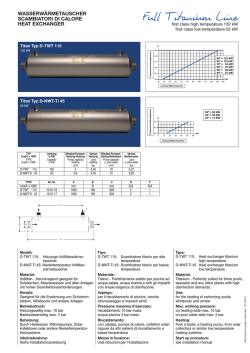
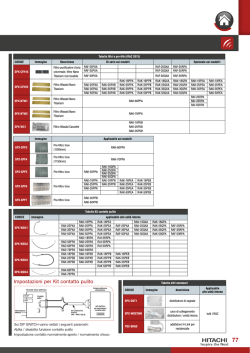
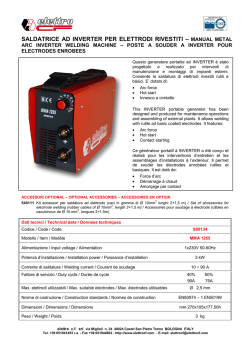
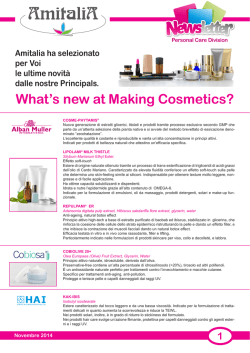
RESIDUAL STRESS ON TITANIUM ALLOY WELDED JOINTS Caterina Casavola, Carmine Pappalettere Politecnico di Bari – Dip. di Ingegneria Meccanica e Gestionale Viale Japigia, 182 – 70126 Bari (ITALY) [email protected], [email protected] ABSTRACT Recent improvements in welding technique (laser and electron beam welding) allow the utilization of high quality titanium welded components in naval industry. However some problems related to the welding, as deteriorated material properties, residual stresses and distortions, need further investigations. Residual stresses magnitude and distribution play an important role in determining the effective working strength of a welded component. In this work titanium grade 2 and 5 butt-plates welded by laser and electron beam techniques have been studied: residual stresses have been measured by hole drilling method using electrical strain-gage rosettes bonded at different position, in order to evaluate magnitude and distribution of residual stresses along the cord. Introduction Titanium and its alloys present an elevated strength/weight ratio, good mechanical properties at high temperatures too and high resistance to corrosion and attack of many acids. These characteristics makes this material attractive for numerous applications. Thanks to recent improvements in welding techniques, which allow the realization of high quality welded joints, the use of titanium alloys is spreading in numerous field ranging from aerospace to chemical industry. Naval industry, for which the corrosion in the aggressive sea environment constitutes a discriminating element in the choice of materials, is weighing possible applications of titanium. Structural application of titanium alloy are still under study, even if some coatings of ship bottoms are already realized as protection against corrosion, instead of the traditional protective paints, which can give pollution. Even if the costs for supplying titanium are still more expensive than aluminium or steel (but they are rapidly decreasing) and there are technological difficulties in welding operations (risk of contamination of melted bath from atmosphere), benefits in terms of improvements in mechanical and corrosion strength and in weigh reduction are important aspects which give reasons for studying this material and increasing its use in mechanical constructions. At present, there are no authorized rules or recommendations for titanium structures and some researches are ongoing, particularly directed on the comprehension of all phenomena related to welded components behaviour. Residual stresses practically exist in all rigid parts as consequence of the “history” of the manufacturing process of the structure. The heat supplied by a welding cycle, in addition to modification of the material’s microstructure, produces distortions and residual stresses in welded joints [1-2]. Although residual stresses are self-equilibrated systems, their effects on mechanical and fatigue [3] strength of materials are often relevant and requires to contemplate them in joint design. Residual stress field, superposed to a field of service stress, could produce local overload till to reach the yield point of material. Then it is important to know residual stress distribution, magnitude and orientation in order to consider their effects on performance of structures. Nothing is more wrong that assuming idealistic conditions of material in welded joint design: it is well known that compressive residual stresses decrease the buckling strength and that tensile residual stresses alter the load ratio during fatigue cycle and change component life [4]. Many problems on residual stress are still open. Titanium and its alloys, due to the low thermal conductivity, are suitable for laser arc and electron beam welding which above all have a limited heat affected zone (HAZ). But this do not prevent the development of residual stresses. The role of residual stresses on titanium welded components is not clearly explained. So, whereas new industrial application, particularly naval