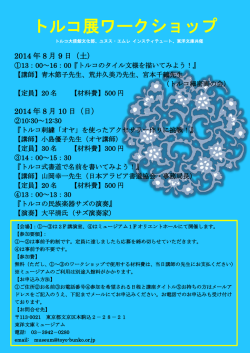
コストエンジニアリング技術による技術者のコスト意識向上 ~技術者のコストを見る目を養う~ 学校法人産業能率大学 主任研究員 総合研究所 神戸 正志 ●論旨 本稿では、コストエンジニアリングの技法をコストの専門家のためのものとしてではなく、一般の 技術者(ここでは、製造業における設計、調達、製造の担当者を広く技術者と捉える)を対象とする コスト意識の向上、コスト削減などの改善の促進のための教育ツールとしての有効性について考察す る。 ●はじめに 「技術者にはコストを見る目が必要だ」と言うと「そんなことは当たり前ではないか」と思われる かもしれない。しかしながら、コンサルティングや企業研修の現場を見るとその当たり前がなかなか できていない現状に直面する。 例を挙げると、 ・設計担当者は、自分の書いた図面の製品や部品のコストがいくらになるのか。また、形状や寸法 を変えることでどれくらいのコストインパクトがあるのか。そのような意識を持って設計をして いるだろうか。図面を書き終わった後に目標コストをオーバーし設計を見直さないといけないと いった状況が発生しているのではないだろうか。 ・調達担当者は、外注する部品のコストを取引先の見積書に頼っていないだろうか。取引先の見積 もりが高いのか安いのか判断基準を持っているだろうか。複数社での相見積を行い、価格競争を させ、価格交渉の結果、安いほうに発注する。そのような価格決定を長年続けていないだろうか。 ・製造担当者は、作業者を1分間手待ちにするといくらのコストのムダになるのか。毎日使ってい る設備は1時間使うといくらのコストが発生しているのか。不良品やスクラップ、あるいは在庫 品をどれくらいのコストがかかっていると認識しているだろうか。 多くの企業では、若手の技術者にコスト教育を実施したり、現場にコスト意識を持たせるような掲 示を貼り出したりしているが、技術者個々の業務においてはコスト意識が発揮されず、十分なコスト 削減効果を生んでいないように思われる。 そこで、コスト意識を向上させるための教育ツールとして、コストエンジニアリング技術の活用法 を提案する。 コストエンジニアリングには、以下のような活動の主目的がある。 ①コスト基準の作成とコスト見積・評価 ②利益の追求、コストダウンのためのロスの発見と経済性の評価 ③コスト基準を維持するための活動 ④コスト見積および評価システムの設計、実施フォロー ⑤コストの教育・啓蒙、および人材の育成 本稿では、“①コスト基準の作成とコスト見積・評価”の技法を使い、“⑤コストの教育・啓蒙、お よび人材の育成”を果たす方法について論ずる。対象者はコストの専門家だけでなく、技術者全般を 想定している。 本稿の構成として、最初に、コストの全体像(モノを対象としてのコストの構成)を理解する。そ の中で、各コスト要素の違いを認識する。次に、そのコストの詳細内訳を見ながら、コストがどのよ うに発生しているのかをコストの積み上げ方法を辿りながら理解する。最後に、実際にコストを計算 することにより、何が変化すればコストがどれくらい変わるのかを実感し、コスト削減の改善案につ ながる目を養う方法を紹介する。 1 <キーワード> 【コストエンジニアリング】 ・「経営活動のあらゆる内容について、それをコストとの因果関係を明確にしたうえでコスト見積・評価を正 しく行うと同時に、この過程において必要ないし円滑にする活動も含めて、企業での経済性を高める領域を 言う」 (武知孝夫『コストの正しい求め方:マネジメントのためのコスト・エンジニアリング』産業能率短期大学出版部 1978年 41P) 【コスト(原価)】 ・ 「コスト(原価)とは、特定の目的を達成するために、犠牲にされる経済的資源の貨幣による測定法をいう」 (岡本清『原価計算【六訂版】 』国本書房 2000年 11P) 2 コストエンジニアリング技術による技術者のコスト意識向上 1.コストの全体構成 コストエンジニアリングの技術を使い、まずコストの全体構成(対象となるコストの構成)を捉え る。ここでは、モノのコストを対象としたコスト構成を図表-1で示す。 