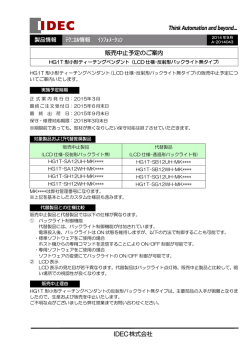
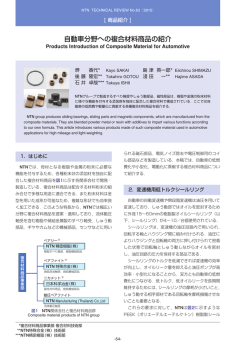
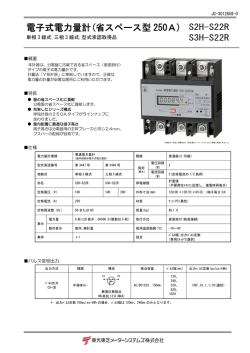
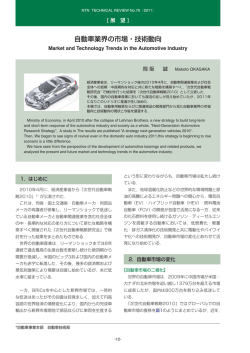
NTN TECHNICAL REVIEW No.76(2008) [ 製品紹介 ] 第10世代液晶基板対応 大型ガントリーテーブル Large Gantry Table for the 10th Generation LCD Substrates 鈴 木 克 義* Katsuyoshi SUZUKI 鈴 木 直 志* Naoshi SUZUKI NTNでは,精密位置決め技術を深耕し,これを適用してさまざまな位置決 めシステムを実現している.液晶パネル製造装置はその主要な応用分野で あり,それぞれの装置に適した大型・長ストロークXYテーブルを提供す るとともに,当社の製品である液晶リペア装置にも採用している. ここでは,XYテーブルの大型化に関する課題と,試作した第10世代 (G10)液晶ガラス基板(約3m角)に対応可能なガントリー型XYテーブ ルについて述べる. NTN has deeply cultivated precision positioning technology and applied it to various types of positioning systems. One of their major field of application is LCD manufacturing equipments, and NTN provides large sized and long stroke XY tables suitable for each equipments including NTN LCD repair systems. This paper describes problems arising from glowing size of XY table and outline of the prototype gantry type XY table which meets coming super-sized (G10 : about 3 m square) glass substrates. 1.まえがき 2.液晶ガラス基板サイズの変遷 薄型TVを筆頭に,フラットパネルディスプレイの PCからTVへの用途拡大と大画面需要の増加,なら 需要は急速な広がりをみせている.この対応のためパ びに生産設備,技術の発展により,液晶用のマザーガ ネルメーカ各社は,大型ガラス基板の採用による生産 ラス基板の巨大化が飛躍的に進んでいる. 効率の向上,および製品付加価値を向上させる高精細 表1にこれまでのガラス基板サイズの変遷を示す. 化,高品位化に向けた投資を継続している.その結果, 特にこれから動き出す第10世代では,一辺のサイズ 製造装置,検査装置の心臓部であるXYテーブルにつ が約3,000mmのガラス基板となる.この基板に対 いては,長ストローク化と高精度化が求められている. してレーザカットなどの処理をするためのXYテーブ NTN ではこれまで,軽量化や大型化,高剛性化な どXYテーブルを改良,進化させることで液晶リペア 表1 各世代の液晶マザーガラス基板サイズ LCD mother glass size 装置やカラーフィルタ修正装置,プラズマディスプレ イ修正装置に展開するとともに,これらの経験を生か 第1世代 270×360mm (1987年) した大型テーブルの外販を積極的に行なってきた.今 第2世代 360×465mm (1994年) 回,世界最大サイズの第10世代液晶ガラス基板に対 第3世代 550×650mm (1997年) 応するために開発した大型テーブルの開発課題と評価 第4世代 680×880mm (2000年) 第5世代 1100×1250mm (2002年) 第6世代 1500×1800mm (2004年) 第7世代 1870×2200mm (2005年) 第8世代 2160×2460mm (2006年) 第10世代 2850×3050mm (2009年) 結果について紹介する. ※パネルメーカにより若干の差異あり **精機商品事業部 プロダクトエンジニアリング部 -132- 第10世代液晶基板対応 大型ガントリーテーブル ルのストロークは当然3,000mmを超え,テーブル する場合,それぞれのつなぎ部に段差や折れ曲がり等 本体の大きさは,畳で言えば12畳以上のものとなる. の不具合があると,テーブル動作精度の低下,あるい はリニアガイドの寿命に影響を及ぼす.