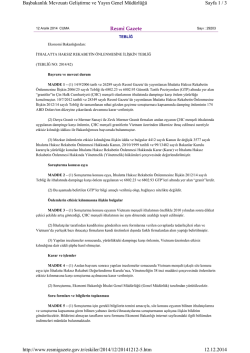
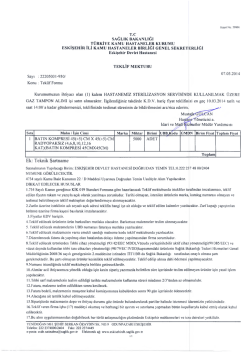
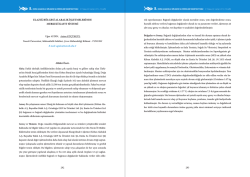
OTEKON 2014 7. Otomotiv Teknolojileri Kongresi 26 – 27 Mayıs 2014, BURSA GRANİT TOZU İLAVELİ FREN BALATASININ SÜRTÜNME DAVRANISININ İNCELENMESİ İlker Sugözü, İbrahim Can*, Cengiz Öner** Hanlar Bagirov* Mersin Üniversitesi, Tarsus Teknoloji Fakültesi, Otomotiv Müh. Böl. Mersin * Cumhuriyet Üniversitesi Teknoloji Fakültesi, Otomotiv Müh. Böl. Sivas ** Fırat Üniversitesi Teknoloji Fakültesi, Otomotiv Müh. Böl. Elazığ ÖZET Otomotiv disk frenlerinde kullanılan fren balataları genellikle birçok kompenentin bileşiminden yapılır. Bir fren balatasından istenilen temel özellikler, standartlara uygun aşınma direnci, sürtünme katsayısı ve ekonomik olmasıdır. Frenleme sırasında sürtünme nedeniyle fren balataları aşırı ısınmaktadır. Aşırı sıcaklık nedeniyle balataların frenleme performansı değişebilmekte veya balatalar mekanik deformasyona uğramaktadır. Bu çalışmada, Granit tozunun fren sürtünme malzemelerinin sürtünme özellikleri üzerindeki etkisi araştırılmıştır. Bir deneysel formülasyonla %2, %6 ve %10 granit tozu içerikli 3 farklı sürtünme malzemesi üretilmiştir. Bir fren dinamometresi kullanılarak sürtünme malzemelerinin tribolojik özellikleri elde edilmiştir. %2 ve %6 granit tozu içerikli sürtünme malzemeleri, sürtünme ve kayma direncinde iyileşmeler göstermiştir. Anahtar Kelimeler: Fren balatası, Granit, Sürtünme, Aşınma INVESTIGATION OF FRICTION BEHAVIOR OF GRANITE POWDER ADDED BRAKE PADS ABSTRACT Brake linings which are used in automotive disk are usually composed of various components. The expected properties of a brake lining are the standards value of wear resistant, the friction coefficient and economical manufacturing. Brake lining extremely warms up during braking due to friction. The braking performance of braking lining has been changeable or braking lining has been undergone to mechanical deformation due to excessive temperature. In this study, the effect of granite powder in the brake friction material on various aspects of friction characteristics was investigated. Three friction material specimens were produced based on an experimental formulation, and they contained 2%, 6% and 10% granite powder, respectively, fixing the composition of other ingredients. Tribological properties of the friction materials were obtained using a brake dynamometer. Results showed that the friction materials containing 2% and 6% granite powder improved friction stability and fade resistance. Key Words: Brake pad, Granite, Friction, Wear 1. GİRİŞ Atık olarak elde edilen çeşitli ürünlerin depolanması veya doğaya doğrudan terk edilmesi çevre kirliliği dahil topluma çok büyük olumsuz etkileri bulunmaktadır. Günümüzde, çeşitli ürünlerin üretimi esnasında elde edilen yan ürün veya atıkların değerlendirilmesi üzerinde yoğun olarak bilimsel çalışmalar devam etmektedir. Atıkların yani ürünlerin elde edilmesinde veya mevcut ürünlerde katkı maddesi olarak kullanılmaları mümkündür. Atık malzeme ve yan ürünlerin değerlendirilmesi, hem çok kısıtlı olan doğal malzemelerin kullanımını azaltmak doğanın tahrip edilmesini önlemekte, hem de malzemelerin atılmak üzere