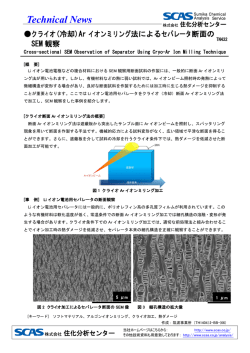
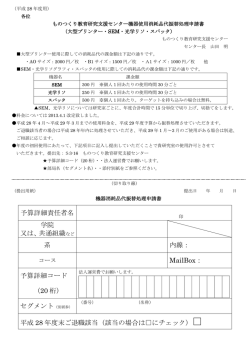
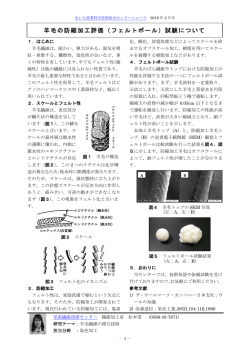
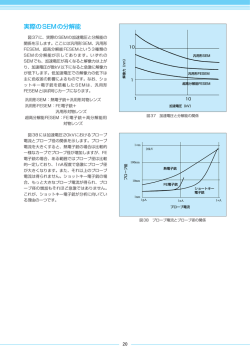
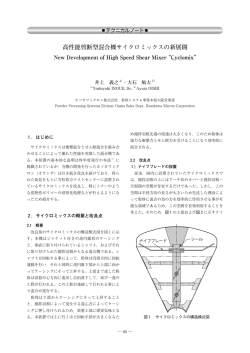
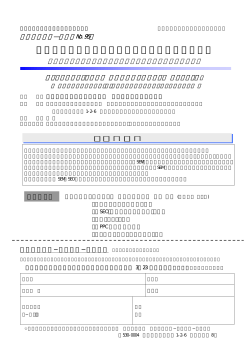
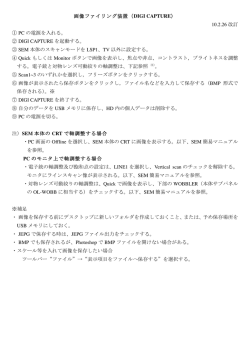
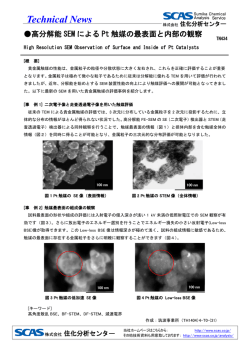
欠陥管理 1 2 効率的に品質の高いパレートチャートを 作成する SEM レビュー装置の優位性 L. Tétar, B. Hinschberger, D. Pepper Crolles 2 Alliance, Crolles, France 3 4 5 6 7 8 9 M.K. Raghunathan, O. Moreau, D. Randall KLA-Tencor, Meylan, France 10 11 12 13 45nm ノード世代以降、従来の SEM レビュー装置の能力では、品質の高い欠陥パレートチャートを生成するのに限界がある。 新しい eDR-5200 は、広範囲にわたるテストで、90nm、65nm、および 45nm ノードでの検査用 SEM のレビューおよび分類性 14 15 16 能を向上させたことが実証された。eDR-5200 と KLA-Tencor 社製検査装置間の接続性が強化され、ユーザはより短時間で最適 17 な検査レシピを作成できた。それによって、歩留まり改善の判断を迅速に下すことができた。 18 19 はじめに 欠陥解析に不可欠な欠陥パレートチャート作成において、 欠陥の検査、レビュー、および分類は、重要なステップで ある。キラー欠陥のサイズが微細化し、プロセスインテグ レーションがますます複雑になるにつれ、欠陥および歩留 まり管理エンジニアは、SEM レビュー装置によって生成さ れる欠陥パレートチャートの品質に関心をもつようになっ てきた。多くの場合において、半導体メーカは、欠陥パ レ ー ト チ ャ ー ト の 最 大 の カ テ ゴ リ の 1 つ が「SEM 不 可 視 (SNV)」欠陥であることを理解している。私たちは、歩留ま り管理エンジニアがプロセス開発時または量産時に的確な 判断を下せるように、新しい SEM レビュー装置 eDR-5200 を 使用して、有益なパレートチャートを生成する上での課題 を研究し、これらの課題を解決するためのソリューション を開発した。 % SNV 90nm 65nm 82 40 37 27 FEOL 1 36 30 FEOL 2 BEOL 1 Layer 図 1:Crolles で製造されている 3 つのレイヤでは、デザインルール の微細化に伴い SNV の割合が増加している。 2008 | 第1号 歩留まり管理ソリューション | 図 1 は、Crolles で製造されている 90nm および 65nm テクノロ ジノードの 3 つのレイヤで SEM 不可視欠陥の割合が増加した ことを示している。欠陥および歩留まり管理エンジニアは、 欠陥パレートチャートの大部分を占める SNV カテゴリが重要 欠陥を監視を阻害し、パレートチャートの有益性や情報コン テンツの質が大幅に失われる。このことは、異常時やプロセ スの立ち上げ時に実施する対処法に直接的な影響を与える。 情報不足によって判断が遅れたり、最悪の場合、間違った判 断が下されたりする可能性がある。その結果、利益の最大決 定要因となる量産立ち上げまでの時間が影響を受ける。 20 21 22 23 24 25 26 27 実験と結果 28 有益なパレートチャートを生成に影響を与える要因をいく つか調べた。 29 •• SEM の解像度 31 •• 欠陥検出 32 - SEM のステージ精度 - 欠陥再検出アルゴリズムの有効性 •• 欠陥分類 - 下層レイヤの欠陥と色ムラ欠陥の割合 - 自動欠陥分類の精度 (Accuracy) と純度 (Purity) •• 検査レシピの品質 Crolles の 3 つ の テ ク ノ ロ ジ ノ ー ド (90nm、65nm、 お よ び 45nm) で 6 か月間にわたって約 800 枚のウェーハを測定し て、新しい電子ビームレビューおよび分類装置 (KLA-Tencor eDR-5200) の機能をテストした。それによって、eDR-5200 が 既存の検査ツールと連動してこれらの各要因を改善し、より 有益な欠陥パレートチャートを生成できることを確認した。 www.kla-tencor.com/ymsmagazine 30 33 34 35 36 37 38 39 40 41 欠陥管理 SEM の解像度 0.5µm 0.5µm 0.5µm 図 2:eDR-5200 の高解像度画像のサンプル ( 視野 (FOV) は 0.5μm)。 