このため各取 付面の加工精度を上げると同時に,調整機構の検討が 3.テーブル大型化に対する制約 必要となる. 従来まで,ガラス基板サイズの大型化に対応して, XYテーブルのベース形状の工夫や,リニアガイド, 2 分解,再組立,調整作業の容易さ 出荷前の分解作業と搬送後の再接合,調整作業を容 リニアモータ,ケーブルベアの配置を改良することに 易にするためには,単純な部品構成とすることが基本 よってコンパクトな構造を実現してきた.これはクリ である.搭載される機能ユニットを一体のブロックと ーンルーム内での装置のフロア占有面積の低減に結び して取外すことができるような工夫や,部材の軽量化 付くとともに製造,運搬上の問題回避にも寄与してい と高剛性化を両立させ,油圧ジャッキ等の最小の機材 る.ところが第10世代対応テーブルの場合,小さく で作業可能な構造とする必要がある. 見積もっても幅3,500mmを超えるサイズが必要と 3 現地での精度測定 なる.これにともない,次の2つの課題が生じる. ベース部の接合,再組立完了後には,精度の再現性 1)工作機の加工寸法の制限 を確認する必要がある.ただし,電源や圧縮空気など のユーティリティが供給されない場合もあるため,簡 幅3,000mm以下のワークを加工できる工作機は 易的な精度検証方法を確立しておく必要がある. 比較的多数存在するが,それを超えると,対応可能な 工作機が限定されるため,顧客からの納期要求に支障 をきたす懸念がある. 5.超大型テーブルの仕様 2)輸送寸法の制限 次に輸送面では,法令(道路運送車両法等)による車 第10世代(G10)ガラス基板対応ガントリーテー 幅制限により,幅3,500mmを超えた状態では一般車 ブルの仕様を表2に,外観を図1に示す. 両による陸上輸送ができない.特別な道路使用許可を Y軸ベースはX軸ガントリービームと平行方向にほ 申請して夜間等に運ぶか,海辺の工場であれば,海上 ぼ中央部で2分割構造とし,ベースの接合部とリニア 輸送という手段も考えられるが,短納期,且つタイム ガイドの接合部は同一位置とした.(図2) リーな製作,納入を実現する上で,大きな障害となる. XYテーブルの主要部材であるベースとビームには, 入手性およびコストの点から製缶構造を選定した.鋼 4.分割構造の課題 表2 第10世代液晶ガラス基板対応テーブルの仕様 Specification of table for G10 LCD glass substrate 前述の問題は,XYテーブルのベースを分割構造に することで解消できる.それぞれのユニットの寸法が テーブル仕様 小さくなり,工作機の選択範囲が広がるため,加工形 ストローク 状の検討や精度についての技術的検討が容易となる. 最大速度 さらに,輸送制限の考慮も不必要となる. 最大加減速度 分 解 能 ただし,分割構造の採用にあたっては,分割輸送前 位置決め精度 後における精度の再現性に優れた構成の実現と,装置 繰返し位置決め精度 X軸 Y軸 3,200mm 3,650mm 1,500mm/s 1,500mm/s 0.3G 0.3G 0.1μm/pulse 0.1μm/pulse 30μm 30μm ±0.5μm ±0.5μm 40μm 設置場所での再組立,調整時間の短縮が開発ポイント 水平方向真直度 40μm となる.具体的には,以下の課題をクリアしなければ 垂直方向真直度 20μm 20μm ならない. リニアモータ コアレス コア付き 1 部品取付面,つなぎ面の精度 リニアスケール 接着固定 取外し可能 ガントリー構成 上軸ビーム 下軸ベース なし 2分割 ベースに設けられるリニアガイド,リニアスケール, 分 割 リニアモータ等の各取付面は,XYテーブルの特性を 材 質 スチール(製缶構造) 決定する重要な要素であり,平面度,真直度等の高い 外観寸法 W3,900×D5,200×H2,500 mm 精度が要求される.複数のベースを組合わせて一体化 総 質 量 15,000 kg -133- NTN TECHNICAL REVIEW No.76(2008) X軸 ビーム Y軸 ベース ケーブルベア 下部台 リニアガイド リニアモータ 図1 超大型XYテーブルの外観 Appearance of the super-sized table は0.3G(約0.5secで1,500mm/sまで加速可能な リニアガイド接合部 力)を実現した. リニアスケールについては,テーブルの分割,再組 立を考慮し,作業性が良好で,かつ取付け精度の復元 性に優れた脱着形式のものを選定している. リニアモータと組み合わせる駆動用ドライバは高速 応答性に優れたタイプを使用することで,スケール信 号の分解能UPに対応可能となり,制御性の向上によ リニアスケール り速度変動を抑えることができる. ベース接合部 図2 Y軸ベースの分割部周辺 Division part of the Y-axis base 材は石材と比較して,振動減衰性は劣る反面,剛性が 高く軽量化を図ることができる上,形状加工の点での 自由度が高いというメリットがある.