MANUALIA UNIVERSITATIS STUDIORUM ZAGRABIENSIS
Izdavač
Recenzenti
Lektorice
Slike izradio
HINUS
Miramarska 13 b
Zagreb
Prof.dr.sc. Branko Tripalo
Prof.dr.sc. Janez Hribar
Prof.dr.sc. Andrija Pozderović
Silvija Brkić
Ivančica Ćurić
Ivica Posavec
Senat Sveučilišta u Zagrebu proglasio je ovu knjigu sveučilišnim udžbenikom
Odlukom br. /3-2003. od 2003.
ISBN 987-953-6904-25-9
Copyright © autor
Knjigu možete besplatno preuzeti samo za osobnu upotrebu, a ne smijete je
stavljati na druge mrežne stranice, umožavati ili je koristiti za bilo koju
komercijalnu svrhu.
Profesor emeritus Tomislav Lovrić
PROCESI U PREHRAMBENOJ
INDUSTRIJI
S OSNOVAMA PREHRAMBENOG
INŽENJERSTVA
HINUS
PREDGOVOR AUTORA
Sadržaji obrađeni u ovoj knjizi trebali bi, bar dijelom, ispuniti prazninu u literaturi na hrvatskom jeziku kod nas zanemarenog znanstvenog i stručnog područja,
koje se odnosi na znanost o hrani, prehrambeno inženjerstvo, ili (u širem smislu)
prehrambenu tehnologiju. Istina je da su za pojedine tradicionalne «prehrambene
tehnologije» neki od uvaženih stručnjaka-autora objavili odgovarajuće tekstove u
vidu knjiga, priručnika, ili skripata za studente. Polazili su od naslijeđenih pristupa
tehnologiji manje ili više definiranih proizvoda, čiji su procesi proizvodnje bili
manje podložni promjenama, koje su rezultirale iz razvoja danas dominantnih
generičkih tehnologija, s jedne strane, i trendova u prehrani, s druge strane. Istina
je, također, da su u studijima prehrambene tehnologije, ugrađeni mnogi sadržaji u
kolegijima poput Tehnoloških operacija, relevantnih za prehrambeno inženjerstvo,
za koje je postojala dostupna literatura.
Uvažavajući činjenicu da se u godinama nakon Drugog svjetskog rata prehrambeno-procesno inženjerstvo razvilo kao posebna i zaokružena disciplina, uvedeni su i na hrvatskim studijima iz prehrambene tehnologiji odgovarajući kolegiji,
čiji su sadržaji djelomično obrađeni u skripti ovog autora «Procesi u prehrambenoj
industriji s osnovama prehrambenog inženjerstva». Najveći dio gradiva (sadržaja)
iz tih skripata korišten je i u ovoj knjizi, s namjerom da su i oni postupci, koji su
danas manje ili više prevladani, opisani i upotrebljeni radi ilustracije procesnih rješenja, ključnih u danom trenutku da se unaprijedi tehnologija pojedninih prehrambenih proizvoda.
Uz osnovne jedinične procese, koje možemo smatrati standardnim u pretežnom
dijelu prehrambene industrije, u knjizi je dan određeni prostor pojedinim procesima
i postupcima novijeg datuma, odnosno tzv. alternativnim, između kojih se posebno
izdvajaju oni «minimalnog procesiranja», koji danas nailaze na sve veću primjenu.
Knjiga je prvenstveno namijenjena polaznicima dodiplomskih i poslijediplomskih studija iz prehrambene tehnologije, ali i stručnjacima (inženjerima) u prehrambenoj industriji i institucijama povezanim proizvodnjom i prometom prehrambenih
proizvoda.
Za kraj ovog predgovora neophodno je dati još jednu napomenu. S obzirom na
dinamičnost razvitka područja kojim se bavi ova knjiga, neminovno će neki odabrani sadržaji biti podložni dopunama i eventualno novim interpretacijama (složenih) pojava povezanih s procesima primijenjenim u tehnologiji prehrambenih proizvoda. Na takav trend upućuju i neki od zaključaka sadržanih u prilogu časopisa
Journal of Food Science (JFS Suplement, 2000) u poglavlju «Research needs»
(Potrebe istraživanja), između kojih navodim samo slijedeći:
"Novija istraživanja upućuju na potrebu preispitivanja adekvatnosti primjene
modela kinetike prvoga reda za preživljavanje mikroorganizama. Naime, iako
su zapažena u pojedinim slučajevima odstupanja od tog tradicionalnog modela,
još nije razrađen (novi) alternativni model, koji bi bio opće prihvaćen. Stoga se
ocjenjuje da je potrebno usmjeriti istraživanja na definiranje odgovarajućeg
modela za sve metode konzerviranja. S time u vezi trebat će utvrditi ekperimentalni protokol (postupak) koji bi omogućio dobivanje statistički potkrepljenih kinetičkih parametara za opis krivulje preživljavanja mikrobnih populacija
podvrgnutih obradi alternativnim postupcima, kao što su obrada pulsirajućim
električnim poljem, pulsirajućim svjetlom i sl."
Zahvala
Zahvaljujem recenzentima, profesorima: Dr.sc. Branku Tripalu (Prehrambeno-biotehnološki fakultet Sveučilišta u Zagrebu), Dr.sc. Janezu Hribaru (Biotehniška
fakulteta Univerze u Ljubljani), Dr.sc. Andriji Pozderoviću (Prehrambeno tehnološki fakultet Sveučilišta «Josip Juraj Strossmayer» u Osijeku) na korisnim sugestijama i kolegijalnoj pomoći pri završnoj obradi teksta.
Posebnu zahvalnost dugujem kolegici mr.sc. Karin Kovačević Ganić za nesebičan trud uložen u tehničkom oblikovanju grafičkih prikaza i slika.
SADRŽAJ
1.0. UVOD ............................................................................................................................11
1.1. Prehrambena tehnologija, Znanost o hrani, Prehrambeno procesno
inženjerstvo (definicije i pojmovi)............................................................................11
1.2. Pojam procesa u prehrambenoj industriji ...............................................................14
1.3. Fizičke veličine i jedinice u prehrambenom inženjerstvu ........................................16
1.4. Konverzija dimenzijskih jednadžbi..........................................................................17
1.5. Klasifikacija i karakterizacija prehrambenih proizvoda ...........................................18
Bibliografija....................................................................................................................19
2.0. FIZIČKA I TERMOFIZIČKA SVOJSTVA ......................................................................21
2.1. Uvod .......................................................................................................................21
2.2. Gustoća ..................................................................................................................23
2.3. Nasipna gustoća.....................................................................................................24
2.4. Gustoća tekućina (kapljevina) i specifična gustoća ................................................25
2.5. Gustoća aeriranih proizvoda: pretičak ....................................................................26
2.6. Specifična toplina ...................................................................................................27
2.7. Latentna toplina ......................................................................................................28
2.8. Entalpija..................................................................................................................29
2.9. Toplinska vodljivost ...............................................................................................30
2.10. Toplinska difuzivnost ...........................................................................................31
2.11. Dielektrična svojstva.............................................................................................31
2.12. Viskoznost i reološka svojstva..............................................................................32
2.12.1.Viskoznost...................................................................................................33
2.12.2.Sustavi (fluidi) čija svojstva ne ovise o vremenu smicanja..........................35
2.12.3.Sustavi (fluidi) čija svojstva ovise o vremenu smicanja...............................37
2.13. Koligativna svojstva i njihovo određivanje ...........................................................38
2.14. Dijagrami stanja....................................................................................................39
Bibliografija....................................................................................................................42
3.0. PRINCIPI TEORIJE SLIČNOSTI I MODELIRANJE U PREHRAMBENOM
INŽENJERSTVU ...........................................................................................................47
3.1. Dimenzionalna analiza i Buckinghamov ili π teorem sličnosti ................................48
3.2. Fizikalno modeliranje i ekstrapolacija .....................................................................51
3.3. Matematičko modeliranje........................................................................................51
Bibliografija....................................................................................................................53
4.0. PROCESI KONZERVIRANJA.......................................................................................55
4.1. Uvod .......................................................................................................................55
4.2. Kvarenje namirnica.................................................................................................56
4.3. Kinetika degradativnih promjena kakvoće hrane ....................................................57
4.4. Principi i metode konzerviranja...............................................................................58
4.5. Konzerviranje termičkom sterilizacijom...................................................................59
4.5.1.Fo vrijednost (za procjenu procesa sterilizacije) ............................................71
4.5.2.FP vrijednost (za procjenu procesa pasterizacije).........................................72
4.5.3.Načini provedbe i uređaji za sterilizaciju .......................................................72
4.5.4.Aseptični postupci ........................................................................................82
4.5.5.Kvarenje proizvoda konzerviranih termičkom sterilizacijom ..........................87
4.6. Konzerviranje hlađenjem ........................................................................................88
4.6.1.Princip ...........................................................................................................88
4.6.2.Primjena........................................................................................................88
4.6.3.Tehnički aspekti ............................................................................................91
4.6.4.Toplinske promjene pri hlađenju ...................................................................92
4.7. Primjena kontrolirane i modificirane atmosfere (CA, MA) u skladištenju i
pakiranju prehrambenih proizvoda .........................................................................94
4.7.1.Pakiranje u modificiranoj atmosferi ...............................................................99
4.8. Konzerviranje zamrzavanjem ...............................................................................101
4.8.1.Osnovne značajke metode..........................................................................101
4.8.2.Struktura vode i leda ...................................................................................102
4.8.3.Mehanizam tvorbe leda (kristalizacija vode) ...............................................105
4.8.4.Veličina kristala leda ...................................................................................110
4.8.5.Pojave pri zamrzavanju biološkog materijala ..............................................110
4.8.6.Raspored kristala u tkivima i suspenzijama stanica ....................................110
4.8.7.Promjene tijekom skladištenja.....................................................................115
4.8.8.Neke definicije i pojmovi..............................................................................116
4.8.9.Postupci zamrzavanja.................................................................................118
4.8.10.Toplinske promjene pri zamrzavanju i odmrzavanju .................................131
4.9. Konzerviranje koncentriranjem (procesi koncentriranja).......................................133
