 22,2 0,843 0,733 298,3 259,4 38,02 IPE 220 26,2 0,848 0,738 254,1 221,2 32,36 IPE O 220 29,4 0,858 0,746 229,5 199,5 29,24 IPE A 240 26,2 0,918 0,798 275,6 239,6 35,1 IPE 240 30,7 0,922 0,802 235,7 205,0 30,02 IPE O 240 34,3 0,932 0,81 213,2 185,3 27,17 IPE A 270 30,7 1,037 0,902 264,9 230,4 33,75 IPE 270 36,1 1,041 0,906 226,6 197,2 28,86 IPE O 270 42,3 1,051 0,915 195,2 169,9 24,88 IPE A 300 36,5 1,156 1,006 248,4 216,2 31,65 IPE 300 42,2 1,16 1,01 215,6 187,7 27,46 IPE O 300 49,3 1,174 1,022 186,9 162,7 23,81 IPE A 330 43,0 1,25 1,09 228,4 199,1 29,09 IPE 330 49,1 1,254 1,094 200,3 174,7 25,52 IPE O 330 57,0 1,268 1,106 174,6 152,3 22,24 IPE A 360 50,2 1,351 1,181 211,2 184,6 26,91 IPE 360 57,1 1,353 1,183 186,0 162,7 23,7 IPE O 360 66,0 1,367 1,195 162,5 142,0 20,69 IPE A 400 57,4 1,464 1,284 200,3 175,6 25,51 IPE 400 66,3 1,467 1,287 173,7 152,4 22,12 IPE O 400 75,7 1,481 1,299 153,6 134,8 19,57 IPE A 450 67,2 1,603 1,413 187,4 165,2 23,87 IPE 450 77,6 1,605 1,415 162,4 143,2 20,69 IPE O 450 92,4 1,622 1,43 137,8 121,5 17,56 IPE A 500 79,4 1,741 1,541 172,2 152,4 21,94 IPE 500 90,7 1,7 1,544 151,0 133,7 19,23 IPE O 500 107,0 1,8 1,558 128,7 114,0 16,4 IPE A 550 92,1 1,875 1,665 159,8 141,9 20,36 IPE 550 106 1,877 1,667 139,7 124,0 17,78 IPE O 550 123 1,893 1,681 121,3 107,7 15,45 IPE A 600 108 2,013 1,793 146,9 130,9 18,72 IPE 600 122 2,015 1,795 129,2 115,1 16,45 IPE O 600 154 2,045 1,821 103,9 92,5 13,24 IPE 750 x 147 147 2,51 2,245 133,9 119,7 17,06 IPE 750 x 173 173 2,534 2,267 114,5 102,4 14,58 IPE 750 x 196 196 2,552 2,284 101,8 91,1 12,96 www.amonncolor.com - 2014 177 TAVOLE, TABELLE E DIAGRAMMI HE Profilo HE 100 AA G 4 LATI 3 LATI S/V S/V kg/m m2/m m2/m 4 lati 3 lati m2/t 12,2 0,553 0,453 354,5 290,4 45,17 HE 100 A 16,7 0,561 0,461 264,1 217,0 33,68 HE 100 B 20,4 0,567 0,467 217,7 179,3 27,76 HE 100 M 41,8 0,619 0,513 116,3 96,4 14,82 HE 120 AA 14,6 0,669 0,549 360,6 296,0 45,94 HE 120 A 19,9 0,677 0,557 267,2 219,8 34,06 HE 120 B 26,7 0,686 0,566 201,7 166,4 25,71 HE 120 M 52,1 0,738 0,612 111,1 92,2 14,16 HE 140 AA 18,1 0,787 0,647 341,9 281,1 43,53 HE 140 A 24,7 0,794 0,654 252,7 208,1 32,21 HE 140 B 33,7 0,805 0,665 187,4 154,8 23,88 HE 140 M 63,2 0,857 0,711 106,4 88,3 13,56 HE 160 AA 23,8 0,901 0,741 296,8 244,1 37,81 HE 160 A 30,4 0,906 0,746 233,7 192,4 29,78 HE 160 B 42,6 0,918 0,758 169,2 139,7 21,56 HE 160 M 76,2 0,97 0,804 99,9 82,8 12,74 HE 180 AA 28,7 1,018 0,838 278,7 229,4 35,51 HE 180 A 35,5 1,024 0,844 226,3 186,5 28,83 HE 180 B 51,2 1,037 0,857 158,9 131,3 20,25 HE 180 M 88,9 1,089 0,903 96,1 79,7 12,25 HE 200 AA 34,6 1,13 0,93 256,1 210,7 32,62 HE 200 A 42,3 1,136 0,936 211,0 173,9 26,89 HE 200 B 61,3 1,151 0,951 147,4 121,8 18,78 HE 200 M 103,0 1,203 0,997 91,6 75,9 11,67 HE 220 AA 40,4 1,247 1,027 242,3 199,6 30,87 HE 220 A 50,5 1,255 1,035 195,1 160,9 24,85 HE 220 B 71,5 1,27 1,05 139,5 115,3 17,77 HE 220 M 117,0 1,322 1,096 88,5 73,4 11,27 HE 240 AA 47,4 1,359 1,119 225,1 185,3 28,67 HE 240 A 60,3 1,369 1,129 178,2 146,9 22,7 HE 240 B 83,2 1,384 1,144 130,6 107,9 16,63 HE 240 M 157,0 1,46 1,212 73,1 60,7 9,318 www.amonncolor.com - 2014 178 TAVOLE, TABELLE E DIAGRAMMI Profilo G 4 LATI 3 LATI S/V S/V kg/m m2/m m2/m 4 lati 3 lati m2/t HE 260 AA 54,1 1,474 1,214 213,7 176,0 27,22 HE 260 A 68,2 1,484 1,224 170,9 141,0 21,77 HE 260 B 93,0 1,499 1,239 126,6 104,6 16,12 HE 260 M 172 1,575 1,307 71,7 59,5 9,133 HE 280 AA 61,2 1,593 1,313 204,2 168,3 26,01 HE 280 A 76,4 1,603 1,323 164,8 136,0 20,99 HE 280 B 103 1,618 1,338 123,1 101,8 15,69 HE 280 M 189,0 1,694 1,406 70,5 58,5 8,984 HE 300 AA 69,8 1,705 1,405 191,8 158,0 24,42 19,43 HE 300 A 88 1,717 1,417 152,6 126,0 HE 300 B 117,0 1,732 1,432 116,2 96,0 14,8 HE 300 M 238,0 1,832 1,522 60,4 50,2 7,699 HE 320 AA 74 1,74 1,44 184,0 152,3 23,43 17,98 HE 320 A 97,6 1,756 1,456 141,2 117,0 HE 320 B 127,0 1,771 1,471 109,8 91,2 13,98 HE 320 M 245 1,866 1,557 59,8 49,9 7,616 HE 340 AA 78,9 1,777 1,477 176,8 147,0 22,52 HE 340 A 105,0 1,795 1,495 134,5 112,0 17,13 HE 340 B 134 1,81 1,51 105,9 88,4 13,49 HE 340 M 248 1,902 1,593 60,2 50,4 7,67 HE 360 AA 84 1,814 1,514 170,2 142,0 21,67 HE 360 A 112 1,834 1,534 128,4 107,4 16,36 HE 360 B 142 1,849 1,549 