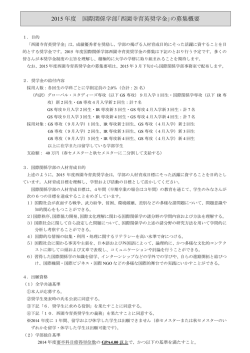
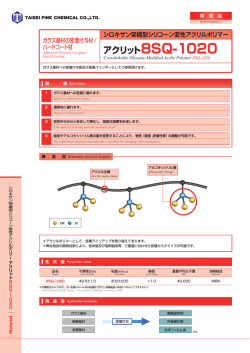
お客様のニーズと弊社のシーズの技術融合 私達アーバニーBMCは、お客様にご満足頂ける製品・サービスをお届けするため、 PVDコーティングをはじめ溶射などの表面処理のみならず、部品母材の材質・表面の仕上方 法・熱処理方法など表面処理の前段階にも注目し、日々研究・研鑽を重ねています。 是非、一貫生産体制による弊社トータルソリューションをご活用ください。 「洗練された商品を洗練された サービスでお届けします」 PVD(物理的蒸着法)をはじめとした溶射・各種表面処理・熱処理を行い、 さまざまなニーズに応じた部品の多機能化、長寿命化などを図っています。 幅広い業界はもちろん、特定の業種に向けた専用膜種の研究・開発にも 注力しており、お客様へ洗練された製品を洗練されたサービスでお届けします。 お客様のご要望に応じ、膜種や各種処理の選定を行い、 より価値のあるご提案をさせていただきます。 「一貫生産体制により 安定的な製品品質をご提供」 機械部品や金型用部品(ピン、鋳抜きピン、コアピン、形状ピン等) の製作からご注文を承っております。 設計、部品製作、各種表面処理の一貫生産体制により、 お客様に安定的な製品品質をお約束いたします。 PVD(物理的蒸着)コ―ティング受託 PVD:Physical Vapor Deposition(物理蒸着法)固体原料を高真空中にて熱やプラズマの エネルギーで気化し、製品表面に薄膜を生成する方法です。当社設備は蒸発源を複数個配置する ことにより容易に多層被膜をつくることが可能です。 部品や工具類の機能・用途などに最も適したコーティングを施すことで、 それらの「耐摩擦性の向上=長寿命化」を図っています。コーティングが施された部分がお客様の製品に 組み込まれることにより、製品自体の長寿命化や信頼性の向上にも貢献し、「トータルコストの低減」を可能としています。 低温処理 150℃~500℃の低温でコーティングします。 そのため、熱による材質劣化、歪みがなくなりました。 低温焼き戻し鋼への適用や寸法精度が要求されるものにもご好評をいただいております。 強固な密着性 大きな負荷電圧がかけられるため、処理物に対する イオンの衝突エネルギーが大きくなり、母材への拡散効果が増大します。 均一な被膜 多数個のプラズマ発生源(エバポレーター)があらゆる方向に設置されているため、 複雑な形状の処理物にも均一なコーティングができます。 最大径:φ800mm ・重量:最大500kg TiN コーティング 窒化チタンコーティング 多用途に向いたバランスのとれた汎用膜 チタンの特性としては人体にも優しく親和性に優れている性質を持っており 人工骨やピアスの素材などとしても利用されている成分になります。 チタンは自然界で大変多い成分でPVDコーティングの中でも汎用性の高い コーティング膜になっております。 膜硬度 コーティング温度(℃) コーティング色 コーティング構造 硬度(HV 0.05) 摩擦係数(対SUJ-2、ドライ) 膜厚 残留応力(GPa) 最高使用温度(℃) 220~450 ゴールド モノレイヤー(単層) 2,300 0.7 約3μ m -2.5 600 膜厚 摩擦係数 密着性 耐酸化温度 TiCN コーティング 炭窒化チタンコーティング 多用途に向いた膜 炭素を添加することにより、TiNよりも高硬度な仕様としたものがTiCNです。 耐磨耗性に優れたTiCN/炭窒化チタンは高速切削工具・フライス加工工具・ プレス金型・冷間鍛造金型・プラスティック金型・機械部品に適しています。 