4.9.1.Uvodne napomene......................................................................................133
4.9.2.Sistemi za koncentriranje tekućih namirnica ...............................................136
4.9.3.Koncentriranje uparavanjem .......................................................................137
4.9.4.Koncentriranje zamrzavanjem.....................................................................149
4.9.5.Koncentriranje membranskim procesima....................................................159
4.9.6.Perevaporacija ............................................................................................178
4.10. Konzerviranje sušenjem (dehidratacijom)...........................................................179
4.10.1.Uvod (Teorijske osnove) ...........................................................................179
4.10.2.Stabilnost (dehidratirane) hrane u funkciji ravnotežne vlažnosti ...............188
4.10.3.Promjene tijekom dehidratacije .................................................................190
4.10.4.Sposobnost rehidratacije...........................................................................190
4.10.5.Gubitak i zadržavanje arome prilikom sušenja..........................................191
4.10.6.Priprema hrane za sušenje .......................................................................194
4.10.7.Postupci i uređaji za dehidrataciju.............................................................195
4.10.8.Dehidratacija osmozom.............................................................................211
4.10.9.Liofilizacija.................................................................................................212
4.10.10.Zadržavanje i rekonstitucija arome .........................................................226
4.10.11.Pakiranje dehidratiranih proizvoda..........................................................227
4.11. Konzerviranje biološkim putem (fermentacijom) ................................................227
4.11.1.Principi i primjena.....................................................................................227
4.11.2.Tehnološki aspekti ....................................................................................227
4.12. Konzerviranje dodacima (aditivima)....................................................................228
4.12.1.»Prirodni» i kemijski konzervansi ..............................................................228
4.12.2.Baktericini .................................................................................................229
Bibliografija..................................................................................................................231
5.0. POSTUPCI «MINIMALNOG PROCESIRANJA» I ALTERNATIVNI POSTUPCI........235
5.1.Minimalno procesirana hrana ................................................................................235
5.2. Konzerviranje preprekama ...................................................................................236
5.3. Konzerviranje ionizirajućim zračenjem .................................................................238
5.3.1.Osnove procesa..........................................................................................238
5.3.2.Jedinice i dozimetrija...................................................................................244
5.3.3.Djelovanje zračenja na biološke sisteme i sastojke hrane ..........................247
5.3.4.Tehnološki i tehnički aspekti .......................................................................251
5.3.5.Zdravstveni i zakonodavni aspekt ...............................................................257
5.4. Obrada (zagrijavanje) otporom i indukcijom .........................................................260
5.5. Obrada (procesiranje) pulsirajućim električnim poljem (High intensity electric
field)......................................................................................................................262
5.6. Obrada (procesiranje) pulsirajućim svjetlom.........................................................268
5.7. Fotodinamička inaktivacija mikroorganizama ......................................................270
5.8. Obrada oscilirajućim magnetskim poljem .............................................................270
5.9. Obrada (procesiranje) visokim tlakom ..................................................................271
5.10. Procesiranje mikrovalovima i radiofrekvencijama (idielektrično zagrijavanje) ....274
5.10.1.Uvod (teorijske osnove) ............................................................................274
5.10.2.Konzerviranje hrane visokofrekventnom(HF) i mikrovalnom energijom ....278
5.10.3.Djelovanje HF i mikrovalova na biološke sisteme .....................................279
5.10.4.Tehnološko-tehnički aspekti......................................................................279
5.11. Obrada ultrazvukom ...........................................................................................282
5.12. Kombinirane i ostale metode konzerviranja........................................................283
Bibliografija..................................................................................................................284
6.0. EKSTRUZIJA (EKSTRUZIJSKO KUHANJE).............................................................287
Bibliografija..................................................................................................................297
7.0. PROCESI EKSTRAKCIJE U PREHRAMBENOJ INDUSTRIJI ..................................299
7.1. Osnove procesa ...................................................................................................299
7. 2. Ekstrakcija superkritičnim fluidima.......................................................................300
Bibliografija..................................................................................................................303
8.0. EMULGIRANJE ..........................................................................................................305
Bibliografija..................................................................................................................312
KAZALO.............................................................................................................................315
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
1.0. UVOD
1.1. Prehrambena tehnologija, Znanost o hrani, Prehrambeno
procesno inženjerstvo (definicije i pojmovi)
Prerastanje tradicionalne prehrambene tehnologije s manufakturnim obilježjima, zasnovanih u velikoj mjeri na iskustvenim čimbenicima, u visokomehaniziranu
i automatiziranu industrijsku proizvodnju, u uskoj je svezi s razvojem disciplina
koje su se bavile svim relevantnim vidovima proizvodnje i održavanja kvalitetne i
zdravstveno ispravne hrane.
U razdoblju intenzivnog razvitka tih disciplina nije bilo jednoznačnog poimanja naziva koji definiraju njihove sadržaje, i koji se, zbog interdisciplinarnih značajki, vrlo često isprepliću. Stoga ćemo pokušati ukazati na neke definicije i međusobne odnose područja i disciplina koje se u običnom izražavanju uopćeno nazivaju prehrambena tehnologija.
Prehrambena tehnologija, prema definiciji Instituta prehrambenih tehnologa
– IFT (Institut of Food Tecnologists, 1964), primjena je znanosti i inženjerstva u
proizvodnji, preradi, pakiranju, distribuciji, pripremanju i upotrebi hrane (Livingston, 1977). Ranije je područje prehrambene tehnologije bilo isključivo podijeljeno
prema sirovinama ili proizvodima prerade pa se npr. govorilo o tehnologiji mlijeka,
masti i ulja i sl. Danas se i prehrambena tehnologija sve više promatra kao cjelina u
procesnoj tehnici, jer se uvidjelo da jedinične operacije i procesi čine zajedničku
osnovu procesa u prehrambenoj tehnologiji. Neki smatraju prehrambenu tehnologiju svojevrsnim hibridom znanosti o hrani i prehrambeno-procesnog inženjerstva
(Livingston, 1977, Lovrić, 2000).
Prema E.Livingstonu i M. Solbergu – Znanost o hrani je primijenjena znanstvena disciplina koja se bavi kemijskim, biokemijskim, fizičkim, fizikalno-kemijskim i biološkim svojstvima hrane (Lapedes, 1977). Kemijska svojstva uključuju
sastav, kemijske reakcije koje se događaju u tijeku različitih procesa proizvodnje,
pakiranja, skladištenja i interakcije sastojaka hrane s dodacima (aditivima) ili
pomoćnim tehnološkim sredstvima. Biokemijska svojstva se odnose na fiziološke
promjene nakon branja biljaka ili smrti (tzv. postmortalne promjene) kod životinja
djelovanjem enzima, fiziološki aktivnim tvarima poput vitamina i drugih esencijalnih sastojaka. Fizička svojstva uključuju reološka svojstva (viskoznost, teksturu,
konzistenciju), gustoću, boju i termička svojstva. Fizikalno-kemijska svojstva se
odnose na disperzne sustave, kristalizaciju i druge pojave koje se događaju u hrani.
Biološka svojstva uključuju aktivnosti makro- i mikroorganizama.
Znanost o hrani (engl. Food science) daje bazično znanje o prehrambenoj tehnologiji, koja predstavlja primjenu znanosti i inženjerstva u istraživanju, proizvodnji, preradi, konzerviranju, pakiranju, distribuciji, pripravi i korištenju hrane. (Food
science se predaje u SAD na više od 40 sveučilišta. U međunarodnoj organizaciji
11
Lovrić _______________________________________________________________________________________________
Institute of Food Technologists uključeno je preko 25.000 istaknutih znanstvenika i
stručnjaka iz čitavog svijeta).
Prema Edwinu S. Doyleu prehrambeno inženjerstvo je tehnička disciplina
koja se bavi proizvodnjom i preradom namirnica (food manufacture and refined
foods processing) (Doyle, 1977). Ona obuhvaća praktičnu primjenu znanosti o
hrani u učinkovitoj industrijskoj proizvodnji, pakiranju, skladištenju i distribuciji
kvalitetnih i zdravstveno ispravnih prehrambenih proizvoda. Prehrambeno inženjerstvo uključuje kontrolirane biološke, kemijske i fizičke procese, planiranje,
projektiranje, konstruiranje i operacionaliziranje (stavljanje u pogon) objekata
prehrambene industrije i u njih uključenih procesa. Prehrambeno inženjerstvo je
ekvivalentno kemijskom inženjerstvu. Prehrambeno inženjerstvo je životna karika
koja povezuje poljoprivrednu proizvodnju (farme) i distribuciju gotovih prehrambenih proizvoda.
Iskustveni čimbenici
(empirijski pristup)
Prehrambena
tehnologija
Kemija hrane
Biokemija hrane
Mikrobiologija
hrane
Fizička svojstva
hrane itd.
Znanost
o hrani
Prehrambeno
inženjerstvo
Kemija
Biologija
Procesno inženjerstvo
Kemijsko inženjerstvo
Sistemsko inženjerstvo
Informacijsko
inženjerstvo
Projektiranje i
kontrola procesa
Ekološko inženjerstvo
Primjenjena matematika
Primjenjena fizika
Biofizika
Osnove infor. znanosti itd.
Fizika
Bazične i primjenjene znanosti
(znanstveni pristup)
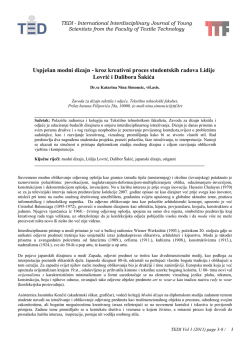
Slika 1.1. Prikaz međusobnog odnosa disciplina uključenih u tehnologiju
prehrambenih proizvoda
12
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
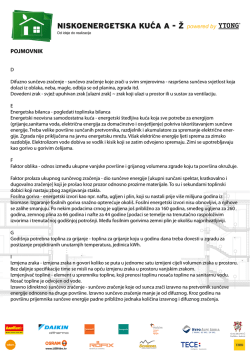
Na slici 1.1. je prikazan međusobni odnos između navedenih disciplina, dok je
na slici 1.2. taj odnos ilustriran na primjeru HTST (High Temperature Short Time)
procesa sterilizacije namirnica.
Znanost o hrani, prehrambena tehnologija,
prehrambeno inženjerstvo
zajedničke značajke:
- multidisciplinarnost
- integrativnost
- utjecaj generičkih tehnologija
Primjer:
HTST postupci
Princip:
Arhenius, Charm (izrazi)
Temperaturni koeficjenti:
(razlike)
Znanost o hrani
Q10 (Cl. Bot.) ≈ 10
Q10 (tiamin) = 2,1
Prehrambeno inženjerstvo
termički proces
(sterilizacija)
koeficijenti prijenosa
kontrola procesa
TTI
(biosenzori)
konvekcija
kondukcija
radijacija
(mikrovalovi)
tekuća (kapljevita) namirnica
s čvrstim česticama
(juhe, grašak u naljevu itd.)
