日本金属学会誌 第 78 巻 第 7 号(2014)250257
特集「レアメタルのリサイクル関連技術と最前線」
粉砕・分級と湿式処理による
リチウムイオン電池のリサイクル
蓬 莱 賢 一1
芝 田 隼 次1
村 山 憲 弘1
古屋仲茂樹2
新 苗 正 和3
1関西大学環境都市工学部エネルギー・環境工学科
2独立行政法人産業技術総合研究所環境管理技術研究部門リサイクル基盤技術研究グループ
3山口大学大学院理工学研究科環境共生系専攻
J. Japan Inst. Met. Mater. Vol. 78, No. 7 (2014), pp. 250
257
Related Technologies of Rare Metals, and Their Frontier
Special Issue on Recycle
2014 The Japan Institute of Metals and Materials
Recycling Technology for Lithium Ion Battery by Crushing and Classification,
and Hydrometallurgical Process
Kenichi Horai1, Junji Shibata1, Norihiro Murayama1, Shigeki Koyanaka2 and Masakazu Niinae3
1Department
of Chemical, Energy and Environmental Engineering, Faculty of Environmental and Urban Engineering,
Kansai University, Suita 5648680
2Advanced
Recycling Technology Research Group, Research Institute for Environmental Management Technology,
National Institute of Advanced Industrial Science and Technology, Tsukuba 3058569
3Department
of Environmental Science and Engineering, Graduate School of Science and Engineering, Yamaguchi University,
Ube 7558611
Lithium ion battery (LIB) is composed of valuable metals such as Li, Co, Ni and Cu, and less valuable metals of Al and Fe.
The toxic and flammable electrolyte, LiPF6, and organic solvents, propylene carbonate (PC), ethylene carbonate (EC) and
dimethyl carbonate (DC) are used for an electrolytic solution. By this reason, the treatment process should have crushing, classifying and hydrometallurgical treatments after burning LIB at about 500°
C.
The recycling technology of used LIB has been investigated in order to recover rare metals such as Li, Co and Ni with the
combination process of crushing, classifying and hydrometallurgical treatments. The burnt LIB used for PC was employed in this
research. Then, the physical treatments consisting of crushing, classifying and magnetic separation, and the chemical treatments
containing acid leaching, hydroxide precipitation, solvent extraction and carbonate precipitation methods were applied. The operating conditions for several treatments were clarified. [doi:10.2320/jinstmet.JA201402]
(Received January 16, 2014; Accepted March 3, 2014; Published July 1, 2014)
Keywords: lithium ion battery, recycling, crushing, classification, hydrometallurgy
(2010 年)を占めている.
1.
緒
言
LIB の正極材には LiCoO2, LiMn2O4, LiNiO2 などのリチ
ウム金属酸化物が用いられているため, LIB の需要増加に
リチウムイオン電池(以下 LIB )はノートパソコンや携帯
伴い Li や Co などのレアメタルが大量に必要となる.レア
電話などのモバイル機器への搭載が主流であったが,近年で
メタルは価格変動が激しく資源の偏在が問題となっているこ
はハイブリッド車や電気自動車などの高容量かつ高電圧を要
とから, LIB 廃棄物からレアメタルを回収・再利用するリ
する製品にも用いられるようになった.ハイブリッド車およ
サイクル技術に対する関心は高い38).
び電気自動車の世界の生産量は 2020 年には 600 万台にまで
二次電池,特に LIB のリサイクルは難しい.用いられる
拡大し,それに伴い LIB の需要が急激に増加すると予測さ
金属成分が多く, Al 箔や Cu 箔に電極材料がコーティング
れている1,2).このような LIB の急激な需要の拡大に伴い,
されているからである.携帯電話やパソコンの電源に用いら
大量に廃棄される使用済み LIB の適切な処理方法が必要と
れてきた LIB がハイブリッド車や電気自動車に搭載される
なる.
