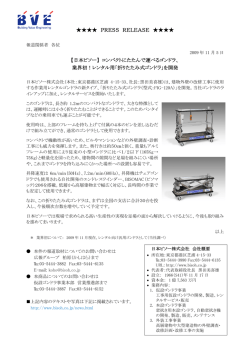
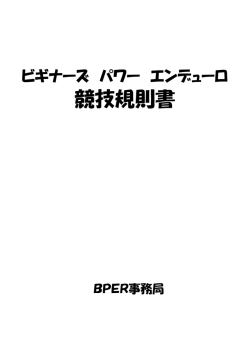
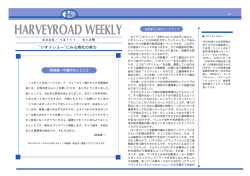
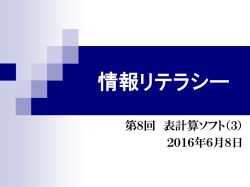
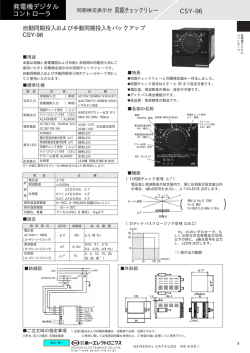
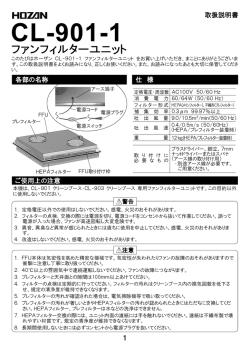
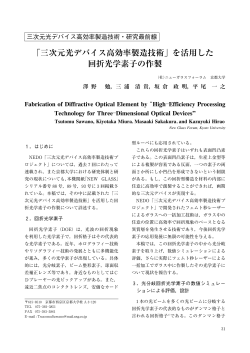
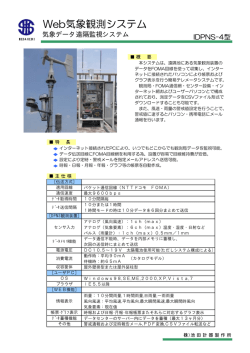
2012.10 王子計測機器株式会社 包装用フィルムの配向とヒートシール後のカールに関する実験結果 ● はじめに 包装には様々な材料が使用されますが、中でも高分子材料は成形のし易さと高い機能性から数多く 利用されています。高分子材料には、押出し・キャスト加工によって製膜される未延伸フィルムや、 それらを延伸することによって引張強さや耐衝撃性などの物性を向上させた延伸フィルムがあります。 延伸によって高分子の分子鎖が特定の方向に引き揃えられ、力学的特性をはじめとした諸物性は異方 性を示すようになります。包装に関するトラブルはフィルムに起因するものや、印刷・ラミネート・ スリット・製袋の各工程で発生するものがあり、包装形態や材料の組み合わせを考えると非常に多岐 にわたります。 ここでは、ドライラミネートフィルムをヒートシール加工して袋にした場合に発生するカールと、 フィルムの配向角との関連について実験的に調べた結果を報告します。 ● 結論 図1のようにヒートシール後の試料(40×20mm)の長辺の片側を押え、反対側の辺の浮き量 のmax、minを測定し、カール特性を次式で定義したそり量とねじれ量で表すことにして、貼合 角を変えた試料について測定した各値を図示すると図2のようになりました。 そり量=(max+min)/2 ねじれ量=max-min カール現象で問題となるのは主にねじれ量と考えられ、今回の実験から貼合角が約10°以上のと きにはねじれ量が大きくなることが分かりました。 図1 カール現象の評価方法 図2 貼合角に対するねじれ量とそり量のまとめ 1 ● 使用した装置と試料 ・装置 :位相差測定装置 KOBRA-WR 使用ソフト:位相差測定REソフト ・試料 :ドライラミネートフィルム(以下、ラミネートフィルム) PET(厚み12μm)とL-LDPE(厚み30μm)をドライラミネート したフィルム、幅800mm ● 実験方法 1) 準備 実験に当たり、L-LDPEは無延伸フィルムのためその配向角は無視して、ラミネートフィル ムの配向角は主にPETフィルムの配向角とみなしました。 ① ヒートシール用試料の作製 予め、KOBRA-WRでラミネートフィルム全幅の面内位相差を100mm間隔で測 定し、位相差と配向角を確認して、図5のように50×100mmの大きさで配向角が、 90°、100°、110°、125°になるように切り出しました。 図3 試料サイズと切り出した試料の配向角 ② ヘアアイロン(市販品) :温度設定 max200℃、10℃毎に設定可(図6) ③ 試料セット台 図4 ヘアアイロン 2 2) 実験手順 ① 図5のように、2枚のラミネートフィルムをL-LDPE面が内側になるよう重ねて試料セ ット台にテープ止めし、たるみやしわが無いように確認しながらおもりを付けました。 ② ヘアアイロンの温度を150℃に設定し、①で準備したフィルムを10秒間挟んでヒートシ ールしました。 ③ 配向角90°品に対し、90°、100°、110°、125°品を順番に重ねて①②の手 順でヒートシールしました。 (貼合角は0°、10°、20°、35°に相当) 各貼合角条件の試料を4~5点作製し、同じ測定をしました。 図5 ヒートシール方法 ● 評価方法 図5の方法でヒートシールしたフィルムを40×20mmに切り出し、それを図1のように平らな 板の上に置き、長辺の片側をおもり(金属板3g)で抑え、反対側のフィルム端が板から浮いた量を デジタルノギスで測定し、浮き量のmaxとminとしました。 ● 実験結果の詳細 1) ラミネートフィルムの幅方向プロファイル KOBRA-WRを用いて、ラミネートフィルム全幅の位相差と配向角を100mm間隔で 測定した結果をまとめると図6のようになり、配向角の変化量は15°、位相差の変化量は1 02nmでした。したがって、複屈折は0.011~0.019の範囲となります。 