Prehrambena tehnologija
Slika 1.2. Primjer povezanosti disciplina u tehnologiji prehrambenih proizvoda
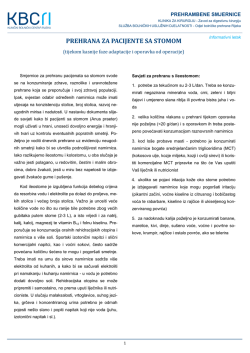
Temeljna obilježja prehrambeno-procesnog inženjerstva prikazana su na slici
1.3.
Iz navedenoga proizlazi da se prehrambeno–procesno inženjerstvo bavi operacijama i procesima uključenim u preradi sirovina koje služe za dobivanje hrane i
njezinom konzerviranju.
Moguće je razlikovati dva aspekta discipline nazvane prehrambeno (procesno)
inženjerstvo:
• opisni dio koji se bavi poznavanjem procesa i uređaja (kvalitativni aspekt);
• teorijski dio koji se odnosi na matematičku interpretaciju fenomena (pojava) u tehnološkim operacijama i procesima, a služi i kao osnova za projektiranje procesnih uređaja i postrojenja (kvantitativni aspekt).
13
Lovrić _______________________________________________________________________________________________
Fizički i termofizički
podaci za prehrambene
proizvode
Jednadžbe o prijelazu
mase, energije i impulsa
Sistemska analiza,
matematičko modeliranje
Automatizacija,
kontrola
(TQM, HACCP)
PREHRAMBENO –
PROCESNO
INŽENJERSTVO
CAD,
CAM
proizvodnja prehrambenih proizvoda (prehrambena
industrija),
rukovanje, skladištenje i distribucija,
higijena i sanitacija postrojenja,
gospodarenje energijom,
razvoj proizvoda.
Slika 1.3. Bazična i primijenjena područja prehrambeno-procesnog inženjerstva
Budući da su sirovine u prehrambenoj industriji ponajčešće vrlo složenog
sastava i međusobno se u pravilu razlikuju, gotovo je nemoguće jednoznačno interpretirati odgovarajuće pojave. Stoga većina matematičkih izraza koji služe za određivanje potrebnih procesnih parametara predstavlja aproksimaciju, i prema tome
tek uvođenjem određenih pomoćnih faktora oni dobivaju aplikativnu (primjenljivu)
vrijednost. Iz toga proizlazi da je uz savladavanje takvih temeljnih disciplina kao
što su matematika i fizika, te termodinamike, fenomena prijenosa, kinetike reakcija, potrebno i temeljito poznavanje svojstava biološkog materijala i hrane, kao i
fizičko-kemijskih, biokemijskih i mikrobioloških promjena koje se odvijaju tijekom procesa.
Prehrambeno-procesno inženjerstvo je prema tome multidiscilinarno područje
koje pretpostavlja u edukaciji inženjera prehrambene tehnologije predznanja iz određenih disciplina. Važnu kariku u toj edukaciji čini kolegij Tehnološke operacije,
čije sadržaje možemo smatrati (nužnim) sastavnim dijelom tog inženjerstva, kao
što je slučaj i s kemijskim inženjerstvom. (Stoga se pretpostavlja da su korisnici
ove knjige dio potrebnog gradiva savladali u navedenom kolegiju).
1.2. Pojam procesa u prehrambenoj industriji
Ono što bitno razlikuje prehrambeno od kemijskog inženjerstva jesu procesi,
specifični u tehnologiji hrane, premda ima i takvih koji su vrlo slični procesima
kemijske industrije. Ta specifičnost procesa prehrambene industrije leži u prirodi
14
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
sirovina koje su u pravilu kompleksnije nego polazne sirovine u kemijskoj industriji.
Iako je čovjek nekim temeljnim procesima prerade i konzerviranja hrane ovladao mnogo prije nego kemijskim procesima, prehrambeno se inženjerstvo kao
znanstvena (primijenjena) disciplina razvilo kasnije nego kemijsko inženjerstvo.
Naime, industrija prehrambenih proizvoda je dugo zadržala empirijski karakter, tj.
bazirala tehnologiju na iskustvu i tradiciji. Tek u novije vrijeme prevladao je
znanstveni pristup u tretiranju procesa proizvodnje (prerade i konzerviranja) hrane
(namirnica). To je bilo moguće tek onda kada se došlo do spoznaja o biti odgovarajućih procesa.
Inače, sam pojam proces u tehnologiji ponajčešće ima dvojako značenje. Pojam
jedinični proces označava jednu ili više operacija, kemijskih ili enzimskih reakcija
usmjerenih na evidentnu i smislenu promjenu u procesiranom materijalu, tj. njegovom sastavu i/ili svojstvima (kao što su sterilizacija, prženje, kuhanje, pečenje,
dezodorizacija, aglomeriranje, smrzavanje itd.). Pri tome procesni uvjeti moraju biti odabrani tako da se promjene usmjere u željenom pravcu uz izbjegavanje,
minimiziranje ili usporavanje nepoželjnih promjena. Pod pojmom tehnološkog
procesa podrazumijeva se cjelokupan proizvodni proces koji se sastoji iz kombinacije jednog ili (što je češće) više takvih jediničnih procesa i mehaničkih ili
fizikalnih operacija. Takav se tehnološki proces obično opisuje tehnološkom shemom (engl. flow sheet).
U ovoj knjizi bit će obrađeni prvenstveno jedinični (opći) procesi prehrambene
industrije. Ti procesi mogu se svrstati u nekoliko skupina na osnovi nekih zajedničkih značajki. Navest ćemo neke važnije:
• Procesi konzerviranja kojima je cilj povećanje trajnosti prehrambenih proizvoda temelje se na uništenju mikroorganizama, isključenju ili smanjenju
njihove aktivnosti, te inaktivaciji enzima (npr. konzerviranje toplinskom
sterilizacijom, ionizirajućim zračenjem, hlađenjem, smrzavanjem, dehidratacijom i sl.).
• Procesi temeljeni na kemijskim reakcijama između sastojaka sirovine ili
smjese sirovine i pomoćnog materijala (npr. pečenje, prženje, kuhanje itd.).
• Procesi temeljeni na kemijskim reakcijama izazvanim dodatkom određenih
kemikalija (hidroliza, neutralizacija, hidrogenacija, karbonatacija i sl.).
(Mnogi od ovih procesa nalaze se na granici procesa prehrambenog i kemijskog inženjerstva!).
• Enzimski procesi koji igraju sve važniju ulogu u prehrambenoj industriji, a
mogu se svrstati u nekoliko podskupina:
a) procesi u kojima sudjeluju autohtoni enzimi hrane animalnog ili
vegetativnog podrijetla;
b) mikrobni procesi (neposredna upotreba mikroorganizama – npr.
različiti fermentacijski procesi);
c) enzimski procesi s izoliranim enzimima, npr. iz mikroorganizama.
15
Lovrić _______________________________________________________________________________________________
Uz navedene procese, koji se obično smatraju temeljnim, ne manje značajnu
ulogu u prehrambenoj industriji imaju i neki drugi mehanički i fizikalni procesi,
kao što su na primjer različiti procesi separacije, zatim procesi aglomeriranja i
nastajanja kompleksnih proizvoda, emulgiranje itd.
U mnogim je slučajevima vrlo teško ili skoro nemoguće povući oštru granicu
između operacije i procesa. Pojam procesa, prema ranijoj definiciji, implicira razmatranje svrsishodnih promjena u konkretnom materijalu (u ovom slučaju hrani ili
u sastojcima hrane). Da bi se ovladalo prehrambeno-procesnim inženjerstvom,
potrebno je stoga uz tehnološke operacije, koje su jedan od njegovih temelja,
poznavati specifična svojstva namirnica i eventualnih pomoćnih materijala, te promjene koje se odvijaju ili se mogu odvijati tijekom različitih tehnoloških pretvorbi.
U ovoj je knjizi stavljeno težište prvenstveno na tipične jedinične procese prehrambene industrije, kao što su procesi konzerviranja, ekstruzija, emulgiranje i
neki alternativni procesi novijeg datuma, osim mikrobnih i enzimskih procesa koji
se danas obrađuju u okviru biokemijskog inženjerstva odnosno biotehnologije.
1.3. Fizičke veličine i jedinice u prehrambenom inženjerstvu
U prehrambeno-procesnom inženjerstvu, što je usvojeno i u ovoj knjizi, danas
se u pravilu primjenjuje iskazivanje fizičkih veličina i jedinica u skladu s Međunarodnim sustavom jedinica (SI = Le Systeme International d'Unitès).
Nazivi i definicije fizičkih veličina i jedinica mogu se naći u odgovarajućoj
literaturi (5,7). Stoga ćemo na ovome mjestu navesti samo one najvažnije za područje kojim se bavi ova knjiga.
Pojmom fizičke veličine označava se neko fizičko svojstvo (pojava, tvari, tijela), koje omogućuje njihovo kvalitativno razlikovanje i kvantitativno određivanje.
Jedinicom se označava mjera kojom se određuju vrijednosti mjerene veličine.
Osnovne jedinice su one jedinice koje su dimenzijski neovisne, a koriste se za
opisivanje samo jedne veličine (npr. duljine, mase ili vremena).
Tablica 1.1. Osnovne fizičke veličine i SI-jedinice
Fizička veličina
Duljina (l)
Masa (m)
Vrijeme (t)
Električna struja (I)
Termodinamička temperatura (T)
Količina tvari (n)
Intenzitet svjetlosti (Iv)
16
Naziv SI-jedinice
metar
kilogram
sekunda
amper
kelvin
mol
kandela
Simbol
m
kg
s
A
K
mol
cd
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Tablica 1.2. Neke izvedene jedinice koje se primijenjuju u prehrambenom inženjerstvu
Fizička veličina
Površina
Volumen (obujam)
Brzina
Akceleracija (ubrzanje)
Sila
Tlak
Energija, toplina, rad
Snaga
Frekvencija
Specifični toplinski kapacitet
Površinska napetost
Gustoća
Gustoća el.struje
Jakost magnetskog polja
Magnetski tok
Gustoća magnetskog toka
(magnetska indukcija)
Električni napon
(električni potencijal)
Jakost električnog polja
Električni otpor
Električna vodljivost
Naziv SI-jedinice
četvorni metar
kubni metar
metar po sekundi
metar po sekundina kvadrat
newton
pascal
joule
watt
hertz
joule po kilogramu i kelvinu
newton po metru
kilogram po kubnom metru
amper po četvornom metru
amper po metru
weber
Simbol
m2
m3
m/s
m/s2
N
Pa
Nm
W
Hz
J/(kgK)
N/m
kg/m3
A/m2
A/m
Wb
tesla
T
volt
V
volt po metru
ohm
siemens
V/m
Ω
S
Definicija
jedinice
N/m2
J/s
s–1
kg/s2
V/A
A/V
Izvedene jedinice su definirane kombinacijom fizičkih veličina, odnosno, definicijskim jednadžbama (npr. sila = masa x ubrzanje = masa x duljina / vrijeme²;
F = m x a = m x l/t²). U tablicama 1.1. i 1.2. dan je prikaz osnovnih i nekih
izvedenih jedinica s oznakom naziva i simbola.
