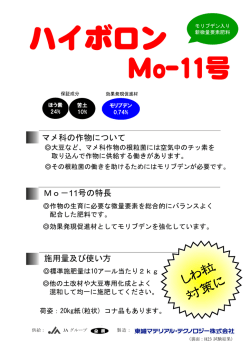
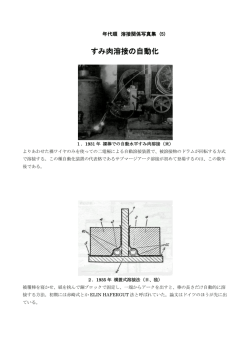
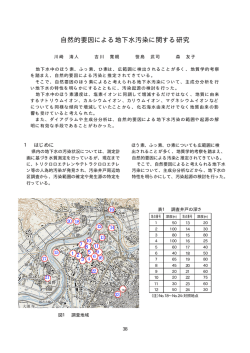
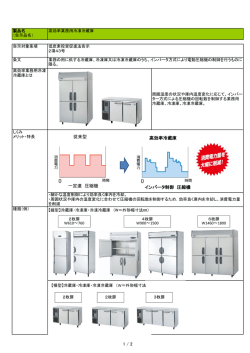
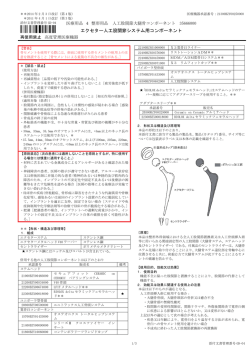
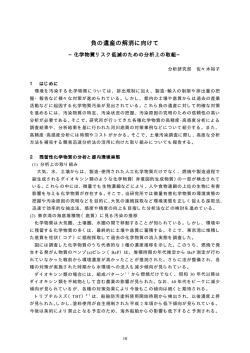
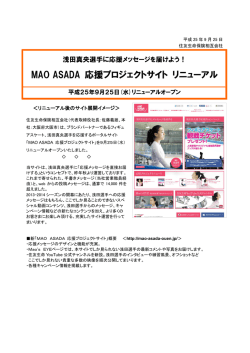
講演(1) マイクロアーク酸化(MAO)とほうろう 千葉工業大学 工学部 清水 紀夫 Electrolytic voltage Electrolytic voltage MAOは電気化学的手法による金属の陽極酸化である.アルマイトに代表される陽極酸化と異な るのは,電気化学的に陽極酸化領域を超えた火花放電をともなう不連続な金属の酸化反応である. 金属表面に生成する金属酸化物は結晶性であることも特徴である.原理は 19 世紀後半には明らか になっていたが,実用的技術まで進歩しなかった.その理由は装置を含めた反応制御の困難性と反 応が不連続であることによると考えられる.この反応はプラズマ電解酸化(PEO)とも呼ばれ用 語が統一されていない.このような技術が最近注目されはじめたのは,軽金属の強化,耐摩耗性, 耐食性,耐熱性等を向上させる表面改質技術としてである.その背景には電源などの進歩による反 応の制御技術進歩があると考えられる.しかし,反応機構など基礎的な部分では解明されていない 問題も多い. われわれは基礎的な研究を中心におこなっている.実験装置は図1にその代表例を示す.陽極に 酸化させる金属板を,陰極に高密度カーボンを用いている.両電極間に高電圧(数百V以上,金属 により異なる)をかけると図2の模式図に示すように,電圧が直線的に上昇したのち,ほぼ一定と なり振動をはじめる.電圧の直線部分が陽極酸化領域で,振動しているほぼ一定値である領域がM AO領域である.振動は放電による不連続反応を示している. Dielectric Dielectric breakdown breakdown MAO 20mm Carbon electrode Electrolytic aqueous solution 50mm Φ16 Aluminium Magnification figure specimen masking film Glass vessel MAO Anodic oxidation Time Time 図 2 陽極酸化,MAO処理の電圧経時変化 図1 Al 基板 MAO 処理装置および試料片の概略図 MAOが可能な金属はアルミニウム,チタン,ジルコニウム,マグネシウムなど,いわゆるバル ブ金属である.これはMAOの前段階での陽極酸化領域で,安定で電気抵抗の高い膜が条件である と考えられる.同様に使用できる電解溶液もその条件を満たすものと考えられる.表1にわれわれ が調べたアルミニウム,チタン,ジルコニウム3金属の電解溶液選択の結果の一部をまとめた.こ れからわかるように, アルカリ性電解溶液が基本であることがわかる. アルミニウムを例とすれば, 陽極酸化処理であるアルマイト処理溶液として知られているシュウ酸溶液や硫酸溶液ではMAOが できないことがわかり,MAO反応が陽極酸化と異なることがわかる. 