ようになり, LIB の需要は急増している.三菱自動車のア
LIB はエネルギー密度が高い,サイクル寿命が長い,自
イミーブやアメリカ・シリコンバレーのテスラ社の電気自動
己放電性が低い,作動電圧が高いなどの特長を持つ. LIB
車は初期の電気自動車である.テスラ社のスポーツカーには
は鉛蓄電池,ニッケルカドミウム電池,ニッケル水素電池に
18650 型の小型 LIB (正極剤, LiNixCoyO2 )が 7000 個用いら
比べて性能が優れており,二次電池市場のシェアの約 5 割
れ,電池価格だけで 600 万円ほどしたのは驚きであった.
第
7
号
粉砕・分級と湿式処理によるリチウムイオン電池のリサイクル
251
LIB の 1 kWh あ た り の 価 格 は 2010 年 の 約 10 万 円 か ら
二軸せん断破砕機は,対向して回転する二つの回転刃(回
2015 年の約 3 万円にまで低下すると思われる.生産量の増
転数 60 rpm)の間に原料を鋏み込むことによって破断する構
加と正極材料が LiCoO2 から 3 元系(LiCo1/3Ni1/3Mn1/3O2)や
造である. LIB の構成部材を高速ハンマーミルへ供給する
LiMn2O4 のような安価な材料に向かっていくからである.
ための粗粉砕の目的で使用した.粉砕産物を 0.42 mm のふ
さらに, LiFePO4 のような材料が使われる可能性があり,
るいで 30 分間分級し,単体分離していない LIB 破砕物をふ
価格の低下とともに回収対象のレアメタルがなくなるという
るい上に, LIB の破砕・粉砕にともなって発生した電極材
新たな問題が発生している.
料粉末をふるい下に回収した.高速ハンマーミルでは,6 本
LIB には Li, Co, Ni および Cu などの価値の高い金属の他
の小型ハンマーと粉砕室内壁の凹凸との間で原料が衝突を繰
に Al や Fe などの価値の低い金属も含まれている.リチウ
り返すことによって主に衝撃力の作用で粉砕され,下部の開
ムは活性が高く発火の危険性があり,電解液には燃焼性およ
口部から回収される.二軸せん断破砕機で得たふるい上産物
び毒性のある有機溶媒が用いられているため,まず焼成処理
を高速ハンマーミルの原料とした.二軸せん断破砕機で得た
を行った後,破砕・物理選別工程に供するのが適切である.
0.42 mm 以下の電極材料粉末は,高速ハンマーミルの粉砕
使用済み 18650 型 LIB から Li, Co, Ni などのレアメタルを
乾式処理と湿式処理により分離回収することを目的として,
そのリサイクルプロセスについて検討した.特に,ノートパ
ソコンに用いられる円筒形 LIB の焼成物を対象に,破砕条
件と選択破砕性の関係を検討するとともに,ふるい下産物の
湿式処理について試験を行った.
2.
リチウムイオン電池の前処理法
ノートパソコン用円筒形 LIB は鉄製の芯を中心として正
極板,セパレータ,負極板が何層にも巻かれて鉄製の円筒型
容器に収納されている.正極と負極が全質量の 6~7 割を占
めている5).電池内部は電解液で満たされており,正極はア
ルミ箔に LiCoO2 等のリチウム金属酸化物を,負極は銅箔に
グラファイトを塗布したものである.セパレータにはポリエ
チレン製の微多孔質膜,電解液には炭酸エチレンや炭酸ジエ
チルなどの有機溶媒に LiPF6 や LiBF4 などのリチウム塩を
溶解させたものが使われている.このような LIB をそのま
ま破砕すると,電解液の存在により電極材料粒子と金属箔の
間の付着力が大きく,両者の効果的な分離が困難になるので,
LIB を約 500 °
C で真空焼成したものを試料とした.最近の
自動車用の LIB は,1500 mm×1200 mm×15 mm 程度の長
方形型でケースはアルミニウム製である.内部の構造は上記
と全く同様である.