102,4 85,8 13,04 HE 360 M 250,0 1,934 1,626 60,7 51,0 7,73 HE 400 AA 92 1,891 1,591 160,7 135,2 20,46 HE 400 A 125 1,912 1,612 120,3 101,4 15,32 HE 400 B 155,0 1,927 1,627 97,4 82,3 12,41 HE 400 M 256 2,004 1,697 61,5 52,1 7,835 19,89 100 1,984 1,684 156,1 132,5 HE 450 A HE 450 AA 140,0 2,011 1,711 113,0 96,1 14,39 HE 450 B 171 2,026 1,726 92,9 79,2 11,84 HE 450 M 263 2,096 1,789 62,5 53,3 7,959 19,33 HE 500 AA 107 2,077 1,777 151,7 129,8 HE 500 A 155 2,11 1,81 106,8 91,6 13,6 HE 500 B 187 2,125 1,825 89,1 76,5 11,34 HE 500 M 270 2,184 1,878 63,4 54,5 8,079 www.amonncolor.com - 2014 179 TAVOLE, TABELLE E DIAGRAMMI Profilo G 4 LATI 3 LATI S/V S/V kg/m m2/m m2/m 4 lati 3 lati m2/t HE 550 AA 120 2,175 1,875 142,3 122,7 18,13 HE 550 A 166 2,209 1,909 104,3 90,1 13,29 HE 550 B 199 2,224 1,924 87,5 75,7 11,15 HE 550 M 278 2,28 1,974 64,3 55,7 8,195 HE 600 AA 129 2,272 1,972 138,5 120,2 17,64 HE 600 A 178 2,308 2,008 101,9 88,7 12,98 HE 600 B 212 2,323 2,023 86,0 74,9 10,96 HE 600 M 285 2,372 2,067 65,2 56,8 8,308 HE 600 x 337 337 2,407 2,097 56,1 48,9 7,144 HE 600 x 399 399 2,45 2,135 48,2 42,0 6,137 HE 650 AA 138 2,369 2,069 134,8 117,7 17,17 HE 650 A 190 2,407 2,107 99,6 87,2 12,69 HE 650 B 225 2,422 2,122 84,6 74,1 10,77 HE 650 M 293 2,468 2,163 66,0 57,9 8,411 HE 650 x 343 343 2,5 2,191 57,1 50,1 7,278 HE 650 x 407 407 2,543 2,229 49,0 43,0 6,243 HE 700 AA 150 2,468 2,168 129,3 113,6 16,46 HE 700 A 204 2,505 2,205 96,2 84,6 12,25 HE 700 B 241 2,52 2,22 82,2 72,5 10,48 HE 700 M 301 2,56 2,256 66,8 58,9 8,513 HE 700 x 352 352 2,592 2,284 57,8 50,9 7,359 HE 700 x 418 418 2,635 2,322 49,5 43,7 6,31 HE 800 AA 172 2,66 2,36 121,7 108,0 15,51 HE 800 A 224 2,698 2,398 94,4 83,9 12,03 HE 800 B 262 2,713 2,413 81,2 72,2 10,34 HE 800 M 317 2,746 2,443 67,9 60,4 8,655 HE 800 x 373 373 2,782 2,474 58,6 52,1 7,469 HE 800 x 444 444 2,824 2,511 49,9 44,4 6,357 HE 900 AA 198 2,858 2,558 113,3 101,4 14,44 HE 900 A 252 2,896 2,596 90,4 81,0 11,51 HE 900 B 291 2,911 2,611 78,4 70,3 9,99 HE 900 M 333 2,934 2,632 69,3 62,1 8,824 HE 900 x 391 391 2,97 2,663 59,7 53,5 7,604 HE 900 x 466 466 3,012 2,7 50,7 45,5 6,464 www.amonncolor.com - 2014 180 TAVOLE, TABELLE E DIAGRAMMI Profilo G 4 LATI 3 LATI S/V S/V kg/m m2/m m2/m 4 lati 3 lati m2/t HE 1000 AA 222 3,056 2,756 108,3 97,7 13,8 HE 1000 A 272 3,095 2,795 89,2 80,6 11,37 HE 1000 B 314 3,11 2,81 77,8 70,3 9,905 HE 1000 M 349 3,13 2,828 70,5 63,7 8,978 HE 1000 x 393 393 3,144 2,841 62,9 56,8 8,006 HE 1000 x 409 409 3,162 2,856 60,7 54,8 7,729 HE 1000 x 488 488 3,204 2,893 51,5 46,5 6,563 HE 1000 x 579 579 3,254 2,938 44,2 39,9 5,625 9,98 HL 920 x 342 342 3,42 3,002 78,4 68,8 HL 920 x 365 365 3,43 3,011 73,9 64,8 9,4 HL 920 x 387 387 3,44 3,02 69,8 61,3 8,88 HL 920 x 417 417 3,46 3,038 65,0 57,1 8,27 HL 920 x 446 446 3,47 3,047 60,9 53,5 7,76 HL 920 x 488 488 3,48 3,058 56,0 49,2 7,13 HL 920 x 534 534 3,5 3,075 51,5 45,2 6,56 HL 920 x 585 585 3,52 3,093 47,2 41,5 6,02 HL 920 x 653 653 3,56 3,129 42,8 37,6 5,45 HL 920 x 784 784 3,62 3,183 36,3 31,9 4,62 HL 920 x 967 967 3,7 3,254 30,1 26,4 3,83 HL 1000 x 296 296 3,479 3,079 92,3 81,7 11,76 HL 1000 A 321 3,495 3,095 85,5 75,7 10,89 HL 1000 B 371 3,51 3,11 74,4 65,9 9,474 HL 1000 M 412 3,53 3,128 67,3 59,7 8,58 HL 1000 x 477 477 3,549 3,145 58,4 51,7 7,437 HL 1000 x 554 554 3,585 3,177 50,8 45,0 6,471 HL 1000 x 642 642 3,624 3,212 44,3 39,3 5,647 HL 1000 x 748 748 3,674 3,257 38,5 34,2 4,909 HL 1000 x 883 883 3,737 3,313 33,2 29,4 4,231 HL 1100 A 343 3,71 3,31 85,0 75,8 10,83 HL 1100 B 390 3,726 3,326 75,0 66,9 9,549 HL 1100 M 433 3,746 3,344 68,0 60,7 8,657 HL 1100 R 499 3,77 3,365 59,4 53,0 7,56 www.amonncolor.com - 2014 181 TAVOLE, TABELLE E DIAGRAMMI HD G 4 LATI 3 LATI S/V S/V Profilo kg/m m2/m m2/m 4 lati 3 lati m2/t HD 260 x 54.1 54,1 1,47 1,21 213,1 175,4 27,22 HD 260 x 68.2 68,2 1,48 1,22 170,5 140,5 21,77 HD 260 x 93.0 93,0 1,5 1,24 126,7 104,7 16,12 HD 260 x 114 114 1,52 1,258 104,3 86,3 13,27 HD 260 x 142 142 1,54 1,275 85,4 70,7 10,91 HD 260 x 172 172 1,57 1,302 71,5 59,3 9,13 HD 320 x 74.2 74,2 1,74 1,44 184,0 152,3 23,43 HD 320 x 97.6 97,6 1,76 1,46 141,5 117,4 17,98 HD 320 x 127 127 1,77 1,47 109,7 91,1 13,98 HD 320 x 158 158 1,8 1,497 89,5 