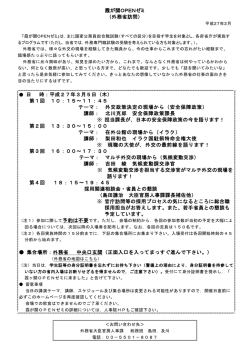
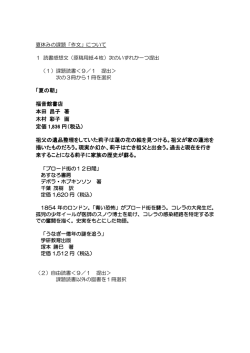
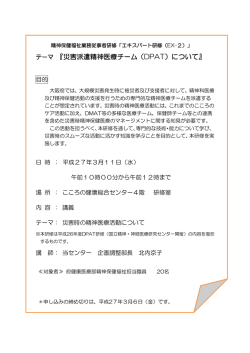
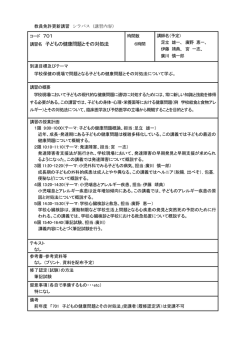
平 成 19年 度 中 小 企 業 産 学 連 携 製 造 中 核 人 材 育 成 事 業 成 果 報 告 書 1.全体概要 (1)テーマ名 産学連携鍛造現場の中核人材育成システムの開発 (2)人材育成事業の概要 鍛造現場の技術・技能を体得して、問題・課題の解決能力と工場の効率向上に必要 なマネージメント能力を身につけて、利益の出せる鍛造品を生み出すとともに、ユー ザー等に対して説明、PR、提案のできる人材であり、将来、中小企業の工場長や経 営 幹 部 を 担 え る 中 核 人 材 を 育 成 す る た め 、 [技 術 ・ 管 理 ・ 経 営 ]領 域 に つ い て 、 現 場 で 活かせる実践的教育を採り入れた体系的で一貫した教育システムを産業界と教育界が 連携して構築する。 (3)人材育成概念図 1) 事 業 管 理 ・ 推 進 体 制 の 概 要 社団法人日本鍛造協会が、名古屋大学、社団法人日本塑性加工学会(鍛造分科 会)及び名古屋市工業研究所と連携、協力して事業を推進する。 〔名古屋大学〕 ① 社団法人日本鍛造協会より名古屋大学へ再委託 ② 学内に「大学院専門講座プログラム開発委員会」を設置。 当該委員会は、名古屋大学、中小企業を含む社団法人日本鍛造協会会員会社、 社団法人日本塑性加工学会鍛造分科会関係メンバー等で構成する。 ③ 学内の座学、実習場所及び実験機材を利用して、以下の通り大学院専門講座 プログラムとして活用するカリキュラム、シラバス及びテキスト等の作成を 行う。 ・ 単 位 0 ∼ 2 の 技 術 領 域 の STEPⅠ ∼ Ⅲ の カ リ キ ュ ラ ム 、 シ ラ バ ス 、 テ キ ス ト 、 教 材 作 成 等 及 び STEPⅡ の 実 習 マ ニ ュ ア ル の 作 成 。 ・学内の講義及び実習を行う場所と実験機材により実施 ・模擬受講生の評価等によるカリキュラムの検証と改良 ・大学院鍛造専門講座開設、単位取得等に係る諸準備業務 〔社団法人日本塑性加工学会〕 ① 社団法人日本鍛造協会より社団法人日本塑性加工学会(鍛造分科会)へ再委託 ② 学会内に「カリキュラム開発委員会」を設置。 - 1 - 当該委員会は、名古屋大学を含む社団法人日本塑性加工学会鍛造分科会関係 メンバー、中小企業を含む社団法人日本鍛造協会会員会社、名古屋市工業研所 等で構成する。 ③ 以下の通り一部の技術領域のカリキュラム及びシラバスの作成を行う。 ・ 単 位 3 ∼ 8 の 技 術 領 域 の STEPⅠ ∼ Ⅲ の カ リ キ ュ ラ ム 及 び シ ラ バ ス の 作 成 〔名古屋市工業研究所〕 研究所においては、以下のとおり座学、実習場所及び実験機材の提供等協力を得 る。 ・名古屋大学で行う講義、実習を除く講義、実習場所と実験機材の協会へ貸与 〔社団法人日本鍛造協会〕 ① 国から事業受託 ② 協会内に「鍛造中核人材育成事業推進特別委員会」及び「カリキュラム開発W G」を設置。 当該特別委員会は、中小企業を含む社団法人日本鍛造協会会員会社、名古屋大 学、社団法人日本塑性加工学会鍛造分科会関係メンバー、名古屋市工業研究所 等で構成する。 ③ 事務局は、講義、実習、事例研究場所の確保、教材等の準備、自立化の準備等 実施に必要なアレンジを行う。 ④ 鍛造中核人材育成事業推進特別委員会 当委員会は、以下の通りカリキュラム、シラバス、テキスト、教材作成などプ ログラム全体の開発及び取り纏めを行う位置づけとし、自立化に向けた人材育 成プログラムの検証と改良を行いながら開発を行う。 ・人材育成プログラムの開発 ・カリキュラムの検証結果の評価、承認 ・シラバスの検証結果の評価、承認 ・テキストの検証結果の評価、承認 ・事例研究のための現場選定 ・受講生の選抜等 ・自立化を含む事業計画の立案 ・教育拠点計画の立案 ・協会認定資格創設の検討等 ⑤ カリキュラム開発WG 当 該 W G で は 、上 記 の 名 古 屋 大 学 及 び 社 団 法 人 日 本 塑 性 加 工 学 会 で 行 う 事 業( 単 位 0 ∼ 8 の 技 術 領 域 の STEP∼ Ⅲ の カ リ キ ュ ラ ム 、 シ ラ バ ス 、 テ キ ス ト 、 教 材 等 作 成 )を 除 い た 全 て カ リ キ ュ ラ ム 、シ ラ バ ス 、テ キ ス ト 、教 材 等 を 作 成 す る 。 - 2 - 2) コ ン ソ ー シ ア ム の 全 体 図 3) コ ン ソ ー シ ア ム 構 成 員 ( 以 下 敬 称 略 ) プロジェクトコーディネーター(総括プロジェクト推進代表者) 社団法人日本鍛造協会 会長 大 西 匡 サブコーディネーター (副総括プロジェクト推進代表者) 大阪大学 名誉教授 小坂田 宏 造 社団法人日本鍛造協会 専務理事 櫻 井 久 之 プログラムマネージャー(プログラム開発担当) 大阪大学 名誉教授 小坂田 宏 造 名古屋大学 大学院工学研究科 マテリアル理工学専攻 教授 - 3 - 石 川 孝 司 名古屋大学 大学院工学研究科 マテリアル理工学専攻准教授 湯 川 伸 樹 吉 田 佳 典 名古屋大学 大学院工学研究科 マテリアル理工学専攻 助教 社団法人日本塑性加工学会 会長 中 村 保 (静岡大学 工学部機械工学科 教授) 専修大学 経営学部 教授 溝 田 誠 吾 日本大学 機械工学科大学院講師 関 口 常 久 名城大学経営学部 教授 宮 崎 信 二 名古屋外語大学 現代国際学部 教授 塩 見 治 人 諏訪東京理科大学 准教授 奥 原 正 夫 国士舘大学 理工学部 准教授 大 橋 隆 弘 コマツ産機株式会社 技術顧問 安 藤 弘 行 株式会社メタルアート 技術部 主査 岡 嶋 一 晃 平一 同 経営管理室 顧問 長谷川 同 技術部 顧問 横 井 功 ヤマナカゴーキン株式会社 代表取締役常務 同 技術部 技術部 金 秀 英 ソリューションエンジニアリンググループ 解析チーム チームリーダー 株式会社ゴーシュー 代表取締役専務 同 雅 仁 ソリューションエンジニアリンググループ グループリーダー 同 山 中 取締役 久保田 智 西 郡 榮 奥 村 正 株式会社ニチダイ 金型技術ゼネラルマネージャー 濱 家 同 金型生産技術グループ 富士鍛工株式会社 取締役 信 一 チームリーダー 近 藤 靖 之 山 川 稔 夫 五十川 幸宏 池 田 修 啓 大同特殊鋼株式会社 技術開発研究所 プロセス研究部 部長 大同化学工業株式会社 技術研究所 第三研究室 副主任研究員 三菱マテリアル株式会社 中央研究所 金属プロセス開発センター 副主任研究員 瀧 澤 英 男 旭サナック株式会社 金型事業部 事業部長 棚 瀬 幸 彦 日産自動車株式会社 パワートレイン生産技術本部 パワートレイン技術開発試作部 統括・企画グループ エキスパートリーダー - 4 - 藤川 真一郎 住友重機械テクノフォート株式会社 開発部 取締役部長 水 野 日本パーカライジング株式会社 宗 人 第二製品開発センター 塑性潤滑研究グループグループリーダー 清 水 秋 雄 株式会社フォージネット 代表取締役社長 吉 村 トヨタ自動車株式会社 豹 治 要素生技部 鍛造・プレス室長 森 下 日本科学技術連盟 嘱託 今 弘 一 野 勤 中小企業基盤整備機構 中部支部 中小企業・ベンチャー総合支援センター ものづくりアドバイザー 久 保 勝 司 2.人材育成の必要性・育成する中核人材像 (1)当該プロジェクトで扱う技術・産業を取り巻く環境・課題 1) 鍛 造 業 の 現 状 日本の鍛造業はユーザーとともに発展し、日本の主要産業の基盤を支える役割を 担ってきた。優秀な材料品質、設備技術、金型技術をはじめ、職人的技能、蓄積さ れた経験的知識に基づく秀でた現場技術に支えられ、鍛造品の多くは、安全性等を 支 え る 重 要 保 安 部 位 に 用 い ら れ て い る 。自 動 車 を は じ め と す る ユ ー ザ ー 産 業 に 対 し 、 日本の鍛造業が高品質の鍛造品を安定的に供給しているからこそ、日本製品の高い 国際競争力が維持されているといっても過言ではない。 我々鍛造業界は、産油国における投資意欲の拡大をはじめ、海外における公共投 資 に 伴 う プ ラ ン ト 及 び 受 電 産 業 の 旺 盛 な 需 要 増 や BRICsの 成 長 及 び そ の 他 経 済 成 長 が 目覚ましいアジア諸国などの設備投資に伴う需要増、自動車産業における輸出の拡 大及び海外生産の増強、土木建設機械産業における資源開発関連等を背景とした需 要 の 増 加 に よ っ て 、 平 成 17年 よ り 毎 年 過 去 最 高 実 績 の 生 産 量 を 更 新 す る 勢 い で 推 移 をしている。 その反面、原材料価格及び金型材料等の副資材が世界的に高騰し、更にはユーザ ーからのコストダウン要請もあいまって、売上げが伸長しても、生産能力増強や技 術力向上等に向けた設備投資や人材確保に向けた待遇改善等を行うための再投資に 結びつくような収益の確保が難しく、厳しい経営環境に置かれている現状である。 このような環境下において、鍛造会社の多くはユーザーとの「パートナー」とし て自立することは難しく、いわゆる下請として今後も厳しいコストダウン要請に耐 えながら、ぎりぎりの経営状態が続けば、鍛造業界全体が疲弊、弱体化し、業界と して新たなイノベーションが望めないばかりか、自動車産業をはじめとするユーザ ー に 対 し 、こ れ ま で の よ う に 高 品 質 の 鍛 工 品 を 安 定 的 に 供 給 す る こ と が 危 ぶ ま れ る 。 2) 鍛 造 業 に お け る 課 題 上 述 の 状 況 に 鑑 み 、 当 協 会 で は 、 平 成 18年 11月 に 「 鍛 造 業 ビ ジ ョ ン 」 を 策 定 し 、 - 5 - 以下の課題に対する解決の方向性を示した。即ち、鍛造業が「下請」ではなく、ユ ーザーにとって不可欠な「パートナー」として自立、発展し続けていくためには、 十分な利益の確保が不可欠であり、そのための解決策として、同ビジョンでは次の 方向性を示した。 0) 鍛 造 業 の 自 立 を 目 指 し て 1) 技 術 ・ 技 能 を 活 か し た 攻 め の 経 営 2) 健 全 な 取 引 慣 行 で 共 存 共 栄 3) 海 外 市 場 へ の 対 応 4) 同 業 種 / 異 業 種 と の 積 極 的 な 連 携 5) 多 様 な 製 品 群 へ の 供 給 6) 息 の 長 い 人 材 確 保 ・ 育 成 7 )鍛 造 業 に 国 民 の 目 を 振 り 向 か せ る た め に しかし、まずは下請構造のもとに置かれてきた鍛造業が、弱みとしている「販路 開 拓 」の 力 、す な わ ち マ ー ケ テ ィ ン グ 力 を 強 化 す る こ と も 重 要 な 課 題 に 挙 げ ら れ る 。 各 社 共 通 の マ ー ケ テ ィ ン グ の あ り 方 と い う も の は 存 在 し な い が 、「 ま ず 製 品 あ り き 」 で は な く 、「 顧 客 の ニ ー ズ に 適 っ た 製 品 を 提 供 す る た め に は ど う す れ ば よ い の か 」 と発想することがマーケティングの基本であり、各社がそれぞれの事情にあった対 策を講じていくことが求められている。 一方、日本の鍛造業が更に競争力を高めるためには技術力や創造力の向上が不可 欠であり、そのためには、企業戦略及び企業経営上最も大切である人材の育成が鍛 造業界において喫緊の課題である。団塊の世代が定年期に差し掛かる大きな節目を 迎え、熟練労働力の退職や非正社員の比率が高まりをみせている鍛造各社の雇用実 態を鑑みると、技術及び技能の喪失が懸念される。 3) 教 育 界 に お け る 課 題 産 学 官 の 連 携 に よ る 人 材 育 成 の 重 要 性 に つ い て は 、平 成 18年 5 月 に 策 定 さ れ た「 素 形材産業ビジョン」において以下の通り触れられている。 『素形材産業のエンジニアの主な供給源は、大学或いは工業高等専門学校(高専) であるが、高専はともかく大学においては実技教育よりも机上の講義が中心になり がちであり、実際にものづくりの現場に触れる機会は少ない。また、就学人口の減 少に伴い高等教育機関への進学は一部の例外を除いて安易なものとなりつつあり、 我が国のエンジニアのレベル低下が危惧されている。そもそも素形材の場合、高等 教育機関における金属関連の学科は減少の一途を辿っていることから、このままで は我が国素形材産業の将来を担うエンジニアの輩出はますます困難になっていくこ と が 考 え ら れ る 。』 このように大学等高等教育機関における金属関連の学科、研究設備・人員の大幅 な減少によって、鍛造業の技術革新に繋がる研究開発への展開が行われず、我が国 鍛造業の国際競争力の強化に繋がっていない。 - 6 - (2)当該プロジェクトで扱う技術・産業が国内・地域内での位置付け 平 成 17年 の 経 済 産 業 省 工 業 統 計 「 品 目 編 」 に よ る 、 鍛 工 品 の 出 荷 量 は 約 208万 ト ン で あ り 、 地 域 別 の 上 位 3 地 区 を み る と 、 別 表 の 通 り 1 位 が 愛 知 県 で 50万 ト ン 、 全 体 の 24% を 占 め 、 次 い で 新 潟 県 17万 ト ン 、 大 阪 府 15万 5千 ト ン と な っ て い る 。 当 協 会 の 会 員 構 成 を み て も 、 約 60% が 愛 知 ・ 大 阪 地 区 に 集 積 し て い る 状 況 に あ る 。 都道府県別鍛工品出荷量・事業所数 生産量(T) 愛知県 新潟県 大阪府 滋賀県 群馬県 兵庫県 茨城県 岐阜県 その他 合 計 事業所数 501,804 170,034 155,466 149,623 140,768 134,507 119,972 112,226 598,553 2,082,953 45 30 53 6 6 26 10 6 192 332 データ:平成17年工業統計「品目編」 (3)ターゲットとする受講者層 本事業プログラムは、単に知識を身につけることが目的ではなく、鍛造現場で自身 が経験した様々な作業について、理論・原理・原則とを関連づけることにより、応用 力を高め、日頃鍛造現場で突き当たる問題・課題について解決力を身につけたり、マ ネージメント力を身につけることにより、生産効率の向上をはじめユーザー等に対し て自社の技術力や製品の品質、信頼性等を説明、PR、提案できるような、社内にお ける中核をなす人材を育成することを目的としている。 従って、対象とする受講者層は、実務経験5年以上、且つ当協会の通信教育「職業 訓練認定コース」修了者又はそれと同等の鍛造に関する知識を有する者としている。 (4)当該プロジェクトにおいて育成を目指す中核人材の定義 1) 鍛 造 業 で 育 成 が 望 ま れ る 中 核 人 材 像 鍛造現場の技術・技能を体得して、問題・課題の解決能力と工場の効率向上に必 要なマネージメント能力を身につけて、利益の出せる鍛造品を生み出すとともに、 ユーザー等に対して説明、PR、提案のできる人材であり、将来、中小企業の工場 長や経営幹部を担える人材。 - 7 - 2) 中 核 人 材 に 必 要 な ス キ ル 要 件 と レ ベ ル ① 鍛造現場の技術・技能の原理・原則を理解して、鍛造品の不良対策やラインの 不稼働対策への対応能力及びラインの改善など、問題や課題解決ができる能力 ② 鍛 造 工 場 の 管 理 技 術 < 品 質 管 理 ・ 設 備 管 理 ・ 生 産 管 理 > を 理 解 し て 、「 ム リ ・ ムダ・ムラ」のない生産を行うマネージメント能力を身につけて、工場の生産 効 率 を 高 め 、「 利 益 の 出 せ る 鍛 造 品 」 を 生 み 出 す こ と の で き る 能 力 ③ 人事、組織、環境・安全、原価などの工場経営に必要なマネージメントに係る 知識を修得し、ユーザー等に対して製品の品質や信頼性等を説明、PR、提案 のできる能力 (5)中核人材育成のために本事業において求められている教育内容 会員企業へのヒアリング及び鍛造業中核人材育成特別委員会における意見を集約する と、産業界の求める教育内容は次の通り。 1) 材 料 ・ 鍛 造 ・ 熱 処 理 の 原 理 ・ 原 則 ・ 理 論 と 実 際 を 関 係 付 け て 、 現 場 へ の 応 用 力 を高める教育 2) 鍛 造 金 型 の 設 計 方 法 、 製 作 方 法 と 補 修 技 術 の 実 務 3) 鍛 造 設 備 の 原 理 ・ 原 則 と 管 理 ・ 改 善 の 実 務 4) 鍛 造 現 場 に 必 要 な 品 質 管 理 ・ 生 産 管 理 の 方 法 と 生 産 効 率 を 向 上 さ せ る 考 え 方 及びその方法 5) 鍛 造 現 場 の 問 題 ・ 課 題 の 発 見 ・ 解 決 方 法 - 8 - (6)育成された中核人材が当該技術・産業を維持・発展・革新・定着させて いく上で必要不可欠である理由 我が国の鍛造業における高い国際競争力は、材料及び設備機械メーカーやユーザー によって支えられてきた側面が大きいが、やはり鍛造各社が常日頃からの努力の積み重 ねによって築かれてきたことは言うまでもない。その中核を成していたのが、優秀な生 産技術者と熟練技能者である。情報技術の進展によってデジタル化も進んではいるもの の、鍛造品は単純な労働力と設備機械のみで生産できるものではなく、一連の各工程に おける技術が結集されて、高品質な鍛造品が効率のよい生産に繋がっている。これを支 えているのが、優秀な生産技術者と熟練技能者である。 しかしながら、鍛造業は、騒音・振動・暑熱・重筋作業といった厳しい労働環境にあ るにもかかわらず、待遇が必ずしも良くない、等と言う理由から、優秀な人材を確保す ることが容易ではない。このために、外国人研修生や派遣社員など、いわゆる非正規雇 用に依存することもやむなし、との意見もある。このような状況下で、今後も我が国の 鍛造業が国際競争力を維持し続けていくためには、正社員を中心に人材を確保、定着さ せ、生産技術者、熟練技能者として育成していく策を講じていくことが不可欠となって いる。