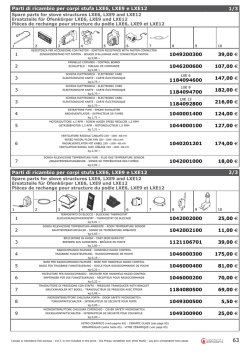
TECHNIK FÜR GEWINDE spécificités BASS / specialità BASS exemples / esempi TECHNIK FÜR GEWINDE petites dimensions à partir de Ø 1,0 mm piccole dimensioni da Ø 1,0 mm ALLROUNDER TARAUDS MACHINE MASCHI outils à queue extra-longue 1 outils MQL (micro lubrification) Progressivement, les tarauds en HSSE seront remplacés par des tarauds en HSSE-PM (acier fritté). utensili MQL outils spéciaux pour tous les groupes de produits utensili speciali per ogni gruppo di prodotto systèmes de fraises à fileter à plaquettes sistemi di frese per filettare con inserti mandrins de taraudage et accessoires 1 maschiatori ed accessori Certifié / Certificato secondo: DIN EN ISO 9001:2008 / VDA6.4 / EN ISO 14001:2004 Autres notices ainsi que le catalogue peuvent être téléchargés à partir de notre site: http://www.bass-tools.com/en/service/downloads Le altre brochure e l‘attuale catalogo potete trovarlo al seguente link: www.bass-tools.com/en/service/downloads TECHNIK FÜR GEWINDE Sous réserve de modifications. / Soggetto a modifiche. metallo duro www.bas s -t ools .com BASS GmbH & Co. KG Technik für Gewinde Bass-Strasse 1 97996 Niederstetten Allemagne · Germania Tel.: +49 7932 892-0 Fax: +49 7932 892-87 E-Mail:[email protected] Situation / Edizione 03/2014 carbure monobloc ID 030883 graduale sostituzione dal materiale HSSE al HSSE-PM maschi prolungati TECHNIK FÜR GEWINDE TECHNIK FÜR GEWINDE TARAUDS MACHINE BASS – UNE REFERENCE UNIQUE pour de nombreuses nuances d‘acier Type VARIANT VA VARIANT VA VARIANT VA DOMINANT VA45 DOMINANT VA45 DOMINANT VA45 DOMINANT VA45 DOMINANT VA45 MASCHI BASS – MASCHIO UNIVERSALE utilizzabile su numerosi tipi di acciaio Typo VARIANT VA – pour trou débouchant DOMINANT VA45 – pour trou borgne VARIANT VA – per foro passante DOMINANT VA45 – per foro cieco Avantages pour l‘utilisateur • coûts de fabrication réduits • fiabilité du process de fabrication que ce soit sur machines conventionnelles ou sur CU modernes • vitesses de rotation et de coupe élevées • durées de vie élevées • meilleure évacuation des copeaux avec revêtement HL même en microlubrification • avec queue extra-longue • en acier fritté1 Vantaggi per l'utilizzatore • bassi costi di produzione • ottimi risultati in maschiatura su centri di lavoro CNC ed anche su macchine tradizionali • alta velocità • elevata produzione • con rivestimento HL si ottimizza l'evacuazione dei trucioli anche con lubrificazione minimale • con gambo prolungato • in HSSE-PM1 type de trou exécution 1. VARIANT VA • pour trou débouchant • avec revêtement HL tolérance du filetage tolérancede qeue entrée 2. DOMINANT VA45 • pour trou borgne / 45° / profondeur de taraudage jusqu‘à 3×d • également disponible en entrée courte type E et classes de tolérance 6G, 7G et 6H+0,1 APPLICATION Exemple type de filetage Esempio fori TIN HL TIN SL TIN HL KA HL HL HL SL modello ISO2/6H ISO3/6G 2B ISO2/6H 2B ISO2/6H ISO2/6H ISO3/6G 7G 6H+0,1 2B ISO2/6H ISO3/6G 7G 6H+0,1 2B ISO2/6H ISO2/6H ISO3/6G 3B 6H mod ISO2/6H tolleranza di filettatura h9 h9 h9 h9 h9 h9 h9 h9 tolleranza del gambo B / 3,5-5,5 B / 3,5-5,5 B / 3,5-5,5 C / 2-3 E / 1,5-2 C / 2-3 C / 2-3 E / 1,5-2 C / 2-3 M / MF UNC / UNF G M / MF UNC / UNF G M / MF UNC / UNF G M / MF UNC / UNF G M Résistance à la traction / Resistenza alla trazione (N/mm²) M M / EG M 1. VARIANT VA • per foro passante • con rivestimento HL imbocco 2. DOMINANT VA45 • per foro cieco / 45° / profondità del filetto a 3×d • anche forma E per filettature con imbocco corto e con tolleranze 6G, 7G e 6H+0,1 tipo di filettatura IMPIEGO Vc m/min 1. ACCIAI 20 - 30 1.1 Ferro magnetico dolce 20 - 30 1.2 Acciaio da costruzione e da cementazione 20 - 30 1.3 Acciaio al carbonio 15 - 35 15 - 35 1.4 Acciaio legato / bonificato 10 - 20 10 - 20 1.5 Acciaio legato 2. ACCIAI INOSSIDABILI 6 - 12 2.1 Acciai ferritici / martensiti 6 - 