焼成・粉砕処理は次のように行った.約 500 °
C で焼成後
の破砕対象は LIB の構成部材である容器(鉄),アルミ箔(コ
バルト酸リチウムを塗布),銅箔(グラファイトを塗布),ニ
ッケル端子である.破砕・粉砕工程では,切断力,せん断
力,衝撃力を粉砕機構としてもつ破砕機を選定した.すなわ
ち,二軸せん断破砕機(グッドカッター,氏家製作所)と高速
ハンマーミル( 1018S5,吉田製作所)の併用である.破砕
後に破砕産物を適切な目開きのふるいを用いて分級し,容
器,アルミ箔,銅箔,ニッケル端子をふるい上産物として,
LiCoO2 およびグラファイトをふるい下産物として回収し
た.このように,正極剤と負極剤を剥離するとともに,容器
や箔などの金属はなるべく大きな粒径で破砕してふるい下産
物への混入を抑えることが重要である.ふるい上産物として
回収される容器と箔の破砕片についても,後工程の物理選別
が容易になるように,できるだけ粗粒子として回収すること
が望ましい.
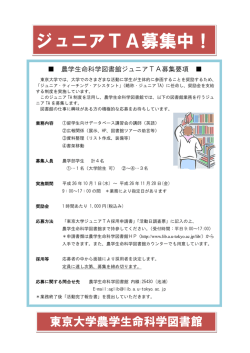
Fig. 1 Cumulative undersize of LIB powder milled by shear
force crusher and high speed hummer mill.
252
第
日 本 金 属 学 会 誌(2014)
78
巻
物と混合して最終的な粒度分布を評価した.分級後の粉砕産
離・回収できる.この表より,強磁性体である Fe と Ni の
物の物理選別は,磁力選別機(レアアースロール,日本エ
大半が粗粒子または磁着物として回収され,正極剤である
リーズマグネチックス)で行った8).
Co と Li についてもほとんどが磁着物として挙動することが
Fig. 1 は,二軸せん断破砕機と高速ハンマーミル併用によ
わかる. Cu は非磁着物であるが,全体の 7.9 は磁着物と
る PC 用 LIB 破砕産物に含まれる金属成分の積算ふるい下
して回収される.これは破砕機内で,銅箔が LiCoO2 粒子を
分布(粒子径と積算ふるい下質量百分率)を示している.ハン
巻き込むことによって,一部が磁性体として挙動するためで
マー周速度は粉砕原料に与える衝撃力を決定する因子であ
ある.2.36 mm 以上の粒度で Al はすべてが非磁着物として
り,高いほど粉砕能力は高い.金属成分はハンマー周速度が
挙動するのに対して, 2.36 mm 以下では磁着物として挙動
高いほど細かく粉砕され,微粒子の産物側に多く分配される
する割合が高くなる.上述のように,高速ハンマーミルを用
傾向がある.鉄製容器や銅箔をなるべく大きな粒径の破砕産
いた破砕ではアルミ箔からの LiCoO2 の剥離性は必ずしも十
物として残し,ふるい下への混入を少なくするためにはハン
分ではない.粒径の大きなアルミ粒子は慣性力が磁力を上回
マー速度は遅くした方がよく,この試験機ではハンマー周速
り非磁着物となり,粒径の小さなアルミ粒子は付着している
度 10 m/s が適している.アルミ箔は銅箔よりも破砕されや
LiCoO2 に作用する磁力が慣性力を上回り磁着物になると考
すく,ハンマー周速度に関係なくアルミ箔は 80 以上が
えられる.
1.00 mm 以下の粒子径に分布する.Li, Co, Al の分布が 1.00
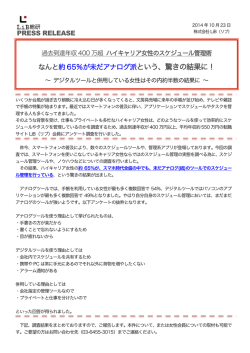
Table 1 の結果を基にして, PC 用 LIB 粉砕物からの主要
mm 以 下 の 細 粒 側 で 高 い こ と か ら ア ル ミ 箔 と 正 極 剤 の
金属の分離に適切な選別フローを適用すると Fig. 2 の結果
LiCoO2 の剥離性はよくない.こうした状況はハンマー周速
が得られる.ふるい分けによって, 1.68 mm 以上, 1.68 ~
度を変化させても大きく変わらない.