特に、小規模の事業所におかれては、作業者と生産技術者(エンジニア)の区分 が難しく、例え作業者であっても、将来の生産技術者として活躍できる人材を育成して いくことが求められている状況にある。 これらの状況に鑑み、当協会では、鍛造業の業務を行うにあたり必要な基礎知識を分 か り や す く 説 明 す る 初 級 者 向 け の 「 鍛 造 e-ラ ー ニ ン グ 」 と 国 家 試 験 で あ る 技 能 検 定 の 学 科 試 験 が 免 除 に な る "職 業 訓 練 認 定 コ ー ス (期 間 10ヶ 月 )"と "普 通 コ ー ス (期 間 6 ヶ 月 )"の 2コースがある「鍛造技術通信講座」を開講している。また、企業が主体となり、新た に 鍛 造 業 に 入 職 す る 新 規 学 校 卒 業 者 及 び 35歳 未 満 の 中 途 新 入 社 員 を 主 た る 対 象 と し た "教 育 訓 練 機 関 に お け る 自 社 の ニ ー ズ に 即 し た 学 習 ( Off-JT) "と "自 ら の 企 業 に お け る 雇 用 関 係 の 下 で の 実 習 ( OJT) "を 組 み 合 わ せ て 教 育 す る こ と に よ り 、『 現 場 の 即 戦 力 と なる実践的な技能を持った職業人を養成する仕組み』と位置づけられている「実践型人 材 養 成 シ ス テ ム ( 実 習 併 用 職 業 訓 練 )」 の 構 築 に 取 り 組 ん で い る が 、 い ず れ に せ よ 、 こ れらの教育だけでは、企業が求める人材育成手段としては十分ではない。 従って、この鍛造現場の中核人材育成システムが構築されれば、鍛造業の新入社員か ら中堅技能者・技術者の教育といった一貫した人材育成プログラムが確立し、更なる現 場での実践により中小企業の工場長や経営幹部へと繋げることが可能となり、各企業の 活性化、体質強化、ひいては鍛造業界の更なる進展に繋がるものと思われる。 また、本事業では、当協会と名古屋大学、社団法人日本塑性加工学会、名古屋市工業 研究所が連携して取り組み、開発される教育プログラムは、名古屋大学大学院において 開講されることとなる「鍛造専門講座」としても活用され、産業界からは講師が派遣さ れることとなっている。こうした名古屋大学の取り組みによって、学校関係者に対する ものづくり教育の重要性が認知され、全国の他の大学等教育機関においても鍛造に係る 専門講座の開講が期待され、その結果として、鍛造業における優秀な人材の確保と育成 を期待している。 - 9 - (7)中核人材育成に対する産業界のニーズ(企業ヒアリング・アンケート結果 等)について 企業における人材教育例をみてみると、新入社員に対しては、入社時に社内のオリエ ン テ ー シ ョ ン( 安 全 教 育 等 )を は じ め 、座 学 及 び 現 場 作 業 が 1 週 間 ∼ 1 ヶ 月 程 度 行 わ れ 、 その後、資格取得を含め、職能や階層別に外部の教育機関を利用した教育訓練が実施さ れている。しかしながら、全国を見渡しても鍛造技術全般を教えるような訓練機関は殆 どなく、先にも述べたが、現在鍛造協会が実施している教育事業だけでは決して十分で はない。 教育訓練の目的は、言うまでもなくキャリアとスキルの向上であり、対象としては正 社員が多いが、必要に応じて派遣社員や契約社員も実施しているケースもある。 各社で実施されている教育訓練の内容を多い順にみると次の通り。 ・鍛造関係 ・フォークリフト関係 ・公害・環境・電気・エネルギー関係 ・玉掛け関係 ・人材教育関係 ・検査・試験等関係 ・クレーン関係 ・安全関係、等々 ま た 、人 材 育 成 の タ ー ゲ ッ ト に つ い て は 、35歳 以 下 の 若 手 社 員 が 46.6% 、新 入 社 員 (新 卒 ・ 中 途 を 問 わ ず 入 社 1 年 目 の 社 員 )が 29.8% 、 中 堅 社 員 (50歳 以 下 )が 18.6% と い う 調 査結果で、各社ともに若手社員への教育に力を入れている企業は多い。 一方、2割強の企業では、自社内で教育訓練を実施しておらず、これらの企業の内、 全 体 の 約 4 割 が 従 業 員 50人 以 下 の 企 業 と な っ て い る 。 自 社 内 で 教 育 訓 練 を 行 っ て い な い 企業の主な理由は次の通り。 ・指導者がいない ・個人の努力に任せている ・身近に教育訓練機関がない ・費用対効果が望めない ・良い教材が少ない ・人員的に余裕が無く、時間を掛けて教育ができない ・技術の伝承はマニュアルで指導できない、等々 2007年 問 題 で 対 策 が 必 要 と 考 え る 人 材 に つ い て の 質 問 に 対 し 、回 答 が 多 か っ た 人 材 は 、 ・ 熟 練 技 能 者 ( 52%) ・ 生 産 技 術 者 ( 部 課 長 クラス) (46%) ・ 技 能 者 (44%) ・ 生 産 技 術 者 (40%)、 ・ 工 場 長 レ ベ ル の 人 材 ( 36%) な ど で あ っ た 。 - 10 - 企業の規模 50人 未 満 50∼ 100人 100人 以 上 1 位 2 位 (64%) 熟 練 技 能 者 (56%) 生 産 技 術 者 (60%) 熟 練 技 術 者 (50%) 生 産 技 術 者 (46.6%) 熟 練 技 術 者 (46.6%) 技能者 3 位 生 産 技 術 者 (52%)部 課 長 クラス 生 産 技 術 者 (50%)部 課 長 クラス 生 産 技 術 者 (33%)部 課 長 クラス 新しい製品や技術により「オンリーワン企業」を目指す時に新たに必要とする人材に ついての質問に対し回答が多かった人材は、 ・ 生 産 技 術 者 (52%) ・ 生 産 技 術 者 ・ 部 課 長 クラス( 50%) ・ 熟 練 技 能 者 ( 30%) な ど で あ っ た 。 企業の規模 1 位 50人未満 生産技術者 (40%) 50∼100人 生産技術者部 課長クラス(80%) 100人以上 生産技術者 (66.6%) 2 位 3 位 4 位 熟練技能者 生産技術者部課長クラス (36%) 生産管理者・技能者 (32%) 生産技術者 営業担当者 工場長・生産管理者 (60%) 課長クラス(40%) (30%) 生 産 技 術 者 部 課 熟練技能者 海外派遣要員 長クラス (60%) (26.6%) (20%) 「 外 部 で 適 切 な 教 育 拠 点 が あ っ た 場 合 、 利 用 さ れ ま す か 」 の 質 問 で は 、 45% の 会 社 が 「利用したい」と回答を得た。このほか、人材育成に関するヒアリング及び鍛造業中核 人材育成特別委員会において、以下のような意見が出されている。 ・鍛造現場の加工技術や設備技術の原理・原則を理解して問題解決できる技術者 が欲しい ・鍛造現場を知って工程設計や金型設計の出来る技術者が欲しい ・部品の機能を知って、ムダのない鍛造品を提案できる技術者を育てて欲しい ・利益の出せる鍛造品を生み出せる営業が必要 ・技術と経営の解る人材が必要 実 際 に 、 本 年 度 模 擬 講 座 を 開 催 す る に あ た り 、 10名 の 受 講 生 を 会 員 各 位 に 公 募 し た と ころ、予想を大幅に上回る応募と反響があり、本事業に対する期待とニーズの高さがう かがえた。 模 擬 受 講 生 の公 募 ︵会 員 ︶ 人材育成事業に対 する関心が高い これまで、協会事業に参画したこ とがない企業からも多数の申込 みがあり、推進委員会にて選考 選考の結果、23名が受講 10名 - 11 - 3.開発カリキュラムの具体的内容 従来、鍛造業では、技術・技能は、各社の熟練技能者、熟練技術者のカンコツ・ノウ ハ ウ で あ り 、 人 材 育 成 は OJT教 育 に 頼 っ て き た 。 こ の た め 、 外 部 機 関 に お け る 実 践 的 ・ 体系的な教育システムは必要なかった。しかしながら、バブル以降のリストラ等によっ て 、 熟 練 技 能 者 、 熟 練 技 術 者 が 減 り 、「 理 論 ・ 原 理 ・ 原 則 」 を 基 に し た 鍛 造 現 場 の 生 産 効 率 を 向 上 す る た め の 体 系 的 な OJTに よ る 人 材 育 成 の 仕 組 み が 崩 れ は じ め 、 現 場 の 中 核 となるべき人材が育てにくい現状に変わってきた。 現在、日本の鍛造技術者を対象にした教育は、社団法人日本鍛造協会が実施する「鍛 造 技 術 通 信 教 育 」と 社 団 法 人 日 本 塑 性 加 工 学 会 ・ 鍛 造 分 科 会 が 実 施 す る「 実 務 講 座 」 「研 究 集 会 ・ 研 究 班 活 動 」 が あ り 、「 鍛 造 技 術 通 信 教 育 」 は 鍛 造 の 基 礎 技 術 に 関 す る 問 題 の 添 削 と ス ク ー リ ン グ 、「 実 務 講 座 」 は 講 演 と 工 場 見 学 を 組 み 合 わ せ た も の で あ る 。 ま た 、「 研 究 集 会 ・ 研 究 班 活 動 」 は 教 育 機 関 と 主 に 自 動 車 ・ 電 機 な ど の 川 下 産 業 、 材 料 ・鍛造関連機械装置企業等における研究者の川下産業ニーズに基づく高度な研究の発表 ・討論の場となっており、中小企業を中心とする鍛造業界の抱える課題や中核人材の育 成ニーズに応えられた内容にはなっていない。 本 事 業 で 新 た に 開 発 す る プ ロ グ ラ ム は 、理 論 、原 理 、原 則 を 実 務 に 応 用 で き る よ う に 、 座学だけでなく、実証実験や実習などの体験を組み入れたインターンシップと、現実の 生産現場での問題、課題の事例を取り上げ、議論を行う事例研究など、現場・現実に即 した体系的な教育システムを特徴としている。 STEPⅢ STEPⅡ STEPⅠ 学習結果の理 解を実践として 確認するため実 験や実習により 実証する「体験 する」教育 理論・原理・原 則を学習する 「聴く」教育 現場で起こっている問題、課 題の事例を採り上げ、講師と の対話やグループ討議等によ り解決を図るとともに、現場を 観て確認をする事例研究とし ての「考える・観る教育 (1)カリキュラム開発(今年度実施したカリキュラム開発) 1) カ リ キ ュ ラ ム 開 発 委 員 会 等 の 作 業 日 程 カリキュラムの開発にあたっては、再委託先である名古屋大学及び社団法人日本 塑性加工学会に作成を依頼し、鍛造中核人材育成事業推進特別委員会においてカリ キュラム、シラバス、テキスト、教材作成などプログラム全体の開発を行うことと している。委員会の開催経過を以下に記す。 □ 鍛造中核人材育成事業推進特別委員会 第1回 委員会 日 時 平 成 19年 9 月 5 日 ( 水 ) 13:00∼ 16:30 場 所 KKRホ テ ル 東 京 10F「 平 安 の 間 」 - 12 - 議 題 1.事業実施内容の件 2.事業展開計画の件 3.カリキュラム・シラバス作成の件 4.その他(今後の予定等) 【配付資料】 資料№1 中小企業産学連携中核人材育成事業提案書(抜粋) 資料№2 〃 実施体制(案) 資料№3 〃 プログラムの開発・推進体制図 資料№4 平 成 19年 度 展 開 計 画 資料№5 平 成 19年 度 事 業 概 略 ス ケ ジ ュ ー ル 資料№6 産学連携鍛造現場の中核人材育成システムの開発 資料№7 産 学 連 携 鍛 造 現 場 の 中 核 人 材 育 成 事 業 講 義 概 要 (シ ラ バ ス )企 画 案 資料№8 カリキュラムご担当者一覧(案) 資料№9 鍛造方法と鍛造の歴史 第2回 委員会 日 時 平 成 19年 10月 23日 ( 火 ) 13:30∼ 16:30 場 所 名古屋市工業研究所 議 題 1 . シ ラ バ ス (案 )の 件 2.著作権に関する件 3.模擬講義受講生の件 4 . 模 擬 講 義 ア ン ケ ー ト (案 )に つ い て 5.その他 【配付資料】 資料№1 第1回推進委員会議事録 資料№2 平 成 19年 度 産 学 連 携 中 核 人 材 育 成 情 報 等 提 供 等 事 業 プ ロ ジ ェ ク ト 連絡会の議事メモ 資料№3 合同会議議事メモ 資料№4 シラバス(案) 資料№5 プレゼン力育成について 資料№6 覚書 資料№7 受講生の募集及び選定、評価員について 資料№8 模 擬 講 義 ア ン ケ ー ト (案 ) 第3回 委員会 日 時 平 成 19年 12月 21日 ( 金 ) 13:30∼ 16:30 場 所 名古屋市工業研究所 議 題 1.模擬講義開催に係る件 2.模擬講義教材に関する件 3.経営管理ワーキンググループの件 4.実証実験に関する件 5 . 平 成 20年 度 展 開 計 画 に つ い て 、 他 - 13 - 【配付資料】 資料№ 1 第2回推進委員会議事録 資料№ 2 技術ワーキンググループ議事録 資料№ 3 模擬講義受講生募集のご案内 資料№ 4 講座申込者一覧 資料№ 5 模擬講義スケジュール(案) 資料№ 6 模擬講義検証のご協力を頂きたい企業(案) 資料№ 7 模 擬 講 義 ア ン ケ ー ト (案 ) 資料№ 8 模擬講義テキスト(単位0∼2) 資料№ 9 講義概要(シラバス) 資 料 № 10 経営管理ワーキンググループ打合せ議事録(第1、第2回) 資 料 № 11 経営管理ワーキンググループ名簿 資 料 № 12 実証実験に関するお伺い(案) 資 料 № 13 平 成 20年 度 展 開 計 画 ( 叩 き 台 ) 第4回 委員会 日 時 平 成 20年 3 月 31日 (月 ) 13:30∼ 16:30 場 所 KKRホ テ ル 東 京 11F 「 白 鳥 の 間 」 議 題 1.模擬講座の検証結果について 2.来年度の計画について 3.その他 □ カ リ キ ュ ラ ム 開 発 W G 、 名 古 屋 大 学 ・ (社 )日 本 塑 性 加 工 学 会 合 同 会 議 第1回 委員会 日 時 平 成 19年 10月 2日 ( 火 ) 13:30∼ 16:30 場 所 名古屋市工業研究所 議 題 1.事業実施内容の件 2.カリキュラム・シラバス作成の件 3.模擬講義教材作成の件 4.その他(今後の予定等) 【配付資料】 資料 №1 ワ ー キ ン グ グ ル ー プ ・ 名 古 屋 大 学 ・ (社 )日 本 塑 性 加 工 学 会 組 織 名 簿 資料 №2 「中小企業産学連携製造中核人材育成事業」に係る委託業務実施計画 資料 №3 第1回産学連携製造中核人材育成事業 推進特別委員会議事録 資料 №4 産 学 連 携 鍛 造 現 場 の 中 核 人 材 育 成 事 業 講 義 概 要 (シ ラ バ ス )企 画 案 資料 №5 教育内容(案) 資料 №6 「鍛造方法と鍛造の歴史」 参考資料 「軽量薄肉鋳鉄鋳物を中心とした鋳鉄の材質と用途」 - 14 - □ カリキュラム開発WG[技術ワーキンググループ] 第1回 委員会 日 時 平 成 19年 12月 7日 (金 ) 13:30∼ 16:30 場 所 名 古 屋 ・ 安 保 ホ ー ル 401号 室 議 題 1.模擬講義教材作成に係る件 2.事例研究及び実証実験に係る件 3.模擬講義開催に係る件 4.その他 【配付資料】 ・第2回推進特別委員会議事録 ・ PPT資 料 「 鍛 造 概 論 」 ・ PPT資 料 「 鍛 造 技 術 の 動 向 」 ・ 産 学 連 携 鍛 造 現 場 の 中 核 人 材 育 成 事 業 講 義 概 要 (シ ラ バ ス ) 0 ∼ 8 ・模擬講義日程(叩き台) ・模擬講義受講生 募集要項 □ カリキュラム開発WG[経営・管理ワーキンググループ] 第1回 委員会 日 時 平 成 19年 2月 21日 ( 木 ) 13:30∼ 16:30 場 所 名古屋ガーデンパレス 5階 松の間 議 題 1.事業実施内容の件 2.カリキュラム・シラバス作成の件 3.その他(今後の予定等) 【配付資料】 資 料 № 1-1 中小企業産学連携中核人材育成事業提案書(抜粋) 資 料 № 1-2 〃 実施体制 資 料 № 1-3 〃 プログラムの開発・推進体制図 資 料 № 1-4 平 成 19年 度 展 開 計 画 資 料 № 2-1 平 成 19年 度 第 1回 産 学 連 携 製 造 中 核 人 材 育 成 事 業 推 進 委 員 会 資 料 № 2-2 平 成 19年 度 第 2回 産 学 連 携 製 造 中 核 人 材 育 成 事 業 推 進 委 員 会 資 料 № 2-3 平 成 19年 度 第 3回 産 学 連 携 製 造 中 核 人 材 育 成 事 業 推 進 委 員 会 資 料 № 2-4 平 成 19年 度 第 1回 ワ ー キ ン グ グ ル ー プ ・ 名 古 屋 大 学 ・ (社 )日 本 塑 性 加工学会合同会議 会議メモ 資料№3 産学連携鍛造現場の中核人材育成事業 資料№4 カリキュラムご担当者一覧 資料№5 模擬講義スケジュール(予定) 資料№6 平 成 19年 度 中 小 企 業 産 学 連 携 製 造 中 核 人 材 育 成 事 業 講 座 申 込 者 一 覧 資料№7 模擬講義アンケート 資料№8 模擬講義におけるプレゼンテーション力向上のためのプログラム 案 資料№9 委員会名簿 - 15 - 講義概要(シラバス)0∼8 資 料 № 10 産 学 連 携 鍛 造 現 場 の 中 核 人 材 育 成 事 業 講 義 概 要 ( シ ラ バ ス ) 9 ∼ 11 資 料 № 11 平 成 20年 度 展 開 計 画 2) 開 発 教 材 の 構 成 当初の計画では、各科目について教材作成後に模擬講義を開催し、その模擬講義 の検証を踏まえて、内容を見直しした上で、教材を完成させる計画であった(模擬 講 義 1 回 、 検 証 1 回 )。 しかし、先行する鋳造人材育成事業の関係者から「いきなり最終的な教材作成か ら入ると、各講師の主観に基づいた内容になりがちであることや、大幅な内容修正 が生じるとかえって時間及び費用にロスが生じることが懸念される」とのアドバイ スがあった。そこで先ずパワーポイントで講義を行い、それをもとに大きな変更点 などを洗い出してテキストを作成し、テキストを用いた第2回目の模擬講座を行う ことにした。 2年間で模擬講座及び検証を2回にすることによって、内容の一貫性があり、講 師、現場のエキスパート、経営幹部及び受講者の実情に即した教材ができることを 期待している。 