12 2.2 Acciai austenitici 2.3 Acciai termostabili 3. GHISA 3.2 Ghisa sferoidale 3.3 Ghisa temprata 4. RAME 10 - 25 4.1 Rame puro / elettrolitico 15 - 35 4.3 Ottone (truciolo lungo) 4.4 Leghe di Cu-Al-Ni (truciolo corto) 5. ALLUMINIO 15 - 35 5.1 Allu. puro / leghe plastificabili d'allu. Si ≤ 0,5% 15 - 40 5.2 Allu. legato Si ≤ 6% 5.3 Allu. legato Si > 6% 6. TITANIO * NICKEL * 7. NICKEL * MATIÈRES SYNTHÉTIQUES * 8. MATERIE PLASTICHE * 1. ACIERS 1.1 Fer doux magnétique DC01 DC01 > 100 < 450 20 - 30 20 - 30 20 - 30 20 - 30 20 - 30 20 - 30 20 - 30 1.2 Aciers de construction et de cémentation E24 Fe360B-FN > 300 < 700 20 - 30 20 - 30 20 - 30 20 - 30 20 - 30 20 - 30 20 - 30 1.3 Aciers au carbone C45 C45 > 400 < 950 20 - 30 20 - 30 20 - 30 20 - 30 20 - 30 20 - 30 20 - 30 1.4 Aciers alliés / aciers pour traitement thermique 42CD4 G40CrMo4 > 450 < 950 15 - 35 15 - 35 15 - 35 15 - 35 15 - 35 15 - 35 1.5 Aciers alliés Z160CDV12 X155CrVMo12-1KU > 800 < 1250 10 - 20 10 - 20 10 - 20 10 - 20 10 - 20 10 - 20 2. ACIERS INOXYDABLES 2.1 Aciers ferritiques, martensitiques Z30C13 X31Cr13KU > 450 < 1200 6 - 12 6 - 12 6 - 12 6 - 12 6 - 12 6 - 12 6 - 12 2.2 Aciers austénitiques Z6CNDT17-12 X6CrNiMoTi17-12-2 > 400 < 950 6 - 12 6 - 12 6 - 12 6 - 12 6 - 12 6 - 12 6 - 12 2.3 Aciers réfractaires Z7CNA17-7 X7CrNiAl17-7 > 850 < 1550 3-8 3-8 3-8 3-6 3-6 3-6 3-6 3-6 3. FONTES 3.2 Fonte à graphite sphéroïdal FGS 400-15 GS400-12 > 350 < 1000 8 - 20 8 - 20 8 - 20 3.3 Fonte malléable MB 35-10 EN-GJMB-350-10 > 300 < 700 15 - 25 15 - 25 15 - 25 4. CUIVRE 4.1 Cuivre pur / électrolytique Cu-ETP Cu-ETP > 200 < 400 10 - 25 10 - 25 10 - 25 10 - 25 4.3 Alliages de cuivre (copeaux longs) CuZn37 P-CuZn37 > 150 < 700 15 - 35 15 - 35 15 - 35 15 - 35 4.4 Alliages Cu-Al-Ni (copeaux courts) CuNi10Fe1Mn CW352H > 150 < 700 10 - 20 5. ALUMINIUM 5.1 Alu non alliés / alliages corroyés d‘alu / Si ≤ 0,5% Al99,5 (1050) 4507 > 100 < 700 15 - 35 15 - 35 15 - 35 15 - 35 5.2 Fontes d‘alu ≤ 6% Si AS5U3 G-Al5,5Cu > 150 < 700 15 - 40 15 - 40 15 - 40 15 - 40 15 - 40 15 - 40 15 - 40 5.3 Fontes d‘alu > 6% Si AS10G G-AlSi9Mg > 150 < 900 15 - 40 15 - 40 15 - 40 15 - 40 15 - 40 15 - 40 15 - 40 15 - 40 6. TITANE * 7. 8. * voir tableau d‘application du catalogue BASS 8 - 15 15 - 25 15 - 25 15 - 25 15 - 25 10 - 20 Outil conseillé / Outil adapté – Utensile consigliato / Utensile adatto * Per materiali asteriscati vedi catalogo generale BASS. Applications entrée suivant DIN 2197 GUN, pour trous débouchants pour applications courantes entrée courte revêtement pour vitesse de coupe et performances élevées pour vitesse de coupe élevée et taraudage profond jusqu‘à 3×d Spécifications / Specifiche B / 3,5-5,5 (filets / filetti) C / 2-3 (filets / filetti) E / 1,5-2 (filets / filetti) TIN HL lubrification interne axiale (KA) pour une optimisation de la lubrification et de l‘évacuation des copeaux microlubrification acier fritté pour matières à haute résistance et amélioration de la durée de vie de l‘outil tolérances standard pour VA45 autres tolérances sur demande imbocco sec. DIN 2197 con imbocco corretto, per foro passante per impiego standard per filettature con imbocco corto rivestimento per alta velocità e durata elevata per alta velocità e profondità fino a 3×d lubrificazione interna assiale (KA) per migliorare la lubrificazione ed evacuare i trucioli MMS HSSE-PM outils à queue extra-longue (SL) pour trous difficiles d’accès tolérances standard pour VARIANT VA autres tolérances sur demande Applicazioni lubrificazione minimale acciaio super rapido in polvere per alta resistenza e miglior vita utensile maschi con gambo prolungato (SL) per filettature profonde ISO2/6H, ISO3/6G, 2B ISO2/6H, ISO3/6G, 7G 2B, 3B, 6H+0,1, 6H mod tolleranze standard per VARIANT VA altre tolleranze a richiesta tolleranze standard per DOMINANT VA45 altre tolleranze a richiesta
© Copyright 2026 Paperzz