1.4. Konverzija dimenzijskih jednadžbi
Dimenzijske jednadžbe (izrazi) su one koje sadrže brojčane vrijednosti i odgovarajuće jedinice i koje se promatraju (tretiraju) kao algebarski izrazi.
⎡ J ⎤
⎡ J kg K ⎤
Na primjer, ⎢5
⎥ (10 kg )(5 K ) = 5(10 )(5)⎢
⎥ = 250 J
⎣ kg K ⎦
⎣ kg K ⎦
Izrazi (jednadžbe) koje se često upotrebljavaju u procesnom inženjerstvu mogu
biti i bezdimenzijske, ukoliko se primjenjuju bezdimenzijske grupe (značajke),
17
Lovrić _______________________________________________________________________________________________
poput Reynoldsovog (Re), Nusseltovog (Nu), Prandtlovog (Pr), Fourierovog (Fo),
Biotovog (Bi) broja i sl.
1.5. Klasifikacija i karakterizacija prehrambenih proizvoda
Prehrambeni proizvodi se ponajčešće razvrstavaju na osnovi podrijetla sirovine
i stupnja obrade. Sirovine se razlikuju po podrijetlu kao životinjske (animalne) i
biljne (vegetabilne).
Skupina poluprerađevina obuhvaća sirovine koje su obrađene do određenog
stupnja s obzirom na mogućnosti daljnje dorade ili finalizacije u takozvane gotove
proizvode. U ovu skupinu mogu se svrstati i neke sirovine iz nekonvencionalnih
izvora, poput jednostaničnih proteina.
Gotovi proizvodi ili prerađevine (engl. processed food) su proizvodi (prehrambene industrije) namijenjeni za neposrednu uporabu u prehrani. Lakopripremljiva
hrana (convenience food) spada također u ovu skupinu (kategoriju) proizvoda.
S obzirom na agregatno stanje, gustoću, tip disperzije ili reološka svojstva moguće je podijeliti prehrambene proizvode na čvrste (krute),koji mogu biti homogeni
(npr. gelovi) ili heterogeni (kapilarno porozni), praškaste, tekuće, kašaste, emulzije
ili pjene (tučeno vrhnje i sl.).
Većina tekućih proizvoda ne može se svrstati samo u jednu skupinu, odnosno
samo na osnovi jednog svojstva, budući da istovremeno mogu biti i emulzija, disperzija (suspenzija) i otopina poput mlijeka. Takvi se proizvodi u pravilu karakteriziraju gustoćom, viskoznošću ili reološkim svojstvima.
Čvrsti (kruti) proizvodi se karakteriziraju na osnovi gustoće i geometrijskih
značajki (obilježja). Za polučvrste proizvode značajna su i reološka svojstva.
Za homogene čvrste proizvode dovoljno je u pravilu poznavanje gustoće, dok
se za one heterogene karakterizacija svodi na poroznost i nasipnu gustoću.
Potrebno je u svakom slučaju imati u vidu i poteškoće pri definiranju značajki
različitih tipova disperzija i promjene svojstava tijekom različitih procesa, npr. termičkih, kao što je pečenje kruha, gdje početna homogena visko-elastična struktura
tijesta prelazi u čvrstu, spužvastu strukturu.
18
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Bibliografija
Advances in Food Research. Vols I-XVII, E. M. Mrak and G.F. Stewards (eds.)
(1953-1967) Academic Pres, New York (1967).
Advances in Food Engineering, R.Paul Singh and M.A. Wirakartakusumah, CRC
Press, Boca Raton, Ann Arbor, London, Tokyo (1992).
Borgstrom, G., Principles of Food Sciences; The Macmillan Company, New York
(1968).
Clayton, J. T., Flexibile Manufacturing Systems for the Food Industry, Food
Technol. (1987) 66.
Cvitaš, T. i N.Kallay, Fizičke veličine i jedinice međunarodnog sustava, Školska
knjiga i Hrvatsko kemijsko društvo, Zagreb (1992).
Doyle, E.S., Food Engineering, in Encyclopedia of Food, Agriculture and
Nutrition, D. N. Lapedes (ed.) Mc Graw-Hill Book Company, New YorkLondon (1977) 259.
Grabarić, B.S. i B.Tripalo, Iskazivanje fizikalnih veličina u kemiji i biokemiji,
Prehrambeno- tehnol. Biotehnol rev. 31 (1) (1993) 19.
Lawler, F.K., Food Technology, in Encyclopedia of Food, Agriculture and
Nutrition, D. N.
Lapedes (ed.) Mc Graw-Hill Book Company, New-York-London (1977) 315.
Livingston, G.E. and M.Solberg, Food Science, idem.,313.
Lovrić, T., Značajke prehrambene tehnologije, Kem. Ind. 43 (4) (1994) 213
Lovrić, T., Trendovi u prehrambeno-procesnom inženjerstvu u funkciji
unapređenja kakvoće prehrambenih proizvoda, Bilten Razreda za tehničke
znanosti HAZU, 1 (2000) 12.
Lovrić, T. i V. Piližota, Prehrambena tehnologija, Tehnička enciklopedija,
Jugoslavenski leksikografski zavod, Zagreb,11 (1988) 73.
Ražnjević, K., Fizikalne veličine i mjerne jedinice međunarodnog sustava (SI),
Nakladni zavod «Znanje», Zagreb (1985).
Singh, R.P.,and Heldman D.R., Introduction to Food Engineering, 3rd Edition,
Academic Press (Food Science and Technology, Internatinal Series), a
Harcourt Science and Technology Company), (2001).
19
Lovrić _______________________________________________________________________________________________
20
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
2.0. FIZIČKA I TERMOFIZIČKA SVOJSTVA
2.1. Uvod
Točnost procesnih proračuna ovisi o točnosti raspoloživih podataka o odgovarajućim fizičkim (i termofizičkim) svojstvima tvari, što pretpostavlja raspolaganje
točnim podacima, pri čemu su oni dobiveni eksperimentalnim putem najpouzdaniji
(a što nam danas omogućuju različite metode: reološke, termičke analize i sl.).
Sasvim je razumljivo da se porastom složenosti sustava, što je jedna od bitnih
značajki većine prehrambenih proizvoda, u pravilu smanjuje točnost proračuna. U
tim je slučajevima neophodna primjena računala i nerijetko složenih programa.
Poznavanje termofizičkih svojstava (toplinski kapacitet, entalpija pretvorbi –
latentna toplina, toplinska vodljivost i difuzivnost…) čini osnovu za opisivanje i
simuliranje toplinskih procesa u prehrambeno-procesnom inženjerstvu (grijanja,
hlađenja, sušenja, smrzavanja, liofilizacije i sl.).
Zbog velike različitosti prehrambenih proizvoda (sastava, teksture itd.) potrebne su brze i što točnije metode za njihovo određivanje. Danas se u tu svrhu primjenjuje sve veći broj različitih fizikalnih i kemijskih tehnika, između kojih izdvajamo
sljedeće:
1. Strukturalne tehnike: poput mikroskopije, difrakcije (x-zraka, neutrona) i
scattering
2. Spektroskopske tehnike: apsorpcija u IR, Raman-scattering, fotoakustična
spektroskopija (PAS), nuklearna magnetska rezonancija (NMR), elektronska spin rezonancija (ESR);
3. Termoanalitičke tehnike: diferencijalna motridbena kalorimetrija (DSC,
engl. Differential Scanning Calorimetry), diferencijalna termička analiza
(DTA, engl. Differential Thermal Analysis), dinamička mehaničko-termička analiza (DMTA, engl. Dynamic Mechanical Thermal Analysis).
Osim toga, inženjeri i istraživači današnjice mogu se koristiti značajnim fondom podataka o fizičkim i termofizičkim svojstvima pojedinih prehrambenih proizvoda iz literature ili baza podataka, kao i izrazima različitih autora za njihovo (barem približno) određivanje.
Brojni istraživači razvili su matematičke modele za predviđanje toplinskih
svojstava prehrambenih proizvoda. Međutim, u većini slučajeva ti se modeli ne
mogu primijeniti na šire područje temperature i sastava. Da li će se termofizička
svojstva odrediti s pomoću matematičkih modela ili primjenom eksperimentalnih
metoda mjerenja, ovisit će o zahtjevu za točnošću i brzinom određivanja. U slučaju
potrebe primjene termofizičkih svojstava u različitim procesnim uvjetima najučinkovitiji i najpraktičniji su oni modeli koji se temelje upravo na procesnim uvjetima.
Općenito, sastav, gustoća i temperatura su ključni čimbenici, odnosno procesni
uvjeti o kojima zavise termofizička svojstva.
21
Lovrić _______________________________________________________________________________________________
Metode (postupci) približnog određivanja svojstava tvari ili pojava u kojima
sudjeluju, polaze u pravilu od kritičnih svojstava ili stanja (npr. kritična temperatura, kritični tlak itd.) koja se ujedno koriste kao referentna, odnosno "reducirana"
svojstva ili korespondentna stanja.
U daljnjem tekstu bit će dan sažeti pregled ponajvažnijih fizičkih i termofizičkih svojstava namirnica, povezanih s odgovarajućim fizikalnim procesima od
važnosti za procese obuhvaćene prehrambeno-procesnim inženjerstvom, koji se
primijenjuju u prehrambenoj industriji. U tablici 2.2. navedeni odgovarajući fizikalni i kemijski principi, modeli i koncepti, koji čine njihovu osnovu.
Tablica 2.1. Fizička i termofizička svojstva vode i leda
Svojstvo
Molekulska masa
Svojstva faznih prijelaza
Talište pri 101.3 kPa
Vrelište pri 101.3 kPa
Kritična temperatura
Kritični tlak
Trojna točka
Entalpija taljenja pri 0°C
Entalpija isparavanja pri 100°C
Entalpija sublimacije pri 0°C
Ostala svojstva
Vrijednost
18.0153
0.000°C
100.000°C
373.99°C
22.064 Mpa
0.01°C i 611.73 Pa
6.012 kJ/mol
40.657 kJ/mol
50.91 kJ/ mol
Temperatura
20°C
Gustoća (g/cm3)
0.99821
Viskoznost (Pa s)
1.002⋅10–3
Površinska napetost prema zraku
72.75⋅10–3
(N/m)
Tlak para (kPa)
2.3388
Toplinski kapacitet (kJ/kg)
4.1818
Toplinska vodljivost (W/mK)
0.5984
Toplinska difuzivnost (m2/s)
1.4⋅10–7
Provodljivost (dielektrična konstanta)
80.20
Izvor: Fennema, Food Chemistry, 1996.