教材の作成 模擬講義 2回開催 検証2回 (平成19,20年度) 教育内容 (平成19、20年度) 教材完成 教育界と産業界が連携し、鍛造に関する「技術」領域だけでなく 「管理」や「経営」の領域も含めた総合的な教育内容 科目0 科目0 テーマ テーマ: :鍛造の概要 鍛造の概要 科目1 科目1 テーマ テーマ: :材料流動・加工力と面圧 材料流動・加工力と面圧 科目2 科目2 テーマ テーマ: :鍛造用材料と熱処理 鍛造用材料と熱処理 科目3 科目3 テーマ テーマ: :鍛造設備 鍛造設備 科目4 科目4 テーマ テーマ: :工具と潤滑 工具と潤滑 - 16 - 科目5 科目5 テーマ テーマ: :鍛造品と管理 鍛造品と管理 科目6 科目6 テーマ テーマ: :熱間鍛造形状・工程設計 熱間鍛造形状・工程設計 科目7 科目7 テーマ テーマ: :金型設計生産 金型設計生産 科目8 科目8 テーマ テーマ: :コンピュター支援技術 コンピュター支援技術 科目9 科目9 テーマ テーマ: :工場管理 工場管理 科目10 科目10 テーマ テーマ: :品質管理 品質管理 科目11 科目11 テーマ テーマ: :経営管理 経営管理 (2)模擬講義の実施 1) 模 擬 講 義 受 講 生 に つ い て 社団法人日本鍛造協会会員宛に募集要項を発送し、模擬受講生を募ったところ、 10名 の 募 集 に 対 し て 30名 前 後 の 応 募 、問 い 合 わ せ が あ り 、推 進 特 別 委 員 会 に て 審 議 、 検 討 の 結 果 、 本 年 度 は 23名 の 受 講 生 で 模 擬 講 義 を 開 催 す る こ と と な っ た 。 受講資格は以下の通りとし、応募にあたっては受講生の経歴書及び会社の推薦状 を求めた。 ★受講要件 日本鍛造協会会員。実務経験5年以上且つ当協会の通信教育「職業訓練認定 コース」修了者又はそれと同等の鍛造に関する知識を有する者とする。 2) 模 擬 講 義 ス ケ ジ ュ ー ル ◎科目0 テーマ : 鍛造の概要 日 時 : 平 成 20年 1 月 17日 ( 木 ) 11:00∼ 20:30 場 所:名古屋会議室 [スケジュール] 開講挨拶 オリエンテーション 鍛造概論… 講師 小坂田 宏造、久保勝司 鍛造技術の動向… 講師 小坂田 宏造、久保勝司 - 17 - 鍛造現場の問題、問題課題解決例… 講師 吉村豹治 日 時 : 平 成 20年 1 月 18日 ( 金 ) 9:30∼ 15:45 場 所 : ト ヨ タ 自 動 車 株 式 会 社 衣 浦 工 場 /衣 浦 グ ラ ン ド ホ テ ル [スケジュール] トヨタ自動車見学 自動車メーカーの鍛造技術… 講師 森下弘一 グループワーク(プレゼンテーション)… 講師 北村憲彦 ◎科目1 テーマ : 材料流動・加工力と面圧 ◎科目2 テーマ : 鍛造用材料と熱処理 日 時 : 平 成 20年 2 月 1 日 ( 金 ) 10:30∼ 19:30 場 所:名古屋会議室 [スケジュール] 材料の塑性と塑性加工力学… 講師 石川孝司、湯川伸樹 加工力、面圧の計算… 講師 石川孝司、吉田佳典 鍛造用材料… 講師 石川孝司、関口常久 熱処理の基礎技術… 講師 石川孝司、関口常久 材料と熱処理の問題解決事例研究 とプレゼンテーション… 講師 石川孝司、関口常久、北村憲彦 日 時 : 平 成 20年 2 月 2 日 ( 土 ) 9:30∼ 17:00 場 所:名古屋会議室 [スケジュール] 各種鍛造実験と材料流動観察… 講師 石川孝司、湯川伸樹、吉田佳典 各種材料の変形能と変形抵抗… 講師 同上 結果のまとめとプレゼンテーション… 講師 同上 ◎科目3 テーマ : 鍛造設備 ◎科目4 テーマ : 工具と潤滑 日 時 : 平 成 20年 3 月 14日 ( 金 ) 11:00∼ 18:30 場 所:名古屋工業大学 [スケジュール] 鍛造機械の構造と特徴(概略)… 講師 安藤弘行 鍛造機械(ハンマについて) … 講師 阪下紫呂 鍛造機械(プレスについて) … 講師 田渡正史 鍛造機械(フォーマについて)… 講師 棚瀬幸彦 周辺装置と加工荷重の計算 … 講師 安藤弘行 プレゼンテーション … 講師 安藤弘行、阪下紫呂、 田渡正史、棚瀬幸彦 日 時 : 平 成 20年 3 月 15日 ( 金 ) 9:30∼ 17:00 場 所:名古屋会議室 [スケジュール] 熱間鍛造用の金型材料・金型構造・金型製造法に関する全般の知識 - 18 - … 講師 西郡 榮、岡嶋一晃 冷間鍛造の金型材料・金型構造・金型製造法に関する全般の知識 鍛造における潤滑のメカニズム … 講師 角南 不二夫、濱家信一 … 講師 中村 保 環境負荷低減のための熱間鍛造用潤滑剤に関する知識 … 講師 池田修宏 環境負荷低減のための冷間鍛造用潤滑剤に関する知識 … 講師 清水秋雄 熱間鍛造金型寿命 … 講師 岡嶋一晃 熱間鍛造潤滑 … 講師 池田修宏 冷 間鍛造金型寿命 … 講師 角南 不二夫 冷間鍛造潤滑 … 講師 清水秋雄 プレゼンテーション… 講師 西郡 榮、岡嶋一晃、角南 不二夫 中村 保、池田修宏、清水秋雄 ◎科目5 テーマ : 鍛造品と管理 ◎科目6 テーマ : 熱間鍛造形状・工程設計 日 時 : 平 成 20年 2 月 15日 ( 金 ) 11:00∼ 18:30 場 所:名古屋会議室 [スケジュール] 鍛造品の適用機能・性能 ∼自動車・建機の代表事例を説明∼ … 講師 岡嶋一晃 鍛造品の設計と重要性 … 講師 岡嶋一晃 部品軽量化への取り組み … 講師 関口常久 ∼使用部品、メリット、デメリット、今後の課題∼ 鍛造品と品質管理 … 講師 岡嶋一晃 品質管理に役立つ検査データの統計処理 … 講師 久保勝司 プレゼンテーション … 講師 岡嶋一晃 材料から検査までの鍛造品の工程設計 … 講師 西郡 榮 演 … 講師 西郡 榮 鍛造の工程設計 … 講師 奥村 正 荒地設計 … 講師 大橋隆弘 … 講師 大橋隆弘 日 時 : 平 成 20年 2 月 16日 ( 土 ) 9:00∼ 17:00 場 所:名古屋会議室 [スケジュール] 演 習 習 1(グループ発表あり) 2(グループ発表あり) 質疑応答 … 講師 西郡 ◎科目7 テーマ : 金型設計生産 ◎科目8 テーマ : コンピュター支援技術 榮、奥村 日 時 : 平 成 20年 2 月 28日 ( 木 ) 11:00∼ 20:30 場 所:名古屋市工業研究所 - 19 - 正、大橋隆弘 [スケジュール] 金型設計 … 講師 近藤靖之 金型生産と金型管理 … 講師 濱家信一 金型寿命の対応事例研究 … 講師 近藤靖之 プレゼンテーション … 講師 近藤靖之、濱家信一 日 時 : 平 成 20年 2 月 29日 ( 金 ) 9:30∼ 16:50 場 所:名古屋市工業研究所 [スケジュール] コンピューターシミュレーションの基礎入門 … 講師 瀧澤 英男 CAD/CAMの 概 要 と コ ン ピ ュ ー タ ー シ ュ ミ レ ー シ ョ ン 事 例 研 究 … 講師 三 次 元 CAEシ ス テ ム 導 入 事 例 研 究 プレゼンテーション 金 秀英、久保田 智 課題抽出と解決法の研究 … 講師 金 秀英、久保田 智 … 講師 金 秀英、久保田 智 3) プ レ ゼ ン テ ー シ ョ ン に つ い て 本事業では、ユーザー等に対して製品の品質や信頼性等を説明、PR、提案ので きる能力を身につけることも教育目的に掲げており、プレゼン能力のスキルアップ のために次の8項目に関する手法で実践していくことを模擬講義に盛り込んだ。 問題解決能力・プレゼン能力の向上 各科目で実施 1.自社製品や技術を売り込む力 2.問題点を整理する力 3.事例の中で問題を多面的に見る力 4.与えられた事例課題の解決に向けた方策・道筋 を作る力 5.先を広く読む力と情報収集力 6.危機管理の考え方 7.技術の伝承や自分に続く人を育てるしくみなど に関すること 8.チーム作りとリーダーシップ - 20 - (3)模擬講義の検証 模擬講義の検証にあたっては、アンケートを作成し、受講生に毎回提出頂くことの協力を お願いした。また、第1回目の模擬講義であるので、本事業に携わる方々には、検証委員 として極力講義に参加して頂き、カリキュラム、教材、講義内容、受講生のレベル等々に 関して、検証頂くことを依頼した。以下にアンケート結果を記載する。 受講生による 模擬講義アンケート結果 講義【鍛造概論】 ≪ 参考になった点≫ ・温間鍛造、閉塞鍛造の歴史が意外に浅いということは、今後の製品受注状況や、形状を 考えていっても、十分世界最高技術を獲得できる可能性があること。 ・付加価値の考え方 ・ 温 度 に よ る 鍛 造 の 分 類 の 中 で 、 再 結 晶 温 度 や 半 溶 融 鍛 造 等 の 事 を 初 め て 知 っ た 。・ 鍛 造 加工・板金加工の境界がなくなりつつある中で、双方の良い所を取り入れていかなけれ ば、会社が伸びていかない。 ・温度による鍛造の部員類が、熱間鍛造と冷間鍛造の中に5種類の鍛造とかがあり、温度 での分類が参考になった。 ・ビデオを見て切削と鍛造を比較する事で歩留りや加工時間のP違いが理解しやすかった ・熱間型鍛造の知識しか無かったので、その他の鍛造技術を概ね習得できた。また「経営 的視点」での内容で、自社でできる最も有効な付加価値向上策が「歩留まり向上」でる との説明にとても納得した。 ・ 板 金 プ レ ス 、切 削 、鋳 造 、粉 末 成 型 な ど の 製 造 メ ー カ と メ リ ッ ト ・ デ メ リ ッ ト に つ い て 。 ・自動車等の製品になるまでの工程 ・古代から近代の鍛造技術に触れられて大変勉強になった。 ・付加価値向上に対する省資源の効果を理解する事 ・日本の鉱工業の中での鍛造品の割合。また、鍛造業界内での材料の資料割合 ・精密形状の鍛造、軽金属の鍛造、ネットシェイプ等のニーズが高まり鋳造・板金・切削 等との境界がなくなりつつある点。 講義【鍛造概論】 ≪もっと知りたい点≫ ・〈 0.35%C炭 素 鋼 の 変 形 抵 抗 の 温 度 依 存 性 に つ い て 〉 200℃ ∼ 600℃ 付 近 の 温 度 で 鍛 造 す る と、変形抵抗が増すため、鍛造する際には、避けたい温度域であるとのことでしたが、 温間鍛造の事例等で、この温度域の鍛造実績は無いのか?事例があるのなら、なぜその 温度域で鍛造するのか(利点があるのか)? ・半用湯鍛造時の熱処理後の強度は熱間鍛造に比べてどうなのか。 ・付加価値の向上の進め方(エネルギー原単位など) ・材料温度と変形抵抗の関係 - 21 - ・顧客ニーズとものづくりや付加価値について。 ・プレスやハンマの種類と特徴について ・鍛造品の金属組織(高強度化のしくみ)について ・付加価値の計算等をする時間が足りない。 ・ボンデ処理とはどういう物か? 何故ボンデ処理が少なくなっているのか? ・半熔鍛造についてもっと知りたかったです。 ・付加価値(製品の単位重量当たり)VAの計算式、実用例 ・材料的な概論についてもっと盛り込んだ方が良いと思う。 ・Ni基合金の鍛造が増えていくのか?需要動向予測について。 ・具体的な実例紹介(精密形状の鍛造による不具合と対応策等) ・型鍛造の付加価値向上の具体策、又は実例・効果 ・数ある鍛造方法の中で、どの様な製品に対してどの鍛造方法設備がマッチするのか 講義【鍛造技術の動向】 ≪参考になった点≫ ・国内を牽引してきた自動車業界の国内販売台数が今後の見通しとして、増加が見込めな いことより、グローバル化、高付加価値化にて売上を拡大していくしかない。冷間鍛造 においては、工具の弾性変形をも抑制することで、製品精度の高い鍛造品の供給が可能 となる。 ・ 日 独 北 米 の 鍛 工 品 生 産 量 の 推 移 に お い て 、 1997年 頃 か ら 日 本 の 生 産 量 が 降 下 し 、 現 在 で は3国ほぼ同じ生産量であること ・ドイツ鍛造の動向 ・背圧鍛造工法により、スクロール等の商品の切削加工レスになっている事。 ・鍛造品は軽量化がテーマであり、環境問題と切り離す事は出来ない。その為に、材料、 潤滑、機械それぞれの分野で開発が進められている。 ・白色潤滑剤のいい事と難しい事がわかった。サーボプレスによる鍛造により、いろいろ な鍛造が出来る所が参考になった。 ・環境規制や省エネ化の中で新工法や技術の向上が必要である事(白色潤滑剤の性能や条 件 、 新 素 材 開 発 等 )。 ・サーボプレスで加工速度を変化させる事で更にネットシェイプの可能性がある事 ・ネットシェイプ、ニアネットシェイプが主流となりつつある現状で、それを実現できる 冷温間鍛造の技術がわかりやすく解説されており、熱間ばり出し鍛造しか知らない私に とって非常に良く理解できた。 ・炭素鋼以外での鍛造品、材料の変化や開発(軽量化、非調質) ・鍛造に、多種多工法での鍛造加工法が学習出来た事が参考になった。 ・金型の弾性変形が寸法に与える影響。超硬も金型の材料として視野に入れていかなけれ ばならない事。 ・二段打ち抜きによる騒音低減 ・熱間鍛造工具の浸硫窒化(型寿命向上について) - 22 - 講義【鍛造技術の動向】 ≪もっと知りたい点≫ ・様々な材質・条件での鍛造事例。型寿命延命の取組み等。 ・白色潤滑メーカーの動向、白色潤滑の可能性。 ・熱間鍛造工具の表面硬化法の動向と型命数改善事例。 ・背圧鍛造の原理及び特徴、弱点などを知りたい。 ・分流鍛造事例、分流鍛造の定義。 ・板材の厚肉方法・金型構造 ・ヘリカルギアの分流鍛造で加工圧力の低下により歯の先端まで材料が充填する仕組み ・鍛造する前の素材の精度についての技術(寸法や重量の均一化など) ・世界の鍛造技術、工法等。 ・時流によるものとは思いますが、熱間鍛造におけるニアネットシェイプの事例や精密化 へ の 取 り 組 み に つ い て の 動 向 。 超 精 密 鍛 造 品 = 冷 鍛 ( or複 合 な ど ) に な る と 、 ハ ン マ 鍛 造によるニアネットシェイプの実現について。 ・鍛造品の外観検査などの品質確認方法についての技術動向。 ・窒化の処理について。 ・鍛造シミュレーションの出来ることの具体例、問題点 ・サーボプレスの鍛造型材例や、ストローク回数/分、又、設備費用など、更に最大成形 荷重がどれ位か等 ・製品コスト的な状況(世界的に見て、技術的に見て) ・鍛造に必要不可欠な「加熱」について、省エネ、環境を考慮した動向。 ・サーボプレスのモーションによる鍛造品への適用例、鍛造業界の原価構成 ・最新の鍛造設備、鍛造技術について(油圧プレス、ローリングミル) 講義【鍛造現場の問題、問題課題解決例】 ≪参考になった点≫ ・熱間鍛造している製品も、技術が上がり、冷間鍛造が可能となれば、冷間鍛造へ切り替 えることで、コストが削減できる。 ・生産性のアップ 十字型ノックアウト改善事例 ・モデル試験を行いながら成型性などを一つ一つ確認・実証しながら改善を行う姿勢 ・背圧成形法の考え方 ・ガレージエンジニアの存在 ・複合鍛造工法。 ・十字型ノックアウト(使用していない箇所はガイド役になっている所) ・概念にとらわれないで実際に検証する事 ・多数の事例・工法を知る事で、ユーザーに提案できる様になる事 ・プレゼンの中で聞いている人にアピールするポイントをしっかり入れる事 ・問題点に対する目線、観点など着目する部分が幅広い。 ・実際の生産現場での改善事例、ちょっとした工夫で大きな効果が得られた事例。また新 - 23 - 規業界へのアプローチとして自動車産業以外への積極的なアピール。 ・同時成形化でのKOピンの作動不具合対策は、現在類似の不具合が発生しているため、 参考にしたい。 ・新しい技術とその解決事例に触れられたのと、現地現物主義の重要性、また、解決の着 眼点はたいへん参考になった。 ・基本的鍛造技術の習得と伝承。 ・グローバル化 以上の3点が大事 ・生産性のアップに関する問題解決について、解り易い事例であった。 ・工程削減におけるコストの低減 ・閉塞鍛造技術 講義【鍛造現場の問題、問題課題解決例】 ≪もっと知りたい点≫ ・ばり出し鍛造にてばりの熱エネルギーの利用事例。 ・型命数工場改善や品質安定の改善事例等。 ・ギヤ以外の工法の特徴、長・短所。 ・すべての改善の着眼点及び改善案プロセス。 ・金型や、人に対しての問題解決の仕方。 ・ユーザーに提案できる人材を育成する方法 ・問題点発生時の対応のポイント。問題解決の糸口に対するポイント。 ・成形工程の改善で、様々な設備導入や工程系列変更、製品の耐久テスト等を行ってコス ト低減を達成されているようだが、初期投資、開発期間についてのコメントが欲しい。 ・他の鍛造種類へのアプローチの仕方 ・鍛造イメージの変革を行う方法、また、現状の問題を解決する方策、または取り組んで いる事案など(高い、立ち上がり遅い、大量生産) ・鍛造技術習得の方法 ・改善事例の具体的な講義。 ・型金寿命向上(ボルスター、ハンマータップ寿命対策含む) ・省エネ問題への取り組み方 ・生産性を上げた改善事例を多く知りたい ・ディスクリングミルに関して ・リングミルでの最新技術 ・ロール鍛造 講義【鍛造現場の問題、問題課題解決例】 ≪貴社で困っていること≫ ・慢性的な不適合品の発生(欠肉、肌) ・従来、弊社内で以前から複合鍛造も行ってきたが、もっと具体的に教えて頂きたい。例 え ば 、 ダ イ キ ャ ス ト か ら の 鍛 造 ( 熱 間 ・ 冷 間 )、 粉 末 焼 結 か ら の 鍛 造 、 熱 間 鍛 造 か ら 冷 - 24 - 間鍛造等。 ・ 冷 間 圧 造( フ ォ ー マ ー )で 圧 造 し た 物 を 冷 鍛 し て い る が 、圧 造 割 れ が 発 生 す る 時 が あ り 、 全 検 す る 必 要 が あ る ( 不 良 率 : 0.2%) ・人材育成に対して ・型打ちの工程数を減らしたい製品があるが、欠肉等があり、うまくいかない。 ・プレスの精度が良くないので、寸法のバラツキや型割れが発生する ・鍛造の叩き方等ニュアンスを含んだ技術をどのように表現して伝えていくのか? 形に するのか?(リズム、押し引き、打撃力) ・メーカーからの要望で、従来の製品を新しい工法で製作する試作を行っているが、予算 の関係もあり、既存の設備での対応を強いられている。 ・安全性の向上 ・品質管理の改善策 ・ 白 色 系 型 潤 滑 剤 に 変 更 し て か ら 、「 金 型 へ の ワ ー ク の ハ リ ツ キ 」「 ノ ッ ク ア ウ ト 時 の ワ ークのトビハネ」が多発し、生産性が低下していること。 ・パイプ材の両端を鍛造して、その後、油圧プレスで曲げる製品があり、その曲げの際に 発生する冷間の細かいキズに困っている。 ・ハンマ作業者の育成 ・冷間鍛造をビレットから造る技術がないので熱間鍛造でピニオンギヤなどの歯を付けた 後、冷間鍛造を何度かトライしましたが、熱間肌(スケール凹)が残ってしまい、うま くいかない。