表1 電解水溶液の違いによるMAO処理の可否 LiOH KOH NaOH K3PO4 Na3PO4 K4P2O7 Na4P2O7 Li2CO3 Al × ○ ○ × × ○ ○ × Ti × × × ○ ○ ○ ○ × Zr ○ ○ ○ ○ ○ ○ ○ ○ ※ K2CO3 Na2CO3 H2SO4 Na2SiO3 Al ○ ○ × ○ Ti × × × ○ Zr ○ ○ × ○ Al 濃度:0.025mol・dm-3 電流密度:2A・dm-2 Ti 濃度:0.01mol・dm-3 電流密度:4.4A・dm-2 Zr 濃度:0.01mol・dm-3 電流密度:4.4A・dm-2 ※ 濃度:0.0125mol・dm-3 講演(1) 図3にリン酸アルカリ金属塩電解水溶液によるチタンのMAO処理表面膜のSEM写真を示した. これからわかるように, 電解水溶液種により生成する膜の様子が異なることがわかる. したがって, 目的の膜を得るためには電解水溶液の選択が重要である.また,これらの膜は図4(アルミニウム の例)に示すように,緻密な層と多孔層との二層構造と考えている.膜の厚さは一般的に数十マイ クロメーターと考えている. γ-Al2O3 (porous) Aluminium substrate 図 3 リン酸アルカリ金属塩電解水溶液による γ-Al2O3 + α-Al2O3 (high-density) 図 4 MAO 処理による酸化膜構造(Al) Ti-MAO 処理の表面SEM 像 この金属表面に生成するMAO膜をほうろうの界面として考える検討を始めている.ほうろうは ガラスの反応性を利用して, 熱電気化学的に金属とガラスの界面をつくりだしていると考えられる. この熱電気化学的反応は予想以上に強力で,その制御性は良くないと考えられる.また,金属と反 応して界面をつくりだす活性の高いガラス(下釉)が必要である.そこで,MAO膜を利用するこ とにより新しいほうろうの可能性が生まれると考えている.もちろん,基材である金属種にMAO 処理条件から制約がある. ① 事前にほうろう界面を設計できるので,薄膜ほうろうの実現性が高まる. ② 界面をつくりだす活性の高いガラス(下釉)が使用できる. ③ ほうろうの性能だけを考えたガラスが使用できる. ④ パターンほうろうが可能となる. ⑤ 結晶/ガラスの複合膜が実現できる ⑥ ほうろう可能な金属種の拡大ができる. ⑦ 低温焼成ほうろうが可能となる. このような新しいほうろうの世界が開けると信じている. 参考文献 清水紀夫;表面技術,58,347(2007) 高橋宣光,船坂秀典,清水紀夫;Jounal of the Ceramic Society of Japan,113,429(2005) 高橋宣光,船坂秀典,米本ゆりか,清水紀夫;Jounal of the Ceramic Society of Japan,113,743 (2005) 高橋宣光,久保田哲也,金村暢子,清水紀夫;Jounal of the Ceramic Society of Japan,113,799 (2005) 高橋宣光,米田周平,清水紀夫;Jounal of the Ceramic Society of Japan,114,277(2006) 講演(2) ほう素・ふっ素の水質汚濁防止法に基づく排水基準について (社)日本琺瑯工業会 大野登美蔵 1.排水水質基準制定の経緯 ほう素・ふっ素については、人体への健康被害を防ぐことを目的に、平成 11 年 2 月に環境基準合が設定された。 (ほう素 1mg/l,ふっ素0.8mg/l) 平成 12 年 12 月には、中央環境審議会により「水質汚濁防止法に基づく排出水の 排出、地下水浸透水の浸透等の規制に係る項目の追加等について」の答申がなされ、 この答申を受けて、平成 13 年7月に「ほう素・ふっ素等に係る排水基準」が設定さ れた。(ほう素 10 ㎎/l、ふっ素8㎎/l) 但し、この排水基準を直ちに達成させることが技術的に困難な業種に対して 3 年間 の経過措置を設けて、暫定排水基準を適用することとされた。(ほう素:11 業種、 ふっ素:16 業種) 暫定基準適用業種としてほうろう鉄器製造業及びほうろうわ薬 製造業は含まれた。この業種の暫定基準は次のとおり。 有害物質の種類 (1) ほう素及び その化合物 業種 許容限度 ほうろう鉄器製造業 (海域以外の公共用水域に 50mg/l 排出するものに限る。 ) 同 ほうろううわ釉製造業 同上 (海域以外の公共用水域に 排出するものに限る。 ) 同 15 ㎎/l ほうろう鉄器製造業 (1日当りの平均的な排出水の量が50㎥以上であり、 かつ海域以外の公共用水域に排出するものに限る。 ) 同 ほうろううわ釉製造業 15mg/l (1 日当りの平均的な排出水の量が50㎥以上であり, かつ海域以外の公共用水域に排出するものに限る。) 同 ほうろう鉄器製造業 25mg/l 1 日当りの平均的な排出水の量が、50㎥未満のものにかぎる。 ほうろううわ釉製造業 25mg/l (1日当りの平均的な排出水の量が、50㎥未満のものに限る。 ) (2)ふっ素及び その化合物 ほうろう鉄器製造業 (1日当りの平均的な排出水量が 50㎥以上で、海域以外の公共 15mg/l 講演(2) 用水域に排出されるものに限る。) ほうろううわ薬製造業 15mg/l (1日当りの平均的な排出水量が 50立方メートル以上で、海域以外の 公共用水域に排出されるものに限る。 ) ほうろう鉄器製造業 25mg/l (1 日当たりの平均的な排出水の水量が 50㎥未満のものに限る。 ) ほうろううわ薬製造業 25mg/l (1日当りの平均的な排出水の量が 50㎥未満のものに限る。 ) 以上は暫定排水基準であり、本来の排水基準を定めている省令で、海域に排出される ものは、次のとおりで、改正されていない。 ほう素及びその化合物 1リットルにつきほう素230ミリグラム ふっ素及びその化合物 1リツトルにつきふっ素15ミリグラム 以上の暫定排水基準は、平成 13 年 7 月 1 日から平成 16 年 6 月 30 日までの間適用さ れていたが、これが平成 19 年 6 月まで延期された。しかし各業界で延長を望む希望が 高まり、環境省はこの暫定基準を平成 22 年 6 月 30 日まで更に 3 年間延ばすことにし た。 しかし単なる延期ではなく、次のようなフローアツプ技術委員会(仮称)の実施によ り今後3年間に環境基準の達成が求められる。 2.フォローアツプ技術委員会(仮称)の実施 平成19年7月から暫定排水基準の適用を受ける業種について、次回の見直し(平成 22年)に向けてフオローアップが実施される。 各業界は平成19年7月に今後3年間の取組方及び達成目標について計画書を作成 する。 計画内容は、排水濃度の引き下げ、暫定基準の強化、一律排水基準達成の目標を定め ることが要請される。 この委員会は、環境省、経済産業省など関係省庁共同の専門家で構成され、各年開催 される。処理技術、回収ふっ素の扱いなどや流通の枠組みつくり等の仕組みについても この委員会の助言をうける。 