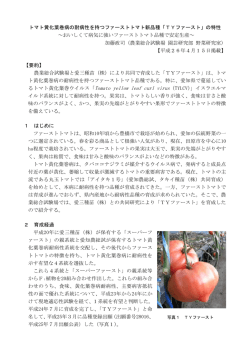
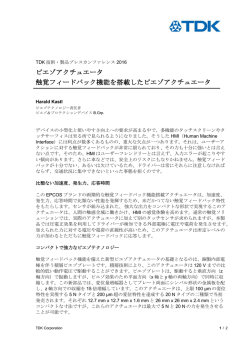
DCSリプレースにおけるPLC計装の選定視点と導入評価 住友精化社株式会社 別府工場 保全課 木原浩一 1、はじめに 当社の主な事業は大きく分けて精密化学品事業部、 機能品樹脂事業部、ガス事業部、エンジニアリング業 部の4事業部に分かれており、今回PLC計装システ ムを導入した汎用プラント(マルチ・プラント)は精 べ ふ 密化学品事業部に属し、兵庫県播磨町の別府工場に位 置している。(写真1)この汎用プラントの位置付け は試製研究を終了した製品群を大規模プラントへス ケールアップするための中間プラントであり、少量多 品種の医薬中間体および精密化学品を製造するバッ チプラントである。以下に、この汎用プラントへのP LC計装システム導入事例を示す。 (写真1 当社別府工場) 2、PLC計装システム導入の経緯 当汎用プラントには自動化を目的に従来から使用されている DCS が導入されていたが、少量多品 種の製品群製造のため、製造レシピが多岐にわたることから、原料仕込み工程、溶媒回収蒸留工程等 ごく限られた部分の自動化に留まっており、反応工程などの重要部分はオペレーターによる手動操作 が多く残された小規模プラントであった。近年、導入されたDCSにも老朽化が進み、特にHMIの ハードディスクの故障が懸念される事からリプレースが計画された。 今回の計画では「DCSへの更新」と「PLC計装システムへの転換」の両方について検討を行 ったが、特に次の項目について検討を重ねた。 ①システムのオープン化 ②ハードウエアの信頼性 ③ソフトウエア構築、変更の容易性 ④メーカーのバックアップ体制 ⑤設備投資コストの低減 3、PLC計装システム選定の理由 検討の結果、当社ではオムロン社製PLC計装システム CS1+SCADAソフト RS−Vi ew32を選定した。その選定理由は下記の通りである。 (1)システムのオープン化 現在ではDCSにおいてもオープン化の方向性を打ち出しているが、いち早くネットワークに着 眼したPLC計装は Ethernet を介してタッチパネルや汎用PCを用いたSCADAソフトを組み 合わせることが出来るオープンなシステム設計がなされている。そのオープン性を生かし、色々な メーカーから色々なアプリケーションが開発されそのバリエーションの多さはPLC計装の魅力 である。また化学プラントでは操業データーの保存・解析も重要な要素であり、トレンドデーター やアラーム情報といったプラント情報が市販の表計算ソフトを使用して解析出来るところも利点 といえる。 (2)ハードウエアの信頼性 PLCが発売され約20年の年月を経てPLCのハードウエアの信頼性も格段に向上してきて おり、DCSメーカーもPLCをベースにしたPLC計装の開発に力を入れてきている。オムロン 社では既存PLCシステムのCSシリーズをベースにPLC計装システムを構築している。このた めハードウエアの信頼性もそのまま継承し、またCPUユニットや電源の二重化、絶縁型入出力ユ ニットの開発にも対応し、高信頼性を実現している。 弊社ではユーティリティ設備である水管ボイラーのデーカーロガーとしてオムロン社製PLC を十数年来使用しているがトラブルもなく、この実績からもプラント制御に十分採用できると判断 した。 HMI に関しては今回、汎用PCに汎用SCADAソフトをアドオンしたシステムを採用したが、 汎用PCの不安定要素に対応すべく HMI を2台並列設置する事により冗長化を図っている。 (3)ソフトウエア構築、変更の容易性 オムロン社製PLC計装システムのプログラミングツールには「CX-Programmer」「CX-Process Tool」の2種類のツールが用意されている。「CX-Programmer」 はPLCのベースになっているC S1シリーズCPUのプログラミングツールで、PLC本来のラダーシーケンスの記述方式となっ ていて電気関係のエンジニアにはなじみの深い方式である。 また、「CX-Process Tool」では計装制御をおこなうループコントロールボード(LCB05)の プログラミングツールとなっている。 ループ制御のプログラミングはワークシート上に計器ブロックを貼り付け、マウスでブロック間 結合をおこなう方式を採用しており、ソフト構築を容易にしている。またワークシートにはコメン トの記入が出来るよう考慮されており、ソフト設計者以外の第3者が見ても内容が容易に判断でき、 またメンテナンス性も向上している。 LCB05でのシーケンス制御のプログラミングにはDCSメーカーでも多く採用されている シーケンステーブル方式が採用されている。当プラントで使用していたDCSのシーケンス制御も これと同じシーケンステーブルを使用していた為、プログラムの再検討、コーディングの必要が無 く、プログラムの移行が容易に行う事が出来ると判断した。 さらに、従来のシーケンサーが持つデバック機能もそのまま継承していて、運転中のオンライン モニタ、オンラインプログラミング機能も充実しており、プラントの立ち上げの際にその機能を発 揮する事はSEにとって容易に想像できると思う。 (4)メーカーのバックアップ体制 オムロン社ではプログラミングツールの簡単な無料セミナーや本格的な有料セミナーも定期的 に開催され、エンジニアの育成にも力を入れている。DCSメーカーでのセミナーは都心部での開 催が多く、長期間でまた高価なセミナーであり、ユーザー側にとってはエンジニアの育成を限定せ ざるを得ないが、PLC計装の場合、エンジニアリングの容易性から無料セミナーであっても十分 にそのプログラミングが可能でエンジニアの数を増やす事が出来る。 