74,4 11,37 HD 320 x 198 198 1,83 1,524 72,5 60,4 9,23 HD 320 x 245 245 1,87 1,561 59,9 50,0 7,62 HD 320 x 300 300 1,9 1,587 49,7 41,5 6,34 HD 360 x 134 134 2,14 1,771 125,4 103,8 15,98 HD 360 x 147 147 2,15 1,78 114,4 94,7 14,58 HD 360 x 162 162 2,16 1,789 104,7 86,7 13,34 HD 360 x 179 179 2,17 1,797 95,1 78,7 12,12 HD 360 x 196 196 2,18 1,806 87,1 72,2 11,1 HD 400 x 187 187 2,24 1,849 94,3 77,8 12,03 HD 400 x 216 216 2,27 1,876 82,4 68,1 10,48 HD 400 x 237 237 2,28 1,885 75,8 62,6 9,64 HD 400 x 262 262 2,3 1,902 68,7 56,8 8,75 HD 400 x 287 287 2,31 1,911 63,1 52,2 8,04 HD 400 x 314 314 2,33 1,929 58,4 48,3 7,42 HD 400 x 347 347 2,35 1,946 53,2 44,0 6,77 HD 400 x 382 382 2,37 1,964 48,7 40,3 6,2 HD 400 x 421 421 2,39 1,981 44,5 36,9 5,68 HD 400 x 463 463 2,42 2,008 41,1 34,1 5,23 HD 400 x 509 509 2,45 2,034 37,8 31,3 4,81 HD 400 x 551 551 2,47 2,052 35,2 29,3 4,49 HD 400 x 592 592 2,5 2,079 33,1 27,5 4,22 HD 400 x 634 634 2,52 2,096 31,2 25,9 3,98 HD 400 x 677 677 2,55 2,122 29,5 24,6 3,76 HD 400 x 744 744 2,59 2,158 27,3 22,8 3,48 HD 400 x 818 818 2,63 2,193 25,2 21,0 3,21 HD 400 x 900 900 2,67 2,228 23,2 19,4 2,96 HD 400 x 990 990 2,72 2,272 21,6 18,0 2,75 HD 400 x 1086 1086 2,77 2,316 20,0 16,7 2,55 www.amonncolor.com - 2014 182 TAVOLE, TABELLE E DIAGRAMMI HP Profilo HP 200 x 43 HP 200 x 53 G kg/m 42,5 53,5 4 LATI m2/m 54,14 68,14 3 LATI m2/m 1,18 1,2 S/V 4 lati 0,975 0,993 S/V 3 lati 218,0 176,1 m2/t 180,1 145,7 HP 220 x 57 57,2 72,85 1,27 1,0455 174,3 143,5 HP 260 x 75 75,0 95,54 1,49 1,225 156,0 128,2 HP 260 x 87 87,3 111,2 1,5 1,233 134,9 110,9 HP 305 x 79 78,4 99,9 1,78 1,4736 178,2 147,5 HP 305 x 88 88,0 112,1 1,78 1,4722 158,8 131,3 HP 305 x 95 94,9 121 1,79 1,4813 147,9 122,4 HP 305 x 110 110 140,1 1,8 1,4893 128,5 106,3 HP 305 x 126 126 160,6 1,82 1,5071 113,3 93,8 HP 305 x 149 149 189,9 1,83 1,514 96,4 79,7 HP 305 x 180 180 229,3 1,86 1,5403 81,1 67,2 HP 305 x 186 186 236,9 1,86 1,5391 78,5 65,0 HP 305 x 223 223 284 1,89 1,5643 66,5 55,1 HP 320 x 88 88,5 112,7 1,75 1,446 155,3 128,3 HP 320 x 103 103 131 1,76 1,454 134,4 111,0 HP 320 x 117 117 149,5 1,78 1,472 119,1 98,5 HP 320 x 147 147 186,9 1,8 1,488 96,3 79,6 HP 320 x 184 184 234,5 1,83 1,513 78,0 64,5 HP 360 x 84 84,3 107,4 2,1 1,733 195,5 161,4 HP 360 x 109 109 138,7 2,13 1,759 153,6 126,8 HP 360 x 133 133 169,4 2,14 1,7662 126,3 104,3 HP 360 x 152 152 193,7 2,16 1,784 111,5 92,1 HP 360 x 174 174 221,5 2,17 1,7915 98,0 80,9 HP 360 x 180 180 229,5 2,17 1,7912 94,6 78,0 HP 400 x 122 122 155,9 2,2 1,81 141,1 116,1 HP 400 x 140 140 178,6 2,21 1,818 123,7 101,8 HP 400 x 158 158 201,4 2,23 1,836 110,7 91,2 HP 400 x 176 176 224,3 2,24 1,844 99,9 82,2 74,8 HP 400 x 194 194 247,5 2,25 1,852 90,9 HP 400 x 213 213 270,7 2,26 1,86 83,5 68,7 HP 400 x 231 231 294,2 2,27 1,868 77,2 63,5 www.amonncolor.com - 2014 183 TAVOLE, TABELLE E DIAGRAMMI IPN Profilo G 4 LATI 3 LATI S/V S/V kg/m m2/m 0,381 4 lati 309,2 3 lati 268,3 m2/t 39,38 IPN 120 11,1 m2/m 0,439 IPN 140 14,3 0,502 0,436 274,3 238,3 34,94 IPN 160 17,9 0,575 0,501 252,2 219,7 32,13 IPN 180 21,9 0,64 0,558 229,4 200,0 29,22 IPN 200 26,2 0,709 0,619 212,3 185,3 27,04 IPN 220 31,1 0,775 0,677 196,2 171,4 24,99 IPN 240 36,2 0,844 0,738 183,1 160,1 23,32 IPN 260 41,9 0,906 0,793 170,0 148,8 21,65 IPN 280 47,9 0,966 0,847 158,4 138,9 20,17 IPN 300 54,2 1,03 0,905 149,3 131,2 19,02 IPN 320 61,0 1,09 0,959 140,3 123,4 17,87 IPN 340 68,0 1,15 1,013 132,6 116,8 16,9 IPN 360 76,1 1,21 1,067 124,7 110,0 15,89 IPN 380 84,0 1,27 1,121 118,7 104,8 15,12 IPN 400 92,4 1,33 1,175 112,7 99,6 14,36 IPN 450 115 1,48 1,31 100,7 89,1 12,83 IPN 500 141 1,63 1,445 91,1 80,7 11,6 IPN 550 166 1,8 1,6 84,9 75,5 10,8 www.amonncolor.com - 2014 184 TAVOLE, TABELLE E DIAGRAMMI W Profilo G 4 LATI 3 LATI S/V S/V kg/m m2/m 0,496 4 lati 67,8 3 lati 56,1 m2/t 30,9 W 100 x 100 x 19.3 19,3 m2/m 0,599 W 130 x 130 x 23.8 23,8 0,736 0,609 67,6 56,0 30,95 W 130 x 130 x 28.1 28,1 0,747 0,619 68,4 56,7 26,46 W 150 x 100 x 13.5 13,5 0,681 0,581 49,0 41,8 50,11 W 150 x 100 x 18.0 18,0 0,692 0,59 50,0 42,6 37,86 W 150 x 100 x 24.0 24,0 0,704 0,602 50,5 43,2 29,4 W 150 x 150 x 22.5 22,5 0,89 0,738 64,1 53,2 39,81 W 150 x 150 x 29.8 29,8 0,902 0,749 65,2 54,1 