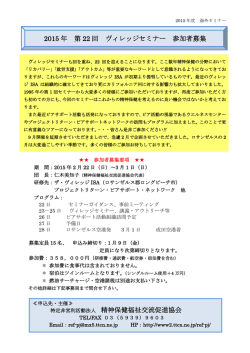
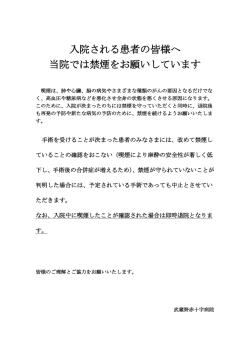
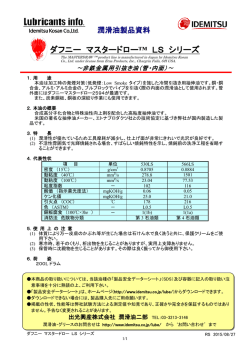
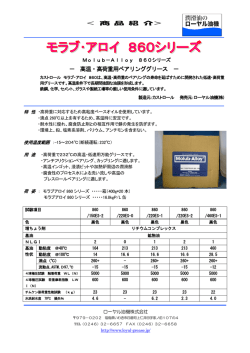
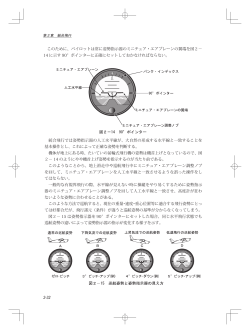
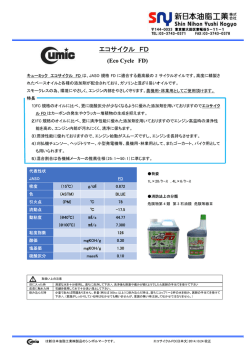
佐賀県工業技術センター研究報告書(1998) 機械加工用潤滑油の再生システムに関する研究 化学食品部 工業化学研究室 秀島康文 金属製品の成型加工や熱処理工程で使用される潤滑油や冷却油は,使用とともに無機固 形物や水分等を蓄積して,油分の潤滑特性や冷却特性が劣化する.このために,加工を行 なっている製造現場では,一定期間使用したこれらの油を定期的に全量更新する必要があ る.ところが,廃油の処分費や新油の購入費力功nエコストを高騰させている原因のーつと もなっている.そこで,製造コストの削減化を図るために,廃油の再生技術を確立し,廃 棄されていた廃油をりサイクルするための再生方法について研究を行った.この結果,鍛 造廃油中に含有されている固形物の大きさが数十μmの粒径であること,セラミックフィ ルターによるろ過分離では再生が困難であること等が明らかになった.さらに,廃油を 373Kで加熱保温しながら沈降分航する再生法が最も有効な手段であること等が明らかに なった.また,この沈降分籬処理を短時間で処理出来るように遠心分籬処理との併用処理 の可能性についても検討を行った 1.はじめに 金属の加工工程,例えば圧造工程や焼入れ工程等 で使用される潤滑油あるいは冷却油等は,使用にとも なって金属粉や金属酸化皮膜,有機物さらには水分 等が蓄積されて油の粘度の増加が見られるように なってくる.このために,これらの加工工場では・ー 定期間使用された油は新油と全量交換されている これらの使用済み油は,現在,極一部の企業では ボイラー燃料として再利用されているところもある が,殆どの企業では廃油として処分されている.しか を潤滑油として再生するために,使用後の潤滑油中 に含まれる金属酸化物などの固形物の分籬試験を 行った.ここでは,前年度の研究結果から加熱沈殿 分籬が工業的規模で有望であると判断されたので,分 雛効果に及ぼす加熱温度の影縛について検討した ここでは,低温皮では沈降分籬が殆ど期待できない ことから,3認Kと373Kに加温した場合の沈降試験 を行った.鍛造油(VF-57)の廃油を 20oom1の ビーカに取り,一定温度に保った恒温器中で静置した しながら潤滑油や冷却油は高価であることと,廃油 時に沈降分酢して清澄層と混濁層に分かれるが,固 形物を含む混濁層の占める割合を沈降容積として表 の処理費用が必要なことから製造コストの低減の手 した 段の・ーつとしてりサイクルが見直されて来ている.特 に,県内機械加工業界では製造コストの削減が大き 2.2 再生油の潤滑性能試験 な課題となって来ていることからも,これらの油の 長寿命化と同時に使用済み油の再利用技術の確立が 評価し,再利用の可能性を検討するために動粘度,密 度,摩耗量等を未使用油,廃油並びに再生油につい 大きな開発課題のーつとなっている.そこで本研究 て測定した.