また、ハードウエアの故障対応には24時間サポートが準備されていて、突発的なトラブルにも 即座の対応が可能となっている点もその信頼性の向上に繋がっている。 (5)設備投資コストの低減 PLC計装システムの最大の魅力は、その価格にあるといえる。当プラントで使用していたDC SのHMIのみのリプレースにも莫大な費用がかかるが、今回導入したシステムはその半分の費用 で新システムへの移行が可能であった。DCSはその周辺機器についても汎用品が少なく、ハード ディスク、CRT、プリンタどれをとっても高価であったが、PLC計装システムは汎用PCを使 用するため機械が陳腐化しても短納期、低価格で高性能なものへアップグレードが出来、ランニン グコストの低減が可能となる。 (6)プラントの特性 先にも述べたように今回導入を決めた当プ ラントは少量多品種の製品を製造する小規模 バッチプラント(写真2)で、その重要工程 はオペレーターによるハンドリング操作が多 いためシステムに故障を生じても生産を長期 間停止する程の危険性が少ないと判断した。 また、これから同様のDCS更新計画に向け て「化学プラントにおけるPLC計装システ ムの妥当性・安定性」を評価するため今回の 採用を決定した。 (写真2 PLC計装を導入したバッチプラント) 4、導入後の評価 当社ではDCSのプログラミングはプラントオペレーターとSEとのプロジェクト方式での ソフト構築を基本としていて、今回も同様に当プラントオペレーターとの2名体制で行った。 メーカーさんに無理にお願いしてプログラミングツールの教育を当社にて2日間受け、その後ソフ ト構築、デバッグ、試運転と完成まで約1.5ヶ月という短期間で遅れも取らずに工程通り無事作業 を終了することができた。 参考に当プラントの入出力およびソフト容量を表1に、また実際にプログラミングにかかった工数 比率を図1に示す。 表1 入力種類 システムの仕様 図1 入力点数 アナログ入力 24点 アナログ出力 3点 測温抵抗体入力 5点 ディジタル入力 25点 ディジタル出力 15点 グラフィック画面数 5枚 ブロック線図 8枚 シーケンステーブル数 3枚 SCADA タグ点数 プログラミング工数 2135点 現地配線 費 7% SCADA購 入費 31% PC 15% 費用比率 PLC購入 費 47% ご覧のように小規模プラントではあるが、やはり検討段階で優位と判断したオムロン社製PLCの ブロック線図とシーケンステーブルのプログラミングの容易性が検証できたと思っている。また今回 は使用しなかったがLCB05ではファジー制御機能も標準で準備されている事から、今後良い機会 があれば使用したいと思っている。 SCADAソフトのエンジニアリング性についてはDCSと違いオーバービュー画面やポイント画 面といった標準画面が準備されておらず、すべてをユーザー側で作り上げる必要があったので苦労し たが自社独自のポップアップメニューや特徴ある操作スイッチの作成が可能であった。また作成した オブジェクトを簡単に Drag&Drop で他の画面に貼り付けが出来るため同様のプラント画面の作成は 容易である。 (図2) 実際のオペレーションの操作性についてはマウスを使用して操作することから特に問題はないがS CADAソフト自体にご操作防止のための確認操作(モード変更時の確認や弁操作時の確認)の概念 がないのでユーザー側で組み込む必要がある。 (写真3) またSCADAソフトでもうひとつ注意する点はタグ点数の数え方である。DCSのタグ点数の数 え方は通常、コントロールループ数、実入出力点数や仮想Tagで1Tagとカウントするが、RS −View32の場合はDCSとは概念が異なり、計器のPVやSVといったステータスを1Tag とカウントし、1ループ計器で約50Tagが占有される。RS−View32の場合、その監視タ グ数によって価格設定されているため、ライセンス購入時のタグ数設定に注意が必要である。 図2 SCADAソフトの画面表示例 写真3 盤内のオペレーション・コンソール 5、PLC計装の今後 今後、PLC計装システムがますます進化し、DCS機能を追いつき追い越す技術開発がなされる ことと確信しているが、PLCメーカー各社には是非ともPLCの利便性、優位性を十分考慮し、低 価格化、高機能化にご努力いただき、またユーザーからの数多くの要望に耳を傾けその実現にむけて ユーザーとベンダーとの協業で進化を続けていただきたい。また今後、PLCの開発が進み幾度と無 くモデルチェンジが繰り返されると思われるが、モデルチェンジを境に過去の機種と決別するのでは なく継続性を持たしたシステム開発を希望する。 5、最後に 今回、小規模システムの導入事例ではありますが出来るだけ具体的なデーターを記載することによ り、記事を読まれた方が少しでもPLC計装システム採用のきっかけになればと思い執筆させて頂き ました。 今後、どの企業でもDCSとPLC計装のどちらを選定するかという議論がなされると思いますが、 私は今後すべてがPLC計装に取って替わるとは思っていません。DCSでなければ出来ない大規模 制御や高機能制御があると思っておりますが、今まで仕方なくDCSを採用していた中・小規模プラ ントなどは、今後、PLC計装を視野に入れ、それぞれのプラントに合った制御システムを模索して 行かなければならないと思っております。今回の導入事例がその模索のひとつの参考例となれば幸い です。 注)文中のシステム名や商品名は各社の商標または登録商標である。
© Copyright 2026 Paperzz