30,33 W 150 x 150 x 37.1 37,1 0,913 0,759 65,8 54,7 24,59 W 200 x 100 x 15.0 15,0 0,778 0,678 41,0 35,8 51,76 W 200 x 100 x 19.3 19,3 0,789 0,687 41,5 36,2 40,34 W 200 x 100 x 22.5 22,5 0,794 0,692 41,8 36,4 35,25 W 200 x 135 x 21 21,0 0,914 0,781 48,1 41,1 43 W 200 x 135 x 26.6 26,6 0,921 0,788 48,4 41,4 34,49 W 200 x 135 x 31.3 31,3 0,93 0,796 49,1 42,0 29,66 W 200 x 165 x 35.9 35,9 1,03 0,865 57,0 47,9 28,75 W 200 x 165 x 41.7 41,7 1,04 0,874 57,3 48,2 24,97 W 200 x 200 x 46.1 46,1 1,19 0,987 65,7 54,5 25,78 W 200 x 200 x 52 52,0 1,2 0,996 66,4 55,1 22,89 W 200 x 200 x 59 59,0 1,2 0,995 66,1 54,8 20,28 W 200 x 200 x 71 71,0 1,22 1,014 67,3 56,0 17,07 W 200 x 200 x 86 86,0 1,24 1,031 68,6 57,0 14,28 W 200 x 200 x 100 100 1,25 1,04 68,8 57,3 12,59 W 250 x 100 x 17.9 17,9 0,883 0,782 36,7 32,5 49,17 W 250 x 100 x 22.3 22,3 0,891 0,789 37,1 32,8 39,59 W 250 x 100 x 25.3 25,3 0,896 0,794 37,3 33,1 35,3 W 250 x 100 x 28.4 28,4 0,902 0,8 37,6 33,3 31,74 W 250 x 145 x 24 24,0 1,06 0,915 44,1 38,1 43,48 W 250 x 145 x 32.7 32,7 1,07 0,924 44,6 38,5 32,77 W 250 x 145 x 38.5 38,5 1,09 0,943 45,5 39,4 28,04 W 250 x 145 x 44.8 44,8 1,1 0,952 45,8 39,7 24,34 www.amonncolor.com - 2014 185 TAVOLE, TABELLE E DIAGRAMMI Profilo G 4 LATI 3 LATI S/V S/V kg/m m2/m m2/m 4 lati 3 lati m2/t W 250 x 250 x 73 73,0 1,48 1,226 65,9 54,6 20,31 W 250 x 250 x 80 80,0 1,49 1,235 66,3 54,9 18,59 W 250 x 250 x 89 89,0 1,5 1,244 66,5 55,2 16,75 W 250 x 250 x 101 101 1,51 1,253 67,2 55,7 14,91 W 250 x 250 x 115 115 1,52 1,261 67,6 56,1 13,29 W 250 x 250 x 131 131 1,54 1,279 68,5 56,9 11,75 W 250 x 250 x 149 149 1,56 1,297 69,3 57,6 10,47 W 250 x 250 x 167 167 1,58 1,315 70,1 58,3 9,42 W 310 x 100 x 21.0 21,0 0,986 0,885 33,8 30,3 46,74 W 310 x 100 x 23.8 23,8 0,989 0,888 33,9 30,5 41,47 W 310 x 100 x 28.3 28,3 1 0,898 34,3 30,8 35,31 W 310 x 100 x 32.7 32,7 1,01 0,908 34,7 31,2 30,68 W 310 x 165 x 31 31,0 1,24 1,076 42,6 37,0 40,25 W 310 x 165 x 38.7 38,7 1,25 1,085 43,0 37,3 32,27 W 310 x 165 x 44.5 44,5 1,26 1,094 43,4 37,6 28,27 W 310 x 165 x 52 52,0 1,27 1,103 43,7 38,0 24,28 W 310 x 310 x 97 97,0 1,79 1,485 64,6 53,6 18,5 W 310 x 310 x 107 107 1,8 1,494 65,0 53,9 16,83 W 310 x 310 x 117 117 1,81 1,503 65,4 54,3 15,38 W 310 x 310 x 129 129 1,82 1,512 65,8 54,6 14,01 W 310 x 310 x 143 143 1,83 1,521 66,0 54,9 12,78 W 310 x 310 x 158 158 1,84 1,53 66,5 55,3 11,68 W 310 x 310 x 179 179 1,86 1,547 67,2 55,9 10,39 W 310 x 310 x 202 202 1,88 1,565 67,8 56,4 9,26 W 310 x 310 x 226 226 1,89 1,573 68,3 56,8 8,35 W 310 x 310 x 253 253 1,91 1,591 69,0 57,5 7,57 W 310 x 310 x 283 283 1,94 1,618 70,1 58,5 6,85 W 310 x 310 x 313 313 1,96 1,635 70,7 58,9 6,26 W 310 x 310 x 342 342 1,99 1,662 71,9 60,0 5,78 W 360 x 130 x 32.9 32,9 1,18 1,053 35,5 31,7 35,96 W 360 x 130 x 39.0 39,0 1,19 1,062 35,9 32,0 30,38 W 360 x 170 x 44 44,0 1,36 1,189 40,9 35,8 30,24 W 360 x 170 x 51 51,0 1,36 1,189 41,0 35,8 26,88 W 360 x 170 x 57.8 57,8 1,37 1,198 41,3 36,1 24,21 www.amonncolor.com - 2014 186 TAVOLE, TABELLE E DIAGRAMMI G 4 LATI 3 LATI S/V S/V kg/m m2/m m2/m 4 lati 3 lati m2/t W 360 x 370 x 134 134 2,14 1,771 66,9 55,3 15,98 W 360 x 370 x 147 147 2,15 1,78 67,1 55,6 14,58 W 360 x 370 x 162 162 2,16 1,789 67,4 55,8 13,34 W 360 x 370 x 179 179 2,17 1,797 67,8 56,1 12,12 W 360 x 370 x 196 196 2,18 1,806 68,2 56,5 11,1 W 360 x 410 x 216 216 2,27 1,876 71,0 58,7 10,48 W 360 x 410 x 237 237 2,28 1,885 71,3 59,0 9,64 Profilo W 360 x 410 x 262 262 2,3 1,902 71,8 59,4 8,75 W 360 x 410 x 287 287 2,31 1,911 72,2 59,8 8,04 W 360 x 410 x 314 314 2,33 1,929 72,9 60,3 7,42 W 360 x 410 x 347 347 2,35 1,946 73,5 60,9 6,77 W 360 x 410 x 382 382 2,37 1,964 74,1 61,4 6,2 W 360 x 410 x 421 421 2,39 1,981 74,7 61,9 5,68 W 360 x 410 x 463 463 2,42 2,008 75,6 62,7 5,23 W 360 x 410 x 509 509 2,45 2,034 76,4 63,4 4,81 W 360 x 410 x 551 551 2,47 2,052 77,2 64,2 4,49 W 360 x 410 x 592 592 2,5 2,079 78,0 64,9 4,22 W 360 x 410 x 634 634 2,52 2,096 78,8 65,5 3,98 W 360 x 410 x 677 677 2,55 2,122 79,7 66,3 3,76 W 360 x 410 x 744 744 2,59 2,158 80,9 67,4 3,48 W 360 x 410 x 818 818 2,63 2,193 82,2 68,5 3,21 W 360 x 410 x 900 900 2,67 2,228 83,7 69,8 2,96 W 360 x 410 x 990 990 2,72 2,272 85,0 71,0 2,75 W 360 x 410 