やはり熱間部分を温間で実施されているメーカーがあるのか否か? ・段替時間の短縮 ・型寿命向上 ・工程管理 ・設備のメンテナンス 講義【自動車メーカーの鍛造技術】 ≪参考になった点≫ ・環境への取組・対策が、現在要求されていることの一つであるということ。 ・設計から取り組むことで、大きな成果が期待できる。 ・自動車生産の動向 ・ネットシェイプ化の取組み ・コンロッド・ギヤー部品の軽量化の取組み ・白色系型潤滑剤の評価方法 ・設備、安全面、品質。 ・環境を配慮した物造りを実践されている。 ・今後の鍛造技術の動向を一早く実践されている。 ・型打ち前にロールを使用し、ある程度の型まで材料を予備成形をする事により、歩留の 向上につながる事。 ・ロスコストや段替え時間の細かい表示がしてある事で、作業者まで会社の利益を意識し て仕事をさせている。 - 25 - ・打コン対策を徹底的に取り組んでいた点 ・安全作業の推進 ・過去に弊社で試みたが実用化できなかった白色系潤滑剤を、全面的に展開し、すでに完 成の域に達していることに非常に感心しました。工場見学に於いても、工場内のクリー ンさは、鍛造工場とは思えないほどで、作業環境と地球環境に重点を置いて改善を進め ていることを痛感した。 ・現時点での自動車の生産状況及び、今後の動向。 ・自動車(部品)生産における今後の課題(特に環境問題) ・表示板・掲示板が明確になっていて誰が見ても今の状況がどんな状態かが把握出来た 事 。 部 外 者 へ の 対 応 ( 挨 拶 )。 ・細かい実験とデータに基づく鍛造の条件の管理は参考になりました。 ・ 環 境 に 優 し い 鍛 造 技 術 の 開 発 で 、よ り 一 層 の ク リ ー ン 且 つ リ ー ン( コ ン パ ク ト 、ス リ ム ) な生産システムの構築を目指している事 ・切断をメタルソーで切断された点。 ・軽量化開発(材料強度向上に伴う製品重量の軽量化) ・搬送技術について 講義【自動車メーカーの鍛造技術】 ≪もっと知りたい≫ ・欠肉、肌の不適合品発生に対する取組み。 ・ばり出し鍛造についての事例。 ・グローバル鍛造ラインへの取組みにおける ①製造条件のデジタル化による品質管理の取組み方 ②設備・ダイセット・型のコンパクト化 ③低騒音・低振動化の改善事例 ・ロボットのコスト、管理費(メンテナンス含む)や難点など。 ・熱間フォーマーのライン及び製品。 ・グローバルな鍛造ラインの開発の進め方。 ・リフト搬送を少なくする手法 ・ 安 全 に 対 す る 取 り 組 み (活 動 事 例 や 改 善 ポ イ ン ト な ど ) ・下請けメーカーに要求される事 ・打コン対策を徹底した背景 ・新人教育(段取り、作業、PM等) ・複雑な形状の熱間鍛造品についての改善事例の紹介。 ・製品の開発や、工場ライン作成現場 ・ 熱 間 鍛 造 ( ハ ン マ の 工 場 )、 製 品 ( コ ン ロ ッ ト な ど ) ・型潤滑剤の特徴で離型性をどのように比較しているのか。 ・技術・知識の伝承体系はどのように行われているのか。 ・ハイマウトナックルの鍛造の苦労話。 - 26 - ・ネットシェイプ化による失敗内容、改善方法、開発コスト(PGIトリポードS/A) ・切断を外注で行っている点。? ・自動車製造のコストの考え方 ・自動車メーカとして粗形材技術、生産のアウトソーシングについての考え方 ・鍛造ラインを汎用から専用化し、投資額・コスト・ライン容積が低減した様ですが、全 体的に見るとライン数が増加しているのではないか?(多品種における汎用ラインと専 用ラインの比較) ・冷鍛一液潤滑剤 ・白色潤滑のさらに詳しい条件等 ・金型材質、表面処理への取り組み ・自動車メーカーの鍛造プレスの設備投資の動向 【講義時間について】 十 分: 普 通:12名 不十分: 科 目 0 : 1 月 17日 、 18日 3名 5名 【全体を通しての感想・意見等】 科 目 0 : 1 月 17日 、 18日 ・講義においては一つ一つの講義内容が豊富であったため、かなり説明を省略された部分 もあったかと思うが、講義時間が内容に対して少ないように感じた。トヨタ自動車見学 後のグループワークは参考になった。 ・ も う 少 し 基 礎 レ ベ ル を 下 げ て 頂 き 、 鍛 造 技 術 や 問 題 点 の 時 間 を 取 っ て 頂 き た い 。、 各 社 (参加企業)の問題点を取り上げ、解決方法などをディスカッション形式にて、問題と 解決案として取り上げても良かった。 ・一日の講習が終わってから全員で食事の場を設けてほしい(アルコールも入れながら、 コミュニケーションを図る) ・ホワイトボードやビデオを使用しての講義にしたら、とても良くなると思う。 ・夕食の時間はなくても良いので、6時位に終わる様にしてほしかった(2時間も間をあ けるなら夕食後はホテル等で講義をしてほしい) ・グループワークやプレゼンなど折り込まれていて、とても参考になった。 ・ 内 容 的 に は プ レ ス 鍛 造 が 多 く ハ ン マ 鍛 造 も 取 り 上 げ て 欲 し く 思 い ま す 。・ 他 企 業 と の 技 術的なディスカッションなどがあれば、もう少し幅が出ると思う。プレゼンテーション の重要さを改めてわかった。人に伝える難しさ、これからますます勉強していきたい。 ・配付資料が小さく、元ファイルの色使いによって見えない所が多少あった。トヨタ様の よ う に 1 ペ ー ジ 2 コ マ 位 が 見 易 い で す ( 紙 資 源 の ム ダ で す が ・ ・ ・ )。 ま た 、 1 日 目 の 夕 食 後 の 講 義 で す が 、 午 後 ∼ 19:00位 ま で の 連 続 講 義 の 方 が 良 い と 思 う 。 ・初日の自己紹介(プレゼン)には驚いたが、普段全く知らない人の前で話をすることが あまりないので良い訓練になった。 ・工場見学後のグループワークにより、自分で見た内容の数倍のことが解り、見学後の話 - 27 - し合いが非常に有効なことが解った。 ・出版されている文献(鍛造加工)の執筆者、協力者による講師陣の講義を受講出来る事 にとても誇りに感じる。 ・ 1 日 目 の 16:40∼ 19:00の 休 憩 は も っ と 短 く し て 一 気 に や っ て も ら っ た 方 が よ い 。) ・自分自身の知識不足で、講義の内容、技術的質問の内容が理解できない部分があった。 ・グループ活動講習は、グループ作りを1日目で行い、そのまま通して2日目のまとめ、 発表に備える様な日程だと、連帯感向上、意見の十分な交換も出来ると感じた。 ・食事は全員でする様にして頂けると、受講生同士の挨拶し易い。 ・弊社がリング鍛造メーカーの為、型打ちの話になると分からない点が多い。 ・リング鍛造に関しても、多少触れて頂くと助かります 講義【材料の塑性と塑性加工力学】 ≪参考になった点≫ ・塑性変形と転位の関係 ・応力の定義(公称応力と真応力) ・ す べ り 面 と い う モ ノ が あ り 、そ の 面 で 原 子 で す べ る 事 象 の 積 み 重 ね で 塑 性 変 形 が 起 こ る 。 ・摩擦が変形に与える影響 ・金属の強化が起きる現象が転位の動きを防けるために起きることが視覚的に見えて分か り や す か っ た 。( 置 換 型 ・ 侵 入 型 、 細 粒 化 ) ・塑性の中には、弾性変形や塑性変形があり、塑性変形では転位が動くことによって生じ ることや、転位の動きを妨げるものにより、金属が強くなることが参考になった ・塑性変形について、原子レベルから学べ、転位の制御により強度向上が望める点が参考 になった。 ・転移現象のビデオがイメージを確実なものにしてくれて、非常に参考になった。 ・塑性の現象が原子レベルでイメージでき、添加物による違いが良く解った。 ・n乗硬化則が実験値と良く一致している ・温度上昇による軟化 ・公称応力−公称ひずみと真応力−真ひずみの考え方 ・速度と温度により変形抵抗が変わると判ったこと(2/2の実験で実際に体験できたこ とも良かった) ・計算によって判定基準が求められる事 ・「 ひ ず み 速 度 の 影 響 」 と 「 自 己 発 熱 に よ る 温 度 上 昇 の 影 響 」 に よ っ て 閉 経 抵 抗 が 変 化 す ることまた、加えた仕事のうち9割が熱になってしまうことに驚いた 講義【材料の塑性と塑性加工力学】 ≪もっと知りたい点≫ ・ひずみの定義(公称ひずみと真ひずみ) ・割れという現象もすべり面と関係があるのか? 関係があるのなら鉄は温度域にて結晶 体が違うが、温度域にて割れ発生の形状が異なるのか? - 28 - ・材料の塑性と塑性力学についての書籍 ・応力・ひずみ曲線 ・材料を加熱した時の状況。 ・応力とひずみの計算方法 ・ 転 位 の モ デ ル 説 明 で 、〔 自 筆 の 図 を 示 し て 〕 こ こ の 原 子 の 結 合 部 分 ( ズ レ た 一 番 端 ) が どうなるか。 ・据込時の割れ、割れ方が2種類あるがその原因及び対策 ・原子間同士のポテンシャルの意味 講義【加工力、面圧の計算】 ≪参考になった点≫ ・加工圧力の計算方法拘束係数の計算方法 ・加工力、面圧の計算式の活用する事。変形抵抗が解析結果に極めて大きく影響を及ぼす という事 ・ノモグラムを用いた、最高押し出し圧力及び押し出し荷重の算出 ・スラブ法は力の釣り合で考えるということは理解できた。降伏条件など言葉の意味。 ・型細部の材料充填圧力計算式。 ・材料モデルの種類(初等解析法)変形抵抗を求めるには端面拘束圧縮試験が簡易的で良 い。変形抵抗は解析においてとても重要な要素である。摩擦モデルの適用できる加工法 ・荷重計算の考え方 ・初等解析法による考え方 ・加工荷重の見積り方法がわかりやすかった。 ・せん断摩擦モデルとクーロン摩擦モデルの違い ・有限要素法を用いて解析方法があるという事 講義【加工力、面圧の計算】 ≪もっと知りたい点≫ ・拘束係数 ・加工力、面圧の計算の使用例 ・荷重に影響しているパラメータにどの様なものがあり、その影響度が一覧で見られるも のがあれば見たかった。 ・数式に当てはめ、値を求める計算のやり方をもう少し知りたい ・有限要素法による解析結果と実験値の詳細な比較および境界条件 ・型細部の材料を充填計算の場合、拡がった材料を拘束していないが、拘束した場合の計 算が知りたい。 ・ノモグラムについて ・せん断摩擦 ・ 降 伏 条 件 、 ラ ジ ア ン 、 連 立 方 程 式 、 数 学 ( log cot) - 29 - 講義【鍛造用材料】 ≪参考になった点≫ ・アルミニウムの使用量の増加 ・マグネシウムの合金の今後の市場開拓 ・材料が如何に品質、コストの面で重要かということ。鍛造品加工メーカーでは前工程の 鍛造素材が、鍛造メーカーでは前工程の材料が重要であることより、改めて、前工程は 重要であること。 ・鍛造材料の全体的な特性 ・合金鋼について一元素が与える影響。 ・青熱・赤熱脆性温度域を避け、冷間・温間・熱間鍛造温度域になっている仕組が、加熱 温 度 − 伸 び グ ラ フ に よ り 非 常 に 分 か り や す い 点 特 に 、 0.12% 炭 素 鋼 の 850℃ 近 辺 の 伸 び の落ち込み等 ・ 鋼 種 と 鍛 造 温 度 で は 、 な ぜ 加 熱 温 度 を 熱 鍛 : 1200℃ 、 冷 鍛 : 700℃ と 決 め た 理 由 。 ・材料選定の評価基準で何が重要か。 ・青熱脆性と赤熱脆性の仕組み。 ・アルミ材の鍛造品への活用 講義【鍛造用材料】 ≪もっと知りたい点≫ ・アルミニウムの鍛造技術 ・Mg鍛造にて使用される潤滑剤について ・マグネシウムの特性とこれからの流れをもっと知りたい ・今後ますます需要が増すと思われる非鉄金属材料について。 ・ 非 鉄 金 属 (A l 、 C u )の 鍛 造 時 の 注 意 点 ・鍛造温度の設定方法 ・具体的にどの製品がどの材料を使用しているのか。 ・材料の製造工程 ・ロット番号はどういう風に割り当てられているか? ・さまざまな鍛造工法事例 講義【熱処理の基礎技術】 ≪参考になった点≫ ・合金鋼の原理 ・ 非 調 質 鋼 の 原 理 ( V の 添 加 に よ る 強 度 u p )、 優 位 点 ・結晶粒の微細化の大切さ ・鉄鋼鍛造品、熱処理の種類、特性が解った事 ・鋼の熱処理のメカニズム ・焼入れ−焼戻しの組織の変化について ・処理工程毎の、金属組織を状態図で詳しく確認出来た点 - 30 - ・金属強化の種類と仕組み。 ・転位の動きを映像で見られたのでとても良かった。 ・熱処理の種類と目的 ・非調質鋼の仕組みとメリット ・ 鋼 に お け る 熱 処 理 の メ カ ニ ズ ム ( 組 織 の 変 態 Cの 役 割 ) ・熱処理における欠陥例 講義【熱処理の基礎技術】 ≪もっと知りたい点≫ ・熱処理による欠陥と対策 ・鍛流線についての基礎知識 ・様々な種類の熱処理炉があるが、それぞれの特性 ・ステンレスの熱処理と組織について ・加工熱処理の問題点 ・ ロ ー カ ー ボ ン 材 ( 例 : S 25C ) は 通 常 Q T し て も あ ま り 硬 く な ら な い が 、 そ れ は ロ ー カーボンが少なく溶け出さない為なのか。 ・アルミ鍛造品の鍛造後のSR(応力除去)について ・非調質鋼のデメリット ・状態図の見方 ・焼鈍時間と温度での改善策など ・最新熱処理技術の活用事例 ・非調質鋼については、もっといろいろ知りたいと思う ・非鉄の熱処理 講 義 【 材 料 と 熱 処 理 の 問 題 解 決 事 例 研 究 と プレゼンテーション】 ≪参考になった点≫ ・コスト意識の認識(材料を作るという意識はなかった) ・工程決定時の工夫(製品立ち上げの強み) ・レポートや提案書の書き方について ・鍛流線のアンバランスによる熱割れ及び変形 ・加熱雰囲気の不均一による表面欠陥(素材表面の水分等) ・欠陥と対策のシートは社内でも参考にしたい ・熱処理での問題はよく解りました。 ・納得させるプレゼンにおける数値化の重要性、発表の順序 ・金属の性質について ・新規設備を導入するときに考えなければいけないこと ・アルミ製品でトリミング後のリサイクル ・素材を自社で製作してみる - 31 - 講 義 【 材 料 と 熱 処 理 の 問 題 解 決 事 例 研 究 と プレゼンテーション】 ≪もっと知りたい点≫ ・熱処理による欠陥が多い要因に何があるか ・相手に理解と納得をしてもらえる話し方も知りたい ・問題解決事例・対策について ・熱処理自体解りにくい処理なので、もっと時間をかけて詳しく知りたい。 ・アルミサスペンションを製造する工程を知っている人がいないとなかなか難しいので、 各製造法のレイアウト等について。 ・分かりやすいプレゼン・報告書をまとめるにあたってのテクニック ・析出物、残留応力、フェライト、固溶、ソルバイトの内容意味 講 義 【 材 料 と 熱 処 理 の 問 題 解 決 事 例 研 究 と プレゼンテーション】 ≪実際に困っている点≫ ・環境に良い材料が開発され、使用させられているが、鍛造という領域でその材料を評価 すると、非常に扱いにくく困っている。 ・コンベア型炉で焼きワレが発生する。多数ではないが0にはならない ・各材質で、メーカーの指定硬度を満たせるか製品のボリュームにもよりますので、解ら な い 物 は 実 際 に ト ラ イ し て い ま す 。何 か 計 算 式 で も あ れ ば よ い の で す が あ り ま せ ん 。又 、 内部硬度に関しても同じです。 ・熱処理による割れの発生 ・アームの長いナックルの熱処理で発生する曲のバラツキについて。 ・加熱している戻し材を短時間で冷却するにはどうするか(温度をある程度下げて水冷す るトライは行ったが、不具合が発生) ・熱処理における製品のひずみ 実験【各種鍛造実験と材料流動観察】 ≪参考になった点≫ ・実験結果からの変形抵抗の算定(生データでの計算が一番おもしろい)材質の違いによ るワレの現象 ・稠密立方格子の結晶体である金属は加圧変形時に、割れ易い。 ・実験設備、実験方法、確認方法が解った点 ・ 普 段 、写 真 や 数 値 で し か 見 ら れ な い も の が 実 際 に 自 分 で 実 物 を 測 定 し 、計 算 し た こ と で 、 圧縮率による変化が目で見られたことが参考になった ・リング圧縮式摩擦試験潤滑状態の違い(摩擦係数)による圧縮変形後の形状変化の変異 ・変形抵抗を算出するのに必要な実験装置・手順や測定値アルミと鋼における割れの違い ・n乗硬化則の実験からの算出法 ・潤滑剤により変形の仕方及び材質による割れ等が実感できて良かったです。 ・次世代のアルミやマグネシウムの実験は参考になりました。 ・無潤滑、潤滑の種類で材料流動が変化する - 32 - ・ 無 潤 滑 で も 摩 擦 係 数 は 0.18程 度 で あ っ た こ と 。 ・材種、材料にとって、変形抵抗が違うという事 ・鉄とアルミでは据込み試験時のワレ形態が異なること ・アルミは据込むと表面が粗くなること 実験【各種鍛造実験と材料流動観察】 ≪もっと知りたい点≫ ・他鋼種でも変形抵抗を見てみたい ・熱間ではどうなのか ・稠密立方格子の結晶体をもつ金属を割れを発生させずに、加圧変更させる方法 ・円柱圧縮試験で割れの確認で判別しにくかったので有効な確認方法がどのようなものが あるか ・ 離 型 剤 を 濃 度 別 に 実 験 し 摩 擦 係 数 を 確 認 し た い 。 (黒 色 系 の 代 表 的 な も の ) ・SCM材とか身近な材料などの比較。 ・他の摩擦係数の求め方や、潤滑剤の潤滑特性、調査方法などの実験の紹介(特に熱間鍛 造に用いられる潤滑剤について) ・肉の流れについてもっと知りたい ・圧縮した場合のスローVTR等の材料流動観察 ・なぜ鉄とアルミでワレ方向が異なるのか? 実験【各種材料の変形能と変形抵抗】 ≪参考になった点≫ ・潤滑条件の違いによる変形 ・リング状のワークは、圧縮時の摩擦有無により、内径変化に違いが生ずる。 ・変形抵抗が解析結果に極めて大きく影響する事。必要に応じて適切な材料試験を行う事 ・ 試 験 材 の 初 期 温 度 が 、 15∼ 16℃ の と こ ろ 100t プ レ ス で 速 度 25spmで 、 18% か ら 5.85% ま で 潰 し た と こ ろ 、試 験 材 が 139∼ 163℃ ま で 上 昇 す る と こ ろ を パ ソ コ ン 管 理 で き る と こ ろ 。 ・割れ限界測定、材質ごとに違うのには驚きました(マグネシウム) ・変形状進むにつれ加工硬化し、面圧が上昇する ・潤滑条件の違いによる変形への影響 ・摩擦係数を算出する手法 ・ノモグラムを使用し、摩擦係数を調べるところ。メカプレスの実験で圧縮した時のエネ ルギーが熱に伝わり、材料によっての温度変化があること。 