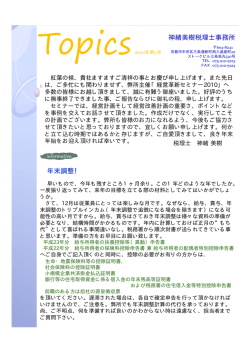
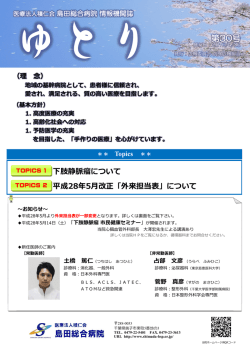
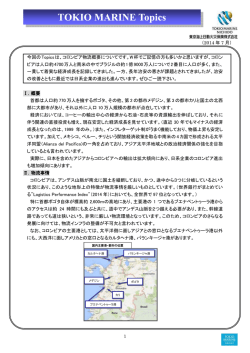
TOPICS TOPICS 新たな高真空吸引加圧鋳造システムの 可能性に関する調査の概要 ㈶ 素形材センター 高真空吸引加圧鋳造システム研究開発委員会 事務局 笹 谷 純 子 清浄な溶湯のみを鋳型空隙部に供給し、ガス欠陥等が最小限の高強度鋳物を製造する高真空吸引加圧 鋳造システムの開発可能性について、委員会(委員長 小西邦彦氏)を設置してフィージビリティスタディ を実施したので、その成果の概要を報告する。 1.はじめに 高道 博 太洋マシナリー㈱ 薄肉鋳造品を生産性良く製造するにはダイカスト法 小林 繁 堺エンジニアリング㈱ が適しているが、通常のダイカストではガスの巻き込 本鋳造システムは、清浄な溶湯のみを供給し、鋳造 み量が多いため、熱処理による高強度化が困難である。 欠陥が最小限の高強度鋳物を製造する鋳造法である。 鋳造欠陥の少ない高品質鋳物の製造に使用されている 従来のダイカスト品や他の鋳造品より機械的性質のば 高真空・超高速ダイカスト法や低圧鋳造法等でも、完 らつきが少なく、設計強度を格段に大きく設定できる 全にガス、酸化皮膜の巻き込みをなくすことは難しい。 鋳造品を、ダイカストと同等以上の生産性で、かつよ また、装置コスト、設備設置場所、生産性、薄肉鋳造 り低コスト、低エネルギで製造でき、多品種少量生産 品や多品種少量生産への適用等で問題があり、これら にも対応可能な画期的鋳造法として期待される。 を解決した優れた鋳造法の開発が望まれている。 そこで、㈶ 素形材センターでは 20 年度に、㈶ 機械 システム振興協会が ㈶ JKA の競輪補助金の交付を受 2.高真空吸引加圧鋳造装置の概念 け実施した機械システムに関する調査研究等補助事業 開発した高真空吸引加圧鋳造装置(以後「試作装置」 の一環として「軽量高強度薄肉鋳造品製造のための高 という)の原理を図 1 に、試作装置の外観を写真 1 に 真空吸引加圧鋳造システムに関するフィージビリティ 示す。試作装置の最大の特徴はシール板を利用した高 スタディ 」 を受託して実施したので、その概要を紹介 真空吸引注湯方式である。駆動は電動サーボモータを する。なお、本システムは、大中逸雄・大阪大学名誉 使用し、溶解・保持炉(電気炉)は、Al 合金で 10 kg 教授を中心とするグループが、開発研究を進めてきた の溶解保持が可能な炉とした。 ダイカスト湯流れ直接観察システム等の成果に立脚し 加圧 て提案されたものであるが、今回の調査に加わった開 発メンバーは次のとおりである。 金型 鋳型空隙部 小西 邦彦 小西技術事務所 中林 正興 日本ルツボ ㈱ シール板 ストーク減圧 谷 義紀 ㈱クボタ 桑名 紀文 ㈱双立 大中 逸雄 アイ・イー・ソリューション㈱ ストーク 保持炉 又は溶解炉 杉山 明 アイ・イー・ソリューション㈱ 柏井 茂雄 兵庫県立工業技術センター 米北 洋一 太洋マシナリー㈱ 48 高真空吸引鋳造法の原理 図 1 鋳造システムの概念図 TOPICS TOPICS 3. 試作装置による鋳造実験と鋳造品の 評価 高真空吸引加圧鋳造装置に金型を取り付け、鋳造実 験を行うと共に、機械的特性、欠陥観察等を行った。 金型は矩形平板、引張試験片、湯流れ試験形状の金型 のほか実部品モデル金型の 4 種を使用した。さらに、 写真 1 試作鋳造装置の外観 多品種少量生産や複雑形状品への適用可能性を検討す るため、セラミック型を製作した。 鋳造材料としては、鋳造条件の検討については入 試作装置の動作は以下のとおりである。なお、試作 手しやすいダイカスト用合金 ADC 12 を主に使用した 装置のポイントとなるシール板の動作について図 2 に が、試作品の評価に関しては、機械的性質等に優れる 示す。 AC 4 CH を主に使用した。