application, push for titanium utilization, the problem of residual stresses, which seems to be greater on material with high mechanical properties [5] like this material, represses its use. Large experimental data and/or reliable prediction model are needed to let titanium utilization more frequent. The incremental hole drilling method (HDM) has been used in this work to measure residual stresses [6] on welded plates in titanium grade 2 and 5 [7] using electrical strain gage rosettes. The plates are 3 and 1.5 mm thick, the welding technique are laser arc and electron beam. Materials Two different types of titanium alloy have been considered: titanium grade 2 and titanium grade 5. Titanium grade 2 is commercially pure titanium (CP). At room temperature it is in a hexagonal close-packed form (hcp) called α phase. At about 882°C allotropic transformation occurs and titanium changes in β phase (up to 1670°C) characterized by a body centred cubic lattice (bcc). The addition of alloying elements may modify the transition temperatures and determines which microstructure (α, α−β, β) is predominantly at working temperature. Titanium grade 5 is α−β phase. The material properties are directly related to its microstructure: α phase titanium has very high corrosion strength and excellent weldability with good ductility, but is relatively low in strength; α−β titanium alloy offers higher mechanical properties because the bcc is stronger than hcp. Both of these alloys may be used for structural (particularly naval) applications and have been chosen among the most easy available in adequate amount for naval industry. Table 1 reports the chemical composition of these materials. Table 2 reports some chemical and physical properties of titanium with respect to comparable steel, as indicated in data sheet of manufacturers. Density, coefficient of thermal linear expansion (CTE) and thermal conductivity in titanium are quite low with respect to steel. Ti grade 2 Ti grade 5 Ti 99.2 90 N 0.03 0.05 C 0.1 0.1 Fe 0.3 0.3 O 0.25 0.2 Al 6 Sn - Zr - Mo - V 4 Table 1 - Chemical composition Ti grade 2 AISI 1010 Ti grade 5 AISI 4340 Tensile Strength Yield [MPa] 275 305 1100 862 Tensile Strength Ultimate [MPa] 345 365 1200 1282 Modulus of Elasticity [GPa] Elongation at Break % Hardness Vickers Density [g/cc] 105 205 114 205 20 20 10 12 145 108 396 384 4.51 7.87 4.43 7.85 α CTE linear 20°C . [µm/m- °C] 8.6 12 8.6 12 Thermal Conductivity . [W/m K] 16.4 50 6.7 44.5 Table 2 - Chemical and physical properties Welded plates Chemical and physical properties of titanium alloys allow good weldability both by laser (LBW) and electron beam welding (EBW). The main problem of EBW is how to deal with the evacuated chamber needed by the process seeing all the welding operations must be performed in a shipyard. On the other hand, both LBW and EBW involves very high density power (do not need filling metal) and can achieve very deep penetration. So specific devices have been designed in order to develop welding systems suitable for realizing structures in naval environment [8]. Three types of welded plates and two specimens have been studied as indicated in Table 3. Material B C D E F Ti gr 2 Ti gr 2 Ti gr 5 Ti gr 2 Ti gr 5 Thickness t [mm] 1.5 1.5 3 1.5 3 Length x Width L [mm] x W [mm] 300x40 300x40 400 x 380 400 x 380 400 x 380 Welding technique Type of joint LBW LBW LBW EBW EBW butt butt butt butt butt Table 3 – Welded plates tested Both in EBW and LBW, the molten welded metal area has been shielded with a specific device and inert gas until 700°C in order to avoid contamination from the air and absorption of impurities which may lead to early failures. During welding operations, all plates have been constrained in 3 point in order to avoid the opening of the junction. Preliminary visual inspection has been conducted on all welded plates in order to examine the quality of the cord: the color appears silver and polished for all plates which indicates good gas protection without contaminations, the shape appears regular with no evident spray or notch. Then photomacrography and Vickers hardness (HV) measurements have been executed: both EBW and LBW butt joints presents notch on the right side, but all of them appear