実験【各種材料の変形能と変形抵抗】 ≪もっと知りたい点≫ ・熱間で潤滑条件を変えた際の変形 ・パソコンを使用しての計算、管理 ・高温材料の圧縮試験による素材温度の上昇具合 - 33 - ・メカプレスの実験でエネルギーが熱以外にどのように変化していくか?非調質鋼の硬さ を調べる実験。 ・潤滑剤の種類についてもっと知りたい ・変形抵抗曲線のグラフ図の見方、理解の仕方 ・鉄のみで温度を変化させた実験 ・アルミ材、マグネシウム材の鍛造性の悪さ ・端面拘束法。加工速度の違いにおいて変形抵抗とひずみの関係が変形時の熱エネギー発 生の影響を受けることによって異なること ・離型剤の潤滑性を比較する試験法(社内でも実施可能な)が判ったこと 【時間配分】 ① 講義 科目1・2:2月1日、2日 十 分:1 普 通:5 ② 実験 不 十 分 : 14 十 分:1 普 通 : 10 不十分:7 【全体を通しての感想・意見等】 ・今回はグループでの活動も多く、いろいろな角度からの話し合いもでき、とても充実し た研修となった。 ・2日目のプレゼンは満足のいく内容にまとめられなかったが失敗から学ぶことも多くあ った。カリキュラムの中に失敗させるようなものを、あえて用意して失敗から勉強させ るのも、良い経験になるのではと思う。 ・講義に計算式が多く、公式の意味がわからず、もう一度見直しをし、塑性加工について 勉強したい。 ・加工力については興味があるのでじっくり勉強したい ・実験データ整理の時間を長く取ってほしい。 ・( 講 義 時 間 に つ い て ) も う 少 し 時 間 を 増 や し て ほ し い 。 ・応力の計算等の演習が講義中にできると、より理解できると思う。データ整理に関して 始めから分担してもらえるとスムーズにできると思う ・日程を詰めて行ったので、講義の時間が短く急ぎ足だったのが残念 ・今回は前回と反対でハードな2日だった。できればもう少し余裕のある日程にしていた だけるとありがたい。 ・データ整理、プレゼン準備は十分に時間をとった方がいい。鍛造の内容がプレスに偏り すぎではないか?ハンマの内容もぜひお願いしたい。 ・ 内 容 の 濃 さ と 時 間 が 合 っ て い ま せ ん 。( 本 講 義 の 半 分 の 時 間 な の で 仕 方 な い で す が ) 非 常に興味深い内容が多かったので、本講義では多くの時間を割り振ってもらいたい。 ・表現、記号を統一してほしい ・塑性力学の時は、実際のトラブル事象と改善策をリンクさせて説明して頂けると理解し やすい。 ・何のためにこの講義を学ぶのかというところを最初に説明して欲しい。 - 34 - ・講義から得られたことは実際の現場でどのように役立てるのかを教えて欲しい。 ・できれば実例から理論の考え方へ移るとよかった。 講義【鍛造品の適用機能・性能】 ≪参考になった点≫ ・非調質鋼の割合が非常に多く増えている ・ショットピーニングのテスト方法 ・鍛造温度が低い方が、グレンサイズは小さくなり機械的性質は良い ・自動車の機構について。 ・クランクシャフトやコンロッド、他の鍛造品の重要性や欠陥が及ぼす影響。 ・非調質鋼が多品種に使用されていた点トランスミッション関連の部品が、CVTにより 部品点数が減少している点 ・鍛造品の用途では、自動車だけ産業機械、船舶などにも使用していること ・検査方法を多数知れたこと ・ギヤの歯形鍛造の手法。インローの語源 ・磁気探傷で通電時のスパークでワークが硬化すること ・ミクロ写真はあまり見たことがなかったので勉強になる。 ・熱鍛品は加工基準面を考慮し、設計している ・磁気探傷試験の仕組み 講義【鍛造品の適用機能・性能】 ≪もっと知りたい点≫ ・非調質鋼の使用についてもっと詳しく知りたい ・熱間より、温間鍛造品のほうが機械的性質は良いということになるが、ファイバーフロ ーは鍛造温度によって、変動するのか? ・鍛造品の加工方法 ・ シ ョ ッ ト ピ ー ニ ン グ に よ る 加 工 度 評 価 ( テ キ ス ト で は 60∼ 98% 、 自 動 車 メ ー カ は 150∼ 200を 希 望 ) と 説 明 が あ り ま し た が 加 工 度 で 疲 労 強 度 が ど の く ら い 向 上 す る の か 、 S − N線図等で確認したかった ・もっと多くの部品の機能・鍛造欠陥を聴きたい ・ 磁 気 探 傷 検 査 で 、SCM440Hな ど を 消 し 潰 し た 場 合 、カ ブ サ リ が 発 生 し ま す が 、磁 気 探( 電 磁)で発見できない。磁気の流れに変化が起きにくいためでしょうか? キズの入り方 による違いが知りたい ・結晶粒度の違いによる機械的性質の具体的な数値 ・ フ ァ イ バ ー フ ロ ー の 上 手 い エ ッ チ ン グ の 方 法 フ ァ イ バ フ ロ ー の 正 体 、生 成 さ れ る 仕 組 み 、 強度に与える影響 ・ガバレージをどのように測定しているか ・コンロッドの疲労破壊の写真を見てみたかった - 35 - ・磁気探傷やカラーチェックに替わるような検査法について。キズ部が開口していないと 発見できないのでX線等の検査法はどうなのか(非破壊で内部欠陥を見つけたい) ・鍛造品の性能についてもう少し知りたい ・クランクシャフト、コンロッドについて加工基準の話があったが、加工工程についても 概略的な説明 ・鋳鋼、焼結との違い、利点、不利点、また、業務鋳物∼鍛造品に切り替わった事例、鍛 造品∼鋳物焼結に切り替わった事例 講義【鍛造品の設計と重要性】 ≪参考になった点≫ ・鍛造図へのポイント記入(現状、行っていない) ・鍛造品に影響を及ぼす因子の再確認 ・ 鍛 造 品 に 、 JIS B 0415に 定 義 さ れ て い る 一 般 公 差 が あ る こ と 。 ・コンカレント・エンジニアリングの重要性 ・シミュレーションによる型打ちに至るまでのNG数の減少 ・型割線にて製品を傾ける方法は知らなかったので、ぜひ実際に実施したい ・複合鍛造の成形の考え方が良く解りました。 ・加工基準設定での注意点 ・ネットシェイプ率という評価(加工/F)のような言葉を耳にできた。 ・インローの語源。鍛造の流れや、精度など図解されてあり参考になる。 ・成形工法、成形荷重の最適な求め方 講義【鍛造品の設計と重要性】 ≪もっと知りたい点≫ ・加工基準の設定の注意点があったが、具体的な例を設定不良の時に出る影響や不具合事 例について ・冷間、複合鍛造のところをもっと知りたい ・歩留まりからネットシェイプ率に評価方法を変更した際の、時間的、または金銭的向上 がかなり計られると思われたが、数値またはグラフで確認できたらよかった ・簡単な例で手順が示されてあると、理解しやすいです ・現時点でのコンカレント・エンジニアリングの実例を知りたかった。 ・たとえば「トヨタで∼にやってペーパーレスになっています」のような例が知りたい。 ・メーカーにおけるノウハウの流出対策 ・JISの鍛造公差は知識があるので、メーカー各社の規格とJISの対比。 ・精密鍛造品に対応できる測定技術と測定機器 ・鍛造図に対しての金型の形状も具体的に知りたい ・2D解析 ・3D解析とコンピュータによる解析 ・3Dデータのチェック方法(誤記等、設計者の思い込み)について - 36 - 講義【部品軽量化への取組】 ≪参考になった点≫ ・アルミの市場(アルミ鍛造に興味がある) ・鉄以外の金属についての鍛造温度 ・軽量化に向けての今の鍛造業界の流れは、おおむね理解できた。アルミニウムの特性と 比強度が高いことや、加工性がよいところ ・自動車足回り部品(バネ下重量)の軽減への取り組み(Al化等) ・各種鍛造品の非鉄金属(Al、Mg、Ti)への移行 ・非鉄金属の特徴(アルミ) ・部品別の軽量化材料断面形状による重量と価格の違い ・現在と将来の動向 ・自動車の構成とコスト。 ・自動車部品の軽量化動向 ・アルミニウム化の動向が参考になった ・軽量化が将来に繋がる重要なキーワードということ(地球環境問題、地球温暖化) 講義【部品軽量化への取組】 ≪もっと知りたい点≫ ・腐食に強いチタンもファイバーフローを確認することができるのか ・アルミ、チタン、マグネシウムの今と、これからの流れ ・ 銅 の 鍛 造 に つ い て 鍛 造 温 度 ( 熱 間 )、 熱 処 理 等 ・金属材料の今後の価格変化 ・チタン、Mg、など以外の熱間型打ち鍛造の軽量化の具体的な取り組み ・これからの自動車部品について(各メーカーの動向) ・マグネシウムの具体的な鍛造事例 ・チタン・アルミ・マグネの鍛造方法 ・建機部品の軽量化があれば知りたい ・非鉄材鍛造のコスト(トータル的な)について具体例 ・航空機の仕組み部品の使用部位(鍛造品、アルミ、鉄、マグネ、チタン) 講義【鍛造品と品質管理】 ≪参考になった点≫ ・FMEAの活用(現状ほとんど使っていなかった) ・管理水準について ・作業基準書と作業要領書の作成例は参考になった ・実際に実施されているチェックシート ・FMEAの発生率などの評価基準 ・記録しておくことが重要だと感じた ・度数分布 - 37 - 講義【鍛造品と品質管理】 ≪もっと知りたい点≫ ・FMEAをもっと深く ・不具合が出た時の管理方法、対応 ・FMEAの評価と採点について。定量化されたものがあれば参考としたい ・作業要領の時間の設定方法 ・パトロール検査の手法について ・工程能力指数 ・ 検 査 方 法 (特 に 現 場 で )に つ い て ( ケ ー ジ 管 理 や ケ ー ジ 形 状 ) 講義【品質管理に役立つ検査データの統計処理】 ≪参考になった点≫ ・正規確率紙の使い方 ・正規分布しているかの判断方法 ・度数分布や工程能力の求める目的、それによる品質管理に役立つデータになること。 ・ 平 均 値 、 標 準 偏 差 、 分 散 等 の 統 計 処 理 は 今 ま で 表 計 算 ソ フ ト ( Excel) で 簡 単 に 済 ま せ ていたが、手計算による算出法を再確認できた ・級の巾の決定法。 ・分布関数の選定方法 ・工程能力指数の考え方と仕組み ・ 累 積 確 率 F = i(m+1)。 ・標準偏差 講義【品質管理に役立つ検査データの統計処理】 ≪もっと知りたい点≫ ・実践的に身に付けたい ・推定される不良率の計算方法。 ・計算方法を詳しく知りたい ・全数に対する採取データ数の信頼度について、また、全数に対する最低データ採取数の 推定について ・検査データ(特性値)別の分布の適用表 ・ワイブルについて ・ 工 程 能 力 指 数 ( CP、 CPK) を 式 を 用 い て 実 際 に 行 っ て み た い ・エクセルでヒストグラムや正規分布曲線を簡単にグラフ化する手法 ・ ISO/ T Sコ ア ツ ー ル の 鍛 造 業 と し て の 活 用 方 法 、 考 え 方 ( X− R管 理 、 MSRな ど ) ・正規確率分布紙の使い方 ・工程能力が満たないとき、どのような改善をおこなうべきなのか - 38 - 講義【プレゼンテーション】 ≪参考になった点≫ ・コンロッドの工程、注意点など、非常によくわかった。 ・多くの方案や、設備の中から最適なものを選択することの難しさ ・他社の考え方がディスカッションの中で見えて、また聞けて参考になった ・ 90分 と い う 短 い 時 間 内 で コ ン ロ ッ ド と い う 評 価 基 準 の 高 い 製 品 に つ い て 高 品 質 ・ 低 コ ス ト、高生産性な工程設計案が確認でき、非常に参考になった(各社の着眼点や将来鍛造 像など) ・重要度を円グラフ等で分かり易くする前提条件をはっきりと決めておくと説明し易い。 ・具体的な数値等があると説得力がある ・品質、コスト、生産性をトータルで見て決定することが重要だということ ・コンロッドを扱っていない人の意見は自由な発想があり、とても参考になった。 ・テーマをプレゼンテーションするにあたり、最も重要視したものを明確にしないと、漠 然とした内容になってしまうことが判った会社に利益を得るために様々な要因があるこ とを知った ・一番の品質は強度としたが、強度でも疲労強度と座屈強度に分ける必要があった 講義【プレゼンテーション】 ≪もっと知りたい点≫ ・具体的な背景を指示してもらえれば導入が早いと思う。仮定すれば良いのだが、都合の 良い方に仮定してしまうので。 ・写真入りの参考資料があると流れが解る ・各課題に対する模範解答資料などが後から頂けると非常に参考になる ・生産性の定義を先生が言っていたので、品質の定義も知りたい ・今後、並列か直列、どちらが増えてくるのか(設備にもよりますが) ・プレゼンするにあたっての基本、目線、位置、話す早さ、姿勢 講義【材料から検査までの鍛造品の工程設計】 ≪参考になった点≫ ・各設備における加工速度、ひずみ ・コイニングとショットピーニングについて ・合金成分の特性(強化の仕組み等) ・インダクションヒーターでは材料の表面より少し内側が最も温度が高くなる ・プレスの簡易荷重計算式 ・工程設計に必要な各要素の特徴、目的、効果 ・材料のせん断の荷重計算は参考になりました ・鍛造3悪の意味。鋼の5元素や、成分の特徴。加工熱処理ではどの部品がどのような熱 処理を行うのか ・ハンマ、プレスの荷重計算の簡易法。 - 39 - ・合金成分が鋼材特性に及ぼす作用 ・切断のせん断機構や品質要因 ・ 省 エ ネ ル ギ ー の 考 え 方 、 I H で の 熱 損 失 に よ り 45% し か 使 わ れ て い な い こ と 。 省 エ ネ に は バ リ ・ ス ケ ー ル 9 % 、 焼 ざ ま し 10% に 目 を 向 け て 改 善 に つ な げ た い 講義【材料から検査までの鍛造品の工程設計】 ≪もっと知りたい点≫ ・省エネルギー、省資源のことをもっと深く知りたい(工法、重要性損失に関すること) ・加工熱処理をもっと知りたい ・前記オーバーヒートについての温度差について、各材料毎のデータがあるなら参考とし たい ・拘束係数を決める具体的な形状例など ・ショット球の種類によってショットピーニングでの強度に違いはあるのか? ・ショットピーニングは見たことがない ・ 切 断 材 の 品 質 の 考 え 方 (「 か え り 」 や 「 ひ れ 」 な ど を 数 値 で 表 現 す る 方 法 ) 【演習1】 ≪参考になった点≫ ・プレス鍛造機の使用に差があり、同一形状の製品を鍛造するだけでも拘束係数が大きく 変わる(スクリュー、油圧など) ・荷重が成型機能力を上まわる設定の演習だった。正解は拘束をゆるめる(はり厚を厚く する)というものだったが、実務では実荷重や寸法などから、その様な対策をしている が、計算より不具合を考察し、解決策を導くということがとても新鮮であった ・数値の求め方はある程度参考になった ・密閉鍛造工程の設計時の注意点 ・各グループの位置決め方法 ・予想される不具合など ・実際に他社でやられている工法を聞くことができた ・型打荷重を減らす方法として、油圧プレスなどを用い、ラムスピードを落とすことなど の方法があり、さらに拘束させるかどうかでも大きく違うことが解った ・拘束係数と加工速度による変形抵抗で荷重が大きく違うので、設備の能力をしっかり知 っておかなくてはいけない ・鍛造機にはいろいろな種類があることや、成形荷重以下でも鍛造することが可能という ことが参考になった。 ・ ① 設 定 の 1250t で 型 打 ち す る に は 、 加 工 速 度 を 落 と す と 変 形 抵 抗 が さ が る ②高速係数を下げるには、密閉→半密閉にしてみる ③速度を下げるとワーク温度が型に移りやすいので、摩耗等の影響を考える - 40 - 【演習1】 ≪もっと知りたい点≫ ・プレス鍛造の考え方 ・最適工程設計の模範解答などが後でもらえると非常に参考になると思われる ・プレスの種類別で変形抵抗がどれくらい違うのか ・型の材質や冷却方法についても選定できると良かった ・加工機(回転式)についてもう少し知りたかった ・ハンマの場合、どのような感じになるのか知りたい 講義【鍛造の工程設計】 ≪参考になった点≫ ・製造現場より、工程(型)設計で製品の良し悪しがほぼ決まってしまうのだなと改めて 感じた。 ・荒打の設計の考え方 ・ハンマとプレスの工法相違点 ・コンロッドの工程(ビデオ) ・鍛造プロセスから金型設計による製品の出来るまで、一連の流れ、それに伴う考え方 ・型鍛造工程例の並列と直列の相違(コネクティングロッドの場合)について ・生産性を重視しつつ、ファイバーフローを重視していたことに気づいた ・自動搬送のクランプ位置を明確に作らなくてはならない ・工程設計のポイント(考え方)がわかりやすく理解できた ・I/HのFw(kw)や成形荷重 ・加工熱処理 ・フォージングロール工程設計方案 講義【鍛造の工程設計】 ≪参考になった点≫ ・工程設計の考え方の表(1−2)が参考になった 講義【鍛造の工程設計】 ≪もっと知りたい点≫ ・2工程と3工程の工程数の決め方について具体的事例の紹介があるとよかった。また2 →3工程に下債の改善点や、逆に3→2工程にした例など ・コネクティングロッド鍛造の並列と直列でファイバフローが違うが、強度に差が見られ るのか? ・押し出し工程の第1成形工程の必要性について ・一つ一つの計算方法(例をあげて)を実際に行ってみたかった ・もっと複雑な形状の場合は、どのような工程(工法)があるのか ・一般的荒地、5種類のそれぞれの利点(狙い) - 41 - ・ ク ラ ン ク シ ャ フ ト 、足 廻 り 部 品( ナ ッ ク ル 、ア ス ク ル 関 係 )、板 物 な ど の 事 例 、考 え 方 、 基本事項 ・型で圧縮することによる材料の変形と流動 ・金型構造(分割事例、割れ対策、摩耗対策、欠肉対策)について 講義【荒地設計】 ≪参考になった点≫ ・縦打ちと横打ちの違い ・荒地とは傷肉させないためや、後工程で不良を起こさせないような形状にすることが大 切であること ・ 材 料 径 の 推 定 方 法( 理 論 荒 地 よ り )中 立 面 の 考 え 方( ア ン ダ ー オ ー バ ー フ ィ ル の 最 適 化 ) ・曲軸を有する鍛造品は初めてなので参考になりました ・素材の体積は焼べり量も考えて計算する ・成形する部位の順番は精度と型命数を考えて決める ・密閉鍛造は材料切断精度が必要 ・荒地設計の手順、考え方 ・断面線図を基にした修正の計算法 ・基本的な荒地設計を再確認できた ・荒地の計算 ・ボリューム計算の仕方 講義【荒地設計】 ≪もっと知りたい点≫ ・荒地の設計の計算のところを知りたい ・ 90分 の 講 義 時 間 が 30分 程 度 で 終 了 し て し ま い 、 も っ と 事 例 紹 介 や 、 欠 陥 の 対 応 策 な ど も 含め、ゆっくりと進行してほしい ・横打ちの計算演習があると良かった ・ 座 掘 防 止 の L/ D L22は 本 当 で す か 。 