講演(3) 優環境型無機顔料の設計と今後の展望 東罐マテリアルテクノロジー㈱ 的田 達郎 [緒言] 近年、環境問題に対する認識の高まりや,製造物責任あるいは ISO−14000 への対応の 為,材料単体の安全性だけでなく,廃棄処理の段階まで考慮し、環境に対する負荷の少な い原材料を選定する動きが世界的に強くなってきている。 従来より、陶磁器、琺瑯、ガラス、セラミックス、プラスチック用着色剤として使用さ れる複合酸化物系顔料においても、それは例外ではなく、例えば電気・電子機器用部材を 中心とした「グリーン調達調査共通化協議会」への対応から、環境に有害な元素を含まな い優環境型顔料の開発が強く望まれている。 一般的に、複合酸化物系顔料は、CPMA に分類される 14 種類の結晶型の 53 種類が知ら れており、これらの組成中にはアンチモン、クロムのような遷移金属が含まれているもの が多い。複合酸化物系顔料として最も需要の高いものは Ti-Sb-Cr 系バフイエローであり、 次いで Ti-Sb-Ni 系のイエローである。これらの顔料は、高温焼成により生み出される極め て強固で安定した結晶構造を有しており、熱的、化学的に非常に安定である。 しかしながら、最近の例では、欧州 RoHS 指令における 6 価クロム、AP(89)1 をはじめ とした食品包装材料におけるアンチモンの規制等からも分かるように、いかに熱、化学的 に安定と言えども、その組成中にクロム、アンチモンを含有していること自体が問題視さ れていることも周知の事実である。その為、一部の用途ではクロムを含む顔料は使わない といった動きも出始めている。 こういった状況下において、我々は、特にクロム、アンチモンフリーの複合酸化物顔料 を開発することにより優環境対応企業としての確固たる地位を築く必要があると考えた。 今回は、チタンイエローのクロム、アンチモンフリー化を始めとして、当社における優 環境型複合酸化物系顔料の設計方法について述べる。 [内容] 優環境型複合酸化物系顔料の設計 1.チタンイエローのクロム、アンチモンフリー化 我々は、まずはチタンイエローの組成中のクロム、アンチモンを他元素に置き換えるこ とによりクロムフリー化を試みた。 Ti-Sb-Cr 系バフイエローの Cr に変わる発色元素として、Ni、Co、Fe を検討した。Ni、 Co については将来規制が厳しくなる可能性があるものの、現段階では使用可能である。 Sb の代りとしては,Nb、W を検討した。 講演(3) その結果、Ti-Sb-Cr 系バフイエローにおいては、Ti-Nb-Ni-Co 系顔料、Ti-Sb-Ni 系イエ ローにおいては、Ti-Ni-W 系、Ti-Nb-Ni 系、Ti-Fe-W 系の優環境型顔料の開発に成功した。 また、さらに、環境に有害な元素を一切含んでいないシュードブルッカイト型バフイエ ローの開発にも成功した。シュードブルッカイト型バフイエローは、チタン、鉄、アルミ ニウムを組成中に含み、特に淡色で使用する場合に Ti-Sb-Cr 系バフイエローと同等の色調 を有している。熱的、化学的安定性にも優れていることから、今後様々な用途において Ti-Sb-Cr 系バフイエローの代替品としての使用が期待される。 2.生分解性樹脂用顔料の開発 クロム等の環境に有害な元素を含まない顔料を開発する過程において、使用原料、組成 等を厳しく制限することにより、生分解性樹脂用の着色剤としても使用可能な顔料の開発 に成功した。この顔料は、生分解性プラスチック研究会(BPS 研究会)が規制する 14 種の 有害元素の規制値をクリアーしていることから、比類なき優環境型顔料とも言える。 