smooth (fig. 1); heat affected zone (HAZ) is very restricted and it is clearly visible only for 3 mm plates. HV values are slightly higher on LBW joint (fig.2-4). HV sup HV sup HV inf HV inf But E (magnification 50X) But F (magnification 25X) But D (magnification 25X) Fig. 1 – Photomacrography (by Leica DMRME microscope) 180 175 170 HV 0,5 165 160 155 150 145 140 -2 -1,5 -1 -0,5 0 0,5 1 1,5 2 Distance from midpoint cord [mm] Fig. 2 - Vickers hardness measurements on But E (along horizontal line) Distance from the top [mm] 380 HV sup 370 HV inf 360 HV1 350 340 330 320 310 -3 -2 -1 0 1 Distance from midpoint cord [mm] 2 3 0 340 -0,5 345 350 355 360 365 -1 -1,5 -2 -2,5 -3 HV1 Fig. 3 - Vickers hardness measurements on But F (along horizontal lines and vertical line) 370 375 380 Distance from the top [mm] 380 HV sup 370 HV inf 360 HV1 350 340 330 320 310 -3 -2 -1 0 1 2 0 340 -0,5 345 350 355 360 365 370 375 380 -1 -1,5 -2 -2,5 3 -3 HV1 Distance from midpoint cord [mm] Fig. 4 – Vickers hardness measurements on But D (along horizontal lines and vertical line) Test method A variety of techniques may be used for measuring residual stresses. The HDM consists of machining a hole in sequential steps and then measuring the resulting changes of strain with a 3-grid electrical strain gage rosette. During drilling, residual stress are gradually relaxed and strain gages allow to calculate the magnitude and the orientation of in-plane principal stresses. The measure device is simply composed of an automatic system (RESTAN, REsidual STresses ANalyzer) that carries out the measure of residual stresses with the hole drilling method in conformity of ASTM E837. The equipment includes a high speed turbine (300000 rpm) set in action from compressed air with carbide tungsten cutter and advance of 0.1 mm/min, an electric step by step motor for the vertical advance of cutter so as to realize the measures in subsequent steps, a microscope endowed of two orthogonal movements for the corrected positioning of cutter with the center of the hole of the 3 grid strain gages, two centesimal comparator. This equipment can execute precise drilling procedure [9-10]. This fact either limits introduction of additional stresses as a result of the unavoidable plasticization around the hole and locates univocally the starting point of drilling. The eccentricity and effective diameter of the hole can be optically measured. The measure of eccentricity helps to suitably correct the calculated residual stresses values [11]. In order to consider the variation of the residual stresses measured through the thickness, the power series method has been used [12-13]. The geometry of welded plates and strain gages locations are shown in figures 5-6-7 (rosette are bonded to the weld toe and positioned so that the machine can drill at the maximum distance of 1.5 millimeters between the weld toe and the centre of the hole). Fig. 5 - Geometry of welded plates (D-E-F) and drilled holes location Fig. 6 - Geometry of welded specimens (B-C) and drilled hole location Fig. 7 – Rosette bonded close to the weld toe number of HDM measurements 1 1 6 4 6 B C D E F location right side of plates right side of plates right side of plates right side of plates right side of plates distance of the centre of the hole from the cord 1.5 mm 1.5 mm 1.5 mm 1.5 mm 1.5 mm Table 4 – Test plan Results Figures 8 through 10 show some of the relaxed strains measured at different steps during drilling operations and the corresponding calculated residual stresses in the longitudinal and transversal directions with respect to the weld cord. Both strains and stresses are plotted against the hole depth h. Plotted residual stresses have been calculated by power series method [13]. Some strange values have been measured at the first drilling steps due to stresses probably produced during the surface preparation for strain gage bonding. At other depth, residual stresses express a more regular trend. Table 5 reports final residual stress values obtained both by ASTM and power series method. Using the ASTM procedure, measured strains in many cases describe a “non uniform stress field” in the thickness of the specimens (particularly on Ti grade 2 where HDM