x 1086 1086 2,77 2,316 86,8 72,6 2,55 W 410 x 140 x 38.8 38,8 1,33 1,19 34,9 31,2 34,03 W 410 x 140 x 46.1 46,1 1,33 1,19 34,9 31,3 28,91 W 410 x 180 x 53 53,0 1,48 1,303 38,8 34,2 27,76 W 410 x 180 x 60 60,0 1,49 1,312 39,1 34,4 25,1 W 410 x 180 x 67 67,0 1,5 1,321 39,3 34,7 22,29 W 410 x 180 x 75 75,0 1,51 1,33 39,6 34,9 20,19 W 410 x 180 x 85 85,0 1,52 1,339 39,9 35,2 17,87 W 460 x 150 x 52 52,0 1,48 1,328 34,5 31,0 28,37 W 460 x 150 x 60 60,0 1,49 1,337 34,8 31,2 25,01 W 460 x 150 x 68 68,0 1,5 1,346 35,0 31,4 21,88 www.amonncolor.com - 2014 187 TAVOLE, TABELLE E DIAGRAMMI Profilo G 4 LATI 3 LATI S/V S/V kg/m m2/m m2/m 4 lati 3 lati m2/t W 460 x 190 x 61 61,0 1,62 1,431 37,8 33,4 27,06 W 460 x 190 x 67 67,0 1,63 1,44 38,0 33,6 24,33 W 460 x 190 x 74 74,0 1,64 1,45 38,3 33,9 22,08 W 460 x 190 x 82 82,0 1,65 1,459 38,6 34,1 20,1 W 460 x 190 x 89 89,0 1,66 1,468 38,8 34,3 18,52 W 460 x 190 x 97 97,0 1,66 1,467 38,8 34,3 17,17 W 460 x 190 x 106 106 1,67 1,476 39,0 34,5 15,83 W 460 x 280 x 113 113 2,01 1,73 46,9 40,4 17,76 W 460 x 280 x 128 128 2,02 1,738 47,2 40,6 15,74 W 460 x 280 x 144 144 2,03 1,747 47,5 40,8 14,06 W 460 x 280 x 158 158 2,04 1,756 47,6 41,0 12,95 W 460 x 280 x 177 177 2,06 1,774 48,1 41,4 11,6 W 530 x 210 x 92 92,0 1,86 1,651 37,1 32,9 20,13 W 530 x 210 x 101 101 1,87 1,66 37,2 33,1 18,41 W 530 x 210 x 109 109 1,88 1,669 37,5 33,3 17,23 W 530 x 210 x 123 123 1,89 1,678 37,7 33,5 15,32 W 530 x 210 x 138 138 1,9 1,686 37,9 33,6 13,74 W 610 x 230 x 101 101 2,07 1,842 36,1 32,1 20,36 W 610 x 230 x 113 113 2,08 1,852 36,3 32,3 18,37 W 610 x 230 x 125 125 2,09 1,861 36,5 32,5 16,71 W 610 x 230 x 140 140 2,11 1,88 36,8 32,8 15,03 W 610 x 325 x 155 155 2,47 2,146 43,1 37,5 15,95 W 610 x 325 x 174 174 2,48 2,155 43,3 37,6 14,24 W 610 x 325 x 195 195 2,5 2,173 43,6 37,9 12,77 W 610 x 325 x 217 217 2,51 2,182 43,8 38,1 11,53 W 610 x 325 x 241 241 2,53 2,201 44,2 38,4 10,62 W 610 x 325 x 262 262 2,53 2,203 44,2 38,4 9,69 W 610 x 325 x 285 285 2,55 2,221 44,5 38,8 8,92 W 610 x 325 x 341 341 2,58 2,247 45,0 39,2 7,59 W 610 x 325 x 415 415 2,63 2,292 45,9 40,0 6,33 W 610 x 325 x 455 455 2,65 2,31 46,2 40,3 5,84 W 610 x 325 x 498 498 2,68 2,337 46,8 40,8 5,37 W 610 x 325 x 551 551 2,71 2,363 47,3 41,3 4,92 W 690 x 250 x 125 125 2,32 2,067 35,9 32,0 18,47 W 690 x 250 x 140 140 2,33 2,076 36,1 32,1 16,69 W 690 x 250 x 152 152 2,34 2,086 36,2 32,3 15,39 W 690 x 250 x 170 170 2,36 2,104 36,5 32,6 13,86 W 690 x 250 x 192 192 2,36 2,106 36,5 32,6 12,35 www.amonncolor.com - 2014 188 TAVOLE, TABELLE E DIAGRAMMI G 4 LATI 3 LATI S/V S/V kg/m m2/m m2/m 4 lati 3 lati m2/t W 760 x 265 x 147 147 2,51 2,245 34,9 31,2 17,06 W 760 x 265 x 161 161 2,52 2,254 35,0 31,3 15,72 W 760 x 265 x 173 173 2,53 2,263 35,2 31,5 14,58 W 760 x 265 x 185 185 2,54 2,273 35,3 31,6 13,74 W 760 x 265 x 196 196 2,55 2,282 35,5 31,7 12,96 W 760 x 265 x 220 220 2,56 2,294 35,6 31,9 11,62 W 840 x 295 x 176 176 2,78 2,488 34,9 31,2 15,79 W 840 x 295 x 193 193 2,79 2,498 35,0 31,4 14,4 W 840 x 295 x 210 210 2,8 2,507 35,1 31,4 13,29 W 840 x 295 x 226 226 2,81 2,516 35,2 31,6 12,42 W 840 x 295 x 251 251 2,82 2,528 35,4 31,7 11,25 W 920 x 310 x 201 201 2,96 2,656 34,3 30,8 14,7 W 920 x 310 x 223 223 2,97 2,666 34,4 30,9 13,26 W 920 x 310 x 238 238 2,98 2,675 34,5 31,0 12,53 W 920 x 310 x 253 253 2,99 2,684 34,6 31,1 11,8 W 920 x 310 x 271 271 3 2,693 34,8 31,2 11,06 W 920 x 310 x 289 289 3,01 2,702 34,9 31,3 10,45 W 920 x 310 x 313 313 3,03 2,721 35,1 31,5 9,67 W 920 x 420 x 342 342 3,42 3,002 40,3 35,4 9,98 W 920 x 420 x 365 365 3,43 3,011 40,5 35,5 9,4 W 920 x 420 x 387 387 3,44 3,02 40,6 35,6 8,88 W 920 x 420 x 417 417 3,46 3,038 40,8 35,8 8,27 W 920 x 420 x 446 446 3,47 3,047 40,9 35,9 7,76 W 920 x 420 x 488 488 3,48 3,058 41,0 36,1 7,13 W 920 x 420 x 534 534 3,5 3,075 41,3 36,3 6,56 W 920 x 420 x 585 585 3,52 3,093 41,5 36,5 6,02 W 920 x 420 x 653 653 3,56 3,129 42,0 36,9 5,45 W 920 x 420 x 784 784 3,62 3,183 42,7 37,5 4,62 W 920 x 420 x 967 967 3,7 3,254 43,6 38,4 3,83 W 1000 x 300 x 222 222 3,06 2,76 33,0 29,7 13,77 W 1000 x 300 x 249 249 3,08 2,78 33,2 30,0 12,37 11,37 Profilo W 1000 x 300 x 272 272 3,1 2,8 33,4 30,2 W 1000 x 300 x 314 314 3,11 2,81 33,5 