0.42 mm,0.42 mm 以下の 3 粒度区分に分級後に,1.68 mm
二軸せん断破砕機と高速ハンマーミルを併用した破砕では,
以上の粒子群の磁着物を Fe 濃縮物として,1.68 mm 以上と
1.00 mm 以上の粗粒域で容器金属と銅箔に粒度差を与えや
1.68 ~ 0.42 mm の粒子群の非磁着物を Cu 濃縮物として,
すく,これらの間の選択破砕性に優れている.高速ハンマー
1.68 ~ 0.42 mm の粒子群の磁着物と 0.42 mm 以下の粒子群
ミルは,小型のハンマーを用いていることから衝撃力が比較
を Co 濃縮物として回収する.Fe 濃縮物中の Fe の回収率は
的小さく,容器金属の破砕が十分に進行しないと考えられ
88.2 ,品位は 96.7 となる. Cu 濃縮物中の Cu の回収率
る.一方,アルミ箔や銅箔は容器に比べて薄くて強度が弱い
は 69.1,品位は 81.3である.Co 濃縮物中の Co と Li の
ために高速ハンマーミルの弱い衝撃力でも容易に粉砕され
回収率はそれぞれ 99.2 , 96.4 であり,後工程の湿式処
る.また,正極・負極剤のほとんどすべては, 1.00 mm 以
理においてこれらを分離・回収するための前処理としては十
下の微細粒域に入ることがわかった.
分な値である. Co 濃縮物中には Ni の 62.8 , Cu の 28.5
焼成・粉砕物に磁力選別を適用した.微粒域と粗粒域にお
が存在しているが,これらも湿式処理工程で回収できる可能
いて比較的高い選択破砕性を示した PC 用 LIB について,
性がある.Fe 濃縮物は製鉄所で,Cu 濃縮物は銅製錬所で利
分級と磁力選別による金属成分の分離・濃縮について検討し
用できそうな組成である .
た. Table 1 は,二軸せん断ミルと高速ハンマーミル(ハン
ここで用いた二軸せん断ミルと高速ハンマーミルを併用し
マー周速度 10 m/s)の併用による PC 用 LIB 破砕物の粒子群
た粉砕・破砕方法を適用すると,Fe と Cu と Ni の金属材料
を磁選分離したときの結果であり,各粒度区分での主要金属
を粗粒子として残し,正極剤と負極剤を微粒子として分ける
元素の分配率を示している.例えば,破砕物に含まれる Co
ことが可能になる.
の全質量のうち, 0.42 mm のふるい下に分配される割合が
3.
75.0 で あ り , 磁 選 機 で 磁 着 物 に 回 る も の と 合 わ せ る と
ふるい下産物(Co 濃縮物)の湿式処理
99.8 が分離・回収できる.同様に, Li については 0.42
mm のふるい下に分配される割合が 79.0 であり,磁選機
Co 濃縮物からの有価物の分離回収には,酸浸出水酸化物
で磁着物として回収されるものと合わせると 96.9 が分
沈殿法溶媒抽出法炭酸塩沈殿法からなる湿式処理法を適用
Table 1
Particle
size,
D/mm
+4.00
3.35
4.00
3.35
2.36
2.36
1.68
1.00
1.68
1.00
0.42
-0.42
Total
Distribution
(mass)
Particle size distribution of metal component in milled PC LIB powder.