コーティング温度(℃) コーティング色 コーティング構造 硬度(HV 0.05) 摩擦係数(対SUJ-2、ドライ) 膜厚 残留応力(GPa) 最高使用温度(℃) CrNコーティング 窒化クロムコーティング 窒化チタンアルミコーティング 膜硬度 膜厚 密着性 摩擦係数 耐酸化温度 硬質クロムに替わる高潤滑膜 硬質クロムメッキのDRYコーティング版としての位置付けであるCrN被膜は 高い耐食性と耐熱性を有します。 内部応力が他の被膜と比べて低く、厚膜化が比較的に容易で、ピストンリン グなどの自動車部品やゴム成形金型などに適用されています。 コーティング温度(℃) コーティング色 コーティング構造 硬度(HV 0.05) 摩擦係数(対SUJ-2、ドライ) 膜厚 残留応力(GPa) 最高使用温度(℃) TiAlN コーティング 450 シルバーグレー モノレイヤー(単層) 2,700 0.5 約3μ m -1.0 300 450 シルバーグレー モノレイヤー(単層) 2,000 0.45 約3μ m -1.0 300 膜硬度 膜厚 密着性 摩擦係数 耐酸化温度 耐熱温度が高く、高質な膜 アルミを添加することにより、TiNよりも耐酸化性、耐熱性を向上させたもの がTiAlNです。 高温下で優れた耐酸化性を有することから、熱負荷を受ける工具に適してい ます。 膜硬度 コーティング温度(℃) コーティング色 コーティング構造 硬度(HV 0.05) 摩擦係数(対SUJ-2、ドライ) 膜厚 残留応力(GPa) 最高使用温度(℃) DLC1000 コーティング ダイヤモンドライクカーボン 450 バイオレットグレー モノレイヤー(単層) 2,800 0.7 約3μ m -1.3~-1.5 800 膜厚 密着性 摩擦係数 耐酸化温度 低摩擦係数と高硬度を兼ね備えた次世代膜 独自の蒸着法で成膜した標準DLCで他の硬質薄膜コーティングと 比べ圧倒的に低い摩擦係数,高硬度(HV1800~5500) とすぐれた耐凝着性,耐摩耗性,低攻撃性を示します。 コーティング温度(℃) コーティング色 コーティング構造 硬度(HV 0.05) 摩擦係数(対SUJ-2、ドライ) 膜厚 最高使用温度(℃) 100~350 黒 アモルファス 5000~ 0.1~0.2 約1μ m 350 膜硬度 膜厚 摩擦係数 密着性 耐酸化温度 DLC200 コーティング ダイヤモンドライクカーボン 低摩擦係数と高硬度を兼ね備えた極薄次世代膜 独自のイオン化蒸着法で成膜した標準DLCで他の硬質薄膜コーティングと 比べ圧倒的に低い摩擦係数,高硬度(HV5000~) とすぐれた耐凝着性,耐摩耗性,低攻撃性を示します。 コーティング温度(℃) コーティング色 コーティング構造 硬度(HV 0.05) 摩擦係数(対SUJ-2、ドライ) 膜厚 最高使用温度(℃) 100~350 干渉色 アモルファス 5000~ 0.1~0.2 約200nm 350 膜硬度 膜厚 密着性 摩擦係数 ECO-COAT L エコ・コ-トシリ-ズ 耐酸化温度 ダイカスト向け高耐熱・高硬度膜 独自の複合多層膜の構造を開発し膜厚を厚くすることで、高い膜強度を実現。 すぐれた耐溶損性,耐焼付き性を示します。 コーティング温度(℃) コーティング色 コーティング構造 硬度(HV 0.05) 摩擦係数(対SUJ-2、ドライ) 膜厚 残留応力(GPa) 最高使用温度(℃) 450 バイオレット・グレー ナノ構造 3,500 0.25~0.30 約10μ m -1.3~-1.5 900 膜硬度 膜厚 密着性 摩擦係数 ECO-COAT L+ エコ・コ-トシリ-ズ 耐酸化温度 耐溶損性を高めたもう一つのL 独自の複合多層膜の構造を開発し膜厚を厚くすることで、高い膜強度を実現。 