この AC 4 CH は、一般的な ① アルミニウム合金を坩堝炉で溶解 ダイカストではあまり使用されていないが、自動車用 ② 坩堝炉を装置本体位置まで移動後、上昇させ、ス ホイール、航空機用エンジン部品及び油圧部品など高 トークを溶湯内に挿入 ③ ストーク内を減圧して溶湯を吸引し、トラップ に溶湯表面の不純物を集める(図 2(a)参照) 級鋳物に用いられている。なお、より高純度の方が引 張強さ、伸びがともに優れるという知見に基づき、よ り高純度のものを使用した。 ④ この間に金型内真空配管により、金型内を減圧 まず、平板試験片で、ADC 12 を使用して、シール ⑤ シール板を移動して金型とストークを連絡し、 板によるストークと鋳型空隙部の溶湯遮断解除のタイ 金型内に溶湯を吸引(図 2(b)参照) ⑥ 更にシール板を移動して、金型とストークを遮 断して注湯を完了(図 2(c)参照) ミング、鋳型空隙部への溶湯吸引後のシール板による ストークとの遮断タイミング、遮断後の溶湯加圧圧力 とそのタイミング、鋳型空隙部の真空度、ストークの ⑦ 必要に応じて金型内を加圧して、製品を加圧 減圧速度等を変化させた鋳造実験を実施した。 ⑧ 金型締め付け油圧シリンダーを移動して、製品 写真 2 に示す試作品例のように、実験当初は、気密 性不足等で鋳型中に溶湯があまり流入しない状況で を取り出し ⑨ ③から⑧まで繰り返し あった。また、試作品の X 線透過観察では、写真 3 に 示すように比較的粗大な欠陥が多数観察された。その (a)初期 形状は丸みを帯びていることから、湯流れ中に巻き込 んだガスによるガスホール欠陥であると推測された。 ストーク取付部の気密不足、真空シール用オイルの分 解、摺動部、合わせ面からの空気もれなどによりガス (b)遮蔽仮移動 が金型内に存在し、あるいはガスを吸引し、欠陥が発 生したと考えられた。 (c)遮蔽仮移動完了 図 2 シール板の動作 写真 2 平板試作品例 写真 3 試作品の直接観察結果 49 TOPICS このため、当初は、試作品の引張強さや伸びは十分 にあるトラップの中に溶湯を十分流入させるため ではなかったが、気密性の改善、鋳造条件の最適化に である。トラップ中に溶湯が少なく、上部にガス 2 が残存するとそれが、鋳型中に巻き込まれる危険 より、AC 4 CH 合金の場合、最高引張強さ 158 N/mm 2 (JIS 参考値 150 N/mm )、伸び 2 %( JIS 参考値 3 %) という測定結果が得られた。 性がある。 ④ 鋳型空隙部の充満時間は短く、本実験の場合、シー 実験と装置改善を繰り返し、鋳造した種々の試作品 ル板の移動速度が遅いので、開口部をストーク上 の外観の例を写真 4 に示す。 に停止させる必要はない。 ⑤ 真空シール用のグリースの使用は極力少なくする。 4.鋳造時の湯流れ直接観察 本鋳造システムでは、鋳型空隙部での溶湯挙動(ガ スの巻き込み)がポイントの一つであることから、透 過 X 線直接観察装置を使用して、湯流れの直接観察を 左:実部品モデル 右:セラミック型による試作品 行った。金型は X 線を透過しないので、黒鉛製の鋳型 写真 4 試作品例 を使用したが、黒鉛は気密性に問題がある。そこで、 黒鉛鋳型を真空チャンバー内 ところで、通常のダイカスト品は T 6 熱処理をする に設置し、チャンバーを減圧 とふくれが発生する。そこで、試作装置で鋳造した試 することで黒鉛鋳型内のキャ 料(AC 4 CH)を、550℃、1 時間大気雰囲気で加熱後、 ビティを減圧した。 水中急冷し、表面を観察した。写真 5 に示すように、 湯流れ試験で作製した鋳物 ふくれはほんどなく、鋳造条件が良ければ T 6 熱処理 の外観を写真 6 に示す。溶湯 ができる可能性は高いことがわかった。 充填過程をX線透過装置で 観察した結果を写真 7 に示す が、溶湯は、4 本ある試験片 キャビティにほぼ同時に流入 した。