Co
Li
Cu
Ni
Al
Fe
Residue
M
N
M
N
M
N
M
N
M
N
M
N
M
N
M
N
15.2
6.0
6.2
3.2
2.8
10.1
0.2
0.4
1.3
2.4
2.8
3.1
0
0
0
0.5
2.4
21.9
0
0
0
0
0
0.2
0
0
0
0.5
1.7
15.7
0
0
0.1
0.1
0.5
2.4
0.2
0.1
0.8
1.3
2.0
3.5
1.2
2.7
8.4
18.7
18.8
19.3
1.8
3.8
19.9
10.8
17.3
22.6
0.3
0
0.1
0
0.5
0
0
0
0
0.6
1.8
13.9
0.7
0.8
3.8
1.0
4.9
6.7
45.2
17.8
17.4
7.8
3.6
2.3
0.1
0
0
0
0.1
0.1
0.1
0
0.1
0.3
1.6
6.9
0.1
0.2
0.3
0.8
1.3
2.2
46.3
100
75.0
100
79.0
100
23.0
100
22.9
100
M: magnetic material, N: nonmagnetic material
Milling conditions: Shear force crusher and high speed hummer mill, Rotational speed 10 m/s
Magnetic separating condition: Belt speed 178 cm/s
65.8
100
5.6
100
86.2
100
第
7
号
粉砕・分級と湿式処理によるリチウムイオン電池のリサイクル
Fig. 2
253
Separation process and recovery of Fe, Cu and Co from milled PC LIB.
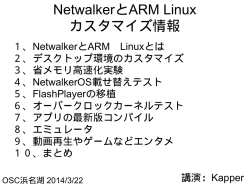
Fig. 3 Calculated and experimental precipitation percent of metal hydroxides.
[Concentration of metal ions insolution (g・dm-3) Al: 7, Mn: 5, Fe: 4, Co: 20, Ni: 5]
した914) . Co 濃縮物を固液比 5 mass の条件で 3 mol / dm3
株 島津製作所)により測定した.種々の金属イオンの
7510,
の硫酸を用いて 1 h 浸出した後に,浸出液に水酸化物沈殿法
沈殿率と pH の関係は Fig. 3 に示されている.溶解度積か
を適用して,不要な Fe や Al を沈殿除去した.沈殿後の濾
ら計算される沈殿率と pH の関係では, pH4 ~ 4.5 で Fe や
液の金属イオン濃度を高周波プラズマ発光分析装置( ICPS
Al を沈殿させて他の成分と分離できることになるが,沈殿
254
日 本 金 属 学 会 誌(2014)
第
78
巻
実験では共沈現象が起こって,回収対象成分である Co, Ni,
ester)を使用した.抽出剤はケロシンで希釈して,その濃度
Li などが 10程度沈殿する.沈殿分離法の好ましくない特
を 1.0 mol / dm3 とした.いずれも有機酸であり,酸として
性である15).
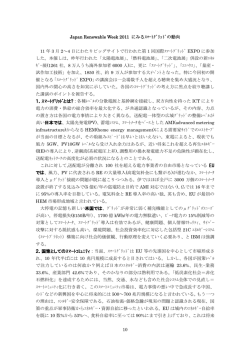
の強さは, D2EHPA > PC 88A の順である.抽出剤の酸解
濾過回収した液中には, Mn, Co, Ni, Li がそれぞれ 4.7,
g/dm3
離定数は,金属イオンの抽出曲線の位置と強く関係する.酸
含まれているので(Table 2 参照),これ
として強い能力を持つ抽出剤は金属イオンをより低い pH で
らを溶媒抽出法で分離することを検討した.抽出剤には
抽出する. D2EHPA と PC 88A による Co, Ni, Mn の抽出
16.8, 4.2, 3.5
D2EHPA(di2ethyl hexyl phosphoric acid)と PC88A(商
率pH 曲線は Fig. 4 に示されている.抽出実験は通常の栓
品名,di2ethylhexylphosphonic acid mono2ethylhexyl
付遠心分離管を用いる方法で行った.Mn は最も低い pH で
抽出され,Mn と Co との分離性は D2EHPA が優れている.
Co と Ni の分離には PC 88A がよい.分離係数で表すと,
Table 2 Metal ion concentration in aqueous solution after
hydroxide precipitation.
Metal ion
Li
Mn
Co
Ni
Conc., C/g・dm-3
3.5
4.7
16.8
4.2
Fig. 4
D2EHPA による Mn と Co の分離に関する b の値は bMn/Co
=65 である.PC88A による Co と Ni の分離に関する b の
値は bCo/Ni=64 である.