6µm 3.5µm 最先端のファブでは、65nm ノードのデバイスを量産に移行し、 45nm ノードと 32nm ノードについて研究しており、きわめて 微細な欠陥のイメージングには、非常に高い SEM 解像度 ( 約 2 ~ 3nm) が不可欠である。eDR-5200 は、図 2 のような 65nm および 45nm テクノロジのきわめて微細なキラー欠陥の画像 で、その高い解像度が実証された。 3.5µm 1.5µm 3 4 5 6 SEM のステージ精度 デザインルールが 65nm 以降に微細化されるにつれ、重大な 欠陥を検出するには、高精密ステージと高度なデスキューア ルゴリズムが必要不可欠である ( 図 3)。私たちは、ファブ内 の業界標準の明視野検査装置の検査結果を使用して、位置決 め性能を調べた。高精密ステージを取り付けた eDR-5200 で は、欠陥が常に 2 ~ 3μm の視野内に収まることがわかった。 7 私たちは DDL を使用して、2 つのデポ工程に対してレビュー を自動的に実行した。これらの DDL モードのレビューは 3μm の FOV で実行され、欠陥捕捉率は 90% を上回った。さらにこ の DDL モードのレビューは、通常のレビューの最大 2 倍の速 度で実行された。 欠陥再検出アルゴリズム 従来の欠陥再検出アプローチでは、SEM での低コントラスト 欠陥や微細な欠陥 ( 図 4) を完全に見逃したり、SNV として分 類したりする可能性があった。 図 4:高度なアルゴリズムを使用した低コントラスト欠陥の再検出。 2 欠陥検出 装置のステージ精度が高いので、直接欠陥観察 (DDL) モードが可 能となる。このモードでは、グローバルなデスキューの後にス テージが自動的に欠陥位置へ移動し、画像を取得する。欠陥再検 出アルゴリズムを使用しないので、DDL レシピの作成は容易です。 そのため、幅広いユーザがレシピを簡単にセットアップできる。 図 3:ステージ精度の必要性。 1 eDR-5200 を使用して、90nm、65nm、および 45nm の 3 つのテ クノロジノードの 29 個の工程で、600 枚以上のウェーハに対 し、90% 以上の平均欠陥再検出率が達成された ( 図 5)。 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 Defect Re-detection Rate (%) Average Defect Re-detection Rate across 29 layers - 90, 65 & 45nm 27 100% 28 95% 29 90% 30 85% 31 80% 32 75% 33 70% 65% 34 60% 35 55% 36 50% FEOL 1 BEOL 3 BEOL 5 BEOL 8 BEOL 4 Layer 図 5:eDR-5200 の平均欠陥再検出率。 BEOL 5 FEOL 8 BEOL 11 FEOL 13 FEOL 16 37 38 39 40 41 2008 | 第1号 歩留まり管理ソリューション | www.kla-tencor.com/ymsmagazine 欠陥管理 欠陥分類 w/o DOD w/ DOD 下層レイヤの欠陥/色ムラ欠陥の割合 電子ビームはレイヤの表面にのみ作用するので、深く埋め 込まれた欠陥や下層レイヤの欠陥は SEM では見えず、SNV として分類される。 31 OM Ref OM eDR-5200 では、下層レイヤの欠陥の分類に役立つ「データ オンデマンド」(DOD) というアプリケーションを使用した。 DOD は KLA - Tencor の 明 視 野 検 査 装 置 か ら 取 り 込 ん だ 光 学情報にアクセスする機能です。この機能を使用すると、 KLARF (KLA 結果ファイル ) 内の欠陥すべての光学パッチ画 像にアクセスできる。そのため、無視できる欠陥をより詳 しく調べて、下層レイヤの欠陥、色ムラ欠陥、検査装置に よるノイズのどれなのかを把握できる。 1 0 Nuisance 10 0 Previous-Layer Defect Color Variation 11 12 図 6:DOD を使用して eDR-5200 で行われた下層/色ムラ欠陥の 分類。 15 FEOL #1: 90nm Defect Pareto 16 17 18 eADC Classification 19 Manual Classification 20 21 22 23 Nuisance eDR-5200 と互換性のある光学検査装置間の接続機能を使用 して、検査レシピ最適化プロセスを調べ、その速度および精 度が向上したことがわかった。これは主に、検査装置と SEM 間で何回も繰り返されていた処理が省略されたためである。 NK DOI #2 NK DOI #3 K DOI #1 K DOI #2 K DOI #3 K DOI #4 24 25 26 27 28 Actionable Pareto: Before Inspector Recipe Optimization vs After 35 35 34 29 30 Defect Count 31 90nm、65nm、および 45nm テクノロジノードの 10 の検査レ シピをこの機能で最適化した。