3.今後の展望 今後、より一層、環境的観点から有害元素を規制する動きが強くなることは明白であり、 チタンイエローのクロム、アンチモンフリー化のみならず、他のあらゆる複合酸化物系顔 料(例えば Cu-Cr-Mn 系ブラック等)を環境対応型顔料として改良する必要がある。また、 生分解性樹脂用顔料にも見られるようなより高度の安全性を追求した製品の開発が求めら れている。 我々は、従来のチタンクロムイエロー等のクロムフリー化を始めとして様々な優環境型 顔料の開発に取り組んでいる。今後、あらゆる分野に使用可能な安全且つ高機能な複合酸 化物系顔料を提供していこうと考えている。 講演(4) 家電メーカーの環境対応と鋼板の表面処理 ―クロメートフリー化成処理鋼板の開発― JFEスチール スチール研究所 松崎 晃 1.家電製品を取り巻く環境規制動向 環境保護活動の高まりから環境負荷物質の使用を削減する動きが進んでいる。欧州では特定有害物質の使用制 限に関連する EU 指令 RoHS の中で、電気電子機器に含まれる使用禁止物質(鉛、6 価クロム、カドミウム、水銀 等)が規定され、2006 年 7 月に発効することが決定された。また、国内大手家電、事務機器メーカーは、環境に 配慮して購入を進める「グリーン調達」を推進しており、その中で環境負荷物質の利用・排出の削減に取り組ん でいる。 このような動向の中で家電・事務機器に使用される表面処理鋼板のクロメートフリー化が拡大している。 廃棄物の減量と資源の有効利用を通じて資源循環型社会を実現していくため、1998 年 12 月に部分施行された 「特定家庭用機器再商品化法」 (通称:家電リサイクル法)は、準備期間を経て 2001 年 4 月から本格施行された。 家電メーカーは、自ら製造した製品を回収し、部品および材料を分離して、エアコン 60%以上、テレビ 55%以上、 冷蔵庫・冷凍庫 50%以上、洗濯機 50%以上を製品の原材料または部品として利用することが義務付けられている。 家電 4 品目について 2004 年度の実績 8)を表1に示す。エアコン 82%、テレビ 81%、冷蔵庫・冷凍庫 64%、洗濯機 68%の再商品化率を達成している。各製品における再商品化された総重量に占める材料構成を見ると、テレビのブ ラウン管に使用されるガラスを除き、エアコン、冷蔵庫・冷凍庫、洗濯機では外装や部品(モーターなど)に鋼 板が多く使われていることから鉄の割合が高く、鉄鋼材料はリサイクルしやすい材料であるといえる。資源循環 型社会の構築に向けて鉄鋼材料のさらなる寄与が期待される。 表 1 家電 4 品目のリサイクル実施状況(2004 年度) エアコン 再商品化等実施義務 60%以上 再商品化率実績 82% 鉄 40% 再商品化 非鉄(銅、アルミニウム) 8% 総重量に 鉄・非鉄など混合物 47% おける ブラウン管ガラス 材料構成 その他有価物(プラスチック等) 5% テレビ 55%以上 81% 10% 5% 1% 73% 11% 冷蔵庫・冷凍庫 50%以上 64% 69% 2% 19% 10% 洗濯機 50%以上 68% 64% 2% 19% 15% 2.家電用表面処理鋼板の種類 家電製品に使用される表面処理鋼板は、化成処理鋼板とプレコート鋼板に大別できる。いずれも亜鉛めっきを ベースとしている。その理由は、亜鉛が大気中で優れた耐食性を示し、亜鉛めっきが損傷を受け、鋼が一部露出 した場合でも犠牲防食作用により鋼板の腐食を抑制する作用を有するためである。