22
0°C
0°C (led)
–20°C (led)
0.99984
1.793⋅10–3
0.9168
–
0.9193
–
75.64⋅10–3
–
–
0.6113
4.2176
0.5610
1.3⋅10–7
87.90
0.6113
2.1009
2.240
11.7⋅10–7
–90
0.103
1.9544
2.433
11.7⋅10–7
–98
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Tablica 2.2. Primjena fizikalnih i kemijskih principa, modela i koncepata na hranu i
prehrambene procese
Teorija
Termodinamika
Primjena na hranu
Toplinska obrada hrane; DSC i DTA,
analize
Termofizika
Projektiranje procesa i procesnih uređaja
Kemijska termodinamika
Biokemijski procesi u hrani; primjena
biotehnologije, projektiranje bioreaktora
Kvantna mehanika / Elektromagnetizam
Procesiranje mikrovalovima; predviđanje
molekulskih svojstava sastojaka hrane;
Spektralna analiza prehrambenih materijala
Hidrodinamika / Reologija
Funkcionalna svojstva hrane; Ekstruzija;
Kontrola strujanja u prehrambenoprocesnim postrojenjima
Izvor: Physical Chemistry of Food Processes, Ion. C. Baianu, ed., 1993.
2.2. Gustoća
Gustoća proizvoda je vrlo važno svojstvo, čije poznavanje je nezaobilazno u
različitim procesnim proračunima.
Gustoća pojedinih prehrambenih proizvoda s obzirom na njihovu raznovrsnost
zavisi o brojnim čimbenicima (npr. o sastavu, agregatnom stanju, procesnim uvjetima i sl.). Gustoća neke tvari se definira kao odnos mase i zapremine i obično se
označava grčkim slovom ρ.
Gustoća (ρ ) =
[
Masa
kg m -3
Zapremina
]
U većini inženjerskih problema pretpostavlja se da su krutine i tekućine nestlačive, tj. da na gustoću neznatno utječu umjerene promjene temperature i tlaka.
Gustoća smjesa praktički je aditivno svojstvo na molnoj (odnosno masenoj
osnovi), što olakšava izračunavanje. Ako je poznat sastav nekog prehrambenog
proizvoda, gustoća se može odrediti s pomoću izraza:
⎤
1
⎥
⎣ m1 ρ1 + m 2 ρ 2 + m3 ρ 3 + ... + m n ρ n ⎦
⎡
ρp = ⎢
gdje je ρp gustoća proizvoda, m1 do mn su maseni udjeli sastojaka 1 do n, a ρ1 do ρn
gustoće sastojaka 1 do n (n je broj sastojaka).
23
Lovrić _______________________________________________________________________________________________
Tablica 2.3. Gustoća nekih sastojaka hrane i prehrambenih proizvoda
Sastojak
Gustoća (kg/m3)
Glukoza
1560
Saharoza
1590
Škrob
1500
Celuloza
1270 – 1610
Proteini
1400
Masti
900 – 950
Sol (NaCl)
2160
Limunska kis.
1540
Voda
Lewis, M.J. (1987)
Proizvod
Svježe voće
Svježe povrće
Svježa riba
Meso (spec. gustoća)
Smrznuto voće
Smrznuto povrće
Smrznuta riba
Led (0°C)
Led (–20°C)
Gustoća (kg/m3)
865 – 1067
801 – 1095
967
1.07
625 – 801
561 – 977
1056
916
948
2.3. Nasipna gustoća
U slučajevima miješanja, transporta, pakiranja i skladištenja materijala u komadima ili česticama (npr. voća, graška, brašna) važno je poznavati tzv. nasipnu gustoću, budući da ukupna zapremina uključuje značajan udio zraka i zavisi o brojnim
čimbenicima kao što su gustoća krutine, geometrija, veličina (masa) i površinska
svojstva, te metoda mjerenja.
Nasipna gustoća (ρ ) =
[
Masa
kg m -3
Nasipna zapremina
]
Tablica 2.4. Nasipna gustoća različitih praškastih prehrambenih proizvoda
Proizvod (u prahu)
Nasipna gustoća
(kg/m3)
Zob
Pšenica
Brašno
Kakao
Kava instant
Kava (pržena i mljevena)
Kukuruzni škrob
Milson i Kirk (1980), Peleg (1983)
24
513
785
449
480
330
330
560
Proizvod (u prahu)
Mlijeko
Sol (granule)
Šećer (granule)
Šećer (prah)
Pšenično brašno
Kvasac (pekarski)
Jaja
Nasipna
gustoća
(kg/m3)
610
960
800
480
480
520
340
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Tablica 2.5. Nasipna gustoća nekih vrsta voća i povrća
Voće, povrće
Jabuke
Mrkva
Grožđe
Limun
Mohsenin (1970)
Nasipna gustoća
(kg/m3)
544 – 608
640
368
768
Voće, povrće
Naranče
Breskve
Luk (crveni)
Rajčica
Nasipna gustoća
(kg/m3)
768
608
640 – 736
672
Tablica 2.6. Udio vlage, gustoća i nasipna gustoća različitih žitarica
Žitarica
Udio vlage (%)
Ječam
7.5 – 8.2
Zob
8.5 – 8.8
Riža
8.6 – 9.2
Pšenica
6.2 – 8.5
Mohsenin (1970)
Gustoća (kg/m3)
1374– 1415
1350 – 1378
1358 – 1386
1409 – 1430
Nasipna gustoća (kg/m3)
565 – 650
358 – 511
561 – 591
790 – 819
2.4. Gustoća tekućina (kapljevina) i specifična gustoća
Za tekuće proizvode često se upotrebljava svojstvo izraženo kao specifična
gustoća (engl. specific gravity), definirano na slijedeći način:
masa tekućine
gustoća tekućine
ρt
Sg = ────────────── = ───────── = ─── (bezdimenzijska veličina)
masa iste zapremine vode
gustoća vode
ρv
Tablica 2.7. Gustoća i udio suhe tvari nekih voćnih sokova
Voćni sok
Srednja gustoća (kg/m3)
Naranča
1042
Grapefruit
1040
Limun
1035
Limeta
1035
Jabuka
1060
Ribiz crni
1055
Adapt. prema Lewis, M.J. (1987)
Prosječna suha tvar (%)
10.8
10.4
10.0
9.3
13.0
13.5
25
Lovrić _______________________________________________________________________________________________
2.5. Gustoća aeriranih proizvoda: pretičak
Za proizvode koji su dobiveni upjenjavanjem, tj. inkorporiranjem zraka u tekuću kontinuiranu, fazu količina unešenog zraka se izražava kao tzv. pretičak (engl.
over-run), izražena u postotcima:
povećanje zapremine
pretičak = ───────────── x 100 =
početna zapremina
zapremina upjenjenog proizvoda – početna zapremina
= ──────────────────────────────── x 100
zapremina tekućeg proizvoda
masa tekućeg proizvoda – masa iste zapremine upjenjenog proizvoda
ili: ────────────────────────────────────────
masa iste zapremine upjenjenog proizvoda
Tablica 2.8. Pretičak nekih prehrambenih proizvoda
Proizvod
Sladoled (pakirani)
Sladoled (u masi)
Šerbet
Mekani (krem) sladoled
Ledeno mlijeko
Tučeno vrhnje
Arbuckle (1977)
Pretičak
70 – 80
90 –150
30 – 40
30 – 50
50 – 80
10 – 15
Za plinove vrijedi izraz:
ρ=
[
M⋅p
kg m -3
Z ⋅ R ⋅T
]
gdje Z označava faktor stlačivosti (za idealne plinove i pare Z = 1), a procjenjuje se
s pomoću odgovarajućih dijagrama.
26
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
2.6. Specifična toplina
Toplinski kapacitet ili specifična toplina je jedno od osnovnih fizikalnih svojstava neophodnih u toplinskim proračunima pri procesima koji uključuju dovođenje
ili odvođenje topline. Pojam specifična toplina koristi se u termodinamici kao skraćenica za specifični toplinski kapacitet, tj. kao odnos toplinskog kapaciteta neke
tvari i toplinskog kapaciteta vode iz te mase. Specifična toplina je mjera potrebne
energije za porast jedinice temperature po jedinici mase neke tvari (…mjera energije potrebne da se jedinici mase neke tvari povisi temperatura za jednu jedinicu).
Za razliku od plinova čiji toplinski kapacitet zavisi o tlaku i temperaturi i značajno varira o toj zavisnosti, toplinski kapacitet kapljevina (tekućina) praktički ne
ovisi o tlaku, a neznatno se mijenja s temperaturom. Budući da se u toplinskim procesima prehrambene industrije prijenos topline uglavnom odvija pri konstantnom
tlaku uobičajena je uporaba toplinskog kapaciteta pri konstantnom tlaku, što se izražava cp (jedinica: kJ kg–1 K–1).
Specifična toplina prehrambenih proizvoda u najvećoj mjeri zavisi o masenom
udjelu vode, kao uostalom i druge veličine.
Najjednostavniji izraz za izračunavanje približne specifične topline, c nekog
prehrambenog proizvoda je slijedeći:
c = mvcv+mscs (kJ kg–1K–1)
gdje je mv maseni udio vode, cv = 4.18 kJ kg–1K–1 specifična toplina vode, ms
maseni udio suhe tvari i cs = 1.46 kJ kg–1K–1 (Lamb, 1976.) specifična toplina suhe
tvari.
Ako je pobliže poznat sastav namirnice moguće je upotrijebiti i ovaj izraz:
c = mvcv + mucu + mbcb + mmcm + mpcp
gdje je: mv = maseni udio vode; mu = maseni udio ugljikohidrata; mb = maseni udio
bjelančevina; mm = maseni udio masti; mp = maseni udio pepela (mineralnih tvari);
cv = 4.18 kJ kg–1K–1 specifična toplina za vodu; cu = 1.22 kJ kg–1K–1, specifična
toplina za ugljikohidrate; cb = 1.6 kJ kg–1K–1, specifična toplina za bjelančevine;
cm = 1.7 kJ kg–1K–1, specifična toplina za masti; cp = 0.8 kJ kg–1K–1, specifična
toplina za pepeo (mineralne tvari).
Navedeni izrazi se primjenjuju u slučajevima promjene tzv. osjetne topline, tj.
pri energetskim promjenama koje se očituju promjenama temperature, odnosno pri
zagrijavanju ili hlađenju.