depolanması durumunda çevrede meydana gelebilecek problemleri en aza indirmektedir. Düzgün geometrik şekil alabilmesi için granit bloklarının işlenmesi sırasında oluşan yan ürünlerde atık sınıfına girmektedir. Bu ürünlere istenilen şekillerin verilebilmesi için kesilmesi gerekmektedir. Bu ürünlerin kesme işlemi sonunda toz ortaya çıkmaktadır. Bu tozlar sedimentasyon yöntemi ile çökeltilmekte veya doğrudan araziye bırakılmaktadır [1]. Granit tozu, en küçük boyutlu granit atıklarıdır. Granit işleme tesislerinde blokların ve plakaların kesilmesi sırasında oluşan ve büyük çoğunluğu da 250 μm'nin altında olan granit tanecikleridir. Kesme işleminde su kullanılması nedeniyle suyla birlikte çökeltme havuzlarına taşınır. Havuzlarda çökelen granit tozu daha sonra atık sahalarına alınmaktadır [2]. Bu miktarın çok büyük bir kısmı atık olarak kalmakta ve çevresel problemlere neden olmaktadır. Tesislerde işlenen granitlerden toz ve kırıntı atıkları, işlenen granitlerin yaklaşık olarak % 30’unu oluşturmaktadır [3]. Değişik sanayi kollarında kullanım alanı bulabilen kırıntı granit atıkları, alternatiflerinin yerine kullanıldığı takdirde çok daha ucuz bir girdi olabilmektedir. Granit tozu atıkları; inşaat sektöründe mozaik, harç, sıva, karo vb. üretiminde, seramik sanayinde sır üretiminde, çimento sanayinde beyaz çimento üretiminde ve kağıt sanayi, tarım ve gübre sanayi, yem sanayi, diğer bazı sanayi sektörlerinde katkı malzemesi olarak kullanılmaktadır [2]. Buna rağmen katılan miktarın düşük oranlarda olması, atık sahalarında büyük yığınlar oluşmasına neden olmaktadır. Tekrar değerlendirilemeyen atıkların çevre için problem oluşturduğu bilinen bir gerçektir. Çevre kirliliğinin önlenmesi, atıkların ekonomiye yeniden kazandırılmasına ve buna bağlı olarak yeni kullanım alanlarının oluşturulmasına bağlıdır. Dolayısıyla çevre kirliliğinin azaltılması için atık olan bu tozların farklı endüstri alanlarında değerlendirilmesi faydalı olacaktır. Granit, volkanik bir taştır ve yer kabuğunun diplerindeki erimiş magmanın, milyonlarca yıl yavaş yavaş kristalize olmasıyla oluşmuştur. Granitin ana mineralleri, quartz ve feldspat ile amfibole, piroksen ve mika gibi ikincil minerallerdir. Doğadaki en sert yapı malzemesidir. Sertlik derecesi 6-7 mohs'tur. Granit ısıya ve çizilmelere karşı yüksek derecede dayanıklıdır. Granitte bulunan feldisipat en düşük su emişini gerçekleştirir. Aşınmaya, basınca, darbeye karşı dayanıklı, ayrışmaya karşı direnci yüksek ve her türlü hava koşuluna son derece dayanıklıdır [4-5]. Bu çalışmada, granit işleme fabrikalarından üretim artığı olarak çıkan toz atıklarının fren balatası üretiminde kullanılabilirliği araştırılmıştır. Granit tozunun kullanılmasıyla balatanın sıcaklığa ve aşınmaya karşı direnç kazandırması amaçlanmıştır. Ayrıca granit atıklarının değerlendirilmesi konusunda granit işletmecilerine ve ülke ekonomisine kaynak sağlayacağı gibi bu işletmelerin çevre kirletici özelliğini de büyük oranda katkı sağlaması planlanmıştır. 