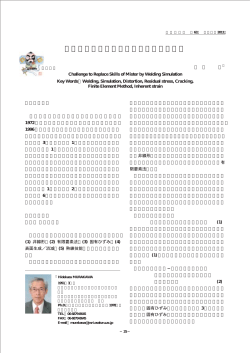
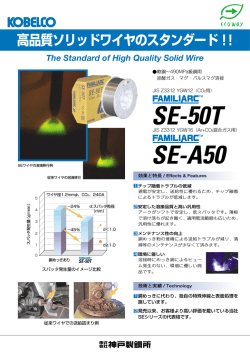
アルミニウム溶接におけるアークセンサの開発 21 Development of arc sensor in aluminum welding 宇治克将(Katsumasa Uji), 孫玉興(Yuxing Sun) 山根敏(Satoshi Yamane)准教授 株式会社IHI(IHI Corporation) パナソニック溶接システム株式会社(Panasonic Welding Systems Co.,Ltd.) As provision against global warming, it’s important to reduce the weight of structure. For this purpose, aluminum is one of optimum material. However, aluminum welding is difficult than metal welding and the sensor tracing welding line is not developed. By analyzing the arc phenomena, the technique detecting and tracing welding line is developed to practical field in stable welding. 地球温暖化への対策として、材料の軽量化が求められており、こ れを行うためにアルミニウムは最適である。しかし、溶接において 鉄材料より難しく、現在、溶接線を追跡するセンサは開発されてい ない。そこで、アーク現象を解明し、良好な溶接を行うための溶接 線の検出及び追跡技術を開発する。 1.背景と目的 4.アークセンサとは 近年、地球温暖化への関心が高まり、CO2の削減が世界的に重要な課題と して取り上げられている。 軽量で熱伝導性、比強度に優れるアルミニウムを構造材 として用いることができないか 問題点 安定した溶接を行うためには、ウィービング中心を溶接線の中心に一致させ 左右均等に溶滴を与える必要がある。 アークセンサ トーチ高さ(電極-母材間距離)が変化するとアーク負荷の電流-電圧特性が変化するとい う基本的なアーク特性を利用して、溶接位置などの変化を検出するために用いられる。 構造物の軽量化により燃費が向上し CO2削減につながる • アーク現象が不安定となり、高い溶接技術が必要となる • 溶接線を追跡するセンサは開発されていない 溶接トーチがウィービングの中心からもう一方へ移動し中心に戻るまでそれぞれ母 期間における溶接電流と電圧の平均値を比較してトーチ位置を修正することで、セ ンシングを実現する。 目的 アルミニウム溶接におけるアーク現象を解明し、良好な溶接を 行うための溶接線の検出及び追跡技術を開発する。 溶接の中心が合っているかの判別 2.アルミニウムの性質 溶融点[℃] 593~649 1530 1540~1650 1400~1427 630 1083 密度[g/cm] 2.80 7.86 4.43 7.90 1.77 8.93 熱伝導率[W/m・K] 137.0 60.4 7.5 16.0 159.0 385.0 電気伝導率[%対Cu] 35.0 17.2 1.0 2.4 40.0 100.0 耐力[N/m2] 101 179 909 206 200 69 引張強さ[N/m2] 212 315 999 588 250 213 アルミニウムの特徴 航空機、建築材、電気機器、化学プラントなどそ の適用範囲は多岐にわたっており、今後は自動 車、交通用車両、船舶などの輸送機器関係の構 造材に活用が期待されている。 • 比重が鉄の約35%と軽量 • 熱伝導率が高い • 比強度が大きい Base Metal 中心が合っている場合 3.システム構成 ロボット溶接システム 中心がずれている場合 揺動半周期の検出 システム構成 定置型6軸ロボット フルデジタル電源 コンピュータ(4台) 画像メモリ CCDカメラ 通信 Ethernetネットワーク OS RT Linux →リアルタイム制御 • トーチモーションに同期し て溶接電源、ワイヤ送給速 度、ロボットを協調制御 • 電源はフルデジタル電源 で、ソフトウェア制御してい るので、条件の変更が容易 • トーチ前方にCCDカメラ を固定 →電極ワイヤ直下の溶融 池を明瞭に観察 ・ シャッタが開いている 1 msの間 電流を 30A に下げる ・ 950nm バンドパスフィル タ 制御PC間の信号を検出しパルス波形として取り 込むことで、揺動半周期を検出した。 揺動半周期ごとの溶接電圧・溶接電流の平 均値を比較し、差がなくなるように制御する。 5.実験結果 溶接条件 ワイヤ送給速度:205ms 溶接電流:200A パルス周波数:200Hz パルス幅:2.5ms シールドガス:Ar100% ハイスピードカメラシステム 高速度カメラ 溶接トーチ 溶接ロボット 高速度カメラ •10000fpsで撮影可能 •溶接電流・溶接電圧をサン プリング周波数100kHzで同 時計測可能 溶接の様子を高速度カメラで撮 影し観察すると同時に、溶接電 流・溶接電圧を測定 母材 バックライト 溶融池撮影用CCDカメラ ワイヤ送給装置 ワイヤリール 中心がずれている場合、電極母材間距離が小さくなると溶接 電圧が小さくなり、溶接電流が 大きくなる。電極-母材間距離が 大きくなると溶接電圧が大きく なり、溶接電流が小さくなる。 Base Metal Torch Motion 銅 Voltage マグネシウム Current ステンレス鋼 Torch Motion チタン Voltage 普通鋼 Current アルミニウム合金 プッシュプル方式 プッシュ送給ロール フレキシブルコンジット プル送給ロール 溶接ワイヤ ワイヤ送給モータ 最適な溶接条件を検 討 アルミニウムワイヤは通常のワイヤよ りも軟らかく、送給装置と溶接トーチの 間で発生する摩擦抵抗や曲りなどで座 屈を生じ易すいので、安定な溶接状態 を維持できないという問題がある。 実際にすみ肉溶接を行い、高速度カメラ でその様子と電流・電圧波形を記録した。 揺動中にパルスごとに溶滴移行が 行われ、安定した溶接ができた。 6.まとめと今後の課題 • アルミニウム溶接を行うために、ワイヤ送給方式をプッシュプル方式に、送給装置の 駆動方式をダブル駆動に変更した。 • 揺動半周期を検出することができるようにした。 • すみ肉溶接実験を行い、その様子と電流・電圧波形を観察した。 • 揺動中にパルスごとに溶滴移行が行われ、安定した溶接をすることができた。 今後の課題 • ワイヤ送給方式を通常のプッシュ方 式からプッシュプル方式に変更 • 送給装置の駆動方式をシングル駆 動からダブル駆動に変更 • 半周期ごとの溶接電圧・溶接電流の平均値を計算し、比較する。 • 平均値の差がなくなるよう制御系を構成し、溶接を行う。
© Copyright 2026 Paperzz