化成処理鋼板は、一時防錆程 度の耐食性や塗装性付与の目的の「一般化成処理鋼板」と、高度な耐食性や、耐指紋性、塗装性、潤滑性などの 機能を有する「高機能化成処理鋼板」に大別される。 「高機能化成処理鋼板」には、クロメート単層の「耐食クロ メート処理鋼板」や、クロメートと薄膜有機皮膜(1∼2μm)の 2 層皮膜から成る「有機複合被覆鋼板」がある。 これらの化成処理鋼板には耐食性を向上させるために 6 価クロム(クロメート皮膜)を使用している。 一方、プレコート鋼板は、鉄鋼メーカーで亜鉛めっき鋼板上に化成処理(塗装下地処理)と塗装を施したもの であり、主として塗膜機能により特性が決定される。塗膜設計により、高加工性、耐疵付き性、耐汚染性、耐食 性、抗菌性、意匠性、吸放熱性などの特徴を付与できる。 市販の家電製品、事務機器製品における表面処理鋼板の使用例を見ると、プレコート鋼板は意匠性、耐汚染性 などの機能を必要とする外装板として使用され、化成処理鋼板は、耐指紋性、導電性、耐食性、経済性などの観 点で内装材、パネル、シャーシに多く使用されている。 0 講演(4) 3.クロメートフリー化成処理技術 1970∼90 年代前半の従来技術 クロメートフリー化成処理技術に関する研究は、環境に対する世の中の動向に対応して、1970∼90 年代前半に 盛んに行われた。しかし、有力な代替技術が開発されなかったこと、クローズドシステムによる排水処理の普及 と製品面でのクロム溶出対策の確立、防錆鋼板のニーズの急速な増加により、クロメートフリー化成処理技術の 研究は実用化までに至らず、むしろクロメート皮膜を利用した高機能化、高耐食化が急速に進んだ。 1990 年代後半以降の最近の技術 1990 年代後半になると、欧州や国内の環境規制の動向を睨みながら、鉄鋼メーカー、表面処理薬液メーカーに よるクロメート代替技術の開発が本格化した。 クロメートの薄膜で優れた防錆作用をクロム以外の単体元素で達成することは非常に困難であることから、有 機樹脂(または無機系皮膜)によって腐食因子の透過障壁となる効果(バリア効果)と、防錆添加剤によって皮 膜欠陥部での腐食を抑制する効果(自己補修性)を、複合化させる検討が行われている。公開された論文・技術 発表は少ないが、多くの特許が開示されている。以下に有機系複合皮膜(または有機無機複合皮膜)と無機系複 合皮膜に分けて記載する。 (1) 有機複合皮膜(または有機無機複合皮膜) 腐食抑制剤としてチオカルボニル化合物が検討され、1 価金属と 2 価金属で中和されたエチレン系アイオノマ ー樹脂、アンモニアあるいはアミンで中和されたエチレン系アイオノマー樹脂に、チオカルボニル化合物を配合 した処理剤が開示されている。また、グアジニン化合物と、有機樹脂、エポキシ化合物、シラン化合物、チオカ ルボニル化合物などを含む処理剤が開示されている。 エポキシ樹脂と活性水素を有するヒドラジン誘導体を反応させた変性エポキシ樹脂皮膜、これに防錆添加剤を 配合した皮膜が開示されている。 ウレタン樹脂、シランカップリング剤の一部をシリカゾルの表面に結合させたシリカゾル含有シランカップリ ング剤、リン酸塩、オキシカルボン酸を含有した処理剤や、ウレタン樹脂などの水性樹脂、有機質潤滑剤、シラ ンカップリング剤、バルブメタル化合物が配合された有機樹脂皮膜が開示されている。 (2) 無機系複合皮膜 チタン化合物を利用した皮膜としては、過酸化されたチタン含有アニオンとリン酸を含有する処理剤を被覆し た皮膜、マンガン及びチタンの複合酸化物皮膜がある。