すぐれた耐凝着性,耐摩耗性,低攻撃性を示します。 膜硬度 コーティング温度(℃) コーティング色 コーティング構造 硬度(HV 0.05) 摩擦係数(対SUJ-2、ドライ) 膜厚 残留応力(GPa) 最高使用温度(℃) 450 バイオレット・グレー ナノ構造 3,500 0.25~0.30 約10μ m -1.3~-1.5 900 膜厚 摩擦係数 密着性 耐酸化温度 溶射 目的に応じてその機能を最大限に発揮できるように調整した溶射材料(金属やセラミックスなど)を、さまざまな 熱源により溶融、軟化させた粒子を加工対象物表面に吹き付けます。 吹き付けられた溶融粒子は瞬時に冷却されて固化し、皮膜を形成します。 これが溶射による皮膜形成の仕組みです。 鉄基材だけにとどまらずアルミニウムやニッケルなどの非鉄金属や、CFRPなどの非金属にも適用可能です。 しかも溶射材料は、アルミニウムやステンレス、チタン、モリブデンなどの金属や、各種の合金、セラミックス、 金属とセラミックスの複合材であるサーメットなど極めて多岐にわたります。さらにこれらと各種溶射法を組み合 わせることにより、物理的・化学的・機械的に性質のまったく異なった機能を持つ皮膜を自在に作ることができま す。ニーズに最適な高機能皮膜の形成が可能であり、あらゆる産業機械に対して、寿命・性能の向上、生産・メン テナンスコストの削減に寄与しています。 HVOF溶射(高速フレーム溶射) High Velocity Oxygen Fuelの略。 酸素と燃料を使用した高速度ジェットフレームの溶射の ことです。高圧の酸素及び燃料の混合ガスを燃焼室内で 燃焼させます。その燃焼炎がノズルにより絞られ、 大気にでた瞬間に急激なガス膨張が発生し、 超音速のジェットとなります。高い加速エネルギー により加速された溶射材料は、ほとんど酸化や 組成変化せず高密度皮膜を形成します。 プラズマ溶射 プラズマ溶射ガンで生じるプラズマジェットを 用いて溶射材料を加熱・加速し、溶融または それに近い状態にして基材に吹き付ける溶射のことです。 図中に示すように陰極と陽極間に電圧をかけ 直流アークを発生させると、後方から送給される 作動ガス(アルゴンガスなど)が電離し、プラズマを発生。 そして、そのプラズマフレーム中に溶射粉末材料を アルゴンガスなどで送給し、溶射皮膜を形成します。 施工例 超硬溶射サンプル(研磨済) ダイカスト用ラドルへの溶射 製紙機械部品への溶射 一貫生産体制により安定的な製品品質をご提供 弊社では、部品の設計・製作から表面処理に至る一貫生産体制を構築しており、特注品の製作も承っております。 多種多様な工作機械を取り揃え、機械部品はもちろん、ダイカスト金型・金型部品の製作も致します。 また、弊社各種表面処理に適した材質、熱処理、表面仕上方法を日々、研究・研鑽しています。 「人」のために「人」がつくる 私たちが目指すものは、お客様のニーズに対応出来る最先端の技術を持ち続けることです。 さらにはハイレベルな技術力を提案しお客様のイノベーションに役立てることです。 それはお客様との強い信頼関係が礎となって初めて作り出されるもの。 アーバニ-BMCの基本は「人」と「人」。 人と人との強いかかわりが高品位な製品を生み出し、やがては世の中の発展と人々の幸せに貢献できることと信じています。 株式会社 アーバニーBMC 本社 兵庫県神戸市兵庫区荒田町3丁目42-11 TEL:(078)381-6366 FAX:(078)381-6326 工場 神奈川県厚木市上依知686-1
© Copyright 2026 Paperzz