図表-1 モノを対象とした一般的コスト構成(厳密には利益を含めているので単価の構成) 原 価 要 素 要 ・材料単価 ・材料使用料 ・材料ロス 等 製缶、板金、塗装、 修理、工事、等 ・外注単価 ・外注数量 間接労務費 現場監督者 設備固定費 設備、プラント費、等 設備比例費 電気代、油代、等 区分 等 ・作業者グレード ・作業時間 等 等 ・設備内容 等 価 職場共通費 ロッカー、食堂、等 補助部門費 生産管理、生産技術、品 質管理、保全、等 益 総務、経理、営業、等 ・組織体制 ・人員 ・機器・システム 値 製造間接費 ・設備内容 ・稼働時間 付 加 設備費 価 価 価 現場作業者 因 原 価 原 原 の 単 加工費 労務費 造 総 モ ノ 利 動 素材、原材料、 鉄鋼、型鋼、等 直接労務費 販売費、一般管理費 ( 変 部 外注費 製 加工外注品費 外注工事費 目(例) 外 材料費 原材料費 購入品費 費 等 ) 各費目については、周知と思われるので詳細な解説は省略する(図表-1に費目(例)を記載した ので参考願いたい) 。ここでは、技術者のコスト意識向上のための教育ツールとして活用するうえでの ポイントを2点提示する。 ポイント①“外部原価”と“付加価値” 材料費や外注費は、“外部原価”と呼ばれ、お金が外部に支払われるため、企業内から外に出て いくコストである。それに対して、加工費や製造間接費、販売費・一般管理費は、企業の内部活動 のためのコストであり、企業活動そのものである。この活動により企業は利益を得ているので、こ の部分を“付加価値”と呼ぶ。 外部原価は、外部から購入する材料や部品などの仕様や数量などによって変化するが、そのコス トは外部の環境や要因によって大きく影響を受けるのに対して、付加価値は企業内部のしくみや業 務によってコントロールできるものである。 技術者が理解すべきことは、コストにはこのような違いがあることであり、それによりコストの 捉え方や改善方法が異なってくるということである。その違いは、後ほど解説するが、モノづくり、 あるいは、サービスなどにおいても、性質の違うコストで全体が構成されていることを認識するこ とは、コスト意識向上の第一歩である。 ポイント②“コスト変動要因” コスト削減をする場合、何かを変えないとコストは変化しない。1個100円の購入部品を90円に 値下げしようとして、購入先と価格交渉をする場合、何の変更もなく100円→90円にするように価 格交渉すると、購入先は利益を削るしかなく、大きな抵抗を示す。しかし、設計を見直し材料の変 更で10円くらい下げられるという提案があれば、購入先は納得する。 3 これは、ごく当たり前のことであるが、この部品の購入の例に限らず、技術者の日頃の業務につ いても当てはまる。 ・設計コストを削減するためには、今までと同じやり方をしていてはコストを変えることはできな い。やり方を工夫することで効率化されコストが削減される。 ・作業コストについても、同じ作業方法ではコストを変えることは困難であり、何かを変えないと コストは削減されない。 このように、何かを変えることによってコストは変化する。その変化に影響を与える要因が“コ スト変動要因”である。コスト変動要因は、費目ごとに異なり、1次要因-2次要因-3次要因と 見ていくとさまざまな要因が世の中には存在している。(図表-1に示した変動要因は1次要因で ある) 。 図表-2 コスト変動要因のつながり(材料単価の例) 1次要因 2次要因 材料単価 材料グレード 3次要因 強度 購入数量 構造 購入先 ・・・ 購入時期 ・・・・・ このコスト変動要因がコストを削減する際の視点になり、何かを変えなければならないときの候補 となるものである。コストを見る目を養うには、費目ごとの特色を捉え、このコスト変動要因をでき るだけたくさん思い付くことが必要である。そのためには、コストの構成、特色を理解し、何によっ て変化するのかを理解する必要がある。基本的には、コスト変動要因の1次要因がコストを計算する 際の要素となるので、次に1次要因をベースにコストの計算法を見ながら、主な費目別の変動要因に ついて解説する。 2.材料費のコスト変動要因と計算法 材料費は、モノが対象の場合、目に見える構造があるため、比較的とらえやすい。図表-3に示す とおり、材料費の1次変動要因は、 “材料単価”、 “材料使用量” 、 “材料ロス”となる。材料費の計算式 は、材料費=材料単価×(材料使用量+材料ロス)となる。 図表-3 材料費の変動要因と計算式 材料単価は、外部環境により影響を受ける。また、材料グレードなどの設計仕様も大きく影響する。 さらに材料の購入ボリューム、契約方法などの調達面での変動要因も存在する。 材料使用量、材料ロスについては、設計面での要因、いわゆる歩留まりの良し悪しにより影響する。 4 コストエンジニアリング技術による技術者のコスト意識向上 また、材料ロスについては、製造方法に大きな影響を受ける。