technique experienced some difficulties due to the material characteristics). However, table 5 shows that ASTM and power series calculations reach results in good agreement. In few cases, as for specimen B, an elevated gap have been found, but the magnitude of residual stresses is very low. 600.00 800 strain 1 strain 2 strain 3 Strain [me] 400 200 0 0 0.5 1 1.5 -200 2 s normal to the cord s longitudinal to the cord shear 400.00 2.5 Residual stress [Mpa] 600 200.00 0.00 0 0.5 1 1.5 -200.00 -400 -400.00 -600 -800 -600.00 Hole depth [mm] Hole depth [mm] Fig. 8 – Strain measured and calculated residual stresses on plate D (hole position: 2) 2 2.5 800 600.00 strain 1 strain 2 strain 3 400 400.00 Strain [me] 200 0 0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 -200 Residual stress [MPa] 600 200.00 0.00 0 0.2 0.4 0.6 0.8 1 1.6 s normal to the cord s longitudinal to the cord shear -400.00 -800 1.4 -200.00 -400 -600 1.2 -600.00 Hole depth [mm] Hole depth [mm] Fig. 9 – Strain measured and calculated residual stresses on plate E (hole position: 2) 600.00 800 strain 1 strain 2 strain 3 400 400.00 Strain [me] 200 0 0 0.5 1 1.5 2 2.5 -200 Residual stress [MPa] 600 200.00 0.00 0 0.5 1 1.5 2.5 -200.00 s normal to the cord s longitudinal to the cord shear -400 -400.00 -600 -800 2 -600.00 Hole depth [mm] Hole depth [mm] Fig. 10 – Strain measured and calculated residual stresses on plate F (hole position: 2) position of HDM measurements B C D D D D D D E E E E F F F F F F 1 2 3 4 5 6 1 2 5 6 1 2 3 4 5 6 ASTM count Power series count normal [MPa] 21,15 126,83 -70,13 69,06 120,06 101,50 119,93 113,12 59,44 96,20 39,56 24,64 26,83 51,29 67,82 113,93 75,46 108,17 normal [MPa] 10,10 136,59 -66,71 68,50 124,04 105,94 127,32 121,55 29,65 113,24 26,89 8,63 36,75 47,75 69,03 111,23 76,75 111,93 Error % 109,41 -7,15 5,13 0,82 -3,21 -4,19 -5,80 -6,94 100,47 -15,05 47,12 185,52 -26,99 7,41 -1,75 2,43 -1,68 -3,36 ASTM count longitudinal [MPa] 42,48 16,91 20,69 204,34 204,16 206,29 239,93 233,96 344,02 209,76 230,67 100,03 68,72 148,33 139,41 213,65 126,50 201,99 Table 5 – Calculated residual stresses (hole depth 1.5 mm) Power series count longitudinal [MPa] 42,09 18,36 0,59 216,84 209,39 221,83 252,97 257,38 359,32 256,22 218,31 108,60 131,28 163,45 150,46 221,23 134,05 219,27 Error % 0.93 -7.90 -5.76 -2.50 -7.01 -5.15 -9.10 -4.26 -18.13 5.66 -7.89 -47.65 -9.25 -7.34 -3.43 -5.63 -7.88 Figures 11 and 12 are referred to plates D and F respectively. Residual stresses values along the cord are reported in view of underline possible distinctive effects between LBW and EBW. 500 s normal (side A) s normal (side B) Residual stress [MPa] 400 s longitudinal (side A) s longitudinal (side B) 300 200 100 0 0 50 100 150 200 250 300 350 -100 Position along the cord [mm] Fig. 11 - Residual stresses along the cord for But D (Ti grade 5 – LBW – 3mm) 500 Residual stress [MPa] 400 s normal (side A) s longitudinal (side A) s normal (side B) s longitudinal (side B) 300 200 100 0 0 50 100 150 200 250 300 350 -100 Position along the cord [mm] Fig. 12 – Residual stresses along the cord for But F (Ti grade 5 – EBW – 3mm) Conclusion Analysis of residual stresses measured values suggests the following considerations. The magnitude and distribution of residual stresses found in titanium plates are affected by the material properties that rule temperature changes, thermal expansions and consequent shrinkages. Residual stresses are due to thermal stresses and non-elastic strains generated during welding. Thermal stress σ = α E T are lower for titanium than for steel plates (both Young modulus E and α are lower and only fusion temperature T is higher for titanium). Besides, due to low thermal conductivity, the heat move slowly inside the plates and this probably is responsible for a very narrow HAZ. Cooling is also slow. This could explain the regular distribution of residual stresses along the cord (fig. 11-12) for titanium welded plates with respect to steel ones [14-17]. As generally happen also on steel plates [14-17], longitudinal residual stresses measured are higher than transversal ones. External constraints utilized during welding operations to inhibit the opening of the junction have little influence on the