2. MATERYAL VE METOT 2.1. Balata Üretimi Granit toz atık numuneleri, tane boyutu dağılımının belirlenmesi amacıyla eleme işlemine tabi tutulmuştur. Numunelerin nemi yüksek olduğu için etüvde kurutularak eleme işlemine hazır hale getirilmiştir. Üretilen numuneler fenolik bağlayıcılı balatalar olup, üretim metoduna göre presleme yoluyla üretilmiş balata grubuna girmektedir. Bu balataların üretiminde asbest içermeyen takviye malzemeleri ve belirlenen diğer bileşenler yüksek sıcaklıkta termal bozulmayı önleyecek ve balatanın mekanik ve tribolojik özellikleri güçlendirecek şekilde seçilmiştir. Üretim esnasında malzeme oranları belirlemede hesaplama kolaylığı için kütlesel oran esas alınmıştır. Tablo 1. Karışımdaki malzeme oranları (% Kütlesel) Malzeme BG-2 BG-6 BG-10 Reçine Bakır Al 2 O 3 Cashew Grafit Prinç Tozu Granit Barit TOPLAM 20 4 3 4 10 2 2 55 100 20 4 3 4 10 2 6 51 100 20 4 3 4 10 2 10 47 100 Tablo 1’de belirlenen oranlarda hazırlanan karışımların homojenliğini sağlamak için karışım 90 d/dak hızda 10 dakika karıştırılmıştır. Karıştırma işleminden sonra karışım 25,4mm×25,4mm’lik kalıpta 10000 kPa basınçta sıkıştırılarak balataya ön şekillendirme verilmiştir. Daha sonra karışım 150°C sıcaklıktaki pişirme kalıbında 18000 kPa basınç da 60 saniye aralıklarla havalandırılması yapılarak 10 dakika pişirilmiştir. Bu sayede malzeme bünyesinde bulunan suyun ve sıcaklık neticesinde balata bileşenlerinin oluşturduğu buharların dışarı atılması sağlanmıştır. Numunenin kalıp zımba yüzeyine yapışmasını önlemek için araya alüminyum folyo konulmuştur. Kalıptan çıkartılan numuneler ortam sıcaklığında soğumaya bırakılmıştır. Her balata malzemesinden dört tane üretilmiştir. Balata üretim parametreleri Tablo 2’de verilmiştir. deney seti kullanılmıştır. Deney düzeneğinde dönme sırasında balata ile fren diski arasındaki sürtünme kuvvetini ölçmek için yük hücresi kullanılmıştır. Böylece döndürme kuvveti, diskin dönmesi sırasında fren balatasına uygulanan basınçtan doğan sürtünme kuvvetinden dolayı balatanın disk ile beraber dönme isteği dikkate alınarak, elektronik olarak ölçülmüştür. Deney düzeneğindeki fren diskinin istenilen hız ve devirlerde kullanılabilmesi için invertör mevcuttur. Deneylerin standartlara uygun olarak yapılabilmesi için deney düzeneğine disk yüzey sıcaklığını belirlemek için her saniyede bir veri alabilen, -50 ile 1000°C aralıklarında çalışabilen infrared termometre konulmuştur. Deney işlemlerinde 116 HB (41.86 HRA) sertlikte ve 280 mm çapında gri dökme demirden üretilmiş fren diski kullanılmıştır. Test sırasında her saniyede sürtünme katsayısı kaydedilmiştir. Bu değerler sürtünme katsayısı-zaman grafiklerine dönüştürülmüştür. Böylece TS 9076’da fren balatalarının sürtünme katsayısının belirlenmesinde uygulanan, basınç sabit olarak uygulanmış olup hiçbir dış etkiye maruz kalmadan sürtünme katsayısı değişimi incelenmiştir. Ayrıca aynı basınçta aşınma testine tabii tutularak 32400 m yol alması sağlanmıştır. Bu deney sonunda her bir numune balata hassas terazide tartılarak kütle kaybı bulunmuştur. Bulunan kütle kaybı TS 9076’da verilen kütle kaybını esas alan formül ile hesaplanarak özgül aşınma değerleri tespit edilmiştir [6]. Tablo 2. Balata üretim parametreleri İşlemler Üretim Parametreleri Karıştırma Zaman 10 (dak) Yöntemi Toz karıştırıcı mikser Soğuk Zaman 3 Şekillendirme (dak) Sıcaklık(0C) Ortam sıcaklığı Basınç 10000 (kPa) Sıcak Zaman 10 Şekillendirme (dak) Sıcaklık(0C) 180 Basınç 18000 (kPa) 2.2. Deney Düzeneği Üretilen balataların aşınma, sürtünme katsayısı gibi özelliklerini belirlemek amacıyla Şekil 1’de gösterilen reaksiyonlar sonucu meydana gelen Sekil 1. Deney düzeneği 2.3. Deney Şartları Üretilen balatalar, sürtünme yüzeylerinin örtüşmesini sağlamak amacıyla numune yüzeyinin % 95'i disk yüzeyine temas edinceye kadar 250 kPa basınç altında 3 m/s hızda çalıştırılmıştır. Deneyler 1050 kPa balata yüzey basıncında ve 6 m/s hızda yapılmıştır. Deneylerde başlangıç sıcaklığı 40°C dir. Deneyler esnasında alınan sürtünme katsayısı ve zaman değerleri, aynı karışım ve özelliklerine sahip üretilen üç numuneden alınan değerlerin aritmetik ortalamasıdır. Her numune için sürtünme katsayısı, 6 m/s hızda 1050 kPa basınç altında 1 saniye aralıklarla kaydedilmiştir. Aşınma deneylerinde balata numuneleri 1050 kPa basınç altında yaklaşık 32400 m (32.4 km) yol yaptırılarak hesaplanmıştır. Bu değerler sürtünme katsayısı-zaman grafiklerine dönüştürülmüştür. Deneyler sonunda her bir balata numunesinin kütle kaybı hassas terazide tartılarak bulunmuştur. Bulunan kütle kaybı TS 9076’da verilen kütle kaybını esas alan formül (1.1) ile hesaplanarak özgül aşınma değerleri tespit edilmiştir [6-7]. Hazırlanan numuneler aşınma, sürtünme, sertlik ve yoğunluk testlerine tabi tutulmuştur. V= m1 − m2 2. π. R d . n. fm . ρ (1.1) burada, V spesifik aşınma (cm3/Nm), m 1 test öncesi balatanın kütlesi (g), m 2 test sonrası balatanın kütlesi (g), ρ balatanın yoğunluğu (g/cm3), R d deney diskinin çapı (m), f m sürtünme kuvveti (N), n devir sayısı. Numunelerin sertlik ölçümleri “Mettes” marka ölçüm cihazında Brinell sertlik yöntemi ile 1 kg. yük uygulanarak yapılmıştır. Sertlik ölçümleri için aşınan yüzeyden üç değişik yerden sertlik ölçümü yapılarak aritmetik ortalamaları alınmıştır. Numunelerin yoğunluk ölçümleri Arşimet terazisinde yapılmıştır. 3. DENEYSEL SONUÇLAR Bu çalışmada, granit fabrikalarından üretim artığı olarak çıkan granit toz atıklarının dolgu malzemesi olarak fren balatası üretiminde kullanılabilirliği araştırılmıştır. Aynı malzeme içeriğine sahip ancak farklı oranlarda granit tozu katkılı fren balatası üretilmiş ve otomotiv fren balata malzemesi olarak kullanılabileceği araştırılmıştır. Optimum oranın belirlenebilmesi için % 2, % 6 ile % 10 arasında değişen 3 farklı oran kullanılmıştır. Granit tozunun artışı, kütle içerisinde sürtünme katsayısına etkisi olmayan baritin azaltılmasıyla dengelenmiştir (Tablo 1). Granit tozu katkılı örneklerde sürtünme tabakası gelişim süreci, deneyin 35. dakikasından sonra sürtünme tabakasını oluşturan içeriklerin özelliğine göre sürtünme karakteristiği şekillenmiştir. Fren balatalarından istenen en önemli özellik, frenleme esnasında sürtünmeden dolayı açığa çıkan ara yüzey sıcaklığındaki artışa bağlı olarak sürtünme katsayısındaki değişimin minimum seviyede olmasıdır [8-9]. Şekil 2, şekil 3 ve şekil 4’de BG kodlu numunelerinin zamana bağlı olarak sürtünme katsayısı değişimleri incelendiğinde 0-90 dak. aralığında en düşük sürtünme katsayısı değerini ortalama % 32 sürtünme katsayısı ile BG-2 kodlu sürtünme malzemesi verirken, en yüksek sürtünme katsayısı değerini ortalama % 48 sürtünme katsayısı ile BG-10 kodlu sürtünme malzemesi