つまり、コスト変動要因によりその改 善ポイントは変わり、さまざまな2次要因、3次要因が存在する。そのときの置かれた環境において、 変えやすい要因を探し出し改善することがコスト低減の近道となる。 3.加工費・作業費のコスト変動要因と計算法 加工費や作業費は、時間×時間単価で計算される。計算ロジックは単純で周知であるが、コスト意 識を向上するうえで大切なことは、時間と時間単価の中身を知ることである。 1時間5,000円の費用がかかる工作機械を2時間使った場合、コストは、5,000円×2時間=10,000 円である。この内容だけでは、何の改善視点も見えない。5,000円/時間の内訳や2時間の作業内容が 分からないと改善の施しようがない。そこで、時間と時間単価の構成内容を変動要因の視点で確認す ることにする。 (1)時間の概念 “あるモノをつくる”、または、 “あるサービスを提供する”、それには時間という資源が消費される。 その消費度合によってコストの発生額が変化する。人が作業すれば人の時間、設備を稼働させれば設 備の時間が発生する。“人が実際に作業している”、 “設備が稼働してモノをつくっている”、そのよう な実際に働いている時間を“正味時間”という。実際に付加価値を生んでいる時間である。しかし、 コストを算出する際、正味時間だけを考慮すればよいのだろうか。それ以外の時間はかかってないだ ろうか。実際の現場では、正味時間以外の時間が大変多くかかっているのである。では、その正味時 間以外の時間とはどんなものがあるだろうか。時間の構成要素、つまり、1次変動要因となるものを 図表-4に示す。 図表-4 時間の構成要素(1次変動要因) 時間の構成要素 準備時間 後片づけ 実働時間 能率損 歩留まり 余裕時間 正味時間 余裕時間 正味時間 余裕時間 正味時間 人員 管理損失時間 時間 準備 作業時間 “正味時間”については、準備時間、後片づけ時間と実働時間の3つに含まれる。 “作業する前に必 要な材料を準備する”、“作業内容を確認する” 、そして、“作業終了後の片づけや清掃”も必要であり コストの発生要因となる。 正味時間以外の要素としては、 “余裕時間”というものが発生する。これは、繰り返し作業するうえ でのユトリであり、作業内容の確認など繰り返し作業の中で時折発生する作業を余裕時間として考慮 する。実働時間に含まれる“歩留まり”とは、材料の歩留まりとは違い、不良や作業ミスにより発生 する手直しによる作業時間の増加を時間の歩留まりとして捉えている。 “能率損”とは、作業者のレベ ルによる能率差を考慮しているものである。ここまでは、比較的理解しやすい要素であるが、時間に おいて特に注目してほしいのが、 “管理損失時間”である。これは、作業ができる状態にあるにもかか わらず、作業ができずに手待ちや他の付加価値を生まない余計な作業に時間が取られる要素である。 つまり、作業する人の責任ではなく、管理面での不具合によるロス時間となる。実際の現場では、こ の管理損失時間が大きな割合を占めているのが実情である。ある溶接工場での調査によると、実に20 ~30%もの管理損失時間が発生している。8時間勤務とすると、1.6~2.4時間もムダにしていること になる。 5 その管理損失時間の内容を見ると、以下の4つに分類される。 ①作業なし時間 例:材料がなく作業できない、設備が故障して作業できない、作業指示がなく手待ち状態、など。 ②間接的時間 例:材料が不足したので作業を中断して材料を取りに行った、設備が故障したので作業者は自分 で修理した、などのロス時間。 ③異常発生によるロス時間 例:欠勤者が出たため通常の作業内容ではなく、欠勤者の作業を補うために作業時間が増えてし まった、などのロス時間。 ④追加作業発生によるロス時間 例:前工程に不備があり、新たな作業が発生して作業時間が増えてしまった、などによるロス時 間。 この管理損失時間は、作業する人の責任ではなく、組織や職場の管理状態の悪さから生じるロス時 間である。一見忙しそうに作業していても、②、③、④のような作業は、発生しなくてもすむ時間で ある。その分、余計なコストが発生してしまうことになる。今、自分が行っている仕事は管理損失で はないだろうか。本来必要のない仕事ではないかという意識を持つことで管理損失を見つけることが できる。付加価値を生んでいる時間、そうでない時間を理解することで、コスト意識は飛躍的に向上 する。 (2)時間単価の概念 時間に掛け合わせる時間単価の概念には、 “人(作業者)の時間単価”と“設備の時間単価”を捉え る必要がある。人と設備ではそのコストの構成内容が変わるからである。図表-5に時間単価の構成 要素を示す。 図表-5 時間単価の構成要素 時間単価の要素 時間単価 設備の時間単価 作業者の時間単価 製造間接費 労務共通費 付帯人件費 所定内賃金 製造間接費 設備共通費 比例費 固定費 コストエンジニアリングのコスト積算では、これらの構成要素に基づき、積み上げ計算にて時間単 価を計算するが、ここでは技術者のコスト意識を向上させることが目的なので、詳細な計算ではなく、 主要な項目に限定してコスト計算を行い、コスト意識の向上につなげる。 “設備の時間単価”においては、固定費に含まれる減価償却費が大きなウェイトを占めるので、そ の計算を行うことでおおよそのコスト感覚が掴める。単位時間当たりの設備の減価償却費を“設備減 価償却費率”といい、以下の式で計算できる。 設備減価償却費率(円/時間) 設備取得金額 = 年間稼動可能時間 ÷ 耐用年数 × 稼動率 例えば、設備の取得価格(購入・設置費用)が5,000万円であり、5年で償却、年間稼働可能時間が 2,000時間(250日×8時間/日) 、稼働率90%とすると、 設備減価償却費=(5,000万円÷5年)/(2,000時間×0.9)=5,556円/時間となる。 仮に稼働率を100%とすると、5,000円/時間となり、設備取得金額5,000万円でだいたい1時間当た り5,000円という目安が設定される。設備の取得価格(購入・設置金額)を確認すれば、おおよその設 備の減価償却費を知ることができる。 6 コストエンジニアリング技術による技術者のコスト意識向上 “人の時間単価”については、以下の計算式にて計算できる。 所定内賃金(円/月)×(12 か月+賞与月数)÷12 か月 給料・賞与の金額(円/時間)= 勤務時間(Hr/日) × 勤務日数(日/月) 会社が支払っている金額(円/時間) = 給料・賞与の金額 ×(1+付帯人件費率) 付帯人件費率とは、会社が負担する法定福利費などであり、目安としては0.25(25%)程度である。 計算は簡単なので自分の時間単価を計算することをお勧めする。1時間あたりのコストを知ることで 業務に対するコスト意識を向上することができる。 4.コストの積算による改善点の発掘 材料費、および加工費・作業費の変動要因とその計算方法をある程度理解できたところで、簡単な 例題にて、実際にコストの積算を行う。実際に数値をあてはめ計算をすることにより、どこにどれく らいのコストがかかっているかが直接感じられ、改善への気づき、動機づけにもつながる。あまり複 雑で難しい題材では、計算することが目的になってしまうため、計算は比較的簡単な題材を活用する。 計算題材の例を図表-6に示す。 図表-6 コスト積算の問題 材料費、加工費(切断、穴あけ)のコストをコスト計算条件の値を使いながら実際に計算を行い、 気づいた点をコスト低減案の欄に記入する。さらに、合計コストを算出し、材料費、切断、穴あけの コストウェイト(割合)を算出する。そして、コストの割合の高いところをさらに重点的にコスト低 減案を考えることで、効率的にコストを削減することができる。簡単な計算例題ではあるが、コスト の構成、変動要因の影響度、改善案の発掘を考えるうえで有効な題材であり、コストの構成、コスト 変動要因を知ったうえで、コストの計算を行いコスト意識が持てるようになる。さらに、改善点の発 掘にも効果的である。 7 5.結語 本稿においては、コストエンジニアリング技術(コスト見積・評価技術の一部)を技術者向けの教 育ツールとして活用する方法を論じた。コスト見積・評価技術を基にして、コストの中身や変動要因 を知ることでコスト意識が高まり、さらに、例題にてコストを計算して、実際にいくらになるのかを 実感する中で、改善するポイントが発見されることを紹介した。ぜひその有効性をお試し願いたい。 <参考文献> 1)武知孝夫 著『コストの正しい求め方:マネジメントのためのコスト・エンジニアリング』 産業能率短期大学出版部(1978) 2)佐藤良 著『コスト工学:コストの正しいとらえ方と経済性の追究』産業能率短期大学出版部(1967) 3)岡本清 著『原価計算【六訂版】 』国本書房(2000) 4)高橋賢 著『テキスト原価計算』中央経済社(2009) The SANNO Institute of Management M.kambe 8
© Copyright 2026 Paperzz