3 260 90 240 85 80 位相差 200 75 180 70 160 65 配向角 140 配向角 (°) 位相差 (nm) 220 60 120 55 100 50 100 200 300 400 500 幅方向位置 (mm) 600 700 図6 ラミネートフィルム全幅の位相差と配向角の測定結果 2) ヒートシール後のカール特性 ヒートシール後の浮き量、ねじれ量およびそり量と貼合角との関係をまとめると、表1のよ うになります。 表1 貼合角に対するねじれ量とそり量のまとめ (単位はmm) 目標の 浮き量 浮き量 実際の貼合角 ねじれ量 そり量 貼合角 max min (°) max-min (max+min)/2 1.14 0.67 36.24 0.47 0.91 1.05 0 33.96 1.05 0.53 0.52 0 34.43 0.52 0.26 1.02 0 34.65 1.02 0.51 1.51 0 33.48 1.51 0.76 1.49 0.87 20.42 0.62 1.18 0.39 0 20.54 0.39 0.20 1.15 0 16.83 1.15 0.58 0.86 0 20.76 0.86 0.43 0.91 0 20.03 0.91 0.46 1.83 0.89 11.87 0.94 1.36 0.95 0.8 9.24 0.15 0.88 0.19 0 9.59 0.19 0.10 1.16 0.68 11.77 0.48 0.92 0.96 0.61 0.12 0.35 0.79 1.37 0.59 0.37 0.78 0.98 1.65 0.9 1.89 0.75 1.28 2.04 1.45 1.13 0.59 1.75 0 0 1.97 0 0 35° 20° 10° 0° 4 表1の目標貼合角ごとのねじれ量とそり量の平均値をまとめると、表2および図2のように なります。 表2 貼合角とねじれ量、そり量の平均値のまとめ(単位はmm) 貼合角(°) ねじれ量の平均 そり量の平均 34.6 0.91 0.59 19.7 0.79 0.57 10.6 0.44 0.81 1.1 0.49 0.96 ● 考察 図2より、貼合角が大きいほどねじれ量が大きく、そり量は小さいことが分かります。 ヒートシールはラミネートフィルムのL-LDPE同士を溶融し、圧接して冷却するため寸法変化 が起こり、PETとL-LDPEの変化量の違いからカールが発生すると考えられます。 今回の実験は、配向角90°のラミネートフィルムを中心に考え、もう1方のラミネートフィルム の配向角を変えて試料を作製しましたが、実際のヒートシール工程では1枚のラミネートフィルムを 折り返して袋に加工する場合があります。そのとき、図7のように配向角が90°からずれていると 貼合角の大小は様々になります。2枚のラミネートフィルムの貼合角が大きいとき、ねじれ量は今回 の値以上に大きくなることも考えられます。 図7 折り返しによる貼合角の大小 逐次二軸延伸法で製造されるPETフィルムはボーイング現象を示し、例えばt15μm幅5m余 りのPETフィルムの位相差と配向角の幅方向プロファイルは図8のようになり、位相差の変化はほ ぼ2次式で近似できます。中央部では配向角がTD方向になりかつ位相差が小さくなり、端部では位 相差が大きく配向角がTD方向から数十度ずれています。 図6の幅800mmのラミネートフィルムの位相差値を2次曲線で近似して、元の全幅を5mと仮 定すると図9のようになり、今回の試料は幅方向の端寄りの取り位置であると推測されます。 5 図8 PET フィルム(t15μm)の位相差・配向角の幅方向プロファイル 400 350 位相差 (nm) 300 250 200 2次曲線 150 100 50 0 -500 0 500 1000 1500 2000 2500 3000 3500 4000 4500 幅方向位置 (mm) 図9 ラミネートフィルムの位相差を2次近似した場合 ● おわりに 2枚のフィルムをヒートシールして貼り合わせたときに発生するカールは、貼り合わせ時の張力の 違いあるいは2枚のフィルムの厚さの違いや厚さムラが原因とも考えられますが、フィルム自体が持 っている異方性すなわち分子配向によって発現すると考えることもできます。したがって、特に異方 性が大きくフィルム幅方向の取り位置によってその特性が大きく変わるPETフィルムを、包装材料 として使用する場合には、その配向角を管理することが重要となります。それにより、袋のカールが 原因で発生する給袋式自動包装機のトラブル防止にもつながると考えられます。 以上 6
© Copyright 2026 Paperzz