27
Lovrić _______________________________________________________________________________________________
Tablica 2.9. Specifična toplina nekih prehrambenih proizvoda i procesnih materijala
Prehrambeni proizvod
(materijal)
Voda
Led
Vodena para
Zrak
Bakar
Aluminij
Nehrđajući čelik
Etilen glikol
Etilni alkohol
Glicerol
Ulje kukuruznih klica
Ulje suncokreta
Ulje suncokreta
Jabuke (84.1% vl.)
Jabuke (84.1% vl.)
Krumpir (77.8% vl.)
Krumpir (77.8% vl.)
Krumpir osušeni (10.9% vl.)
Janjetina (58.0% vl.)
Janjetina(58.0% vl.)
List (riba)
List
Mlijeko (87.5% vl.)
Mlijeko (87.5% vl.)
Soja (8.7% vl.)
Pšenica (10.0% vl.)
Lewis, M.J. (1987)
Temperatura
0 ˚C
20 ˚C
20˚C
20 ˚C
40 ˚C
0 ˚C
18 – 50 ˚C
20 ˚C
0 ˚C
20 ˚C
iznad t. smrzavanja
ispod t. smrzavanja
iznad t. smrzavanja
ispod t. smrzavanja
iznad t. smrzavanja
ispod t. smrzavanja
iznad t. smrzavanja
ispod t. smrzavanja
iznad t. smrzavanja
ispod t. smrzavanja
Specifična toplina (kJ/kg K)
4.18
2.04
2.05
1.00
0.38
0.89
0.46
2.21
2.24
2.43
1.73
1.86
1.93
3.59
1.88
3.43
1.80
1.85
2.80
1.25
3.76
2.05
3.89
2.05
1.85
1.46 – 1.80
2.7. Latentna toplina
U mnogim operacijama i procesima prehrambene industrije susrećemo se s faznim prijelazima što je povezano s energetskim promjenama.
Prilikom smrzavanja čiste vode potrebno je pri (temperaturi) 0˚C odvesti 334
kJ/kg.
Prehrambeni proizvodi sastoje se u pravilu od više sastojaka i toplina skrućivanja će ovisiti o udjelu vode u odnosu na ostale sastojke. Čak, ukoliko je udio vode
u proizvodu relativno visok, dolazi do sniženja ledišta zbog prisutnosti u vodi otopljenih sastojaka. Zavisno o sastavu, točka smrzavanja (ledište) većine prehrambenih proizvoda nalazi se između –0.5˚C i –4˚C.
28
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Tijekom smrzavanja u proizvodu se sniženjem temperature postupno stvaraju
kristali, što se obično prikazuje dijagramima za entalpiju ili dijagramima o udjelu
nesmrznute vode pri različitim temperaturama. Niti pri vrlo niskim temperaturama
nije moguće smrznuti svu prisutnu vodu; udio zavisi o higroskopičnim svojstvima
materijala.
U proizvodima koji sadrže masti, mast kristalizira ili se tali pri prijelazu točke
kristalizacija/taljenje. Obično, prehrambeni proizvodi sadrže različite vrste masti s
različitim talištima, što ima za posljedicu široki raspon područja taljenja. Ta pojava, naravno, uvjetuje i specifičan toplinski kapacitet.
Tablica 2.10. Latentna toplina taljenja (zamrzavanja) u funkciji udjela vode
Namirnica
Salata
Jagode
Mahune
Marelice
Krumpir
Suhe smokve
Suhi grašak
Janjetina
Lewis, M.J. (1987)
Udio vode (%)
94.8
90.9
88.9
85.4
77.8
24.0
9.5
58.0
Latentna toplina (kJ/kg)
316.3 (317.6)
289.6 (304.5)
297.0 (297.8)
284.0 (286.1)
258.0 (260.6)
79.0 (80.4)
32.6 (31.8)
194.0 (194.3)
Latentna toplina isparavanja vode iznosi 2256 kJ/kg pri (temperaturi) 100°C i
(tlaku) 101.3 kPa.
Hlapljivi sastojci u hrani obično su od zanemarivog značenja za izračunavanje
topline isparavanja.
Točka isparavanja tekućih proizvoda je često iznad 100°C što ovisi o koncentraciji suhe tvari. Za poznate otopine povišenje vrelišta je proporcionalno molarnoj
koncentraciji otopljene tvari. Za vodene otopine faktor proporcionalnosti (molarna
konstanta vrelišta) je 0.52, iz čega proizlazi da je:
ΔTBPR = 0.52X
gdje je X molni udio otopljene tvari.
2.8. Entalpija
Pojam entalpije je termodinamski definiran kao suma unutarnje i kinetičke
energije. Taj je pojam identičan s ranijim izrazom 'sadržaj topline'.
Entalpija se izražava na jedinicu mase, iz čega proizlaze jedinice J/kg; Nm/kg
ili Ws/kg.
29
Lovrić _______________________________________________________________________________________________
Entalpija (H) neke namirnice (Heldman, 1982) jednaka je zbroju entalpija pojedinih sastojaka. Tako je na primjer za smrznute proizvode:
H = Hs + Hv + Hl + L
gdje je: Hs = entalpija suhe tvari namirnice; Hv = entalpija vode; Hl = entalpija
leda; L = latentna toplina smrzavanja
Za određivanje entalpije prehrambenih proizvoda najčešće se upotrebljavaju
kalorimetrijske metode ili matematički modeli (entalpije), koji su, zavisno o temperaturnom području primjene, funkcija temperature ili masenog udjela vode. Naime,
modeli zavisnosti entalpije namirnice o temperaturi iznad temperature zamrzavanja
(Tf) linearne su funkcije ili temperature ili masenog udjela vode, dok su modeli
(prividne) entalpije namirnice ispod Tf eksponencijalne funkcije dviju međusobno
zavisnih varijabli, temperature i masenog udjela vode.
Kao primjer navodimo dva matematička modela (izraza)za izračunavanje entalpije. Jedan takav model, prema Chang i Tao-u (1981), za izračunavanje entalpije
pri temperaturi zamrzavanja namirnice (Hs), ukoliko je poznat udio vode, dan je
ovim izrazom:
Hs = 9792,46 + 405096 mv (J/kg)
gdje je mv = maseni udjel vode.
Za izračunavanje prividne entalpije (Ħ), pri T < Tf, Pham, Q. T. i Willix, J.
(1987, 1990) ponudili su slijedeći model:
Ħ = 71,9 + 1,99T −
152,6
T
2.9. Toplinska vodljivost
Toplinska vodljivost je svojstvo kojim se izražava lakoća prolaza toplinske
energije kroz neki materijal (npr. prehrambeni proizvod) pri konstantnom toplinskom gradijentu.
Poznavanje toplinske vodljivosti je neophodno za računanje prijenosa topline
kondukcijom. Toplinska vodljivost se tek neznatno mijenja s promjenom temperature. Većina matematičkih izraza predloženih za izračunavanje toplinske vodljivosti pretpostavlja prehrambene proizvode kao dvofazne sustave na bazi vode i suhe
tvari. To je osobito važno pri procesu smrzavanja budući da se toplinska vodljivost
vode, kao sastojka s najvećim udjelom, znatno mijenja prilikom faznog prijelaza iz
kapljevitog (tekućeg) u čvrsto stanje. Naime, toplinska vodljivost leda, 2.210
W/mK, je četiri puta veća od toplinske vodljivosti vode u kapljevitom stanju, 0.555
30
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
W/mK. To znači da toplinska vodljivost prehrambenih proizvoda u najvećoj mjeri
ovisi o udjelu vode.
2.10. Toplinska difuzivnost
Toplinska difuzivnost je svojstvo koje određuje brzinu protoka topline kroz
materijal (prehrambeni proizvod) tijekom hlađenja ili zagrijavanja, a može se izračunati s pomoću sljedećeg izraza:
α=
[
k
m 2 s −1
ρ ⋅ cp
]
gdje je k toplinska vodljivost, (J/mKs), ρ gustoća proizvoda, (kg/m3), cp specifična
toplina proizvoda (J/kgK).
Zbog doprinosa toplinske vodljivosti (k) i specifične topline (cp) njenoj vrijednosti, toplinska difuzivnost pokazuje složeni odnos s udjelom vode u hrani. Iznad
točke smrzavanja vrijednost toplinske difuzivnosti se može pretpostaviti iz vrijednosti za k, cp i udjela vode.
Budući da je toplinska vodljivost (k) veća za smrznutu hranu od one za nesmrznutu, a specifična toplina (cp) i gustoća (ρ) su manje, to će toplinska difuzivnost u
smrznutoj hrani biti znatno veća od one u nesmrznutoj.
2.11. Dielektrična svojstva
Količina topline proizvedena prilikom dielektričnog zagrijavanja ovisi o dielektričnim svojstvima prehrambenih proizvoda, kao što su relativna dielektrična konstanta ε', relativni faktor dielektričnh gubitaka ε'', odnosno ugao gubitaka tan δ, koji
pak zavise o sastavu proizvoda, temperaturi i frekvenciji zračenja. Tangens gubitaka uključuje doprinos dielektrične relaksacije i zagrijavanja električnim otporom,
što prevladava pri nižim frekvencijama. Između navedenih parametara postoji sljedeći odnos:
ε'' = ε' tan δ
Neki od primjera prikazani su u tablici 2.11.
Sposobnost prodiranja mikrovalova često se izražava kao dubina prodiranja;
to je dubina kod koje je upadna snaga smanjena na 37%, a može se izračunati
pomoću izraza:
λ
d= 0
π
8 ε′
1 + tan δ 2 − 1
31
Lovrić _______________________________________________________________________________________________
gdje: d = dubina prodiranja; λ0 = valna duljina elektromagnetske energije u vakuumu; ε' = (relativna) dielektrična konstanta.
Tablica 2.11. Dielektrična svojstva nekih prehrambenih proizvoda pri 2 700 MHz
Proizvod
Voda
Sirova govedina
Kaša krumpira
Temp.
(ºC)
+3
+60
–20
+20
+60
–20
+20
+60
Dielektrična konstanta
(F/m)
83
66
4.8
48
40
4.6
65
55
Tangens gubitka
(tan δ)
0.27
0.18
0.12
0.28
0.31
0.07
0.34
0.35
d
(mm)
8
30
74
9
10
130
7
8
Halstrom, B. (1988)
2.12. Viskoznost i reološka svojstva
U mnogim procesima i operacijama prehrambene industrije potrebno je za definiranje određenih procesnih parametara poznavanje tzv. reoloških svojstava odgovarajućih materijala (krutina ili tekućina), odnosno njihovo ponašanje (deformacija
ili tečenje) pod utjecajem djelovanja nametnute sile (naprezanja).
