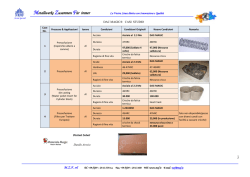
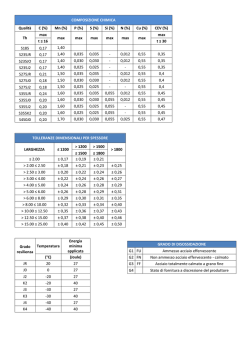
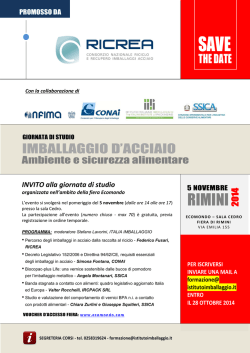
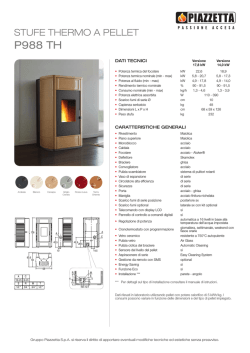
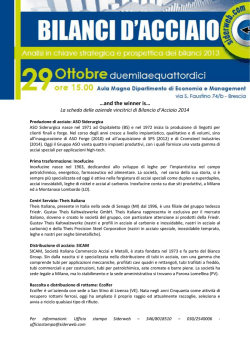
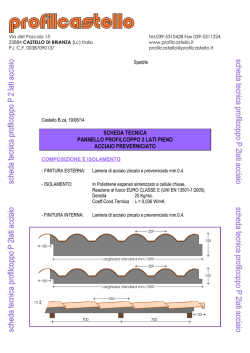
Giunzioni tra acciai dissimili / Criccatura nell’acciaio da costruzione non legato S235JR (S235JRG2 / St37-2) Due osservazioni interessanti Cosa era successo? La forma delle cricche osservate è simile a quella descritta in un capitolo della letteratura tecnica ”Schweissen und Schneiden“ (Saldatura e taglio) del 1989 in cui si sono analizzate cricche analoghe risultanti dalla saldatura di giunzioni miste (foto 1). Si sono saldati dei provini di cordoni di saldatura a doppio angolo come giunzioni miste di 1.4541 e St37-2 (S235JRG2) mediante elettrodi rivestiti SMAW del tipo E 23 13 2 R23, impiegando diversi lotti dell’acciaio da costruzione non legato da analizzare. Sui provini si sono poi effettuati diversi controlli ai liquidi penetranti e alcuni mostravano chiaramente delle cricche. Foto 2: cricche da ricottura accanto al cordone. Risultati dello studio effettuato in passato: Il contenuto di manganese e di zolfo ha un forte influsso sul tipo di criccatura in esame (foto 3). Nella foto, ogni punto rappresenta un determinato lotto del S235JRG2 utilizzato. Qui emerge chiaramente che per evitare tale criccatura, a un determinato tenore di zolfo nell’acciaio non legato, è necessario un contenuto minimo di manganese. Una previsione quantitativa della formazione di cricche è però possibile solo se si tiene conto di tutti gli altri elementi che favoriscono la microcriccatura, come il fosforo, il carbonio, il silicio e l’ossigeno. 0,80 Non sensibile alla criccatura 105 Lin ea di co nfi ne Caso 2: Un cliente ha saldato su una lamiera blindata di 1.7263 30CrMo5-2 dei profilati a U di S235JR. Su questi profilati a U voleva avvitare poi diversi pezzi. Poiché l’acciaio della blindatura era un acciaio difficilmente saldabile, il metallo è stato pre-riscaldato e, come materiale di apporto, si è scelto il filo pieno Böhler A7-IG. Anche qui si sono riscontrati segni di criccatura sulla linea di fusione con l’acciaio da costruzione non legato S235JRG2. 0,70 Foto 1: cricche accanto al cordone nell’acciaio da costruzione non legato. Nei provini micrografici appariva che le cricche non erano situate direttamente lungo la linea di fusione, ma a livello intercristallino nella zona a grani grossolani a una distanza di 0,01 - 0,02 mm dalla linea di fusione (foto 2). Il tipo delle cricche indicava che si trattava di cricche di liquazione risultanti da depositi intergranulari e da tensioni da ritiro. Si è quindi studiata la sensibilizzazione di tale metallo da costruzione non legato a questo tipo di criccatura con i seguenti risultati: Tenore di manganese [%] INFO PER L‘UTILIZZATORE | Non è pubblicità, siate cortesi e trasmetterlo alla technica Caso 1: Un cliente doveva collegare per uno scaffale dei profili piatti di S235JRG2 con delle stanghe quadrate di Ck 45. Poiché il Ck 45 è un acciaio difficilmente saldabile, ha pre-riscaldato il metallo e per la saldatura d’angolo ha impiegato un elettrodo rivestito Fox A7. Con grande stupore si è reso conto che, vicino alla linea di fusione del profilato a U, si riscontravano segni di criccatura. È un fenomeno che si osserva più di frequente nell’acciaio Ck 45 ad alto tenore di carbonio. 9 0,60 P1 Hertistrasse 15, Postfach, CH-8304 Wallisellen, T. +41 (0)44 832 88 55, F. +41 (0)44 832 88 58 Email: [email protected] / www.voestalpine.com/welding zertifiziert nach ISO 9001:2000 58 62 48 12 0,40 63 54 102 34 109 P8 0,30 0,010 0,020 T 41 P2 P5 P4 H D G 67 106 C Prova di saldatura senza criccatura Prova di saldatura con criccatura Prova di saldatura esterna senza criccatura Prova di saldatura esterna con criccatura 0 A 33 16 15 44 8 0,030 0,040 di lf [%] P3 3 F B E P9 Tendenza alla criccatura 0,050 0,060 Foto 3: influsso del manganese e dello zolfo sulla sensibilizzazione alla criccatura. 