30,3 9,9 W 1000 x 300 x 350 350 3,13 2,828 33,7 30,5 8,96 W 1000 x 300 x 393 393 3,14 2,837 33,8 30,6 8,01 W 1000 x 300 x 415 415 3,15 2,846 33,9 30,7 7,6 W 1000 x 300 x 494 494 3,19 2,881 34,4 31,0 6,47 W 1000 x 300 x 584 584 3,24 2,926 34,9 31,5 5,56 www.amonncolor.com - 2014 189 TAVOLE, TABELLE E DIAGRAMMI Profilo G 4 LATI 3 LATI S/V S/V kg/m m2/m m2/m 4 lati 3 lati m2/t W 1000 x 400 x 296 296 3,48 3,08 37,5 33,2 11,76 W 1000 x 400 x 321 321 3,5 3,1 37,7 33,4 10,89 W 1000 x 400 x 371 371 3,51 3,11 37,8 33,5 9,47 W 1000 x 400 x 412 412 3,53 3,128 38,0 33,7 8,58 W 1000 x 400 x 443 443 3,53 3,128 38,0 33,7 7,99 W 1000 x 400 x 483 483 3,55 3,146 38,3 33,9 7,36 W 1000 x 400 x 539 539 3,58 3,173 38,6 34,2 6,64 W 1000 x 400 x 591 591 3,6 3,191 38,8 34,4 6,1 W 1000 x 400 x 642 642 3,62 3,208 39,0 34,6 5,65 W 1000 x 400 x 748 748 3,67 3,253 39,5 35,1 4,91 W 1000 x 400 x 883 883 3,74 3,316 40,3 35,7 4,23 W 1100 x 400 x 343 343 3,71 3,31 36,1 32,2 10,83 W 1100 x 400 x 390 390 3,73 3,33 36,3 32,4 9,55 W 1100 x 400 x 433 433 3,75 3,348 36,5 32,6 8,66 W 1100 x 400 x 499 499 3,77 3,365 36,7 32,7 7,56 UAP G kg/m 4 LATI m2/m 3 LATI m2/m S/V 4 lati S/V 3 lati m2/t UAP 80 8,4 0,32 0,275 299,9 257,7 38,56 UAP 100 10,5 0,38 0,33 284,0 246,6 36,35 UAP 130 13,7 0,46 0,405 262,9 231,4 33,48 UAP 150 17,9 0,54 0,475 236,4 208,0 29,96 UAP 175 21,2 0,61 0,54 225,4 199,6 28,52 UAP 200 25,1 0,67 0,595 209,5 186,1 26,86 UAP 220 28,5 0,73 0,65 201,3 179,2 25,75 UAP 250 34,4 0,81 0,725 184,9 165,5 23,57 UAP 300 46,0 0,97 0,87 165,6 148,6 21,04 Profilo www.amonncolor.com - 2014 190 TAVOLE, TABELLE E DIAGRAMMI UPN Profilo G 4 LATI 3 LATI S/V S/V kg/m m2/m m2/m 4 lati 3 lati m2/t 34,1 0,267 283,6 242,7 35,1 UPN 50 5,59 UPN 65 7,09 35,1 UPN 80 10,6 0,312 UPN 100 10,6 0,372 0,322 275,6 238,5 35,1 UPN 120 13,4 0,434 0,379 255,3 222,9 32,52 UPN 140 16,0 0,489 0,429 239,7 210,3 30,54 UPN 160 18,8 0,546 0,481 227,5 200,4 28,98 UPN 180 22,0 0,611 0,541 218,2 193,2 27,8 UPN 200 25,3 0,661 0,586 205,3 182,0 26,15 UPN 220 29,4 0,718 0,638 192,0 170,6 24,46 UPN 240 33,2 0,775 0,69 183,2 163,1 23,34 UPN 260 37,9 0,834 0,744 172,7 154,0 22 UPN 280 41,8 0,89 0,795 167,0 149,2 21,27 UPN 300 46,2 0,95 0,85 161,6 144,6 20,58 UPN 320 59,5 0,982 0,882 129,6 116,4 16,5 UPN 350 60,6 1,047 0,947 135,4 122,5 17,25 UPN 380 63,1 1,11 1,008 138,1 125,4 17,59 UPN 400 71,8 1,182 1,072 129,2 117,2 16,46 www.amonncolor.com - 2014 191 TAVOLE, TABELLE E DIAGRAMMI L Profilo L 100 x 100 x 8 G 4 LATI 3 LATI S/V S/V kg/m m2/m m2/m 4 lati 3 lati m2/t 12,2 0,39 0,29 251,5 187,0 32 L 100 x 100 x 10 15,0 0,39 0,29 203,1 151,0 25,92 L 100 x 100 x 12 17,8 0,39 0,29 171,7 127,7 21,86 L 110 x 110 x 10 16,6 0,429 0,319 202,5 150,6 25,79 L 110 x 110 x 12 19,7 0,429 0,319 170,6 126,9 21,73 L 120 x 120 x 10 18,2 0,469 0,349 202,3 150,6 25,76 L 120 x 120 x 11 19,9 0,469 0,349 184,9 137,6 23,54 L 120 x 120 x 12 21,6 0,469 0,349 170,3 126,7 21,69 L 120 x 120 x 13 23,3 0,469 0,349 158,0 117,5 20,12 L 120 x 120 x 15 26,6 0,469 0,349 138,2 102,9 17,6 L 130 x 130 x 12 23,5 0,508 0,378 169,3 126,0 21,59 L 140 x 140 x 10 21,4 0,547 0,407 200,8 149,4 25,59 L 140 x 140 x 13 27,4 0,547 0,407 156,5 116,5 19,94 L 150 x 150 x 10 23,0 0,586 0,436 200,2 149,0 25,51 0 L 150 x 150 x 12 27,3 0,586 0,436 168,2 125,2 21,44 L 150 x 150 x 14 31,6 0,586 0,436 145,4 108,2 18,53 L 150 x 150 x 15 33,8 0,586 0,436 136,2 101,3 17,36 L 150 x 150 x 18 40,1 0,586 0,436 114,8 85,4 14,63 L 160 x 160 x 14 33,9 0,625 0,465 144,8 107,8 18,46 L 160 x 160 x 15 36,2 0,625 0,465 135,7 101,0 17,3 L 160 x 160 x 16 38,4 0,625 0,465 127,7 95,0 16,28 L 160 x 160 x 17 40,7 0,625 0,465 120,6 89,7 15,37 L 180 x 180 x 13 35,7 0,705 0,525 155,1 115,5 19,74 L 180 x 180 x 14 38,3 0,705 0,525 144,5 107,6 18,4 L 180 x 180 x 15 40,9 0,705 0,525 135,3 100,8 17,23 L 180 x 180 x 16 43,5 0,705 0,525 127,3 94,8 16,2 L 180 x 180 x 17 46,0 0,705 0,525 120,2 89,5 15,3 L 180 x 180 x 18 48,6 0,705 0,525 113,9 84,8 14,5 L 180 x 180 x 19 51,1 0,705 0,525 108,2 80,6 13,78 L 180 x 180 x 20 53,7 0,705 0,525 103,1 76,8 13,13 www.amonncolor.com - 2014 192 TAVOLE, TABELLE E DIAGRAMMI L G 4 LATI 3 LATI S/V S/V kg/m m2/m m2/m 4 lati 3 lati L 200 x 200 x 15 45,6 0,785 0,585 135,1 