測定はJIS潤滑油試験法により行った 沈降分籬法により分籬された再生油の潤滑性能を では,県内機械加エメーカーで使用されている鍛造用 潤滑廃油のりサイクル技術を確立するため,再利用 の可能性について検討を行った 3.実験結果及び考察 3.1 廃油中の固形物の沈降分離試験 373Kでの沈降試験結果を図1に示す.試験結果 2、実験方法 から約6時間までは固形物の沈殿分籬は殆ど見られ 2.1 廃油中の固形物の沈降分離試験 廃油中に含まれる固形物は,潤滑油の粘度を増加 ない.また沈降時間が24時間以降は沈降容積がほぼ 釦%で限界値となり,これ以上の沈降は観察されな させ,金属製品の鍛造工程での摩耗量を増加させる原 かった.試験に用いた廃油は室温での沈降試験結果に より固形物の沈降が全く観察されなかったことから 因となる.そこで廃油中の混濁物質を除去し,廃油 -47ー 機械加工用潤滑油の再生システムに関する研究 120 (巡鰹純轡誤 100 (述輝知誰然 100 80 60 40 80 60 40 20 20 0 0 0 10 20 30 0 10 沈降時間(h) 図1 20 30 沈降時間(h) 図2 鍛造廃油の沈降試験結果(353K) 鍛造廃油の沈降試験結果(373K) 廃油を加温することによって沈降が促進されている やすくなってくる反応が起こってきていると判断さ ことが明らかである.しかしながら,潤滑油廃油の れる.ここで運動方程式から導き出された沈降速度 式を用いて沈降速度を検討してみると,この系では レイノズル数は2以下であることからストークスの リサイクルを目的とすると得られる清澄層の油が24 時問処理でも如%と少ないため,再生条件としては 不十分であると判断された。 次に,373Kで行った沈降試験結果を図2に示す 式に従うと老えられる.従って,沈降速度は以下の 式(D で求めることが出来る. ρ 2 μ 短くなることが解った.このように沈降分離に対す る温度の促進効果が顕著であった 3 d 加温後約2時間で沈降が始まり,3認Kでの処理の 場合と比較して分籬効率並びに分籬に要する時間も ρ ノ V=Ag , ) 90%の清澄層が得られることが確認された.また ( 試験結果から373Kで、 5時問加温処理することで (1) ここで, g :重力の加速度(m/S2),ρ、:粒子の密 度(kg/m3),ρ:油の密度(kg/mり, d :粒子の 直径(m),μ:油の粘度(kg/m ・S), A:定数で ある これらの実験結果から353Kと373Kとにおける 沈降速度や沈降容積等の沈降特性の違いは,この試 200 (め\N髪甲0ご燮捉遍 験に用いた潤滑油廃油が加温しない室温での沈降試 験では1ケ月間の静置でも全く沈降が見られなかっ たことから加熱による廃油の粘度の低下が原因であ ると老えられた、しかしながら未使用の鍛造油(VF57)の動粘度の測定結果は,図3に示すように,室 温(293K)では170 × 10、' mvS と確かに大きい が,353Kと373Kの温度においては15 × 10・' mv S と 10 × 10心 mvS と大きな差はなく,これらの 試験温度での沈降分離の大きな差が粘度の影響のみ によるものではないと判断された.すなわち図3に 示すように鍛造油の粘度の変化は343K以上では大 150 100 50 0 280 きな差は見られないことから沈降速度の顕著な差は 他の原因によるものと考えられる.