1.0 mol / dm3 の D2EHPA による Mn の抽出等温線と 1.0
Extraction of Mn2+, Co2+, Ni2+ and Li+ with D2EHPA and PC88A from aqueous solution.
Fig. 5 Extraction isotherm of Mn2+ with 1.0 mol・dm-3 D2EHPA at pH 3.0, and stripping isotherm of Mn2+ from D2EHPA with
1.0 mol・dm-3 H2SO4.
第
7
号
粉砕・分級と湿式処理によるリチウムイオン電池のリサイクル
255
mol / dm3 硫酸による Mn の剥離等温線は Fig. 5 に示すよう
で,向流 2 段抽出,流量比(水相/有機相) 2.0 の条件で可能
である.抽出等温線は,水溶液中の金属イオン濃度を変化さ
であることがわかる.剥離工程では回収率 95の設定で向
せて,一定濃度の抽出剤 D2EHPA を用いて pH3 で抽出試
流 2 段剥離,流量比(有機相/水相) 2.0 の条件で十分である
験を行うことによって得た.抽出等温線を作成すると,いろ
ことがわかる.
いろな装置設計上の情報を得ることができる.図中に次の 4
Co の分離回収は,同様に Co の抽出等温線と剥離等温線
原料水
つの点を書き込むと,操作線を引くことができる.◯
を作成して解析すると,抽出条件と剥離条件を得ることがで
回収率(有機相に抽出回収する割
相中の金属イオン濃度,◯
きる.Fig. 6 に Co の抽出等温線と剥離等温線を示した.抽
出
合),その結果出口水相中の金属イオン濃度が決まる,◯
出工程は,入口水相中の Co イオン濃度 16.8 g/dm3,回収率
入口
口有機相の金属濃度,一般的には高い方が好ましい,◯
95 などの設定で向流 3 段抽出,流量比(水相/有機相) 1.0
と◯
は設計
有機相中の金属濃度,通常は 0 である.条件◯
の条件となり,剥離工程は回収率 95 などの設定で向流 2
者が決めねばならない.得られた 4 つの点を抽出等温線上
段剥離,流量比(有機相/水相) 1.0 の条件ということがわか
に書き込んで,直線で結ぶと操作線となる.Mn の抽出等温
る.いま,1 日の処理液量が 5 m3 の Co 含有水溶液を上記の
線と剥離等温線を作成して解析すると,抽出工程では入口水
条件で処理すると考えると,ミキサーセトラー抽出装置の寸
相中の Mn イオン濃度 4.7 g / dm3 ,回収率 95 ,出口有機
法は以下のように計算できる. 24 時間運転を想定すると,
g/dm3,入口有機相中の
日量 5 m3 の処理は 3.5 L/ min の水溶液の通液である.操作
相の Mn 濃度 9.4
Mn 濃度 0 の設定
Fig. 6 Extraction isotherm of Co2+ with 1.0 mol・dm-3 PC88A at pH 4.3, and stripping isotherm of Co2+ from PC88A with 1.0
mol・dm-3 H2SO4.
Fig. 7 Extraction isotherm of Ni2+ with 1.0 mol・dm-3 PC88A at pH 5.5, and stripping isotherm of Ni2+ from PC88A with 1.0
mol・dm-3 H2SO4.
256
第
日 本 金 属 学 会 誌(2014)
[Li+]=(Ksp/[CO32-])1/2
線から得られる流量比(水相/有機相)により有機相の通液量
は 3.5 L/min となる.装置内の平均滞留時間は反応器容積/
CO32-
78
巻
(5)
は pH9 以上にしないと存在しないので,リチウム炭
通液速度であるから,ミキサー内滞留時間を 3 min とする
酸塩は生成しない.溶解度は高く,0°
C で 1.54 g / 100 g,
と,反応器容積,すなわちミキサー容積は 21 L となる.こ
100°
C で 0.73 g/100 g であるので,リチウムと炭酸イオン濃
こから,立方形のミキサーを考えると,その寸法は 27.5 cm
度によるが,炭酸リチウムとしての回収率は低い.Fig. 8 と
角であり,直方体形のセトラーで作成するとその寸法は
Fig. 9 に炭酸リチウムの沈殿率pH 曲線の計算値と実験値
27.5 cm×82.7 cm×27.5 cm となる.