100,7 17,2 L 200 x 200 x 16 48,5 0,785 0,585 127,0 94,7 16,18 L 200 x 200 x 17 51,4 0,785 0,585 119,9 89,4 15,27 L 200 x 200 x 18 54,3 0,785 0,585 113,6 84,6 14,46 L 200 x 200 x 19 57,1 0,785 0,585 107,9 80,4 13,74 L 200 x 200 x 20 59,9 0,785 0,585 102,8 76,6 13,09 L 200 x 200 x 21 62,8 0,785 0,585 98,2 73,2 12,5 L 200 x 200 x 22 65,6 0,785 0,585 94,0 70,1 11,97 L 200 x 200 x 23 68,3 0,785 0,585 90,2 67,2 11,48 L 200 x 200 x 24 71,1 0,785 0,585 86,7 64,6 11,03 L 200 x 200 x 25 73,9 0,785 0,585 83,4 62,2 10,62 L 200 x 200 x 26 76,6 0,785 0,585 80,4 59,9 10,24 L 250 x 250 x 20 75,6 0,985 0,735 102,2 76,3 13,02 L 250 x 250 x 21 79,2 0,985 0,735 97,6 72,8 12,43 L 250 x 250 x 22 82,8 0,985 0,735 93,4 69,7 11,89 L 250 x 250 x 23 86,4 0,985 0,735 89,5 66,8 11,4 L 250 x 250 x 24 90,0 0,985 0,735 86,0 64,1 10,95 L 250 x 250 x 25 93,5 0,985 0,735 82,7 61,7 10,53 L 250 x 250 x 26 97,0 0,985 0,735 79,7 59,5 10,15 L 250 x 250 x 27 100,5 0,985 0,735 76,9 57,4 9,79 L 250 x 250 x 28 104,0 0,985 0,735 74,3 55,5 9,47 L 203 x 203 x 19 57,9 0,805 0,602 109,4 81,8 13,94 L 203 x 203 x 22.2 67,0 0,805 0,602 94,4 70,6 12,03 L 203 x 203 x 25.4 75,9 0,805 0,602 83,2 62,2 10,6 L 203 x 203 x 28.6 84,7 0,805 0,602 74,5 55,7 9,5 Profilo www.amonncolor.com - 2014 m2/t 193 TAVOLE, TABELLE E DIAGRAMMI Li G 4 LATI 3 LATI S/V S/V Profilo kg/m m2/m m2/m 4 lati 3 lati m2/t L 120 x 80 x 8 12,2 0,391 0,311 475,1 377,9 32,12 L 120 x 80 x 10 15,0 0,391 0,311 477,4 379,7 26,01 L 120 x 80 x 12 17,8 0,391 0,311 480,3 382,1 21,93 L 130 x 65 x 8 11,8 0,381 0,316 447,7 371,3 32,13 L 130 x 65 x 10 14,6 0,381 0,316 451,4 374,4 26,02 L 150 x 90 x 10 18,2 0,47 0,38 465,3 376,2 25,84 L 150 x 90 x 11 19,9 0,47 0,38 466,7 377,4 23,61 L 150 x 100 x 10 19,0 0,49 0,39 477,1 379,7 25,83 L 150 x 100 x 12 22,5 0,49 0,39 479,0 381,2 21,72 L 150 x 100 x 14 26,1 0,49 0,39 480,9 382,7 18,79 L 160 x 80 x 10 18,2 0,469 0,389 448,4 371,9 25,76 L 160 x 80 x 12 21,6 0,469 0,389 451,0 374,0 21,69 L 200 x 100 x 10 23,0 0,587 0,487 446,4 370,3 25,58 L 200 x 100 x 12 27,3 0,587 0,487 448,8 372,3 21,49 L 200 x 100 x 14 31,6 0,587 0,487 451,2 374,3 18,57 www.amonncolor.com - 2014 194 TAVOLE, TABELLE E DIAGRAMMI DIAGRAMMI CURVE TEMPERATURA TEMPO UTILIZZATE NEI TEST CERTIFICATIVI E SPERIMENTALI www.amonncolor.com - 2014 195 TAVOLE, TABELLE E DIAGRAMMI www.amonncolor.com - 2014 196 TAVOLE, TABELLE E DIAGRAMMI www.amonncolor.com - 2014 197 TAVOLE, TABELLE E DIAGRAMMI TABELLA ATTIVITÀ SOGGETTE ALLE VISITE DI CONTROLLO PREVENZIONE INCENDI DPR 01/08/2011 N° 151 Procedure presentazione SCIA www.amonncolor.com - 2014 198 TAVOLE, TABELLE E DIAGRAMMI www.amonncolor.com - 2014 199 TAVOLE, TABELLE E DIAGRAMMI www.amonncolor.com - 2014 200 TAVOLE, TABELLE E DIAGRAMMI www.amonncolor.com - 2014 201 TAVOLE, TABELLE E DIAGRAMMI www.amonncolor.com - 2014 202 TAVOLE, TABELLE E DIAGRAMMI Al termine dei lavori e prima di dare inizio allʼesercizio dellʼattività, il responsabile dell'attività, ai sensi dellʼart. 4, comma 1, del D.P.R. 1° agosto 2011 n. 151, dovrà presentare la Segnalazione Certificata di Inizio Attività ai fini della sicurezza antincendio mediante il modello Mod. PIN 2-2012SCIA, in duplice copia di cui una in bollo, allegando la seguente documentazione: • • • Copia della nota del Comando di approvazione del progetto (per attività di cat. B/C). Attestato di versamento ai sensi dellʼart. 23 del D.lgs 139/06, a mezzo di c/c postale n. 12465639 intestato alla Tesoreria Provinciale dello Stato - Sezione di Ascoli Piceno, o tramite bonifico bancario alle coordinate IBAN: IT53 N 07601 13500 000012465639. Dichiarazioni e certificazioni atte a comprovare che le strutture, gli impianti, le attrezzature e le opere di finitura sono stati realizzati, installati o posti in opera in conformità alla vigente normativa in materia di sicurezza antincendio, come indicato nellʼallegato II al DM 7/8/2012, in particolare: a) Mod. PIN 2.1-2012 - Asseverazione ai fini della sicurezza antincendi, attestante la conformità dellʼattività alle prescrizioni vigenti in materia di sicurezza antincendio nonché, per le attività di categoria B e C, al progetto approvato dal Comando. b) Relazione tecnica ed elaborati grafici progettuali (Allegare solo se non siano già stati esaminati dal Comando: ad es. per attività di cui all'Allegato I, cat. A del DPR 01/08/2011 n. 151). c) Mod. PIN 2.2 CERT.REI-2012 - Certificazione di resistenza al fuoco di prodotti/elementi costruttivi in opera (con esclusione delle porte e degli elementi di chiusura), a firma di professionista iscritto negli elenchi del M.I. di cui allʼart.16 del D.Lgs 139/06 d) Mod. PIN 2.3 DICH.PROD-2012 - Dichiarazione inerente i prodotti impiegati ai fini della reazione e della resistenza al fuoco e i dispositivi di apertura delle porte, a firma di professionista iscritto negli elenchi del M.I. di cui allʼart.16 del D.Lgs 139/06. e) Mod. PIN 1 2012 – Istanza di valutazione progetto per attività di categoria B e C f) Dichiarazioni/certificazioni relative agli impianti ai fini della sicurezza antincendio: • Dichiarazioni di conformità/rispondenza previste dallʼart. 7 del D.M. 37/2008 e redatte secondo i facsimili appositamente predisposti dal Ministero dello Sviluppo Economico. • Per impianti non ricadenti nel campo di applicazione del D.M. 37/2008, occorre produrre le dichiarazioni di corretta installazione e funzionamento da compilarsi sul modello Mod. PIN 2.4 DICH.IMP.-2012 da parte dellʼinstallatore, corredate di progetto a firma di professionista, riferito alle eventuali norme di impianto e/o agli eventuali requisiti prestazionali previsti da disposizioni vigenti. Per impianti non ricadenti nel campo di applicazione del D.M. 37/2008, in assenza di progetto, occorre produrre le certificazioni di rispondenza e funzionalità redatte sul modello Mod. PIN 2.5 CERT.IMP.-2012 a firma di professionista iscritto negli elenchi del M.I. di cui allʼarticolo 16 comma 4 del D.Lgs 139/2006 corredate di documentazione tecnica illustrativa, espressamente specificante il rispetto dei requisiti tecnici e prestazionali previsti da disposizioni vigenti, relativamente ai seguenti impianti: • impianto di produzione, trasformazione, trasporto, distribuzione, utilizzazione dell'energia elettrica; • impianto di protezione contro le scariche atmosferiche; • impianto per la distribuzione e l'utilizzazione di gas di qualsiasi tipo, comprese le opere di evacuazione dei prodotti della combustione e ventilazione ed aerazione dei locali; • impianto di estinzione incendi; • impianto di rivelazione di fumo, gas e incendio; • impianto di riscaldamento e climatizzazione; • impianto di sollevamento di persone o di cose per mezzo di ascensori, di montacarichi, di scale mobili e simili; g) Copia degli attestati di frequenza al corso di formazione per “addetto antincendio”, ai sensi dell'art. 37 comma 9 del D.Lgs. n. 81/08 e della Legge n. 609/96 e al corso di aggiornamento ai sensi della Circ. n. 5987 del 23.2.2011. h) Attestazione rilasciata dell'ente erogatore, da cui si evinca, relativamente alla portata idrica dell'acquedotto, unʼindisponibilità per manutenzione non superiore a 60 ore/anno, relativamente allʼarea interessata dallʼimpianto, attestabile mediante dati statistici relativi agli anni precedenti in conformità al punto A.1.4 della norma UNI 10779:2007. In tal caso i requisiti di portata e pressione richiesti dovranno essere certificati mediante Mod.PIN 2.5 CERT.IMP.-2012. www.amonncolor.com - 2014 203 TAVOLE, TABELLE E DIAGRAMMI TABELLE ALLEGATO D DM 16 FEBBRAIO 2007 Modalità di classificazione in base a confronti con tabelle www.amonncolor.com - 2014 204 TAVOLE, TABELLE E DIAGRAMMI www.amonncolor.com - 2014 205 TAVOLE, TABELLE E DIAGRAMMI www.amonncolor.com - 2014 206 TAVOLE, TABELLE E DIAGRAMMI www.amonncolor.com - 2014 207 TAVOLE, TABELLE E DIAGRAMMI www.amonncolor.com - 2014 208 TAVOLE, TABELLE E DIAGRAMMI www.amonncolor.com - 2014 209 TAVOLE, TABELLE E DIAGRAMMI www.amonncolor.com - 2014 210 Divisione Color | Linea Amotherm Tel. +39 0437 98411 . Fax +39 0437 990271 . [email protected] . www.amonncolor.com Sede commerciale e produttiva: 32014 Ponte nelle Alpi, via Cima i Prà 7 Sede R&D, ingegneria e assistenza: 20080 Zibido San Giacomo (MI), via Zibido 3 Sede legale e amministrativa: J. F. Amonn SPA: 39100 Bolzano, Via Altmann 12 Tel. +39 0471 904 911 . Fax +39 0471 910 449 . [email protected]
© Copyright 2026 Paperzz