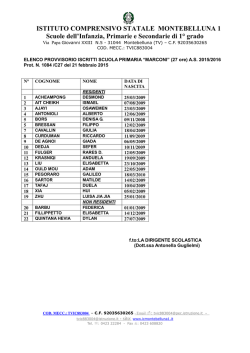
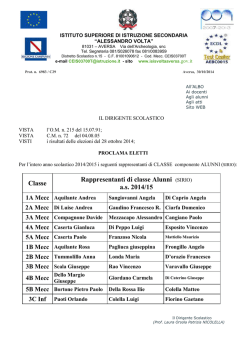
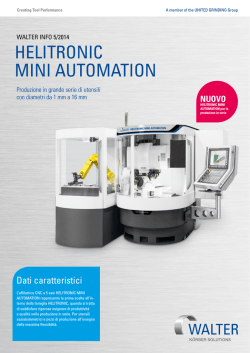
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Macchine utensili a controllo numerico - Attrezzature ATTREZZATURE PER LA LAVORAZIONE DEI MANUFATTI La crescente automazione delle MU/CN richiede che pezzi ed utensili vengano sostituiti rapidamente durante il ciclo di lavoro. Attrezzature porta utensili Gli utensili sono contenuti in magazzini che sono posizionati dentro, sopra o accanto alla macchina stessa. I magazzini più utilizzati sono quelli “a giostra” (o a catena) e “a disco”, nei quali gli utensili sono disposti a caso (random) senza seguire l’ordine della lavorazione. Ogni utensile è codificato (es.: T 01) e risulta perciò identificato dal CNC. Il cambio degli utensili avviene per mezzo di un dispositivo che sostituisce l’utensile che ha lavorato con quello successivo. Il passaggio dell’utensile dal magazzino al mandrino portautensile può essere fatto in diversi modi. Il metodo più utilizzato è quello detto “a navetta”, che sfrutta un braccio alla cui estremità vi sono due pinze (o “forchette”) per il prelievo contemporaneo degli utensili. Nelle macchine a utensile rotante, quali sono le fresatrici ed i centri di lavoro, l’elemento di unione fra il mandrino e l’utensile è il “portautensile”, che costituisce la parte terminale della testa motrice. Due tenoni consentono l’incastro tra mandrino e portautensile, trasmettendo a questo il moto. All’estremità conica vi è un dispositivo per il bloccaggio automatico del codolo del portautensile al mandrino. Nel caso dei torni, i mandrini autocentranti portapezzo sono dotati di morsetti o pinze a comando idraulico, pneumatico o elettrico. Tali mandrini sono attivati in apertura e chiusura dal controllo numerico. Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano - Pag. 1 Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Macchine utensili a controllo numerico - Attrezzature La lavorazione di manufatti alle macchine utensili a controllo numerico richiede spesso l’impiego di attrezzature o l’utilizzo di pallet. Un sistema a cambio pallet, utilizzabile su macchine utensili per la lavorazione di particolari aventi determinati tempi ciclo, consente il caricoscarico dei particolari da lavorare mentre la macchina utensile è in lavorazione, diminuendo quindi i tempi morti ed agevolando le operazione di staffaggio dei particolari sulle palette da parte dell’operatore. Lo scambio può essere effettuato da un manipolatore a 2 o a 3 assi con asse di traslazione elettrico, asse verticale pneumatico ed eventuale polso rotativo di scambio a comando elettrico con doppia pinza aggancio pallet. Il sistema può essere utilizzato con soli due pallet o dotato di magazzino a tavola rotante (per esempio fino ad 8 pallet). Il tempo di scambio, nel caso di lavorazioni di particolari con tempi di ciclo brevi, può essere di circa 6-7 sec ed il carico massimo applicabile su ogni pallet è per esempio di circa 20 kg. Nel caso di lavorazioni di particolari con tempi di ciclo medio-lunghi, il tempo di scambio può essere di circa 30 sec ed il carico massimo applicabile su ogni pallet è per esempio di circa 80 kg. Il sistema, completo di impianto elettrico e pneumatico, è gestito per mezzo di PLC. Le attrezzature devono avere un impiego flessibile, in quanto devono adattarsi a lavorazioni di pezzi di forma varia ed essere sempre utilizzabili (attrezzature standard). Le attrezzature speciali sono progettate e costruite espressamente per la fabbricazione di un determinato pezzo e diventano inutilizzabili quando termina la produzione del pezzo in questione. Esempi di attrezzature sono quelle per montaggio multiplo (lavorazione in piano di una serie di pezzi), quelle per forature multiple. Di seguito si fa un rapido cenno sull’argomento, che è trattato più dettagliatamente in Disegno, Progettazione ed Organizzazione Industriale (DPOI). Attrezzature porta pezzo a) Funzione Le attrezzature porta pezzo hanno le seguenti funzioni: - Sostenere il pezzo rigidamente in modo che l’asportazione del truciolo avvenga senza deformazioni e senza vibrazioni; Far si che il centraggio ed il bloccaggio del pezzo avvengano nel minor tempo possibile; Permettere il centraggio esatto per una serie di pezzi uguali. L’uso dell’attrezzatura riduce i tempi di produzione attribuibili alla manodopera (Tmf) ed abbassa il livello di incidenza del suo costo sull’unità di prodotto. Si distinguono attrezzature: - Universali, reperibili in commercio (es.: mandrino, autocentrante, morse da banco …) Componibili, perché assemblate con componenti standardizzati (adatte per lavorazioni di piccola e media serie) Speciali, costruite appositamente per un determinato particolare e, dato l’ elevato costo, sono adatte per produzioni in grande serie. Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano - Pag. 2 Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Macchine utensili a controllo numerico - Attrezzature b) Elementi Gli elementi principali di un’attrezzatura sono: - Riferimenti, che permettono alle superfici, ai piani ed agli assi, di assumere una posizione prestabilita Appoggi, che hanno lo scopo di sostenere il pezzo e le azioni agenti su di esso Organi di fissaggio, che consentono di mantenere il pezzo nella posizione prescelta (es.: meccanismi a vite, cunei, eccentrici, leve, azionamenti pneumatici od oleodinamici …) Guide o posizionatori, che hanno il compito di determinare la posizione reciproca tra utensile e pezzo nel caso di lavorazioni quali la foratura, la tranciatura, lo stampaggio … Struttura, che costituisce l’insieme degli elementi destinati a portare il pezzo e tutti i dispositivi di fissaggio e posizionamento. Lo studio delle attrezzature va compiuto in strettissima collaborazione tra il tecnico che compila il ciclo di lavorazione (Ufficio analisi tempi) ed il tecnico che provvede alla progettazione dell’attrezzatura stessa (Ufficio tecnico d’officina). La costruzione dell’attrezzatura (nell’attrezzeria) va fatta con celerità in modo che essa sia pronta al momento in cui si inizia la lavorazione. Oltre a conoscere i criteri tecnici che guidano la progettazione e la costruzione delle attrezzature, l’Ufficio produzione deve anche conoscere il criterio economico di fondamentale importanza: l’attrezzatura deve essere utile ed economicamente conveniente. c) Struttura Le dimensioni di una attrezzatura dipendono sia dalle dimensioni del pezzo, sia dalle sollecitazioni cui è sottoposta. Il corpo dell’attrezzatura può essere ottenuto: - Per fusione in ghisa Per saldatura di profilati in acciaio Mediante elementi componibili (in ghisa o in acciaio) uniti tra loro con viti e spine di riferimento Combinando (sistema misto) due o più dei modi precedenti, cioè facendo uso di parti fuse o saldate, insieme ad altri elementi. La fusione in ghisa si utilizza quando il corpo ha forma complessa. La ghisa è un materiale di poco prezzo; è la costruzione del modello che ha un costo notevole. La ghisa ha il pregio di ridurre le vibrazioni. Le strutture in acciaio saldato sono quelle più frequentemente utilizzate, essendo il 40 % meno pesanti di quelle fuse. La saldatura, però, provoca deformazioni non trascurabili e tensioni sulle parti funzionali del corpo (superfici di appoggio, di collegamento, guida …). Gli elementi normalizzati componibili consentono un risparmio anche del 50 %. d) Posizionamento del pezzo Il pezzo deve essere posto nella corretta posizione rispetto: Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano - Pag. 3 Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Macchine utensili a controllo numerico - Attrezzature - Al piano d’appoggio della macchina All’utensile (o agli utensili) che dovrà eseguire la lavorazione Il posizionamento dei pezzi è un’operazione della massima importanza in quanto essa garantisce che ogni pezzo successivo verrà disposto e lavorato come il precedente. Le aree di contatto tra pezzo in lavorazione ed attrezzatura sono dette “riferimenti”. E’ necessario che: - Le aree di contatto siano limitate anzi assimilabili a dei punti I punti di contatto siano il minor numero possibile (per diminuire i possibili errori di posizionamento I tipi di riferimenti più usati in una attrezzatura sono: 1) Per superficie piana: tre rilievi di superficie ristretta che siano assimilabili a tre punti di contatto 2) Per superficie cilindrica: un appoggio a V che determina due punti di contatto col cerchio 3) Per superficie conica: delle superficie coniche complementari a quelle del pezzo (es.: punte e contropunte coniche). La figura a lato rappresenta un prisma a V in acciaio temprato della ditta Norelem. La figura sotto rappresenta un esempio schematico di attrezzatura per il posizionamento di un pezzo meccanico rispetto ai tre piani a-a, b-b, c-c. Tale posizionamento è molto applicato nelle attrezzature per forare. Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano - Pag. 4 Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Macchine utensili a controllo numerico - Attrezzature e) Bloccaggio del pezzo Il bloccaggio del pezzo in lavorazione è sempre necessario. Il sistema di fissaggio deve agire solo su quelle superfici del pezzo che sono solidamente appoggiate, per evitare deformazioni e vibrazioni del pezzo. Distinguiamo due tipologie di bloccaggio: - Bloccaggi reversibili: sono quelli in cui, riducendo a zero la forza bloccante, il pezzo si sblocca automaticamente (è quanto accade nelle attrezzature pneumatiche od oleodinamiche all’apertura della valvola regolatrice la pressione del fluido); - Bloccaggi irreversibili: sono quelli in cui, per sbloccare il pezzo, non è sufficiente ridurre a zero la forza di chiusura ma occorre applicare una forza contraria per liberare il sistema di bloccaggio (è ciò che accade nei sistemi meccanici). I sistemi di bloccaggio possono essere di due tipi: bloccaggi ottenuti esclusivamente mediante organi meccanici, bloccaggi ottenuti mediante l’intervento anche di sistemi fluidi. Di seguito è rappresenta un’attrezzatura in cui il bloccaggio è ottenuto mediante un organo meccanico; in pratica la pressione è esercitata mediante staffe. Esso costituisce il sistema più comunemente utilizzato per il fissaggio di pezzi o di utensili sul piano di lavoro delle macchine utensili. Il sistema è molto semplice perché i suoi componenti essenziali sono: una staffa, un appoggio, una vite, una rosetta un dado. Supposto per semplicità che in figura sia a=b=l/2, considerando l’equilibrio dei momenti rispetto al punto 0 (asse vite centrale), si ha: -P • a + Q • b = 0 Da cui: P = Q Cioè: La forza di bloccaggio è pari a quella applicata alla vite. Uno dei mezzi più diffusi per ottenere risparmio di forza e di tempo per il bloccaggio dei pezzi, è di ricorrere ai fluidi sotto pressione, facendo compiere da essi gli sforzi necessari al bloccaggio degli elementi che devono essere lavorati; ciò si ottiene mediante la semplice manovra di una valvola. Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano - Pag. 5 Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Macchine utensili a controllo numerico - Attrezzature I fluidi che vengono abitualmente applicati per i bloccaggi sono due: l’aria (sistemi pneumatici) e l’olio (sistemi oleodinamici ed oleopneumatici). I sistemi pneumatici vengono impiegati quando l’organo comandato richiede una spinta rapida ma di modesta intensità. Essi sono di costruzione semplificata perché non esistono condotte di ritorno; eventuali perdite d’aria non recano danno. Non potendo realizzare tenute efficientissime, non è possibile impiegare alte pressioni (di solito la pressione di esercizio è pari a 6 atm). I sistemi oleodinamici vengono impiegati quando si richiede un comando con spinta intensa e spostamento regolare (v=cost) e relativamente lento. Essi necessitano di complicati circuiti di andata e ritorno. Non si possono ammettere perdite di fluido (pericolose per l’ambiente e per le attrezzature data l’elevata pressione, oltre che per il costo dell’olio). Grazie alla possibilità di realizzare tenute molto efficienti, è possibile impiegare alte pressioni e quindi realizzare grandi forze con stantuffi di piccole dimensioni (pressioni ≥ 350 bar). Essendo l’olio incomprimibile è possibile controllare spostamenti piccolissimi dello stantuffo e degli organi di manovra permettendo di effettuare spostamenti con grande precisione e di conseguenza lavorazioni di precisione. La figura sotto rappresenta un’attrezzatura con bloccaggio pneumatico del pezzo. Durante il moto di lavoro del pistone 2 del cilindro, la leva ad angolo 3 fa abbassare il tirante 4 (che fa anche da perno di centratura del pezzo da lavorare); tramite la rosetta aperta normalizzata 5, si realizza il bloccaggio del pezzo sul corpo 1 dell’attrezzatura. Quando il pistone compie la corsa di ritorno, il tirante 4 viene spinto verso l’alto, liberando il pezzo. Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano - Pag. 6 Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Macchine utensili a controllo numerico - Attrezzature Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano - Pag. 7
© Copyright 2026 Paperzz