設計にあたって は,分割および接合作業における課題を確認しながら, 作業の容易さと精度の再現性を高めることを目指した. 駆動系は大型テーブルの長ストローク化,高速化に 図3 コア付きタイプリニアモータ Linear Servomotor with iron core 対応するため,一般的な高性能リニアモータを採用し た.Y軸には重量のガントリービームを十分な加速度 で駆動するため,高推力のコア付きタイプ(図3)を 選択し,X軸にはスペースと等速性を重視したコアレ スタイプ(図4)をそれぞれ選択した. ガラス基板の大型化は,生産性向上を目的としてお り,ガラス基板サイズに対して比例的に処理時間が増 したのでは意味がない.このためテーブルの高速化は 必須であり,前述のリニアモータの推力UPや軽量化 図4 コアレスタイプリニアモータ Coreless Linear Servomotor によって速度を1,500mm/sにまで高め,加減速度 -134- 第10世代液晶基板対応 大型ガントリーテーブル 設置場所の床面構造や環境の違いにより振動等の影 6.評価試験 響が出ることを懸念していたが,今回の評価では静止 分割前の仮組立段階,および分割状態での約10km 精度,位置決め精度や真直度など各精度への影響はな のトラック移送後に再接合調整をした際の位置決め精 かった.しかしながら,テーブル性能を充分に引き出 度,繰返し位置決め精度,水平方向真直度,垂直方向 すためには,床振動の伝搬を抑えたり,重量物の移動 真直度について比較評価を実施し,再組立による精度 にともなう残留振動を早期に減衰させるための制振機 の再現性を確認した. 構が重要となる.防振ゴム,減衰ダンパー,パッシブ 表3に示すように,Y軸ベース分割,再接合の前後 型除振台,アクティブ型除振台など多様なユニットや における精度の再現性が確認でき,仕様を満足する結 組合せがある中で,テーブル質量が増加するにしたが 果を得た.作業時間についても,想定時間内に完了す い,負荷容量が大きく,強固で高性能な除振パーツを ることができた. 選択する必要がある.コストバランスを考えながら, 図5は,Y軸ベース分解前の位置決め精度値を基準 用途や装置性能に適したタイプを如何に選定,提案す とした時の接合後の実測値との差分を示す.また,図 ることができるか,テーブルメーカとしての今後の課 6は同様に水平方向真直度の差分を示す. 題でもある. 表3 評価試験結果(Y軸) Result of evaluation test(Y-axis) 評価項目 7.おわりに 接合後の変化量 位置決め精度 5.0μm以下 繰返し位置決め精度 0.1μm以下 水平方向真直度 7.0μm以下 垂直方向真直度 0.1μm以下 大型テーブルの性能が,ほぼそのまま装置性能とな るといっても過言ではない.液晶ガラス基板の大型化 と高精細化に伴い,その製造装置に用いられるXYテ ーブルに対する要求事項は,形状,機能,制御性,性 能など非常に多様化している. これまでに培った技術を基に,精度向上と高速化, (μm)10 高性能化という開発課題を,より高いレベルで追求し, 5 フラットパネルの生産性と品質向上を支えるテーブル メーカとして,今後も積極的に対応を進めていく. 0 -5 -10 参考文献 測定範囲(全ストローク) Electronic Journal 別冊 2007 LCD工場・装置・設備 電子ジャーナル 2007 LCD製造装置データブック 図5 分割搬送前後の位置決め精度の差(Y軸) Difference of positioning accuracy (Y-axis) before and after disassembly and transportation (μm)10 執筆者近影 5 0 -5 -10 測定範囲(全ストローク) 図6 分割搬送前後の水平方向真直度の差(Y軸) Difference of horizontal straightness (Y-axis) before and after disassembly and transportation -135- 鈴木 克義 鈴木 直志 精機商品事業部 プロダクトエンジニアリング部 精機商品事業部 プロダクトエンジニアリング部
© Copyright 2026 Paperzz