プロセスを 1 回繰り返すだ けで、最終的なレシピが得られることがわかった。既存の レシピセットアップ方法と比較した検査レシピの改善点を 図 8 に示す。この場合、ある領域の感度閾値を調整しただ けで、SNV の割合が低下させた。その上、重要欠陥の数は 変わらなかった。 | NK DOI #1 図 7:eDR-5200 の自動欠陥分類の性能。 ユーザは対話的なレシピ調整機能を使用して、レシピ感度 閾値調整を行うたびに、SEM 画像と欠陥分類割り当てとし て即座にフィードバックを受け取ることができる。 歩留まり管理ソリューション 13 14 検査レシピの質 第1号 7 9 図 7 は、FEOL レイヤの 1 つに関する Classifier の性能を示し ている。ここでは、自動欠陥分類と手動欠陥分類がほぼ一致 している。このことから、量産環境での運用が期待できる。 | 5 8 7 自動欠陥分類 90nm テクノロジノードの 3 つのレイヤで自動欠陥分類を実 行した。これらの 3 つの各レイヤの Classifier には、それぞれ 7 ~ 8 つの分類コードがある。これらの Classifier の基本的な 機能は、キラー欠陥とキラー欠陥以外の欠陥を効率よく分 類することである。 2008 3 6 OM Def 図 6 は、色ムラ欠陥に加えて、検査対象のレイヤの下層に欠 陥がいくつか見つかったことを示している。これらの欠陥は 光学的に見えるが、SEM では不可視である。 新しい SEM システムでは、検査レシピを対話的に調整でき るので、ユーザはレシピ感度閾値調整を行うたびに、SEM 画像と欠陥分類割り当てとして即座にフィードバックを受 け取る。検査ツールとのインタフェースが共通なので、最 先端テクノロジファブと量産ファブの両方の担当者がこの 機能を使用できる。このアプローチは、当社の明視野検査 レシピ最適化の標準プロセスとなった。さらに、このア プローチによって検査装置のレシピ作成の時間を削減し、 削減された時間で量産用の検査に使われる。 2 4 23 eDR-5200 では、検査ツールから取り込まれた光学パッチ画 像にアクセスして、これまで SNV として分類されていた、 SEM で表示されない、下層レイヤの欠陥を分類できる。 これまでは SNV として分類されたが、新しいアプローチで は、 「下層/光学的に可視」欠陥ビンに分類できる。 SEM SEM 1 www.kla-tencor.com/ymsmagazine 32 33 34 4 SNV 2 2 Killer DOI 1 1 35 1 Killer DOI 2 Killer DOI 3 36 Defect Count using traditional Inspector Recipe Optimization 37 Defect Count after using new technique Inspector Recipe Optimization 38 39 図 8:SEM での検査レシピ最適化後の SNV の減少。 40 41 欠陥管理 場 合 に よ っ て は こ の 方 法 で、SEM 画 像 に 表 示 可 能 な 重 要 欠陥をできるだけ多くパレートチャートに取り込むために 最適な光学モードを、検査ツールで特定できた。図 9 に、 45nm ノードのコンタクトの現像後検査で 3 つの異なる光学 モードをテストした結果生成されたパレートチャートの例 を示す。光学モード 3 で生成されたパレートチャートは、(1) SNV 欠陥の数が少なかった (2) 下層レイヤの欠陥の数が少な かった (3) キラー DOI に対する感度が最も高かった。これら の結果に基づいて、このレシピに最適なモードは光学モー ド 3 であることがわかった。 Create basic recipe 1 30min 2 Create 3 tests with different optical combos Run hot scans Adjust Thresholds 4 Quick review on 2xxx yes 5 Color variations? 6 Create eDR-5200 recipe 図 10 は、光学モードに関して 45nm ノードの検査レシピを最適 化するのに 5 時間もかからなかったことを示している。この機 能がなければ、最適化に 2 シフト以上かかったと推定される。 3 1hr 45min 25min / Test 7 15min 8 Sampling + auto review of each test using DDL 9 Classification 15min / Test この方法で最適化した検査レシピによって生成されたパ レートチャートを複数のロットで確認した。図 11 は、SNV および DOI の割合が安定しており、性能に整合性があるこ とを示している。 