transversal residual stress distribution. EBW and LBW on Ti grade 5 do not show essential differences in residual stresses peak values. The magnitude of residual stresses measured on Ti grade 2 is comparable with yield of material or even higher. Residual stresses on Ti grade 5 are largely less than half of the material yield point. The test done in this work are very expensive, but they are needed to perform a correct and realistic evaluation of stress field due to welding operations. Recent progress in the field of welding technique and titanium alloy applications in naval constructions suggest to deeply understand not only the genesis and the magnitude of residual stress due to welding, but also to investigate on the interaction with other mechanical phenomena such as fatigue and to develop effective prediction model to take residual stresses into account at the design stage. Acknowledgments All the LBW and EBW components have been realized respectively by Laser Laboratory of ENEA (Trisaia, Italy) and Electron Beam Laboratory of ENEA (Casaccia, Italy). The authors are very grateful to Eng. Marco Brandizzi (CALEF) for his useful suggestions. References 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. Masubuchi, K., Analysis of Welded Structures, Pergamon Press, Oxford, N.York, 1980. The Welding Institute, Residual Stresses and their Effects, Abington Hall, Cambridge, 1981. Yong-Bok Lee, Chin-Sung Chung, Young-Keun Park, Ho-Kyung Kim, Effects of redistributing residual stress on the fatigue behavior of SS330 weldment, International Journal of Fatigue, Vol. 20, N.8, pp. 565-573,1998. C. Casavola, C. Pappalettere, Residual stresses and fatigue strength of butt welded components, 2004 SEM Annual Conference and Exposition on Experimental and Applied Mechanics, Costa Mesa (USA), June 6-10, 2004. Handbook on Residual stress, Society for Experimental Mechanics, USA, 2005. ASTM E837 Standard method for determining residual stresses by the hole-drilling strain gage method, Annual Book of ASTM Standards, 2001. ASTM B265 Standard Specification for Titanium and Titanium Alloy Strip, Sheet, and Plate, 2006. Qi Yunlian, Deng Ju, Hong Quan, Zeng Liying, Electron beam welding, laser beam welding and tungsten arc welding of titanium sheet, Materials Science and Engineering, vol.A280, 2000. E. Valentini, M. Ferrari, S. Ponticelli, Metodologie di misura, AIAS - Studi per una proposta di raccomandazione sull’Analisi Sperimentale delle Tensioni Residue con il Metodo del Foro, Quaderno n. 3, pp. 53-67, March 1997. Beghini M., Bertini L., Raffaelli P., Numerical analisys of plasticity effects in the hole-drilling residual stress measurement, Journal of Testing and Evaluation, Vol.22, N.6, pp. 522-529, 1994. A. Ajovalasit, G. Petrucci, Influenza dell’eccentricità sulla determinazione delle tensioni residue con il metodo del foro, AIAS - Studi per una proposta di raccomandazione sull’Analisi Sperimentale delle Tensioni Residue con il Metodo del Foro, Quaderno n. 3, pp. 13-19, March 1997. D. Vangi, Distribuzione non uniforme della tensione nello spessore, AIAS - Studi per una proposta di raccomandazione sull’Analisi Sperimentale delle Tensioni Residue con il Metodo del Foro, Quaderno n. 3, pp. 31-41, March 1997. G. S. Scajer, Measurements of non uniform residual stress using the hole drilling method. Part I – Stress calculation procedures, ASME J. of Eng. Materials and Technology, vol.110, 1988. Casavola C., Dattoma V., De Giorgi M., Nobile R., Pappalettere C., Experimental Analysis of the Residual Stresses Relaxation of Butt-Welded Joints Subjected to Cyclic Load, In Proceedings of 4th International Conference on Fracture and Damage Mechanics (FDM), Mallorca (Spain), 2005. Tso-Liang Teng, Chih-Cheng Lin, Effect of welding conditions on residual stresses due to butt welds, int. J. of Pressure vessels and Piping, vol.75, 1998. Ninh Nguyen T., Wahab M.A., The effect of weld geometry and residual stresses on the fatigue of welded joints under combined loading, Journal of Materials Processing Technology, pp. 201-208, 1998. Chiarelli M., Lanciotti A.,Sacchi M., Fatigue resistance of MAG welded steel elements, International Journal of Fatigue, N.21, pp. 1099-1110,1999.
© Copyright 2026 Paperzz