vermiştir. Ostermeyer [10] sürtünme katsayısının dinamiği üzerine yapmış olduğu çalışmada sürtünme katsayısının ara yüzey sıcaklığındaki artışa bağlı olarak azalacağını belirtmiştir. Granit tozu ilaveli sürtünme malzemelerinde, ara yüzey sıcaklığındaki artışa bağlı olarak sürtünme katsayısı 45. dakikaya kadar artmış sıcaklığın artışıyla birlikte 45 dakikadan sonra şekillenmiştir. Genellikle sürtünme katsayısı (μ) 0.3 ila 0.7 arasında, sürtünme kuvveti ve disk-balata ara yüzey sıcaklığına bağlı olarak değiştiği literatürde vurgulanmıştır [11]. Şekiller incelendiğinde sürtünme tabakası gelişim sürecinin devamında sürtünme katsayısında inişli çıkışlı sürekli bir değişim görülmektedir. Anderson [12-13] bunun sebebini, sürtünme süresince disk yüzeyindeki temas bölgelerinin içine doğru ısının periyodik olarak sürekli değişmesinden kaynaklandığını belirtmiştir. Bu etkiden dolayı sürtünme katsayısında sürekli bir değişim meydana gelir. Ayrıca bu durumu Stachowiak ve Batchelor [15] sürtünme çiftlerinin yüzeyindeki pürüzlerde birleşme olması ve büyümesi ile açıklar. Bu durumda bir yapışma ve bir bırakma hali sürekli tekrarlanır, bu da sürtünme katsayısında sürekli artma ve azalmaya neden olur. Şekillerden görüldüğü gibi %10 oranına kadar granit tozu miktarının artmasına bağlı olarak sürtünme ortalamalarında artış meydana gelmiştir. Fakat, BG-10 numunesinin sürtünme performansı incelendiğinde stabil bir performans sergilemediği görülmektedir. Bu durum granit tozu oranının fazla olması ve balata içeriğini oluşturan kompenentin homojen bir şekilde karışmamasından kaynaklanabilir. Balatalardan istenilen en öenmli özellik yüksek sürtünme performansının yanında stabil bir sürtünme performansı göstermesidir. BG-10 kodlu numune yüksek sürtünme performansı göstermesine rağmen sürtünme performansı stabil değildir. BG-10 kodlu numunedeki stabil olmayan inişli çıkışlı sürtünme performansı disk yüzeyinde çizilmelere neden olmuştur. Fakat bu durum diğer BG kodlu numunelerde gerçekleşmemiştir. Bu içerik için balata kompenenti içerisinde %6’dan daha fazla granit tozu kullanılması, sürtünme performansını olumsuz etkilemektedir. 0,7 BG-2 Sürtünme Katsayısı (µ) 0,6 0,5 0,4 0,3 0,2 0,1 0 0 10 20 30 40 50 60 70 80 90 Zaman (dak) Şekil 2.BG-2 kodlu numunenin 1050 kPa basınçta sürtünme katsayısı-zaman grafiği 35. dakikaya kadar sürtünme performansında artış görülen BG-2 kodlu numune, disk sıcaklığının artmasıyla 35. dakikadan sonra sürtünme performansında düşüş meydana gelmiştir. Yapılan çalışmalarda sürtünmeden dolayı sıcaklık artışıyla birlikte balata disk yüzeyinde kayma (fade) oluşumunu meydana getirmiş ve sürtünme değerini düşürmüştür [14]. Bu durum BG-6 kodlu balata numunesinde 45. dakikadan sonra meydana gelmekte ve sürtünme performansı 45. dakikadan sonra düşme eğilimi göstermektedir. BG-10 kodlu numunenin sürtünme performansı için sürtünme tabakası oluşumu deneyin 50. dakikadan sonra şekillenmeye başlamıştır. Stabil bir Sürtünme Katsayısı (µ) 0,7 sürtünme performansı göstermeyen BG-10 kodlu balata numunesinin ortalama sürtünme katsayısı (μ) 0.48 olarak ölçülmüştür. Tüm numuneler içerisinde en yüksek sürtünme katsayısı ortalamasını 0.45 ile BG-10 kodlu numune vermektedir. Aynı içeriklere