10min / Test 10 DOI capture? 11 RICO optimization 12 13 Finalize & upload to 2xxx 結論 14 上記のすべての機能により、eDR-5200 は 90nm、65nm、およ び 45nm ノードの複数の用途で検査用 SEM のレビューおよび 分類性能を向上させたことがわかった。eDR-5200 と検査装置 間の接続性を利用すれば、ファブの担当者に最小限のトレー ニングを実施するだけで、適切なウェーハ検査レシピを短時 間で作成できるようになった。それによって、プロセスにつ いての歩留まりに関連した判断を迅速に下すことができた。 図 10:SEM での検査レシピ最適化プロセスのフロー。 15 45nm: FEOL: DOI % SNV % after 1 Iteration of Inspection Recipe Optimization on SEM 17 120% After Inspection Recipe Optimization 18 100% DOI % / SNV % 19 eDR-5200 を使用したレビューの用途および方法は、研究開 発と量産を並行して行う Crolles の環境で欠陥制御プランを 展開するうえで不可欠となった。これは、結果を得るまで の時間の短縮、ファブのリソースおよびツールの利用効率 の向上、および質の高い結果が確実に得られる段階的手法 の改善によって可能となった。Crolles ではこの手法により、 開発時間だけでなく、現在の競争の激しい半導体市場で重 要な市場投入までの時間を最終的に短縮することができる。 80% 20 DOI % 56.5% 60% 21 SNV % 43.5% 22 40% Before Inspection Recipe Optimization 20% 0% 0 2 23 24 4 6 8 10 Lot # 図 11:SEM で最適化された検査レシピの性能には整合性がある。 45nm: PHOTO LAYER: Defect Pareto w/ 3 Different Optical Modes on 2xxx 55 27 19 18 3 5 I# DO Optical Mode 3 Low nuisance rate, highly sensitive to previous-layer defects Optical Mode 2 Low nuisance rate, not sensitive to previous-layer defects, and demonstrating high count of all killer DOIs 図 9:SEM での高度な検査レシピ最適化。 | 第1号 歩留まり管理ソリューション 経歴 K Optical Mode 1 High nuisance rate, sensitive to previous-layer defects 2008 この論文の別の版は、2008 年 1 月 24 日号の 94 ~ 100 ページの 『Future Fab International』でも発表された。 0 4 DO K DO K 0 I# 3 0 I# 2 K DO I# 1 I# DO K Vi sib Op le tic De all fe y ct e nc isa Nu 2 2 1 1 1 5 8 7 0 25 26 27 28 元々、この論文は、2007 年 12 月 6 日~ 7 日に開催された ARCSIS の『10th Technical and Scientific Meeting』において、 L. Tétar、 B. Hinschberger、 D. Pepper、 O. Moreau、 D. Randall、 M.K. Raghunathan に よって発表された、 「Advances in SEM non-visual defect reduction: rapid generation of meaningful paretos (有意なパレートチャートの効率的生 成のための SEM レビュー性能の発達 )」である。 40 40 16 | L. Tétar は、SEM レビューツールベンダのアプリケーションエンジ ニアとして、さらに Intel Ireland の検査ツール責任者として欠陥検 査分野の経験を持つ。2006 年に ST Microelectronics に入社し、FEOL の欠陥削減に関わる最先端の研究開発を担当している。 M. K. Raghunathan は、メルボルンの RMIT 大学で電子工学の修士号 を取得した。2 年半にわたり、KLA-Tencor の電子ビームレビューお よび分類部門でアプリケーションエンジニアを務め、アジアや欧州 の最先端半導体工場に勤務しながら、アプリケーションやユース ケースを開発している。 www.kla-tencor.com/ymsmagazine 29 30 31 32 33 34 35 36 37 38 39 40 41
© Copyright 2026 Paperzz