の一例を示した. Fig. 8 の計算から 60 ~ 70 の沈殿率が得
剥離後の Ni の抽出分離回収についても全く同様に考える
られることがわかる.高い Li+ 濃度や CO32- 濃度を設定す
ことができる. Fig. 7 に Ni の抽出等温線と剥離等温線を示
ると,高い沈殿率が計算される.Fig. 9 に,アルコールを添
した.解析から抽出工程では,入口水相中の Ni イオン濃度
加したときの炭酸リチウムの沈殿率の実測値が示されてい
g/dm3,回収率
95などの設定で向流 1 段抽出,流量比
る.図には水中での炭酸リチウムの沈殿率が示されている.
(水相/有機相)2.0 となり,剥離工程は回収率 95などの設
Li+ 濃度 1 mol / dm3 で CO32- 濃度 1 mol / dm3 のとき,沈殿
定で向流 1 段剥離,流量比(有機相/水相) 3.0 という結果が
率は 23であり,溶解度積から計算される沈殿率よりも低
得られる.
い.水溶液中にアルコールを添加すると,液の誘電率が低下
4.2
+
残った水溶液中の Li は炭酸塩沈殿法で回収することが
するので炭酸リチウムの溶解度は低下する.アルコールの種
できる.炭酸塩沈殿法を適用すると,炭酸リチウムの固体と
して取り出すことができる.ニッケルやコバルトのような金
属炭酸塩は 300~400°
C の低温で熱分解して,金属酸化物と
なる.このような点で炭酸塩沈殿法は適切と思われる.
H2CO3 の解離平衡は以下の式で示される.
H2CO3 H++HCO3-
K1=4.47×10-7
(1)
H++CO32-
K2=4.86×10-11
(2)
HCO3-
溶液中に溶存している全炭酸イオン濃度を TCO3 とすると,
次の物質収支が成り立つ.
TCO3=[H2CO3]+[HCO3-]+[CO32-]
=[CO32-]{(1+[H+])/K2+[H+]2/K1K2}
上記の式を変形すると,次式が得られる.
[CO32-]=TCO3/{(1+[H+])/K2+[H+]2/K1K2}
Li2CO3
の溶解度積16) は下記の式(
(3)
4 )のように表されるの
で,炭酸塩を生成して液中に残留する Li 濃度は式( 5 )とな
る.式( 5 )の[ CO32- ]の項に式( 3 )を代入すると,種々の
pH, Li+ 濃度,CO32- 濃度などでの Li+ の沈殿率が計算でき
る.
Ksp=[Li+]2[CO32-]=3.16×10-2
Fig. 8
(4)
Fig. 9 Change in Li2CO3 precipitation as a function of Li+ concentration by adding Na2CO3 at 1.0 mol・dm-3 in the presence
of 20 alcohol.
(Equilibrium pH: 11.712.2)
Calculated precipitation of Li2CO3 as a function of pH.
第
7
号
粉砕・分級と湿式処理によるリチウムイオン電池のリサイクル
257
類に依存するが,炭酸リチウムの沈殿率は約 80まで増加
本研究の一部は,平成 25 年度科学研究費補助金・基盤研
する.添加するアルコールとしてはメタノール,エタノール,
究(B)(24360376)の助成金によって行われた.ここに記して
IPA(イソプロピルアルコール)などのいずれでもよいが,沈
感謝の意を表す.
殿後の処理,すなわち水とアルコールの分離を考えると,メ
タノールが適切と思われる.
4.