sahip diğer numuneler ile yapılan deneylerde BG-2, 0.32 ve BG-6, 0.42 sürtünme katsayısı ortalaması vermektedir. BG-10 kodlu numunenin sürtünme katsayısı BG-6 kodlu numuneden yüksek olmasına rağmen BG-6 kodlu balata numunesi daha stabil bir sürtünme performansı sergileyerek balatalardan istenil stabil sürtünme performansını sağlamaktadır. BG-6 0,6 0,5 0,4 0,3 0,2 0,1 0 0 10 20 30 40 50 60 70 80 90 Zaman (dak) Şekil 3.BG-6 kodlu numunenin 1050 kPa basınçta sürtünme katsayısı-zaman grafiği 0,7 BG-10 Sürtünme Katsayısı (µ) 0,6 0,5 0,4 0,3 0,2 0,1 0 0 10 20 30 40 50 60 70 80 90 Zaman (dak) Şekil 4.BG-10 kodlu numunenin 1050 kPa basınçta sürtünme katsayısı-zaman grafiği Tablo 3'de görüldüğü gibi birim alana düşen aşınma miktarlarında en düşük aşınma bileşen içerisinde %10 granit tozu bulunduran BG-10 kodlu balata numunesinden elde edilmiştir. En fazla aşınma % 2 granit tozu içeren BG-2 kodlu balata numunesinden elde ediliştir. BG–6 kodlu balata numunesi stabil bir sürtünme performansına bağlı olarak daha iyi bir aşınma direnci göstermiştir. Yani granit tozu oranı arttıkça aşınma miktarında azalma görülmüştür. Numune bileşimindeki granit tozu oranının artmasıyla üretilen balatanın sertliği artmış buna bağlı olarak aşınma miktarında azalmalar meydana gelmiştir. % 48 sürtünme katsayısı ortalaması sergileyen BG-10 kodlu balata numunesinin aşınma miktarı 0,352x10-6 iken aynı özelliklere sahip sadece %4 daha az granit tozu içeren %42 sürtünme katsayısı ortalaması sergileyen BG6 kodlu numunenin aşınma miktarı 0,387x10-6 olarak belirlenmiştir. BG-10 kodlu balata numunesinden %8 daha az granit tozu içerikli % 32 sürtünme katsayısı ortalaması sergileyen BG-2 kodlu balata numunesinin aşınma miktarı 0,413x10-6 olarak ölçülmüştür. Granit tozu oranı arttıkça sertlik miktarı artmaktadır. Deneyler sonucu sert olan BG-10 balata numunesinde diskin yüzeyin de çizik ve aşınmalar meydana geldiği görülmüştür. Granit tozu oranının fazla olması nedeni ile sertliği yüksek olan BG-10 kodlu balata numunesi diskin yüzeyini aşındırarak balata performansında olumsuz sonuçlar oluşturmuştur. Tablo 3. Farklı karışımlarda üretilen balata numunelerinin özellikleri Özgül Yoğunlu Sertli Ort. Sür. Aşınma Numunel k k Kat. 2 (gr/mm )x10 er (gr/cm3) (HB) (µ) -6 BG -2 0,413 2,09 20,07 0,328 BG -6 0,387 2,20 25,10 0,420 BG -10 0,352 2,25 32,33 0,480 SONUÇ Bu çalışmada, değişik oranlarda granit tozu ilave edilerek toz metalürjisi yöntemi ile balatalar üretilmiş ve üretilen balataların sürtünme-aşınma özellikleri incelenerek aşağıdaki sonuçlar elde edilmiştir. 1. % 6 granit tozu ilave edilmiş BG-6 balata malzemesi, 0,42 sürtünme katsayı oranı ile ara yüzey sıcaklığının artmasına bağlı olarak en kararlı sürtünme performansını göstermiştir. 2. Kütle bazında en fazla aşınma BG-2 numaralı örnekte, en az ise BG-10 numaralı örnekte elde edilmiştir. 3. Sabit hız da yapılan deneylerde asbestsiz granit tozunun sürtünme malzemelerinin özelliklerini elde edilebilir şekilde düzelttiğini göstermiştir. 4. Katkı maddelerinin miktar ve yoğunluklarına bağlı olarak Balataların yoğunlukları, farklılıklar göstermiştir. 