も っ と 大 き い 数 値 で も 大 丈 夫 だ と 思 う が 。 ・「 型 命 数 を 向 上 さ せ る 」「 シ ワ が 出 に く い 」 荒 地 の 設 計 方 法 ・荒地を必要とする形状と必要でない形状の区別があれば知りたい ・荒地の計算の別教材 ・リンク、シュー ・仕上型形状に対し、どのような荒形状が充満しやすいのか? また摩耗が少なくできる のか?命数改善を考えるときの荒形状の見直し方について 講義【演習2】 ≪参考になった点≫ ・プレス鍛造での荒地∼仕上げまでハンマ鍛造との違いがよくわかった。 ・ワークセット時の位置決めの大切さ ・他社の意見を聴くことができ参考になった。 - 42 - ・一つの製品を作るのにいろいろな荒地形状が考えられる ・各工程での位置決めが重要 ・横の広がり(肉の)より下方向への方がいきにくいこと。 ・今回は密閉鍛造の型設計であったが、偏肉、タラバリ対策の織り込みについていろいろ と意見が出てきたのが参考になった。 講義【演習2】 ≪もっと知りたい点≫ ・自分たちの考えた荒地により、どのような製品になるか知りたい ・各工程で重要視したポイントをプレゼン資料に書けると良かった ・やはり実際に鍛造したらどうなるか知りたい ・偏肉やバリかえりなどの現象を詳しく知りたい ・実際にそれぞれの班が発表した方案で鍛造してみたい ・今日の荒形状の検証、実験またはCAE等で各チームの結果をみたい 【講義時間】 十 分:5名 普 通:7名 科 目 5 ・ 6 : 2 月 15日 、 16日 不十分:3名 【全体を通しての感想・意見等】 科 目 5 ・ 6 : 2 月 15日 、 16日 ・ 技 術 屋 に お け る 業 務 に つ い て の 講 義 が 大 半 を 占 め て い る 感 じ が す る 。中 核 人 材 と し て は 、 常識レベルとして知っておかなければならない内容だと思われるが、技術経験や、技術 レベルの低い自分では、講義内容の理解に至らないものが多く、改めて自分のレベルの 低さを感じた。今後、自分への課題として講義内容の把握に努めていきたい ・解っていることが前提の話なので基本的な話を入れながら進めてもらいたい。特に計算 式のところに時間をかけてほしい ・講義テキスト内容に対して説明時間が不十分に感じられる所があった ・追加配布される資料の作成レイアウトを統一してほしい(タテ・ヨコ向き) ・講義の内容を具体的な事例で知りたい ・型鍛造に関する内容がメインとなっているので、設備や用語に対して分からないものが 多い ・工程能力計算の課題でデータシートが付いていると良かった。演習の時間を多くしても らえるとより深く理解できると思う ・例題を示して手順を説明していただけると更に深く理解できる ・先生により、答え(プレゼン)の要求しているものがどこまで要求しているかバラバラ であり、どこまで考慮すればよいか悩ませられる。個人的には土曜日は避けてほしい ・事前に資料を頂いて、目を通しておきたい。必ず自分が知らない事があるので、事前に 勉強してから講義を受けるとまったく違うと思う。 - 43 - ・日程をつめてやっているので無理と思いますが、プレゼンテーションをまとめる時間が あまりにも短い。 ・ 2/ 16の 鍛 造 の 工 程 設 計 、 荒 地 設 計 も 同 一 の 内 容 で あ っ た 。 2 日 目 の 演 習 は 実 践 に 近 い ものであった。その中で各グループともグループ討議を行い、何らかの結論を出してい る。このことに対して模範回答等を示していただき、学術的にはこの様な考えで結果を 導き出しますといった最終的な結論がほしい ・「 鍛 造 品 と 品 質 管 理 」 の 講 義 で 、 実 際 に 使 用 し て い る 要 領 書 で の 説 明 が あ り 、 具 体 的 で 判り易かった ・演習について、時間配分も短すぎるし、問題としても自由度があり良い面もあるが、漠 然としすぎていたような気がする。もっとゆっくり討議、まとめをした方が意味のある と感じた。 ・鍛造技術講座の本のよう、設計、金型、工程など各専門分野における判りやすい(経験 が浅い人間、経験が豊富な人間)書物、ITの紹介をいただけると有り難い ・演習2のように、各チームの考えが聞けるような場があると非常に勉強になる ・各チーム等での話し合いの時間を多くとって意見交換したい 講義【金型設計】 ≪参考になった点≫ ・冷間鍛造の基礎知識、成形方法 ・金型設計の基本技術、鍛造・工程設計の基本技術がわかったこと ・工程設計における解析事例においての巻き込みキズ対策 ・ダイインサートの補強方法 ・ダイス分割構造 ・リングで予圧を与えることで、型の耐圧度が向上する仕組み冷間鍛造の成形限界が上法 則に図で表しておりわかりやすかった ・冷間鍛造の工程事例 ・金型の補強方法 ・成形圧力の伝達・緩和 ・成形圧力の伝達・緩和の考え方 ・ダイインサートの補強で締まりバメによる破損防止となる理由がわかった ・金型組み付けの際に、垂直ゲージを利用すると、型を傷めずに挿入できること 講義【金型設計】 ≪もっと知りたい点≫ ・冷間鍛造についてもっと深く知りたい。イメージ的なものはわかったのですが・・・ 熱間鍛造金型についても講義してほしかった ・金型のコストダウン課題での具体例 ・冷間鍛造やプレス金型の話が主でしたが、熱間鍛造やハンマ金型の話もしてもらいたい ・熱間および冷間工具鋼の機械的特性(数値で)熱間および冷間工具鋼の材料費 ・マトリックスハイスについて一般的な合金鋼との比較 - 44 - ・熱間の事例などもう少し聞きたかった ・冷間鍛造の欠陥事例など ・ダイインサートの内側から組む場合と外側から組み場合では何が違うのか? ・エア抜き溝の大きさとワーク寸法精度の関係 ・ダイ・パンチのクリアランス ・材質は何を使用すればよいのか? ・例えばSC・SCM、Al材の対応材は? ・冷間鍛造金型の抜け勾配は? ・ダイセットの方案、種類とメリット・デメリットについて ・ダイインサートの補強方法で、締め代の設定目安(考え方)と設計方法について ・薄鋼帯を巻き付ける方法について ・熱間鍛造での改善事例をもっと知りたかった ・分流成形を詳しく教えてほしい ・ 締 ま り バ メ の 形 状 と ス ト レ ー ト or テ ー パ に す る と 効 果 に 違 い は あ る の か ? ・中、大型鍛造品、ハンマ型等についての内容があればよかった ・設計の基礎 ・今回のような講義の一般の参考書などにのっているような内容ではなく、型精度の出し 方、上下型の同芯度、平行度や型のつくりやすさなど工夫すべき所などが知りたかった 講義【金型生産と金型管理】≪参考になった点≫ ・ワイヤーカットの知識 ・金型製作方法、生産管理方法 ・金型には4種類の加工のやり方があり、微細で複雑な形状とか、今までどのように加工 していたのかわからなかったが、今回、講義を聞き参考になった ・3D測定器による中間検査 ・バーコード管理によるリアルタイムの進捗管理 ・内外旋削自動化ラインにてQRコードを用いたデジタル管理などは参考になりました ・金型製作は畑違いなので、今回の講義でよくわかりました。また、ラッピングも自動機 があることを初めて知った。 ・直彫り加工の加工精度および加工限界ラップ作業が映像で見られたので、どのような加 工をしているのかよく分かった ・背圧成形機構 ・ビデオで見た放電加工のパレットを使った段取り方法 ・最新鋭の電極システム(ロボット化)にはビックリした。 ・仕上げ(みがき)の半自動化が進んでいる現状に感心したが、最終仕上げはやはり人の 手 に 頼 っ て い る 点 で 将 来 へ の 不 安 も 感 じ た (職 人 の 育 成 と い う 点 で ) ・3次元CAD/CAMでの金型加工 ・放電加工の手順・ポイント ・マニシングモデル作成方法がアニメーションで理解しやすかった - 45 - ・型製作の工程 ・金型生産プロセスの基本について学ぶことができた ・金型の良し悪しが生産性、利益に繋がるということ 講義【金型生産と金型管理】≪もっと知りたい点≫ ・生産管理システムの使用例 ・金型加工のところで、材料から出荷までの流れを写真もしくはビデオで見てみたい ・使用している管理ソフトについて(名称、セキュリティ、バックアップなど) ・金型の予備型発注の管理 ・自動ラッピングの精度(ニアネットシェイプで使用できる範囲か) ・金型の仕上げ精度の違いにより、金型納期はどのくらい変わりますか? ・熱間鍛造金型をもう少し詳しく教えてほしい ・バーコードを使った生産管理システム ・直彫と放電のメリット・デメリットを要求精度で比較したものが知りたかった ・放電加工(ロボット化)での不具合、ミスはあったのか?聞きたいです ・金型の加工法として、新しい技術、今後研究されている技術などの紹介 ・1万点近く金型がある場合のよい管理方法があれば知りたい ・金型製作コストについて管理を含めた考え方(コスト分析)の内容の必要を感じた ・金型の管理方法、補修方法 ・例えば、金型を設計する上で、こうすれば金型製作する工数が減らせるなど、ニチダイ さんから鍛造メーカーへ提案していただきたい 講義【金型寿命の対応事例研究】 ≪参考になった点≫ ・ダイインサーとの構造面 ・金型のミガキ工程の大切さ ・熱間鍛造、冷間鍛造用金型の破損形態がわかったこと ・寿命を延ばすためにダイインサートの構造を変更したり、補強リングを変更したりで、 金寿命が延びることが参考になった ・割れ対策として破壊起点から分割型にする点 ・窒化処理後にPVD処理するとPVD層が剥離しにくい ・パンチの割れと対策 ・PVD処理の下地に窒化処理を施し、剥離寿命延長に大きな効果があること ・当社では年に数回、型破損が起き、今回の改善事例等があり参考になった ・写真と図解があり、わかりやすかったです ・型表面処理の方法においてエジソンハード処理という方法 ・型設計の重要さ 講義【金型寿命の対応事例研究】 ≪もっと知りたい点≫ ・金型寿命という題目だったので、表面処理の種類等も取り上げてほしかった(ハンマ鍛 - 46 - 造に対するもの)寿命対策をした中でのコスト面などどうだったのか? ・熱間鍛造での型寿命向上に欠かせない離型剤使用による、型冷却、異物除去、潤滑等の 具体的な内容がほしかった ・対応事例を行い、同じような品物は水平展開すると思うが、元に戻した事例などはない のか ・型割れ対策事例が多く摩耗やクラックについての対策事例 ・タフトライドからエジソンハード処理に変えたことによる型寿命の向上は、窒化層の深 さ(厚さ)によるものなのか、表面の面粗度の違いによるものなのか ・金型シメ代の積算方法バメの大きさや目安の出し方、金型・パンチの割れの対策をもう 少し詳しく教えてほしい ・下地処理をすることで寿命が延びることのメカニズム ・熱間鍛造(ハンマ)型の寿命向上や問題点 ・熱間型での対策が、潤滑、型材、表面処理程度しかないのでしょうか ・パンチの破損事例も一般的な対策案ではなく、実例の対策および結果で説明してほしい ・ エ ジ ソ ン ハ ー ド (E H )が も た ら す 効 果 に つ い て ・不具合対策で「表面処理の検討」とあったがどの不具合にどの表面処理が効果があった かなどの具体例 ・パンチの破損で、弊社で「ふくらむ」ことがあるので、それについて対策があれば知り たいと思う ・型材質特色、選定、コストについて、より詳しい内容(事例を用いながら)があればよ かった(業界動向なども含め) ・金型の基礎 ・寿命対策について、表面処理の検討、潤滑の検討など具体的に何から何へ変更したのか 詳細な情報が知りたい。また、その不具合の原因はどのように特定され、なぜその対策 をしたのか、その過程を知りたい 講義【プレゼンテーション】≪参考になった点≫ ・プレス鍛造の考え方、型の内容がまだイメージ的だがわかってきた ・与えられた内容について、欠陥を見出すことが難しく、対策として斬新な内容のものは 提示できなかった。先入観があり、これで十分ではないかと思ってしまったことがいけ なかった ・自分の意見を発表するタイミングの難しさ、短い時間での検討の難しさ ・ハイポイドギヤの歯底割れの問題で、各人から話が出て、弊社でも行っていることや、 金型自体に水の流れるところを作り、金型を冷却するのを知った ・プレゼン資料の作成の際、構成を初期段階でもう少し検討すべき点 ・私は熱間鍛造しか知らないので、ベベルギヤの冷間鍛造の討議は参考になった ・ベベルギヤーのテーマでの質疑にあった「鍛造屋にしかできない歯車∼」の話。そうい うことをしてもよいのだと・・・。血が沸く思いがした ・現状の問題的→原因→対策という基本のストーリーを思い出させてもらった。また検討 - 47 - の深さを考えさせられてよかった ・課題が発表され、すぐに問題点と対策を考えた。やはり、原因を追究することによって 対策方法などがもっと簡潔にまとまるということが参考になった。 ・冷間アルミ鍛造の命数増加の仕方が理解できた ・問題点の対策を説明する発表において問題点の抽出→原因→対策といった流れの説明が 大切であるということが参考になった ・「 問 題 を 解 決 す る の に 原 因 追 究 が 重 要 」 と い う 基 本 と 「 鍛 造 屋 し か で き な い 品 物 」 と い う柔軟性の両方を意識することで良い対策ができるということ毎回思うが、自分の気付 かない、または忘れてしまっていることを他の人が言ってくれるので、他の人の意見は 大切だと思う 講義【プレゼンテーション】 ≪もっと知りたい点≫ ・写真だけではなく、型打ちをした製品があれば、もう少しいろいろな意見も出てくると 思う ・課題に対し実際にとられた対応策の説明および結果 ・対応された事例などを挙げて、問題点・原因・結果を教えてほしい ・できれば先生方でチームを組み、そのプレゼンを見てみたい。 ・各対策の評価が知りたかった(コストの面や生産性など) ・例題のキーポイント(各条件)をもう少し明確にした方が、短時間で深いレベルの話が できると感じた ・プレゼンでいかに的確に、考えた内容を、上がらずに伝える技法。 ・プレゼン能力の勉強 ・ニチダイさんの方で行った改善事項とその効果について知りたかった ・メンバーで対策を考えるには、型打条件についての情報も少なく方向性が出しにくい。 講義【コンピュータシミュレーションの基礎入門】 ≪参考になった点≫ ・CAEの基礎知識。検証の重要性。 ・入力値と実体との整合の重要性 ・基礎的な実験との整合による確認 ・シミュレーション結果は参考であり、使う側の解釈でかなり差が出てしまうこともある こ と が わ か っ た 。 ま た 、 材 質 の す べ り ( 例 : SCM440H) で カ ブ サ リ キ ズ が 発 生 す る が 、 その点は、今考慮されていない。実際とシミュレーション結果のすり合わせが必要なこ とがわかった ・CAEを使った解析結果は使用者が責任を持たなければならない。正しい条件には正し い結果が、間違った条件を入力すれば間違った結果が出力されてしまうので、入力した 条件の整合が必要 ・CAEの便利性・注意点 ・シミュレーション利用に関する注意点 - 48 - ・解析結果を検証することの重要性 ・解析の目的を明確にする ・解析の品質保証の3つの方法、特に使用するソフトの実験データとの検証がいかに大切 であるかの点 ・「 C A E 解 析 の 品 質 保 証 」 の 重 要 性 と 考 え 方 ・概念、用語概略について学ぶことができた ・技術、経験、能力とコンピュータ技術の併用をするとものすごい武器になること 講義【コンピュータシミュレーションの基礎入門】 ≪もっと知りたい点≫ ・CAE活用に関してのデータ入力方法、必要データの算出 ・コンピュータでのシミュレーションのやり方 ・入力値(境界条件)のデータベース等があれば参考としたい。 ・温度別物性データ(各種材料) ・摩擦係数 ・熱伝導率 等々 ・ハンマ、フォージングロールなど事例を知りたい ・CAEで計算した結果は入力が同じであれば同じ結果が出るのか? ・実際に使用しての変化モデルやデモなどを見る ・もっと失敗談を知りたかった。どんなミスを人がおかすか? ・CAEの解析処理時間が知りたい ・この形状でどのくらいの応力まで金型が耐えらえるのかをあらかじめ知れるような機能 はないものかと思う ・自社で使用しているCAEに使用されている数式の「仮定と近似」についても興味を持 ち実際との差をうめていきたい 講義【CAD/CAMの概要とコンピュータシミュレーション】 ≪もっと知りたい点≫ ・CAEでの解析による不具合の改善 ・CAEの結果を見て判断するためには、基礎知識が不可欠。結果を過信してはいけない ・鍛造品の具体的な解析事例を通してCAEの有効性がわかったこと ・CAD/CAMのシミュレーションでできること、できないことがわかった ・リメッシュによるひずみ分布の変化 ・工程毎の解析は、実際の潰→荒→仕と連続成形された結果と異なる点 ・切削解析 ・CAEによる結果を正しく評価できないと意味がない ・CAEの使用目的 ・あくまでも鍛造知識がない人がつくったソフトであること ・解析結果の評価・見落しがあると製品に欠陥が発生してしまう - 49 - ・成形シミュレーションだけでなく熱処理解析や切削解析ができる点 ・CAEで熱処理解析もできるとわかったこと ・切削中の温度予想や摩耗予想ができる点。鍛造品加工時のひずみ予測もできる点。 ・事例を通してシミュレーションの流れについて学ぶことができた ・CAE結果と実際の現象を合わせ込む作業が重要であること 講義【CAD/CAMの概要とコンピュータシミュレーション】 ≪もっと知りたい点≫ ・CAD/CAMでの形状作り込みや加工条件など。ぼかし面やカッターパスで苦労して いるのが多いと思うので ・コンピュータでのシミュレーションのやり方 ・解析結果と実体結果に大差が生じた際の、原因選定の方法および不足しているパラメー タの確認の方法等(速やかに解決したいため)チェック項目等があれば参考にしたい ・不具合が発生したときの結果を実際に見たかった ・今後、キズなどの欠陥が表示されるのか?その可能性は? ・CAEを使用したことによる不適合事例 ・事例別に解析時間があるとよいと思う。CAEの解析結果をデータベース化するソフト (機能)はあるのでしょうか? ・シミュレーション結果の見方。結果の実例を基に注意する点(シミュレーション特有に 現れる現象、また特性について)知りたい ・現場での活用事例、事例での結果までの時間が知りたい。モデル作り→条件→計算→結 果→対策→モデル・・・→成功?