これらの分離試 験では温度条件以外は同一条件での試験結果である 300 320 340 360 温度(K) 図3 ことから油温が高くなる程廃油中の固形物が沈降し -48- 鍛造油の動粘度と温度との関係 380 佐賀県工業技術センター研究報告書 a998) この式から,前述した廃油の加熱沈降試験系では加 表1 新油,廃油及び再生油の物性値比較 熱温度が高くなる程粘度が小さくなり,沈降速度Vは 確かに大きくなることが予測できる.しかしながら, その大きさは1.5倍程度であり試験結果とは大きな違 いがある.ストークスの式中の粒子直径dが沈降速度 新油 廃油 再生油 外観 褐色 暗褐色 暗褐色 動粘度 65 200 62 880 890 880 1.0 1.38 1.28 蜜 (× 10-o mvs) を3袷Kに加熱したときに固形物の凝集反応が急速に 進み,粒子径dが大きくなり,結果として沈降速度 度 に及ぼす影響が大きいことから,373Kで沈降速度が 急激に大きくなったことは加熱処理の過程で固形物が 凝集したのではないかと老えられる.このように廃油 目 項 (kg/m3) が大きくなって沈降分籬が促進されたと老えられる 353Kでは比較的に凝集効果が小さかったために373 摩耗量 Kで処理した場合と比較してその沈降速度が小さかっ たものと考えられる 3.2 再生油の潤滑性能試験 潤滑油(VF-57)の廃油を3袷Kに加熱し,沈降分 メーカーでは摩耗量の増加による原因のために潤滑 離処理して得られた再生油の物性の変化を確認するた めに油の外観,動粘度,密度並びに摩耗量の比較測 油が新しい潤滑油と交換されているのではなく,鍛 定を行い,再生された廃油が再利用可能かどぅかを検 造工程で潤滑油に固形物が蓄積され,潤滑油の粘度 が上昇してポンプで循環送液できなくなるためにー 討した.測定結果を表1に示す.色は新油と比較し 定期間使用された廃油が廃棄されている状況である てやや暗褐色に着色しているのが確認された.動粘度 従って,潤滑油の再生処理によって廃油中の固形 は未使用の新油が65×10、' mvs,廃油のそれは約 20O X W、o mvSであったのに対して,再生処理し 物の分離除去が可能となり,結果として潤滑油の動 粘度を新油と同程度まで小さくすることが出来たこ た廃油の粘度は62 × 10、' mvS に低下しており潤 とから廃油のりサイクル使用が可能となった 滑剤として要求される粘度に回復されていることが分 かった.また,当然の結果として固形物が分籬除去 された再生油の密度は新油の密度0.88×10η熔/m. 4.おわりに まで減少しており,廃油中の固形物が殆ど除去されて いるものと判断された.さらに新油を用いた場合の摩 試験を行った結果,以下のことが明かになった 耗量と比較して,廃油による摩耗試験の結果は,摩 耗量が1.38倍であるのに対して,再生された油の摩 鍛造用潤滑廃油をりサイクルするための沈降分航 ①廃油中に含有される固形物の分籬除去は,加熱 温度が373Kと353Kとでは除去速度及び除去率が 耗量は新油の場合の1.28倍となっており,廃油を加 大きく異なることが明らかになった ②廃油を373Kに加温し加熱沈降分籬することによ 熱沈降分籬法により再生することによって摩耗特性を り廃油の90%以上を回収可能な処理技術を確立する 改善できることも確認された.現在県内の機械加工 ことが出来た -49-
© Copyright 2026 Paperzz