01.03 Giunzioni tra acciai dissimili / Criccatura nell’acciaio da costruzione non legato S235JR | voestalpine Böhler Welding Schweiz AG 6 50 0,50 0,20 103 101 Pagina 1 di 2 | Situazione: 2014-05-09 È stato invece possibile prevedere la quantità esatta della sensibilizzazione alle cricche di liquazione solo dopo aver ottenuto l’equivalente Y delle cricche di liquazione, che comprende il tenore di manganese, silicio, fosforo, zolfo, carbonio e ossigeno. Controprova sull’esempio del caso 2: Dalla controprova sul suddetto esempio del caso 2 risulta quanto segue: Questo equivalente cricche Y ha consentito una buona stima della lunghezza delle cricche previste. Lunghezza cricche Y = 153 – (1287 x %Mn) + (962 x (%Mn)2) + (252 x %Si) + (1855 x %P) + (2629 x %S) + (714 x %C) + (1053 x %O2) Valutazione dei valori calcolati: Y < 0%: Il materiale non è sensibile alla criccatura. 0% < Y < 50%: Il materiale è sensibile; non dovrebbe essere impiegato per costruzioni rigide, pezzi soggetti a sollecitazioni dinamiche o pezzi per i quali sono poi necessari dei lavori di raddrizzatura. Y > 50%: Il materiale è molto soggetto a criccatura e non dovrebbe essere utilizzato per lavori di saldatura. 100 100 80 80 60 60 40 40 20 0 20 Lunghezza delle cricche (%) 120 120 Dal calcolo dell’equivalente Y delle cricche di liquazione risultava un valore del 13,76%, quindi un indizio di maggiore sensibilizzazione. La lega di apporto utilizzata, composta da 18%Cr, 8%Ni e 6%Mn, presenta un coefficiente di dilatazione termica nettamente più elevato (18x10-6) di quello dell’acciaio da costruzione non legato. Le tensioni di taglio vigenti sulla linea di fusione possono favorire questo tipo di criccatura. Con un materiale di apporto a base di nichel, come p.e. l’UTP 068HH, il quale presenta un coefficiente di dilatazione termica simile a quello dell’acciaio da costruzione non legato, dovrebbe essere possibile evitare questo tipo di criccatura. Ma a un prezzo molto alto. Il metodo migliore per evitare questo tipo di criccatura rimane quello della verifica mediante analisi se il materiale da impiegare per le costruzioni saldate è ben idoneo. Per una stima grossolana, nella foto 3 è possibile verificare mediante l’analisi del S235JR, se l’acciaio con il tenore di zolfo indicato (necessario un certificato con valori effettivi) è legato con una sufficiente quantità di manganese. È però opportuno ricordare che è importante disporre di un certificato con un’analisi su prodotto, poiché secondo la norma, i valori dell’analisi di colata dell’acciaio possono essere più bassi di quelli dell’analisi su prodotto. La seguente tabella illustra i contenuti massimi ammessi di zolfo negli acciai da costruzione non legati. 0 Pezzo n° Denom. secondo EN 10025 (2005) Analisi di colata max. % Analisi di prodotto max. % RSt 37-2 1.0038 S235JR 0,035 0,040 St 37-3 U 1.0114 S235J0 0,030 0,035 1.0117 S235J2 0,025 0,030 01.03 Giunzioni tra acciai dissimili / Criccatura nell’acciaio da costruzione non legato S235JR | Pagina 2 di 2 7 9 11 RO 0.0 3 0.0 5 30 0.0 25 0.0 20 0.0 15 AN O NG ES E/ Z 13 SF MA OL FO 15 17 19 FO Lunghezza delle cricche (%) A causa dei numerosi fattori d’influsso non è stato possibile illustrare in un grafico i risultati ottenuti. È stato invece possibile dimostrare che con i valori di un’analisi quintuplice sulla seguente (foto 4) si può stimare grosso modo la lunghezza presumibile delle cricche. Con un tenore di manganese pari allo 0,56% e di zolfo pari allo 0,040%, l’analisi giungeva al limite della sensibilizzazione alla criccatura nella foto 3. Denom. secondo DIN 17100 0.0 10 0.0 05 Foto 4: equivalente cricche Y in funzione del rapporto Mn/S e del tenore di fosforo in caso di 0,2% Si nell‘acciaio. Poiché nell’analisi sul prodotto il S235JRG2 accetta un contenuto più elevato di zolfo con un tenore ridotto di manganese, viene spesso fabbricato da piccole acciaierie che per la colata si avvalgono di grosse quantità di rottami rifusi e destinano l’acciaio essenzialmente a piccoli profilati e nastri metallici. Spesso tali acciai presentano – oltre alle impurità di fosforo e zolfo – anche un tenore più elevato di cromo, nichel e rame. | Situazione: 2014-05-09 Queste informazioni sono indicative per l‘artigiano. Essi descrivono delle circostanze tecniche fondamentali semplificate e non sono esaustive. La garanzia delle qualifiche per ogni utilizzo/messa in opera richiede un accordo scritto anticipatamente. voestalpine Böhler Welding Schweiz AG Hertistrasse 15 | Postfach | CH-8304 Wallisellen | T. +41 (0)44 832 88 55 | F. +41 (0)44 832 88 58 | EMail: [email protected] | www.voestalpine.com/welding zertifiziert nach ISO 9001:2000
© Copyright 2026 Paperzz