結
言
リチウムイオン電池リサイクルは難しいものである.二軸
せん断破砕機と高速ハンマーミルの併用による PC 用 LIB
破砕物から分級操作と磁力選別を適用することによって,
Fe 濃縮物( Fe 回収率 88.2 , Fe 品位 96.7 ), Cu 濃縮物
(Cu 回収率 69.1,Cu 品位 81.3),Co 濃縮物(Co 回収率
99.2 , Co 品位 49.2 , Li 回収率 96.4 , Li 品位 4.9 )
を回収することが可能である.ふるい下産物には,酸溶解
分離操作(溶媒抽出や沈澱分離)の湿式処理プロセスが適用で
きる.
電池になる前の Al 箔の段階の工程廃棄物もあり,正極剤
粉体の段階の工程廃棄物も存在する.これらの工程廃棄物は
電池になった後よりも少ない工程で分離操作を適用できる.
ここで示している後工程だけで済ませることができる.
正極剤が LiMn2O4 や LiFePO4 になったとき,回収価値が
ないという理由で適切な処理法がなくなるかもしれない.
10~ 15 年後に廃電池の山ができてもよいものだろうか.廃
家電品の回収のように,廃棄するときに処理費を支払うよう
なシステムが必要であろう.リチウムイオン電池の処理シス
テムと同時に社会システムの構築が望まれる.同時に,リチ
ウムイオン電池成分中の目的のレアメタルだけを選択的に溶
解する方法17) や選択的に分離・回収する方法18) のような湿
式処理技術上の Breakthrough が必要であろう.
文
献
1) S. AlThyabat, T. Nakamura, E. Shibata and A. Iizuka:
Minerals Engineering 45(2013) 417.
2) A. M. Bernardes, D. C. R. Espinosa and I. A. S. Tenorio: J.
Power Sources 130(2004) 291298.
3) J. Xu, H. R. Thomas, R. W. Francis, K. R. Lum, J. Wang and B.
Liang: J. Power Sources 177(2008) 512527.
4) J. Li, P. Shi, Z. Wang, Y. Chen and C. C. Chang: Chemosphere
77(2009) 11321136.
5) Y. Omura, H. Kawai, N. Murayama and J. Shibata: J. Japan
Inst. Metals 74(2010) 677681.
6) S.G. Zhu, W.Z. He, G.M. Li, X. Zhou, X.J. Zhang and J.W.
Huang: Trans. Nonferrous Metals Society of Chine 22(2012)
22742281.
7) J. Kang, G. Senanayake, J. Sohn and S. M. Shin:
Hydrometallurgy 100(2010) 168171.
8) S. Koyanaka, K. Horai, H. Kawai, S. Kato. J. Shibata, N.
Murayama, T. Ohki and M. Masuda: J. MMIJ 128(2012) 232
240.
9) J. Shibata, N. Murayama, M. Niinae and T. Furuyama: J. Japan
Inst. Metals 75(2011) 613619.
10) J. Shibata, T. Koseki and N. Murayama: Kagaku Kogaku
Ronbunshu 38(2012) 424430.
11) S. Hattori, N. Murayama and J. Shibata: Kagaku Kogaku
Ronbunshu 39(2013) 472478.
12) M. Okada, S. Kimura, N. Murayama, J. Shibata and K. Otani:
Resources Processing 57(2010) 109113.
13) J. Shibata, A. Kizaki, H. Ohmura, N. Murayama, T. Kashiwai
and M. Murata: J. MMIJ 125(2009) 358362.
14) J. Shibata, N. Murayama and K. Nagae: Kagaku Kogaku
Ronbunshu 32(2006) 9398.
15) J. Shibata: Separation Process Engineers, Japan 33(2003) 260
264.
16) Stability Constants of MetalIon Complexes, IUPAC Chemical
Data Series No. 21, (Pergamon Press, 1982).
17) S. Tanaka, H. Mukuda, K. Horai, N. Murayama, J. Shibata and
T. Saeki: Kagaku Kogaku Ronbunshu 39(2013) 294300.
18) S. Tanaka, H. Mukuda, N. Murayama, J. Shibata and T. Saeki:
Kagaku Kogaku Ronbunshu 39(2013) 466471.
© Copyright 2026 Paperzz