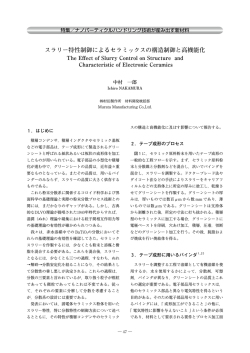
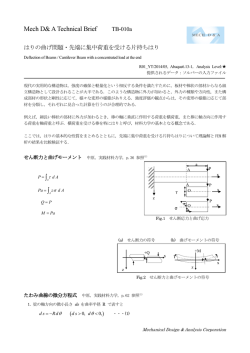
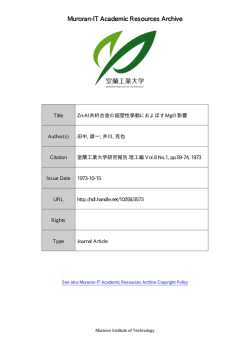
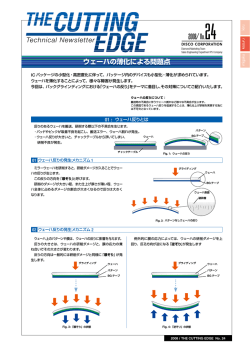
PS Company kiru 10 kezuru 2004/ No. Technical Newsletter migaku Engineering R&D Department, Diamond Marketing Group 表面チッピングの発生要因−1 表面チッピングについては、No. 1よりNo.3まで3回にわたって症状別に取り上げ ましたが(Fig. 1) 、今回から複数回に分けて、発生要因からみた表面チッピングを テーマとしてご紹介します(Fig. 2) 。 今回は発生要因のひとつである、ブレードに着目して取り上げます。 ブレード 初期的チッピング 表面チッピング 周期的チッピング 表面チッピング ワーク その他のチッピング 加工条件 Fig. 1: 症状別表面チッピング Fig. 2: 要因別表面チッピング ブレード要因による表面チッピング ここではブレード要因の中から、Fig.3の3点を取り上げてご 紹介いたします。 ドレス・プリカット 表面チッピングに影響 なお、下記の傾向は同一加工条件下でミラーウェーハを加 工した場合の傾向です。ワークの材質や表面状態によっては加 砥粒径 を及ぼすブレード要因 ボンド 工結果が異なることがあります。 Fig. 3: 表面チッピングに影響を及ぼすブレードの要因 要因1: ドレス・プリカット ブレードが持つ性能を十分に引き出すために、ブレード取り 付け後にドレス・プリカットが必要となります(注1) 。 ブレードの先端状態をSEM(電子顕微鏡)で観察すると、ド レス・プリカットを行うことによって、砥粒の突出とチップポ ドレス・プリカットはブレードのコンディションを整えるため ケットの形成が確認でき、表面チッピングは小さくなります (Fig. 5) 。 の作業です。 Photo 1はブレード取り付け時(ドレス・プリカット無し)→ド このように同一のブレードであっても、ブレードのコンディシ レス後(プリカット無し)→プリカット後(ドレス・プリカット済み) ョンを整えることで加工結果に大きな違いが生じることがわか のブレードの先端状態と表面チッピングを比較したものです。 ります。 ブレードの先端状態の比較 加工条件 砥粒 チップポケット 砥粒 ブレード取り付け時 ブレード: スピンドル回転数: 送り速度: ワーク: メタルボンド #600 30,000rpm 50mm/s Si ミラーウェーハ 砥粒 ドレス後 プリカット後 ドレス・プリカット ドレス・プリカット 表面チッピングの比較 前 後 大きい← 表面チッピング →小さい Fig. 5: ドレス・プリカット前後による表面チッピング Photo 1: ブレードの先端状態と表面チッピングの比較 注1: ハブブレード(NBC-ZHシリーズ)はドレス工程が不要なブレード です。また、ドレス・プリカットについては、The Cutting Edge Fig. 4: ブレード観察箇所 No.3でも取り上げていますので、併せてご参照下さい。 2004 / THE CUTTING EDGE No. 10 表面チッピングの発生要因−1 要因2: 砥粒径 砥粒径が大きいほどブレードにおける砥粒の突き出し量は大きくなります (Fig. 6) 。 砥粒径が大きい場合 砥粒径が大きいブレードは砥粒径が小さいブレードと比較してワークに対するダメ 突出量: 大きい ージ(衝撃)が大きくなるため、表面チッピングは大きくなります(Photo 2、Fig. 7 及び8) 。 砥粒径が小さい場合 突出量: 小さい #2000 大きい #3500 #4500 砥粒径 小さい Photo 2: 砥粒径の違いによる表面チッピングの比較 Fig. 6: 砥粒径の違いによる表面チッピング 加工条件 16 NBC-ZHタイプ 30,000rpm 70mm/s Si ミラーウェーハ 300µm厚 完全切断(テープへ30µm) 表面チッピング(単位: µm) ブレード: スピンドル回転数: 送り速度: ワーク: 切り込み量: 砥粒径 砥粒径 大 小 14 12 10 8 6 4 2 0 #2000 大きい← 表面チッピング →小さい 大きい Fig. 8: 砥粒径の違いによる表面チッピング #3500 砥粒径 #4500 小さい Fig. 7: 砥粒径の違いによる表面チッピング 要因3: ボンド ボンドはブレードの構成要素のなかでも砥粒を保持する重要な役割を持っています。 ボンドの特性によって表面チッピングに対する影響は異なります。 ボンドの硬さの違いにより、ハードタイプのボンドはソフトタイプのボンドと比較し て、ワークへのダメージ(衝撃)が大きくなるため、表面チッピングは大きくなります (Photo 3、Fig. 9) 。 電鋳ボンド メタルボンド レジンボンド ハード ソフト Photo 3: ボンドの違いによる表面チッピング比較 加工条件 ブレード: ワーク: ※ボンドの違いによる表面チッピングの差異を 分かりやすくご紹介するため、異なるボンド #600 Si ミラーウェーハ 品種(電鋳、メタル、レジン)での比較を事例 として取り上げました。 ボンド ボンド ハード ソフト 大きい← 表面チッピング →小さい Fig. 9: ボンドの違いによる表面チッピング 次回のテーマ 「表面チッピングの発生要因−2」として、ワーク及び加工条件が要 因となる表面チッピングについて予定しています。 お問い合わせ 株式会社ディスコ PSカンパニー 技術開発部 ダイヤマーケティンググループ www.disco.co.jp 2004 / THE CUTTING EDGE No. 10
© Copyright 2026 Paperzz