Pod deformacijom se podrazumijeva promjena oblika i dimenzija nekog tijela
pod utjecajem sile, a pod pojmom tečenja kontinuirana promjena deformacije s vremenom.
Reologija je znanstvena disciplina koja se bavi tečenjem i deformacijom kako
krutih (čvrstih), tako i tekućih materijala.
Kod prehrambenih proizvoda, osim pri određivanju procesnih uvjeta, reologija
se koristi i za definiranje parametara kakvoće.
Prema Mohsenimu materijali se, zavisno o ponašanju prema djelovanju naprezanja (sile) svrstavaju na način kako je prikazano na slici 2.1.
Osnovna reološka svojstva krutih materijala su elastičnost i plastičnost, a tekućih (fluida) viskoznost.
Biološki materijali, uključujući prehrambene proizvode, zbog svog složenog
sastava rijetko pokazuju samo jedno od navedenih svojstava, iako se najčešće opisuju samo jednim od njih.
Materijal je idealno elastičan kada se deformacija pojavi trenutačno s djelovanjem sile, a nestaje nakon prestanka djelovanja sile. Ako materijal podliježe trajnoj
deformaciji kada se postigne određeni prag naprezanja, za njega se kaže da pokazuje plastično ponašanje.
32
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Sila
Tečenje
Deformacija
Plastično
Elastična
Hookeovska
Nehookeovska
Viskoelastično
Bingamovsko
Viskoplastično
Viskozno
Nebingamovsko
Nenewtonsko
Newtonsko
Slika 2.1. Ponašanje materijala prema djelovanju sile (naprezanja)
Pojedini koloidni sustavi, pod određenim uvjetima, pokazuju svojstva i tekućih
i krutih materijala u različitom omjeru, pa se zbog toga nazivaju viskoelastični sustavi.
Osim kemijskog sastava, na stanje nekog reološkog sustava utječu još neki
čimbenici, kao što su: temperatura, udio suhe tvari, pH, brzina smicanja, vrijeme
smicanja, uvjeti pripreme i držanja materijala, kao i primijenjena metoda određivanja reoloških značajki.
2.12.1. Viskoznost
Većina tekućina pokazuje svojstvo idealne viskoznosti. Newtonsku viskoznost
pokazuju oni sustavi kod kojih pri mirovanju nema jačih privlačnih sila i kod kojih
se odvijaju elastični sudari. Sile otpora javljaju se tek pri protjecanju.
Viskoznost se može jednostavno definirati kao unutrašnje trenje koje djeluje
unutar fluida (tekućine), tj. kao otpor tečenju.
Deformacija izazvana djelovanjem sile (naprezanja) se može izraziti kao gradijent brzine između dviju ploha: –dy/du (s–1), a izraz koji to opisuje poznat je kao
Newtonov zakon:
du
τ =μ
= μ ⋅γ
dy
gdje je τ = smično naprezanje (Pa) ili (N/m2), μ = koeficijent viskoznosti ili viskoznost (Pa·s) ili (Ns/m2), –du/dy = γ = gradijent brzine između dvije plohe, odnosno brzina smicanja (s–1).
Odnos smičnog naprezanja i brzine smicanja, prikazan grafički, predstavlja
pravac koji prolazi kroz ishodište. Prema tome Newtonski sustavi (fluidi, tekućine)
su oni kod kojih postoji linearni odnos između smičnog naprezanja i brzine smicanja, pri čemu se konstanta proporcionalnosti (tj. nagib krivulje μ) naziva koefi33
Lovrić _______________________________________________________________________________________________
cijent viskoznosti ili jednostavno viskoznost, (ponekad i "apsolutna" ili "dinamička" viskoznost).
Uz uobičajeni pojam dinamičke viskoznosti (μ), u pojedinim slučajevima (npr.
za ne-prehrambene proizvode, kao što su maziva ulja) upotrebljava se i pojam
kinematička viskoznost, koja je definirana slijedećim odnosom:
v=
μ
(m2/s)
ρ
gdje je μ dinamička viskoznost, a ρ gustoća. Voda, mlijeko, med (tekući) i voćni
sokovi posjeduju značajke Newtonskih sustava (tekućina).
Tablica 2.12. Viskoznost nekih materijala pri sobnoj temperaturi
Materijal (fluid)
Viskoznost – približna (Pas)
Zrak
10–5
Voda
10–3
Maslinovo ulje
10–1
Glicerol
100
Med (tekući)
101
Zlatni sirup
102
(Staklo)
(1040)
Singh, R. P., Heldmann, D. R., (1993)
Smično naprezanje
Međutim, mnogi prehrambeni proizvodi odstupaju svojim reološkim značajkama od zakonitosti opisanih Newtonovim izrazom. Takve nazivamo ne Newtonovskim tekućinama (fluidima).
a
b
c
d
e
Brzina smicanja
Slika 2.2. Odnos između smičnog naprezanja i brzine smicanja za Newtonske i ne
Newtonske tekućine a. Herschel-Bulkley, b. Bingham-plastična, c. pseudoplastična,
d. Newtonska e. dilatantna
34
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Svojstva ne-Newtonskih tekućina mogu se svrstati u dvije skupine, zavisno o
tome da li se s vremenom smicanja ta svojstva mijenjaju ili ne, kao što se vidi iz
slike 2.2., ili prema Uliksonu u tri skupine.
Slika 2.3. Svojstva ne Newtonskih tekućina
2.12.2. Sustavi (fluidi) čija svojstva ne ovise o vremenu smicanja
Kod ovih sustava brzina smicanja je ovisna samo o lokalnom smičnom naprezanju:
du
= f (τ )
dy
U ovu skupinu spadaju ovi sustavi (tekućine):
Pseudoplastični sustavi. Kod ovih sustava smično naprezanje mnogo brže raste pri nižim brzinama smicanja nego pri višim, a taj odnos se obično opisuje izrazom koji se naziva i Oswald-Reinerov zakon potencije:
⎛ du ⎞
⎟⎟
⎝ dy ⎠
τ = μ 0 ⎜⎜
n
ili τ = K ⋅ (γ )n
(n < 1)
gdje je K = koeficijent konzistencije (Pa·sn) i n = indeks tečenja. Viskoznost pseudoplastičnih tekućina određena je izrazom: μ = K · (γ)n–1.
U većini slučajeva ponašanje ovog tipa ne-Newtonskih fluida se pripisuje prisustvu visokomolekularnih tvari u otopini ili dispergiranih čvrstih čestica u tekućoj
fazi (suspenzoida).
Primjeri pseudoplastičnih tekućina su: kondenzirano mlijeko, majoneza, senf,
pire banane, pire jabuke, juhe od povrća. (za med n = 1!).
35
Lovrić _______________________________________________________________________________________________
Dilatantni sustavi. Kod ovih sustava pri povećanju brzine smicanja naglo raste
smično naprezanje, odnosno viskoznost, tako da je otpor sustava mnogo veći pri
većim brzinama nego pri manjim, a opisuju se istim izrazom kao i pseudoplastični,
s time da je n > 1.
Primjer za ove sustave su koncentrirane suspenzije, kao što je 60% suspenzija
škroba u vodi.
Iz navedenih izraza i primjera je vidljivo da vrijednost indeksa tečenja (n) karakterizira tip fluida. Za Newtonske fluide n = 1, za pseudoplastične n < 1, a za
dilatantne n > 1. Na taj je način moguće odrediti da li je riječ o Newtonskom ili neNewtonskom fluidu. Razlike između spomenuta dva tipa ne-Newtonskih fluida
mogu se lako razumjeti uvođenjem pojma tzv. prividne viskoznosti. Za prividnu
viskoznost (μp) odnos τ/γ nije konstantan već se mijenja brzinom smicanja.
Prividnu viskoznost moguće je približno ocijeniti grubom (grafičkom) aproksimacijom (primjene) Newtonovog zakona na ne-Newtonske sustave. Na taj je način
moguće utvrditi da se povećanjem brzine smicanja prividna viskoznost pseudoplastičnih tekućina smanjuje, a dilatantnih povećava.
Binghamski plastični sustavi. Za ove sustave je svojstveno da kretanje (tečenje) počinje tek kada je postignut određeni prag naprezanja τ0. U tom slučaju zakon
potencije postaje:
τ =τ 0 + μ p
du
ili τ = K ⋅ γ + τ 0
dy
Primjeri ovog tipa fluida su čokoladna masa, biljne masti, margarin i sok naranče.
Navedeni izrazi opisuju idealno plastično tečenje ili binghamovsko tečenje, a
odgovarajuće tvari u slučaju kada je naprezanje veće od τ0, pokazuju linearnu
ovisnost smičnog naprezanja o brzini smicanja. Ispod vrijednosti ovog naprezanja
plastični sustavi se ne dovode u gibanje, već se deformiraju, tj. promijene oblik
poput čvrste plastične tvari. Po prestanku djelovanja sile ponovno poprime prvobitni oblik.
Ukoliko materijal nakon postizanja praga naprezanja pokazuje pseudoplastično
ili dilatantno ponašanje, tada se naziva kvaziplastičan ili fluid mješovitog tipa, a
to ponašanje se može opisati Hershel – Bulkely izrazom:
τ = K ⋅γ n +τ0
ili Casson-ovim izrazom:
τ 1 2 = K 0 + K1 ⋅ γ 1 2
gdje je K0 = granica tečenja prema Cassonu i K1 = plastična viskoznost prema
Cassonu.
36
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
2.12.3. Sustavi (fluidi) čija svojstva ovise o vremenu smicanja
Kod ovih sustava smično naprezanje ne ovisi samo o brzini smicanja nego i o
vremenu:
du
= f (t , τ )
dy
Tiksotropni sustavi. Tiksotropni su sustavi oni kod kojih unutarnji otpor ovisi
o primijenjenom naprezanju, trajanju naprezanja i prethodnim deformacijama, pri
čemu dolazi do narušavanja strukture, a viskoznost se smanjuje s trajanjem naprezanja. Kada prestane djelovanje naprezanja, dolazi do ponovnog uspostavljanja početne strukture i porasta viskoznosti.
Mjerilo tiksotropnosti nekog fluida je površina tzv. tiksotropne petlje, kod koje
uzlazna krivulja pokazuje početno stanje, kada struktura nije razorena, a silazna
krivulja razoreno stanje, dok površina petlje predstavlja energiju potrebnu za razaranje tiksotropne strukture.