5. Üretilen balataların TS 555 standardına göre fren balatası olarak kullanılabilir olduğu söylenebilir. Özellikle BG-6 balata numunesinden iyi sonuç alınması, balata üretiminde %2 ile % 6 arasında granit tozu ilavesinin kullanılabileceğini göstermektedir. 6. Granit toz atıklarının dolgu malzemesi olarak fren balatası üretiminde kullanılabilirliğine dair maliyet analizlerinin yapılması gerektiği anlaşılmaktadır. 7. Piyasa koşullarında, granit toz atıklarını kurutma, temizleme, öğütme maliyetleri araştırılmalıdır. Ekonomiklik analizlerinin olumlu olması durumunda, granit toz atıklarının dolgu malzemesi olarak fren balatası üretiminde kullanılması mümkün görülmektedir. Özellikle granit fabrikalarının yoğun olduğu bölgelerde, granit fabrika işletmecilerinin birlikte kuracakları eleme-öğütme, kurutma ve temizleme tesisi vasıtasıyla granit toz atıklarını endüstriyel kullanıma sunmaları, hem ekonomiye hem de işletmecilere artı değer sağlayabilir. 8. Granit atıklarının taşınma ve depolanma problemlerinin ve bununla birlikte çevreye verdiği zararların da en aza indirgenebilmesi için granit atıklarının belirlenen alanlarda kullanıldığı takdirde olumsuz yönlerinin çok düşük bir düzeye gerileyeceği ve granit sektörüne büyük faydalar sağlayacağı ve bununla birlikte ekonomik kazanımları da beraberinde getireceği düşünülmektedir. KAYNAKLAR 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. Terzi, S., Karaşahin, M., 2003, “Mermer Toz Atıklarının Asfalt Betonu Karışımında Filler Malzemesi Olarak Kullanımı” İMO Teknik Dergi, sayı 193, sayfa 2903-2922. Demir, İ., Başpınar, M. S., 2001, “Mermer Tozu Artıklarının (havuz çökeltisi) Hafif Yapı Blokları Üretiminde Kullanılması” Türkiye IV. Mermer Sempozyumu (MERSEM'2003) Bildiriler Kitabı 1819 Aralık 2001, sayfa 213-220 Kılıç, H., Sugözü, İ., Mutlu, İ., 2009, “Mermer Toz Atıklarının Otomotiv Fren Balatasında Kullanımının Frenleme Karakteristiğine Etkisinin Araştırılması” Mermer Atıklarının Değerlendirilmesi ve Çevresel Etkilerinin Azaltılması Sempozyumu, 16-17 Ekim 2009 sayfa 350-357. http://tr.wikipedia.org/wiki/Mermer#Granit.5B11.5 D erişim tarihi 17.01.2013 http://www.boem.com.tr/Granit_bilgi.pdf erişim tarihi 17.01.2013 Sugözü, İ., 2009, “Bor katkılı otomotiv fren balatası üretimi ve frenleme karakteristiğinin deneysel incelenmesi”, Doktora Tezi, Fırat Üniversitesi Fen Bilimleri Enstitüsü, Elazığ. TS 9076, 1991, “Fren Balataları-Malzeme Sürtünme Özelliklerinin Küçük Deney Parçaları ile Değerlendirilmesi”, T.S.E., 1. Baskı, Ankara. Persson, B.N.J., 1994, “Theory of Friction”, The American Physical Society, Phys. Rev. B 50, 4771– 4786. Tabor, D., 1996, “Friction as a Dissipated Process. Friction of Organic Polymers in Fundamentals of Friction”, Macroscopic and Microscopic Processes, Cilt 220, Pages 3-5. Ostermeyer, G.P., 2003, “On the Dynamics of the Friction Coefficient”, Wear, Volume 254, Issue 9, Pages 852-858. Moore, D.F., 1975, “Principles and Application of Tribology ”, Pergamon Press, Oxford. Anderson, A.E., 1992, “Friction, Lubrication and Wear Technology”, ASM Handbook, Vol. 8, 569577. Anderson, A E, 1992, “Friction And Wear Of Automotive Brakes, Friction, Lubrication And Wear Technology” ASM Handbook. Vol 18, USA. Stachowiak, G. W., Batchelor, A. W., 2001, “Engineering Tribology”,Heineman, Boston, V. 1.
© Copyright 2026 Paperzz