トータル時間を知りたい ・世界のCAD、CAM、CAEのソフトはどのようなものがあり、その使用用途。 ・事象に合った評価方法 ・成形シミュレーションの失敗事例 ・CADの操作 ・メッシュサイズを選定する方法 講義【三次元CAEシステム導入事例研究、課題抽出と解決法】 ≪参考になった点≫ ・プラスティシンでの試作(使ったことがないので) ・リバースエンジニアリングの存在 ・シミュレーションの結果から工程上の問題を導出する能力が大事ということ ・解析の誤差となっている原因因子について ・解析条件の最適化 ・シミュレーションによる摩耗量の最小化 ・課題抽出例 ・解析結果と試作結果を比較し、D・B化する→補正が必要 ・今、問題となっている事象のデータ採取と、解析データを合わせることが必要 - 50 - ・シミュレーション結果と実体試験データとの検証の大切さ ・リバースエンジニアリングという考え方 ・工程設計とデジタルエンジニアリングの関係を学ぶことができた ・あらゆる条件をCAEすることで、その中から最適条件が求められることができる。ま たCAE結果と定測値を必ず合わせることからスタートすること 講義【三次元CAEシステム導入事例研究、課題抽出と解決法】 ≪もっと知りたい点≫ ・シミュレーションによる引け傷、かぶり傷等の製品欠陥についての事例 ・データベースが構築されていくと、最終的にはすべての工程設計がコンピューター内で できるようになると思うが、その時のエンジニアリングの役割は今とはどう変わってい るのか? ・用語解説があるとわかりやすい ・最適化の考え方をもっと具体的に知りたかった ・実験結果はどのように測定しているのか ・前記の流れですが、メーカーとサプライヤのコラボレーションで製品の開発ができれば CAEの有意性を確立できるのかと思うが、メーカー側がサプライヤ側にどこまで望ん でいるのかがわかりません。メーカーの先生のお話を聞いてみたかった ・解析誤差の対処方法、各パラメータの精度向上事例について、より詳しい内容があって もよいと感じた ・CAEの基礎 ・ 磨 耗 量 の 測 定 の 仕 方 (形 状 測 定 ? 三 次 元 ? ) と 磨 耗 量 の 表 し 方 に つ い て 講義【プレゼンテーション】 ≪参考になった点≫ ・どの部分に着目していくのか、成形内容、形状の作り込み、工法内容に関して ・プレスによる鍛造は知らないので、どのような不具合改善策があるかわかったこと ・ 自 分 た ち で 考 え た 改 善 案 が 、 CAD/ CAMで シ ミ ュ レ ー シ ョ ン す る と ど の よ う に な る か ・ CAD/ CAMの 良 い 所 が わ か っ た ・数通りの解析が短い時間でできる ・断面減少率などの具体的な数値を使う ・複数の対策案の効果をシミュレーション解析により短時間で検討することができ、対策 の方向性をつかみやすい ・再度、断面減少について考えさせられてよかった ・冷間プレス鍛造の金型設計および不具合の原因、CAEのメリット ・シミュレーションによる不具合の可視化、その対策結果の素早い表示など、とても興味 深い。グループ討議も、正確ではなかったものの、対策の方向性としては合っていたの で、講義の成果が現れはじめているのではないかと思う。 ・成形シミュレーション結果に対する判断と改善対策への考え方 - 51 - ・CAEで最適な形状が求まるのではなく、形状を考えるのは人であり、その考えを評価 するのにCAEを有効に使えるかが重要だと感じたこと ・ 後 工 程 に お け る ク リ ア ラ ン ス は 、 1 / 100の 単 位 ま で 厳 し く し な け れ ば キ ズ が 入 る 可 能 性があることがわかり参考になった ・冷間鍛造での前後工程でのクリアランスのとり方 ・前方押し出し、後方押し出しの使い分け 講義【プレゼンテーション】 ≪もっと知りたい点≫ ・正解の紹介がありましたが、さまざまな方策により、正解は一つではないのかもしれな い。複数の回答事例の紹介があればよかった ・ 自 分 た ち が コ ン ピ ュ ー タ で CAD/ CAMを 使 用 し 、 プ レ ゼ ン を や り た か っ た ・演習の際、境界条件の説明を口頭でされたが別紙にて配布して頂きたい ・前方押し出しや他のやり方のシミュレーションの欠陥事例 ・解析した動画データを出力することはできるのか? ・一つの事例ではなく、各班の出した事例でのCAEのシミュレーション、検討をしてほ しい ・他の解決方法について知りたい ・設計ミス等の不具合のシミュレーション ・4工程→5工程の下型の径が同じだったのだが、大丈夫なのかと思った ・シミュレーションの有効活用がプレゼンテーション狙いであれば、一度、対策をまとめ →シミュレーション①→確認、再検討→シミュレーション②→まとめ発表という流れが、 時間が許されればベストだと感じた ・背圧の使い方とは背圧効果について勉強したい(今回のキズとは別に背圧の有無で後方 押し出し量がどのように変化するなど) 【講義時間】 科 目 : 7 ・ 8 : 2 月 28日 、 29日 十 分:2名 普 通 : 13名 不十分:6名 【全体を通しての感想・意見等】 科 目 : 7 ・ 8 : 2 月 28日 、 29日 ・自動化について、よく講義中で言われますが、自動化の導入にはコスト面で無理な場合 が多いので、もっと泥臭いところでの事例を聞きたい。方法面、工程面等で。 ・ コ ン ピ ュ ー タ シ ミ ュ レ ー シ ョ ン で 、 実 際 に コ ン ピ ュ ー タ を 使 用 し 、 CAD/ CAMの 入 力 方 法 や自分たちでも操作ができたらもっと、わかりやすい講義になったのではと思う。 ・実務で必要な欠陥事例やパラメータの設定のやり方など知りたかったです ・今回冷間鍛造での講義時間が長かったが、ほぼ受講生は熱間鍛造の会社が多いように思 われるため、熱間鍛造でのさまざまな製造・技術点での問題などを挙げて教えてほしい - 52 - ・基礎的な講義の後に、具体的な事例を挙げた講義になるが、具体例の数を減らしてもよ いので、もう少しクローズアップして説明していただけるとよいと思います。提起され た具体例の問題・事象に対し、理解・解決するためには何が必要であるのか?基礎講義 のどの考え方を役立てればよいのか?問題解決型の学習で、目の前の問題の解決能力を 身につけたい。 ・講義の資料が厚くなると見づらくなるため、ファイルの仕方を考えて頂きたい。 ・先生によって用語(同じもの)が異なるため、統一してもらうと理解しやすい ・金型設計に関しては、ハンマ型はまったくなかったので偏っていると思う。 ・ 今 回 の 講 義 で コ ン ピ ュ ー タ 技 術 と し て CAD/ CAM/ CAEの 紹 介 が あ っ た が 、 大 半 が CAEの 内 容であり導入していない企業の方には偏りが大きい。 ・もう少し掘り下げた内容を期待する。 ・金型寿命向上で「熱処理の見青し」や「角部のRを大きく」などの一般的なこと以外の コツのようなものがあれば知りたかった ・ 弊 社 で は CAEを 導 入 し て い な い の で 興 味 は あ っ た 。 CAEで 解 析 し た 通 り に 金 型 や 鍛 造 品 に 不具合が出るか確かめたい。誰が作業しても良品が造れるようになるのはとても良いこ と だ と 思 う が 、 現 場 の 腕 が 落 ち る 気 が す る 。 ブ ロ ー 数 の 多 い ハ ン マ 鍛 造 の 場 合 、 CAEで どう解析するのか知りたいと思う ・プレゼンテーションの「夜の部」は、やっぱりしっくりこなかった ・自社のPRができる場所が、初め・中・終わりの時期に設けてはいかがか。そうすると 一通り受講生間も自然に交流できるようになると思われる。 ・ 夕 方 に 一 時 終 了 し て か ら の 19:00∼ 20:30の プ レ ゼ ン は 効 率 が 悪 い と 思 う 。 ホ テ ル へ 移 動 後 、 17:30∼ 19:00な ど に 変 更 し て ほ し い ・金型寿命の対応事例では、数多くの事例よりも、一つ一つについてもっと深く説明が必 要だと感じました。なぜその対策に至ったのかなどの過程が知りたい 検証委員による模擬講義に関するアンケート結果 ◇◆ 講義【鍛造概論】について ≫≫お気づきの点 ・ ス ケ ジ ュ ー ル (詳 細 ) を 正 面 の ホ ワ イ ト ボ ー ド に 書 い て お く と 良 い 。 ・自己紹介のプレゼン紙は非常によい。 ・講義の途中で、映像などの紹介が有ったが、判り易く、積極的に取り入れていくべきと 感じた。 ・概論についてはわかり易い。中核人材の方々は最低限この位の知識はなければコミュニ ケーション出来ない。 ・「 経 営 的 視 点 」 に つ い て 、 受 講 生 の 関 心 事 項 を 承 知 し た い 。 ・時間配分 ・文字が小さい。 - 53 - ・経営的視点では、具体的に何円のものの原価がいくらで、どの位の効率で作らないと儲 からないかという事例があるとリアルで面白くなる。 ・新技術への投資は、売上の何パーセントくらいが良いかなども参考になる。 ≫≫追加した方が良い点 ・付加価値の話は具体的に鍛造部品で例を出すともっと理解しやすいのではないか? ・到達目標と、講義の内容をリンクさせると、更に良くなると考える。 ・必要とされる鍛造技術者として資質、知識は何かを概論に加えてはいかがか。また、今 回の講座で、どのくらいをカバーしようという予定であるかも加えてはどうか。 ◇◆講義【鍛造技術の動向】について ≫≫お気づきの点 ・ビデオの活用は良かった。 ・鍛造技術の現状を良く説明していた。 ・技術動向は良くわかります。 ・内容、時間バランス、十分。 ・文字が小さい。 ・図が不鮮明なものを本番までに修正する ≫≫追加した方が良い点 ・若手技術者、鍛造メーカの進むべき道を最後に要約すると更に良くなると考える。 ・複合鍛造の現状、今後の動向、電鍛、さく出プレス品等、比較的、中小でも入り易い分 野も追加して欲しい。 ・ 講 義 の 最 終 日 に 「 総 括 ( レ ビ ュ ー 、 ま と め )」 を 、 受 講 生 の プ レ ゼ ン 課 題 に 追 加 す る こ とを要検討。 ・他の技術分野の動きとして、たとえば情報産業、切削の動向などにも注目すべきである など、これから発展し、生き抜くためにウォッチングすべき分野などの例をいくつか示 してはどうか。 ◇◆講義【鍛造現場の問題、問題課題解決例】について ≫≫お気づきの点 ・現場技術の紹介、解決事例はかなり網羅されていた。 ・全体的に写真や絵が小さすぎて分かりづらい。もう少し大きくした方がいい。 ・動きのある映像は分かりやすい。 ・ 受 講 生 の 質 問 が 多 い こ と か ら も 、「 聞 き た い 講 義 」 で あ る こ と か 再 確 認 。 ・具体的ですぐに役立ちそうな技術やノウハウが満載であった。もっと質問時間があると 良いと思った。 ≫≫追加した方が良い点 ・ 事 例 紹 介 だ け で な く ( 結 果 説 明 )、 課 題 解 決 方 法 、 失 敗 例 を 入 れ た ら 更 に 良 く な る 。 ・問題点はいろいろ出されていたが、解決に至るまでのプロセスが不足していた。鍛造現 場においてはもっと泥臭さがあると思う。時間が短いので仕方ないが、プレスのみなら - 54 - ずハンマについても問題解決方法を追加したほうが良い。 ◇◆講義【自動車メーカーの鍛造技術】について ≫≫お気づきの点 ・かなり豊富な資料で時間が不足していた。 ・今後の鍛造業の環境・製品及び技術動向を知る上で大変参考になった。 ・白色系型潤滑剤の有効性を知る上で参考になった。 ・ダイセット及び鍛造プレスのコンパクト化は興味深い内容であった。" ・苦労話し等をもう少し話してもらったらいいのでは ・グループワークは良かった。 ・ 自 動 車 メ ー カ ー の 最 先 端 技 術 、環 境 問 題 に 対 す る 取 り 組 み 等 の 考 え 方 は 理 解 出 来 ま す が 、 これだけの内容をこのカリキュラムの中でこなすのは無理。ましてや中小メーカーはこ んなことをやっているのかと思うだけ。 ・通常では得られない貴重な技術情報も開示され、受講生は熱心に受講。質疑からも、ホ ットな情報習得に対する受講生の期待の高さが分かる。 ◇ ◆ 【 全 体 を 通 し て 】 科 目 0 : 1 月 17日 、 18日 ・携帯電話の管理、徹底 ・プレゼンテーションの講義は、課題と対応(対処法)が入り、プレゼンテーションをや る の で 、 名 前 を "鍛 造 リ ー ダ 育 成 講 座 "な ど に し た ら ど う か と 考 え る 。 ・トヨタ自動車様の工場の素晴らしさを実際に見学できる機会を頂き深く感謝申し上げた い。多数の「トヨタ生産方式」等の書籍を拝見したが、実際の現場を見たのは、初めて な た め 感 動 を 覚 え た 。「 後 工 程 は 、 お 客 様 、 前 工 程 は 神 様 」 の 考 え 方 の 具 現 化 、 1 個 流 しの生産方式、可動率管理の掲示等による視える化の実践等に感心した。 ・ 17日 に ス ケ ジ ュ ー ル に 問 題 あ る と 思 い ま す 。 16:40∼ 19:00の 休 憩 時 間 は 大 変 ム ダ で 、 講 義 は つ め て 18:30に 終 了 す る よ う に し た 方 が 効 率 が よ い 。 ・今回の講義には特に関係ないが、将来、工場長や役員になられる方々は安全管理につい ては避けて通れない課題だと思われる。最近は死亡災害も年間数件発生している。今後 の模擬講義の中へ組み込むことは出来ないと思うが、安全管理についても是非、講義を 実施して欲しい。 ・北村先生の「プレゼンテーション」講義の見事な進行により、受講生は和気藹々で、滑 り出し上々。 "一 方 向 の 講 義 "で は な く 、 受 講 生 と の 対 話 ( デ ィ ス カ ス ) の 重 要 さ を 実 感、講義に塾スタイルの良さを持たせる工夫について、要意見交換。 ・ 少 し 遠 く を 見 据 え た 話 か ら 、今 日 か ら で も 取 り 組 み た く な る よ う な 話 ま で 濃 密 に あ っ て 、 いい講座であった。なによりも受講者の熱心さがこちらのやる気を上げてくれたように も思える。講義の途中で、少し演習的に回答させたり、発言させて受動的にならない工 夫をもっとしても良いかもしれない。どこかで、広く鍛造業界に講座の雰囲気や趣旨、 目標、コンテンツなどを宣伝したい。 - 55 - ◇◆講義【材料の塑性と塑性加工力学】 ≫≫お気づきの点 ・「 引 っ 張 り 試 験 」 よ り 「 圧 縮 試 験 」 の 方 が 鍛 造 に 近 い の で は 。 ・ M P a 、 N に つ い て の k g f / ?を 主 に 用 い る ミ ク ロ の 話 は 「 材 料 」 の 部 分 に し て は ? ・転位論、三次元変形解析は、受講生には高度な内容で、限られた時間では理解が無理と 感じる。 ・ 初 め の 方 の 10ペ ー ジ あ た り で 、 体 積 一 定 の 話 を 入 れ て は ど う か ≫≫追加した方が良い点 ・ 巨 視 的 形 状 1 mm∼ 1000mm → 結 晶 粒 1 ∼ 100μ m → 原 子 格 子 の 大 き さ } → 材 料 に 統 一 ・硬さと変形抵抗の関係 ・ P.30、 P.57の 材 料 に 作 用 す る 圧 力 の 矢 印 を 下 か ら も 表 示 し た 方 が よ い ◇◆講義【加工力、面圧の計算】 ≫≫お気づきの点 ・「 エ ネ ル ギ ー 」 は 「 力 」 の 計 算 の 後 に し て は 。 ・Cの導き方は無理がある ・拘束係数、ノモグラムの知識、変形抵抗の評価実験は、とても良い内容と思う。 ・ P.9 誤 字 温度錬成 → 温度連成 ・軸対照円柱圧縮で式を紹介してはどうか ・式の意味、解釈や使い方を中心にしてはどうか ≫≫追加した方が良い点 ・変形抵抗の例 ・ F e 熱 鍛 用 1200℃ ・ F e 冷 鍛 用 20℃ ・ A 120℃ ・応力というよりも圧力pで説明してはどうか ・作用する応力の向きも正しくはじめから表示した方が、誤解が少ないと思われる(式の 導出、微分方程式を立てさせるのはやめた方が良いと思われる) ・スラブ法はできるだけそれらしい(分かる情報はできるだけ入れる)ことで半定量的に 圧力分布の理解に役立ててはいかがだろう ◇◆講義【鍛造用材料】 ≫≫お気づきの点 ・ 素 形 材 ビ デ オ も 良 い の で す が 、 鉄 や Alの つ く り 方 の ビ デ オ な ど は な い の だ ろ う か ・内容、ボリュームが時間的には多いと感じるが、後日のためには役立つ資料となる。 ・テキストがカラーで大変分かりやすい ・内容も細かく分かりやすい ・「 い か に 脱 ・ 自 動 車 か 」 は も っ と 強 く 言 っ て も よ い と 思 う ・新しい(鉄中心の人にとって)材料に対する戦略が聞けて分かりやすかった - 56 - ≫≫追加した方が良い点 ・各材料の代表的な温度−変形抵抗、関係など ◇◆講義【熱処理の基礎技術】 ≫≫お気づきの点 ・転位の話が「塑性」のところと重複している ・強化のメカニズム、熱処理のメカニズムの理解度が心配だが、重要な知識であることは 認知したと思う。 ・ボリュームがあった ・ビデオも効果的 ≫≫追加した方が良い点 ・球状化焼鈍 ◇ ◆ 講 義 【 材 料 と 熱 処 理 の 問 題 解 決 事 例 研 究 と プレゼンテーション】 ≫≫お気づきの点 ・ ア ル ミ の ロ ア ア ー ム の 場 合 「 ア ル ミ 」「 ロ ア ア ー ム 」 と も に 受 講 生 に な じ み が 少 な い の で、できれば鋼の話にできないか ・2回目のプレゼンテーションだが、上達が早いのに感心。 ・レベルの高い内容だったと思うが、考え方、考える力を養うには良かったと思う ・短時間に上手にまとめてくれた。さすが各社の精鋭が集ったと感心した ≫≫追加した方が良い点 ・B紙でもよいし、場合によってはパワーポイントに打ち込んでもらうのもありかもしれ ない ◇◆実験【各種鍛造実験材料流動観察について】 ≫≫お気づきの点 ・ 単 位 1 , 2 実 験 資 料 P.6下 か ら 2 行 目 「 あ つ し た 」 ? ・ていねいに準備されている ◇◆実験【各種材料の変形能と変形抵抗】 ≫≫お気づきの点 ・潤滑剤(ワセリン、機械油)のうち1種を実際の鍛造用潤滑剤にできないか ・データ収集はよく理解しているが、y=F・εnの定式化が消化不良の受講生が若干あ りそう ・都合により参加できませんでしたが、受講者に確認したところ、普段使用しない材料の 性質が分かり勉強になったとのこと。 ≫≫追加した方が良い点 ・工藤先生のデータ限界線図 - 57 - ◇◆【全体を通して】 科目1・2:2月1日、2日 ・材料→力学の淳にしては? ・材料の中に変形抵抗を加える ・力学の方は巨視的な力学とする ・材料の中に結晶粒、原子格子、転位の話をまとめる ・非常に良く準備されていた。 ・受講生は積極的に参加していた。 ・受講生同士の仲間意識がかなり出来てきたように見受けられる ・内容的には大変良かったと思う。 ・技術者人材養成の道場的な真剣さが感じられ効果が高い細かな問題も見つかり、本番に 向けて良い模擬になっている ◇◆講義【鍛造品の適用機能・性能】 ≫≫お気づきの点 ・実務的な内容で大変わかり易く参考になる ・エンジンの構造説明部分はもっと簡略化しても良いと思う ・①体表的な製品を挙げ②その製品(鍛造品)に求められる機能を説明、③機能を満足す るための部品加工のポイントを分かり易く説明(つまり、設計者の求める要求を理解し て、加工することの大切なことを教示) ・鍛造品全般にわたり説明され良かったと思う。テーマが広いので、内容が浅くなるのは 当然だと思う。 ≫≫追加した方が良い点 ・マニュアルT/M部分を簡素化して、CVT・オートマチックT/Mの断面図とか鍛造 品を入れた方が好ましい ・自動車部品の機能と重要性について、鍛造品に要求される強度要件を数値化(事例で良 い)を示したい(商品知識を高める) ・鍛造の「三悪」について、もう少し詳しく説明して欲しかったと思う。実際、異材が混 入して大事故が発生したとか、具体的な話を追加されたらいかがでしょうか ◇◆講義【鍛造品の設計と重要性】 ≫≫お気づきの点 ・ 3 D − CADに は 各 種 の ソ フ ト が あ る が 、 こ れ ら の 違 い に よ っ て は 客 先 と の 対 応 も 困 難 と なる。この場合の対応はどうすべきかも明らかにすべきではないか ・説明が簡潔で明解 ・ 通 常 は な か な か 設 計 者 以 外 目 に し な い JIS0415を 細 か く 、 わ か り 易 く 説 明 さ れ 、 私 自 身 も勉強になった。 ≫≫追加した方が良い点 ・ばり抜き時に抜け勾配部分も同時に切り落とし、機械加工代の削減並びに基準面の確保 を容易にしたやり方もあるので、これも取り上げた方が良い - 58 - ・工程設計をブラッシュアップする効果的な方法、例えばPDCADR(デザインレビユ ー)を効果的に運営するには何が重要か?(体制、組織の面から) ・失敗例なども紹介してはどうか ・過去の鍛造品の設計における鍛造品の高度化につながった事例を取り上げてほしい。自 動車部品の構成を変化させたCVJは機能向上にも役立った。ドグギヤの鍛造化の高度 化の中身など ◇◆講義【部品軽量化への取り組み】 ≫≫お気づきの点 ・軽量化の世界的な動向と鍛造業の努力する方向が良くまとめられている ・説明は簡潔、明解ですばらしい ・新規市場の開拓のスライドは「グッドアドバイス」 ・材質変更の他に形状変更による軽量化事例があると良い ・内容について理解しやすく、このくらいの知識は必要だと感じた ≫≫追加した方が良い点 ・新材料については十分であるが、現鍛系熱間鍛造品について材質を変えずに軽量化する 技 術 に つ い て も 述 べ て 欲 し か っ た ( 温 鍛 化 、 冷 鍛 化 、 etcの ニ ヤ ネ ッ ト シ ェ イ プ 化 ) ・黒皮部分の活用技術等もあるのではないか? ・軽量化前後の部品の事例紹介が欲しい。メリット(コスト)の評価も入れて ◇◆講義【鍛造品と品質管理】 ≫≫お気づきの点 ・鋼材仕様書についての資料・説明のウエイトが高い。もう少し減らしても良いと思う ・全体的に実例が多く判り易い内容である ・事例が簡潔で明解ですばらしい ・重要な項目であり、教育内容が必要なことはわかる。小企業では、これだけの内容を管 理することはできない。もう少しメリハリを付けられるといいと思う。 ≫≫追加した方が良い点 ・部品検査法は大変重要なものなので、架空のもので良いから、もっと具体的な説明を詳 しくした方が良い ・ 時 間 に 余 裕 が あ れ ば 、 FMEAで ピ ッ ク ア ッ プ さ れ た 重 要 項 目 の 危 険 度 を 「 FT A」 で 数 値 的 にチェックする手法 ・不具合事例の写真が欲しい(写真での説明) ◇◆講義【品質管理に役立つ検査データの統計処理】 ≫≫お気づきの点 ・説明する内容の順に資料を整理して欲しい ・何をためにこの様なデータ処理をするのか分かりにくい ・時間が短いせいか十分でなかった感が有り - 59 - ・多くを教えるより少ない項目で多くを学べという感を受けた。 ≫≫追加した方が良い点 ・「 検 査 デ ー タ の 統 計 処 理 」 を し て 日 常 業 務 の 何 に 生 か す の か を 明 確 に 説 明 し て 欲 し い ・ 時 間 は 短 く て 大 変 か と 思 う が 、 簡 単 な CP、 CPK演 習 を 実 施 し た ら い か が で し ょ う か ◇ ◆ 講 義 【 プ レ ゼ ン テ ー シ ョ ン 】 2 月 15日 ≫≫お気づきの点 ・回数を重ねるごとに発表ポイントのストーリー作りが上達 ・プレゼンテーマは良い。 ・受講生と講師が共に考える事例研究としたい。 ・講師の課題を一緒に考え、受講生の提案が役に立つものにしたい。 ・ QCDに 対 し て 現 状 を ど う し た い か を 提 示 し て ほ し い ・プレゼンは3回目だと思うが、受講生は1回目と比較して堂々としており、皆さん前向 きに意見を出し、発表していた ≫≫追加した方が良い点 ・前提となる「定義や条件」を明らかにして、説明すると主張事項が明解になります ◇◆講義【材料から検査までの鍛造品の工程設計】 ≫≫お気づきの点 ・実用的な説明が多く、大変良い ・省エネ・省資源等、直近の重要テーマにも触れており参考になる ・簡潔、明解、すばらしい内容と説明ぶり ・ビデオにナレーションやアニメを入れると更に面白い ≫≫追加した方が良い点 ・検査についてもどの様な形状のものには、加工方式を加味して、どの様な検査をすべき かについて触れて欲しい。 ・「 金 型 へ の 加 工 面 圧 」 の デ ー タ は 使 う 設 備 に よ り 異 な る と 思 う 。 明 示 し て 欲 し い ・事例(工程設計の)をもう少し増やしてはどうか ◇ ◆ 講 義 【 演 習 1 】 2 月 16日 ≫≫お気づきの点 ・もう少し時間をとってきちっとまとめさせた方が良い(例:夕食後のフリーの時間を使 ってやってもらい、発表は翌日にするなど) ◇◆講義【鍛造の工程設計】 ≫≫お気づきの点 ・ 実 用 的 な 内 容 に な っ て お り 良 好 。 語 尾 を 明 確 に 喋 っ て も ら え る と 有 り 難 い が ・・・ ・ビデオを用いた説明が良い - 60 - ≫≫追加した方が良い点 ・据込鍛造(アプセット)についてもふれて欲しい ・冷間・温間鍛造の工程設計について、他の単元にあれば良いが、ないのであればここで 取り上げて欲しい ・鍛造プロセスの検討には、後工程を明確にした最終製品図面を理解することが重要。 ・ 改 善 例 を 提 示 し た い 。( ex. コ ン ロ ッ ド の ブ ロ ー チ 症 や ク ラ ン ク の チ ー キ ン グ 症 事 例 ) ・工程設計の失敗事例を入れたい ◇◆講義【荒地設計】 ≫≫お気づきの点 ・資料のグラフ・図等が小さ過ぎて不鮮明なため、十分判読出来ないものがある。拡大し て欲しい ・基本となる知識(情報、データ)の図表が十分 ・ポイントの説明が簡潔、明解 ・資料にページを入れて欲しい ≫≫追加した方が良い点 ・もう少し実例を入れて説明してもらえると、より理解が出来るのではないかと思う ・事例を多くいれて欲しい ◇ ◆ 講 義 【 演 習 2 】 2 月 16日 ≫≫お気づきの点 ・提案のポイントがだんだんと明解になった。 ・4人程度の少人数の方が発言が多い。他の人の意見を聞くだけの人が少なくなる ≫≫追加した方が良い点 ・発表の趣旨、概略内容を最初に説明させた方がより理解しやすい ◇ ◆ 【 感 想 ・ 意 見 等 】 2 月 16日 ・テーマに対して自社での事例(生徒さん)を発表させてはどうか ◇◆講義【金型設計】 ≫≫お気づきの点 ・講師が型専業メーカの技術者であることもあってか、実際のホットな事例が豊富で、と ても有用な講義だと思う。 ・型段取りの手法についても、少し触れてほしい ・「 金 型 へ の 要 求 品 質 と そ の 対 応 」 が 金 型 設 計 の ス タ ー ト で あ る 。 ・ <短 贓 品 の 品 質 >と <金 型 の 品 質 要 件 >を 原 理 ・ 原 則 と 現 場 の デ ー タ な ど を 示 し 、 明 確 に し たい ・組立図設計のポイントは、短贓品の品質から考えたい ・グローバル化、納期(リードタイム)など後述の内容と結びつけるとよい - 61 - ・冷間鍛造の設計のウェートが高すぎる ・コスト、経済性に着目して、どんな設計をするのか経営的立場に立った考え方が少ない ・分りやすい図で要点が整理されている。 ・大き目の声で説明されるとさらによい ・ P.21、 24の 文 字 を 大 き く ≫≫追加した方が良い点 ・熱間鍛造の説明が少ない。業界では熱鍛の方が多いので、冷鍛の説明を減らしても、熱 鍛の具体的な事例などをもっと増やしてほしい ・熱間鍛造金型について追加したい ・事例については、鍛造品の品質を結果として書きたい ・現調化にあたり、何がネックか、日本の優位性は何かも追加した方がよい。 ・ 設 計 に 入 る 前 に 、 ユ ー ザ ー と SEを ど ん な 視 点 で や る の か ポ イ ン ト を 述 べ る ( 生 産 性 、 型 寿 命 、 ネ ッ ト シ ェ ー プ 率 〔 歩 留 〕 と コ ス ト の 関 係 e t c 。) ・熱間鍛造に関する型設計のコマ数を冷間より増やす(熱間メーカーが多いため) ・設計の個々の説明をするだけでなく、なぜこの設計をする必要があるのか、基本的考え 方を述べてほしい(できるだけ汎用解にする) ・熱処理の割れ・注意点、型締め力、ノモグラムからの読み取り(高圧、曲がりの心配な 穿孔パンチなど磨きの重要性) ・ P.20∼ 30の ( 冷 間 の 話 ) の 熱 鍛 バ ー ジ ョ ン が ほ し い ・ P.9の 材 料 流 れ の 話 で は 、 熱 間 ・ 冷 間 で の 流 れ の 違 い を PRし て は ど う か ◇◆講義【金型生産と金型管理】 ≫≫お気づきの点 ・型加工と設計まで含めて一貫した最適加工の捉え方がほしい(例えば、金型生産性から 見た設計のあるべき姿をポイントを絞って説明) ≫≫追加した方が良い点 ・ 設 計 と 型 加 工 と の SEの 視 点 を 追 加 ( 例 え ば 型 材 の 高 騰 を と ら え た 材 料 歩 留 ま り 設 計 と 加 工設備の上手な使い方:寸法精度や型分割など) ・面粗度と疲労寿命の関係などを加えて、なぜその加工が必要か説明(例えばラップ) ・ビデオは分かりやすい。もし予算があるなら専門家に撮影してもらったらどうだろうか ・ P.83の 説 明 に 図 な ど を 追 加 し て は ど う か ・金型の仕上げ状態とラップの程度(冷間・温間型の違い)をマトリックスに → 温間な らこの程度、熱間ならここまでとか・・・ ◇◆講義【金型寿命の対応事例研究】 ≫≫お気づきの点 ・型寿命向上を実例で、ステップ毎に対策説明するのはわかりやすくてよい ・熱間鍛造の事例が少ない ・声が小さい - 62 - ・内容は具体的でよい。役立ちそう。 ≫≫追加した方が良い点 ・なぜ改善できたのか、その考え方について解説を加えると汎用的に応用できるようにな る熱間鍛造の寿命ヒートチェックの発生の考え方を追加してください(尺の取り方、型 材の選び方、冷却の効果、表面処理、潤滑のかかり具合とμの関係および寿命に及ぼす 影響、加工面圧低減によるヒートチェック削減事例など) ・金型寿命の対応事例(4)以後のダイインサートを変更し効果があった事例に対して、 変更前後でニブ圧縮応力にどれだけの差が生じたかを具体的に数値で表してほしい ◇ ◆ 講 義 【 プ レ ゼ ン テ ー シ ョ ン 】 2 月 28日 ≫≫お気づきの点 ・全体としてプレゼンテーションーパワーがアップ ・要点のまとめが簡潔、明解になってきた ・説明の仕方もメリハリがついてきた ・グループワーキングも慣れて、参加者からも多くの意見が出てくるようになってよい。 ・プレゼンそのものも上手になってきた ≫≫追加した方が良い点 ・ 問 題 発 生 の "原 因 "追 求 の 考 察 が 付 加 さ れ る と 提 案 方 策 に 説 得 力 が 高 ま る ・テーマに対して条件を明確に与える必要がある(問題点の把握がしにくい) ◇◆講義【コンピュータ シミュレーションの基礎入門】 ≫≫お気づきの点 ・レベルが少々高度かな?しかし、将来向けの貴重な資料(難解な内容について、分かり 易いように、重要な箇所を指摘しながらていねいな説明に好感) ・ 明 快 な 図 で 字 も 大 き く 見 や す い 。 特 に 5 . 2 が よ い と 思 っ た ( 説 明 上 で は 、 24∼ 28に 具 体 性 が も っ と ほ し い )実 務 者 に と っ て 理 解 し て お く べ き 基 礎 知 識 、 解 析 利 用 を す る 上 で 最も重要な点は何か、ポイントがぼけないようにしたらもっと分かりやすい ・前半の講義は理解しやすい説明であった ・内容的に見直しが必要と思う。これだけの内容の勉強をする必要があるのか疑問。もう 少し実践にあった内容の方がいいと感じる。プログラムの内容についての知識は、今回 の講義では不要に思う。 ・ CAEと い う 難 し い 概 念 を 初 心 者 に も 判 り や す く 概 念 を 教 示 頂 い た と 思 う 。 ≫≫追加した方が良い点 ・用語を分かりやすく伝える必要 ・式の意味、入力や出力結果の解釈のポイント ・ 受 講 者 は 、 CAEを 使 い た い 場 合 、 型 メ ー カ etc.に 依 頼 す る こ と に な る が 、 そ の と き 必 要 な最小知識の説明を詳しく - 63 - ◇ ◆ 講 義 【 CAD/CAMの 概 要 と コ ン ピ ュ ー タ シ ミ ュ レ ー シ ョ ン 】 ≫≫お気づきの点 ・実際の事例が豊富である ・CAD/CAMに必要な基礎的知識の復習も付加されている ・話し方も分り易く、全体的にすばらしい講義 ・ていねいな説明で分かりやすい ・途中で復習が入るのは効果的でよい ・最初にいくつかの事例を紹介してから説明に入った方が興味を持ちやすいのでは ・内容はもう少し検討した方がいいのでは? ・コンピュータ シミュレーションの事例は図解を多用して説明頂き、大変判かりやすい プレゼンであった ≫≫追加した方が良い点 ・ CAD/ CAMの 概 要 を も っ と 入 れ た 方 が よ い ・型彫や電極を削るところ ・ 失 敗 事 例 と 代 表 的 な ミ ス 、 例 え ば FQAな ん か も よ い か も し れ な い ・よくある質問はユーザがよくやるまちがいや典型的なものがあるから ◇ ◆ 講 義 【 三 次 元 CAEシステム導 入 事 例 研 究 、 課 題 抽 出 と 解 決 法 】 ≫≫お気づきの点 ・内容を少し検討するか、講義内容を変更した方がいいのでは? ・最適化の問題を多少でも知ることがでた。 ≫≫追加した方が良い点 ・いろいろな事例を ◇ ◆ 講 義 【 プ レ ゼ ン テ ー シ ョ ン 】 2 月 28日 ≫≫お気づきの点 ・さらに定量的に塑性力学、経験知などのロジックを向上できるように意識させたい ・ 課 題 解 決 型 の 形 式 を 採 用 し て 、 実 際 CAEで シ ミ ュ レ ー シ ョ ン し た 結 果 を 見 ら れ る こ と は 大変興味深い内容であった ≫≫追加した方が良い点 ・理論的な発想をさせるための教育が必要(原因を追及する力) ◇ ◆ 【 全 体 を 通 し て 】 2 月 28日 、 29日 ・プレゼンは、毎回、少しずつ、表現力、討論の力がついてきているのを感じた。論理的 にさらに定量的根拠を要求するようにしてプログラムできるとよい。初めての模擬講義 にしてはうまくいったと思う。毎回の課題が適切であったことが一番よかった ・コンピュータ・シミュレーションという専門性の高い内容を判りやすく説明頂いた努力 に深い感謝。 - 64 - 4.自立化後の運営等 自立化事業として継続的に、開発プログラム・教材等の質を確保するため、当協会及 び日本塑性加工学会は、委託事業契約終了後も継続して、カリキュラム、テキスト、教 材を定期的に改訂することに対して協力体制をとることに合意している。 受講生に対するインセンティブに関しては、修了書の発行など等が考えられるが、こ れについては然るべき機関を設け、修了書発行に係る審議を経るとか、講義プログラム に何らかの試験を設けて受講生の習熟度を保証できるような仕組みが望ましく、また、 修了後のフォロー体制を含めこれら事項は次年度の検討課題としている。 一方、名古屋大学においては、名古屋大学大学院工学研究科マテリアル理工学専攻科 の正式科目として鍛造専門講座を設置する方向で学内で作業が行われている。鍛造人材 育 成 の カ リ キ ュ ラ ム ( 12単 位 ) の う ち 基 礎 部 分 の 3 単 位 分 を 名 古 屋 大 学 の 学 生 と 鍛 造 企 業からの受講生が一緒に受講する。この部分の講義と実験は名古屋大学内で行い、名古 屋大学ではこの3単位の受講と試験とで大学の正式単位とする。講師は名古屋大学の教 員と鍛造協会からの派遣する技術者からからなる.同専攻では産学協同の研究教育セン ターを設ける構想もあり、将来は他分野の同様な講義も含めて、総合的な産学協同のプ ログラムの一環とする可能性もある。 いずれにせよ、模擬講座受講生の声をはじめ、カリキュラム及びシラバスを協会ホー ムページ、協会誌などを通じて広範にPRし本事業運営を軌道に乗せたい。更に、模擬 講義で撮影した実証実験はビジュアルで再活用し、実証実験に関しては極力新しい内容 にすることを企画している。 5.まとめ 本年度の成果の一つであるシラバスを以下に掲載する。 - 65 -
© Copyright 2026 Paperzz