溶湯は勢いよく上面に 写真 6 湯流れ試験試作品 写真 5 熱処理(T 6 処理)後の表面 今回の実験では、鋳造システムの完成度を高めるま でには至らず、したがって、試作鋳造品も欠陥の多い ものとなったが、高真空吸引加圧鋳造システムによる 鋳造の可能性に見通しをつけることができるととも に、次の事項が重要であることが明らかになった。 ① 鋳型空隙部を高真空とするためのシール板と金型 間、金型の分割面のみならず、ストークの取付け 部とストーク自体の気密性も重要である。 ② シール板の移動速度が速いほどガス流入量が少な くなるため、シール板の移動速度を早くすること が重要である。 ③ ストークの減圧速度はある程度大きい方が良い。 これは、溶湯の慣性により、減圧溝位置より上部 50 写真 7 湯流れ直接観察結果 TOPICS 到達し、キャビティ上部から充填が進行し、キャビ と考えられた。今回のモデルではシミュレーション結 ティ内部では激しく気泡を巻き込む様子が観察され 果と直接観察結果から、充満時間は 1 秒以下の短時間 た。キャビティ内への溶湯の充填が完了した後、巻き であることがわかったが、金型温度を高めにして気泡 込まれた気泡は急速に上昇し、鋳型外に排出され、気 排出時間を長くし、オーバー・フローなどの方案を最 泡欠陥の少ない鋳物を作成することができた。 適化し、気泡の流出経路を確保することが、健全な鋳 なお、この結果から、金型内部を吸引する方法では 物を製造するために必要であることがわかった。 なく、真空ボックスで鋳型全体を吸引する方法が容易 でより健全な試片が得られる可能性があることが示唆 6.今後の課題と可能性 された。 高真空吸引加圧鋳造システムは、ガスの巻き込みが 5.鋳造システムに係る鋳造シミュレー ション ない鋳造法を目指したにもかかわらず、今回の実験で は、ガス巻き込み欠陥が最大の問題となった。ガス巻 本鋳造システムの開発に資するために、JSCAST を き込みの最大の原因は気密性不足と構造上の問題にあ 用いて、真空吸引鋳造の条件設定をして、4 種のモデ 溶湯開閉板の移動速度、金型分割方法、ストークの材 ルについて、シミュレーションを行った。このうち、 質及び寸法の検討等により機密性を向上させるととも 平板モデルのシミュレーション結果を例として図 3 に に、粉末塗型の採用、鋳造法案の最適化等によりガス 示すが、いずれのモデルにおいても、溶湯はキャビティ 発生の抑制と排出を促進することがあげられる。 中央部の壁面に沿って流入し、上部で反転した。その このように、今後解決すべき課題は少なくないが、 ため、キャビティ内に気体が残存していると、気泡と 高真空吸引加圧鋳造システムについて、次のような利 なって巻き込む可能性がある。キャビティ上部に湯溜 点がある可能性が考えられた。 まりがない形状のシミュレーションでは、キャビティ ① 汚れた湯面の溶湯をトラップにより除去し、清 上辺に衝突した溶湯がすぐに反転し、速度の大きな下 降流となって、上昇流と下降流の衝突部分では激しい 乱れが生じる結果、より多くのガス巻き込みが生じる ると考えられた。このため、今後の研究課題として、 浄な溶湯を供給 ② コンパクトな装置。騒音源は真空ポンプ程度で、 作業環境は良好 ③ 溶湯搬送等の熱損失が小さく、また、ダイカス トのような大きな射出速度、圧力が不要で省エ ネルギ ④ 常温程度の金型でも、AC 4 CH の鋳造品を製造 可能 ⑤ T 6 熱処理できる可能性あり 通常のダイカスト法より良い製品をより低コスト、 省エネルギで得られる可能性があると考えられるが、 高強度・高信頼性鋳造品の製造法として実用化するた めには、気密性の向上や、鋳造条件の最適化など、研 究開発を継続する必要がある。 なお、当センターホームページに「軽量高強度薄肉 鋳造品製造のための高真空吸引加圧鋳造システムに関 するフィージビリティスタディ報告書(要旨)」(PDF ファイル形式)を掲載しているのでご参照ください。 http://sokeizai. jp/japanese/publish/report. html 図 3 鋳造シミュレーション結果 51
© Copyright 2026 Paperzz