また、バルブメタルの酸化物または水酸化物、及びフッ 化物、リン酸塩、有機酸などからなる皮膜、フッ化チタン化合物、リン酸(リン酸塩) 、チタン化合物を高分子化 するための酸化剤からなる処理剤などが開示されている。 バナジウム化合物を利用した皮膜として、バナジウムと金属化合物を含有する処理剤や、バナジウム化合物と 金属化合物を含有する処理剤が開示されている。 リン酸塩を用いたものとしては、多価金属リン酸塩化合物、キレート剤(ホスホン酸系、オキシカルボン酸系)、 腐食抑制剤からなる処理剤が開示されている。この腐食抑制剤は、イミダゾリン化合物を 4 級化剤によって 4 級 化して得られるイミダゾリウム化合物などや、ポリアミン化合物である。また、リン酸塩、硝酸塩、炭酸塩、硫 酸塩、酢酸塩などの金属塩(Al、Mn、Mg、V)とめっき金属との反応物と樹脂からなる皮膜が開示されている。 4.まとめ 社会的ニーズである地球環境保全に対し、クロメートフリー化技術は、確実に貢献していることは事実であろ う。今後、デジタル家電の発展、ユビキタスネットワーク社会の発展、ビジネスの一層のグローバル化など大き な変化が予測され、表面処理技術がそれらの変化に的確に対応し、機能・環境調和・コストパフォーマンスの最 大化、新機能の探索・創造などの観点で、ますます発展する事が期待される。 1 講演(5) より良い前処理に関する討論会 琺瑯部会幹事 1.はじめに 表面処理 ・・・基材の特長を活かし、耐候性・耐久性・意匠性等の向上 ・付着力(密着力)確保 ・欠陥のない表面処理層の形成 ・ホーロー ・塗装 ・メッキ ・薬剤 等 基材の適正な前処理が必須 2.ホーローの前処理方法 分 類 工程 管理項目 方法 工程 液管理 脱脂 ↓ 化 学 酸洗 的 ↓ Ni処理 物 理 的 油 焼 き その他 品質 脱脂:水ハジケ ・濃度 ・液温度 ディッピング法 スプレー法 作業環境 ・高温・多湿 酸洗:酸洗減量値 ・刺激臭(酸霧) ・ph ・処理時間 (作業環境・産廃等) ・不安全作業? Ni処理:付着量 ・油分分離 ↓ ・酸洗:第一鉄濃度 産廃 中和 ・Ni:水酸化鉄除去 ・廃液処理 ・中和:水酸化鉄除去 ・スラッジ処理 ブラスト ブラスト装置 ブラスト材質 ※事前脱脂の ブラスト粒径 の必要性? 混入異物の分級 焼成条件 焼成 空焼き ・温度・時間 保管→発錆の防止 表面粗さ 作業環境 ・粉塵 酸化増量 3.各前処理方法による技術課題の抽出 工程管理・品質管理・コスト・作業環境・産廃等における技術課題の解決を図る。 処理方法 技術課題 ・酸洗刺激臭に対する防止策 ・中和液の含水硼砂(排水)に替わるもの があるかどうか 化学的処理 解決の方向性 ・酸洗ミスト防止剤を使用し防 止している ・含水硼砂は無くても問題ない という結果出ている ・脱脂剤メーカーから購入、薄 い苛性ソーダではないか? ・(釉薬中の含水硼砂の方が問題ではない ・ か) ・琺瑯焼成後の前処理痕 ・乾燥炉ないの雰囲気(硫酸ミ スト等)の問題があるのでは ・酸洗減量値の鋼板メーカーによる違いあ ・製造する時の温度、成分によ り り違いあり ・脱脂剤の使用量が多い 物理的処理 ・ショットブラストでチップドワイヤーが突き ささる ・球状のブラスト材使用して足が滑りやす い ・ ・ ・ ・脱脂槽に熱交換器を入れ脱 脂剤の使用量が半減 ・砥石で削る。肉眼で検査。 ・使用禁止 ・ ・ ・
© Copyright 2026 Paperzz