Za opisivanje pojave tiksotropije koriste se različiti koeficijenti, kao što su koeficijent tiksotropije, Kt i koeficijent tiksotropnog razaranja, Ktr:
Kt =
1 n
∑ (τ i′ − τ i′′);
n i
K tr =
1 n (τ i′ − τ i′′)
∑
n i
τ i′
gdje je n = broj mjerenja, ti' = smično naprezanje pri uzlaznom mjerenju i ti'' =
smično naprezanje pri silaznom mjerenju. Primjeri tiksotropnog ponašanja su koncentrat rajčice i različite kreme.
Reopektički sustavi. Ovi sustavi pokazuju suprotno ponašanje od tiksotropnih,
tj. s vremenom naprezanja povećava se konzistencija. Ova pojava naziva se antitiksotropija: djelovanjem smicanja dolazi do porasta viskoznosti-konzistencije, a pri
mirovanju dolazi do pada. Primjer navedenog ponašanja je tučeno vrhnje.
Viskoelastični sustavi. Pri primjeni (smičnog) naprezanja ovi sustavi pokazuju
i elastično i plastično ponašanje. Međutim, od plastičnih fluida se razlikuju u tome,
što se oba navedena svojstva javljaju istovremeno, s time, da nakon prestanka naprezanja, smicanje u materijalu u potpunosti ne prestaje.
Viskoelastična svojstva pokazuju mnogi polutekući proizvodi, poput tijesta, neki sirevi i većina želiranih proizvoda.
Na reološka svojstva prehrambenih proizvoda utječu brojni čimbenici. To su:
kemijski sastav i njegove promjene tijekom proizvodnje i skladištenja; procesni uvjeti (temperatura, tlak); različite operacije i procesi (koncentriranje, toplinska obrada, obrada enzimima, smrzavanje, ekstrudiranje, homogenizacija, miješanje, emulgiranje i sl.).
Posebno je značajan utjecaj temperature na reološka svojstva (viskoznost,
odnosno konzistenciju). Taj se utjecaj može zadovoljavajućom korelacijom zavis37
Lovrić _______________________________________________________________________________________________
nosti viskoznosti (za Newtonske fluide), ili prividne viskoznosti, odnosno konzistencije (za ne-Newtonske fluide, gdje je μp = K(γ)n–1) o temperaturi opisati Arrhenius-ovim izrazom:
⎛E ⎞
μ = μ ∞ exp⎜ a ⎟
⎝ RT ⎠
gdje je μ∞ = empirijska konstanta za viskoznost, (Pa s); Ea = energija aktivacije
tečenja, (J/gmol); R = plinska konstanta, (J/gmol K); T = apsolutna temperatura,
(K).
Ne samo što temperatura (prema navedenom izrazu) utječe na viskoznost, već o
njoj ovise i reološke značajke fluida. Tako, na primjer, koncentrirani (mutni) sok
limuna pri nižoj temperaturi (7°C) pokazuje plastična, a pri višoj (22 – 50°C) temperaturi pseudoplastična svojstva.
Za određivanje reoloških svojstava danas se koriste brojni tipovi instrumenata
(viskozimetara, reometara), koji rade na različitim principima, a prilagođeni su specifičnim zahtjevima u pogledu primjene i točnosti (preciznosti) rezultata.
Iako se u praksi susreću dva osnovna tipa viskozimetara: kapilarni i rotacijski, na tržištu se nude različite varijante instrumenata koji rade na istim ili sličnim
principima, s tim da se u novije vrijeme uvode sve više elektromehanički senzori i
elektronske metode mjerenja.
2.13. Koligativna svojstva i njihovo određivanje
Svojstva, kao što su sniženje tlaka para otopine, sniženje ledišta, povišenje vrelišta i osmotskog tlaka pri unošenju topljive tvari, tijesno su međusobno povezana i
zbog toga ih nazivamo koligativnim svojstvima.
Izrazi koji služe za izračunavanje tih svojstava (prema pojedinim autorima)
mogu se međusobno povezati, tako da se može svako od tih svojstava izračunati na
osnovi vrijednosti danih za ostala, na sljedeći način:
p − p1 M w Lv ΔTb M w L f ΔT f
M Δπ
1 − aw = 0
≈
=
= w
p0
ρ RT
RTb2
RT02
(1)
(2)
(3)
gdje je p0 = tlak para vode (Pa); p1 = parcijalni tlak para vode sustava (Pa); Mw =
molekulska masa vode; Lv = latentna toplina isparavanja vode (kJ/kg); Tb = vrelište
vode (373.15 K); Lf = latentna toplina taljenja leda (kJ/kg); T0 = temperatura
smrzavanja vode (273.15 K); Tf = temperatura smrzavanja otopine (K); ρ = gustoća
(kg/m3); π = osmotski tlak (Pa).
38
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Izraz (1) odnosi se na povišenje vrelišta; (2) sniženje ledišta; (3) povećanje osmotskog tlaka.
ρ RT
Δπ = −
ln a w
Mw
Osmotski tlak je teško mjeriti, naročito pri visokim koncentracijama otopljene
tvari. Teoretski, osmotski tlak se može odrediti na osnovi drugih parametara, poput
aktiviteta vode, sniženja ledišta ili povišenja vrelišta.
2.14. Dijagrami stanja
U novije vrijeme koriste se sve više tzv. dijagrami stanja (engl. State diagram)
za opisivanje stanja vode u hrani, posebno pri tvorbi amorfnog stanja, odnosno tzv.
staklastog prijelaza,što je važno pri razmatanju pojava koje se javljaju u različitim
procesima, npr. dehidratacije ili smrzavanja.
Dijagram stanja (prikazan na slici) jednostavnog sustava (otapala i otopljene
tvari) je fazni dijagram sastojaka hrane u kojem je prikazana i krivulja staklastog
prijelaza. Naime, fazni dijagrami se odnose isključivo na ravnotežne uvjete, dok
dijagrami stanja sadrže, uz podatke za ravnotežne i za neravnotežne uvjete i metastabilna ravnotežna stanja. Prema tome dijagrami stanja su dopunjeni fazni dijagrami budući da dehidratirani, djelomično osušeni ili smrznuti proizvodi ne dolaze u
stanju termodinamske ravnoteže.
Temperatura, °C
+60
+50
+40
+30
20
0
0
-10
-20
-30
-40
-50
-60
-100
-140
Tm
S
Tg
Vodena otopina
Tm
TE
Led+Otopina
Prezasićena
otopina
Led+Koncentrirana otopina
Staklo
Tg'
Led+Staklo
0
10
20
30
40
50
60
70
Otopljena tvar, W%
80
90
100
Slika 2.4. Dijagram stanja vodenih otopina
39
Lovrić _______________________________________________________________________________________________
Za izračunavanje temperature staklastog prijelaza (Tg) jednostavnih sustava
predloženi su različiti izrazi, između kojih je najstariji i najpoznatiji onaj Gordona i
Taylora, koji je poslužio i za izradu priloženih dijagrama (binarnih sustava):
Tg =
W1T g1 + kW2T g 2
W1 + kW2
gdje su Tg1 i Tg2 vrijednosti staklastog prijelaza (K) komponente 1 (voda) i 2
(uzorka); W1 i W2 maseni udjeli komponenata 1 i 2, dok je k empirijska konstanta
koja se može naći u literaturi. U priloženoj tablici dani su podaci za Tg vrijednosti
nekih prehrambenih proizvoda. Za određivanje Tg (temperature staklastog prijelaza) najprikladnije su metode DSC (diferencijalna motridbena kalorimetrija) ili
DMTA (dinamička mehaničko-termička analiza).
Kao što je rečeno, krivulje staklastog prijelaza prikazuju metastabilno prijelazno područje gdje je viskoznost u tolikoj mjeri velika da proizvod nema sposobnost
tečenja, značajnog za njegovu stabilnost. Ispod te krivulje na dijagramu proizvod
je stabilan u pogledu procesa zavisnih o difuziji, kao što je migracija vode, na
ekstremno dugi period. Npr. mlijeko u prahu je suho i stabilno ukoliko se čuva pri
temperaturi ispod temperature staklastog prijelaza.
Međutim, ako primi vlagu iz okolišnog zraka ili se drži pri povišenoj temperaturi (tj. iznad temperature staklastog prijelaza), tada mu se smanjuje stabilnost i
dolazi do sljepljivanja čestica.
Spomenuti difuzijom ograničeni procesi u hrani povezani su s molekulskom
pokretljivošću Mm (engl. Molecular mobility) čiju su kinetiku obradili Williams –
Landel – Ferry za temperature iznad Tg (staklasti prijelaz) i Tm' ili Tm* (temperatura taljenja onosno topljivosti), izrazom danim za viskoznost:
log
(
(
− C1 T − T g
η
=
η g C 2 + T − Tg
)
)
gdje je η = viskoznost pri temperaturi proizvoda; ηg = viskoznost pri Tg (K); C1
(bezdimenzijska) i C2 (K) su konstante (27, 130). (η se može zamijeniti sa 1/Mm).
40
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Tablica 2.13. Neka svojstva i značajke pojava u prehrambenim proizvodima
uvjetovanih pokretljivošću molekula (difuzijom uvjetovanih promjena u proizvodima
koji sadrže amorfna područja)
Suhi i polusuhi proizvodi
Svojstva tečenja i ljepljivosti
Kristalizacija i rekristalizacija "cvjetanje"
šećera u čokoladi
Lomljenje tijekom sušenja i hlađenja
pekarskih proizvoda
Kolaps strukture tijekom drugog stadija
liofilizacije (desorpcije)
Ispuštanje hlapljivih sastojaka iz amorfnog
matriksa ukapsuliranih proizvoda
Enzimska aktivnost
Maillardova reakcija
Želatinizacija škroba i retrogradacija škroba
u pekarskim proizvodima
Smrznuti proizvodi
Migracija vlage (kristalizacija leda, na
primjer u pakovini)
Kristalizacija laktoze – "pjeskovitost" u
smrznutim desertima
Enzimska aktivnost
Kolaps strukture amorfne faze tijekom
sublimacije
Smežuranje djelomičnim kolapsom
strukture u pjenastim-smrznutim desertima
41
Lovrić _______________________________________________________________________________________________
Bibliografija
Arbucle, W. S., Ice – Cream, 3rd edition, AVI, Westport, Connecticut (1977).
Brennan, J.G., Butters, J.R., Cowell, N.D. and Lilly, A.E.V.,»Food Engineering
Operations», 3rd ed. Elsevier Science Publishing Co., New York (1990).
Casson, N., A flow equation for pigmented-oil suspensionof the printing ink type,
in «Rheologie of Dispersed Systems» (C.C. Mill, ed.), Pergamon Press, New
York (1959) 84.
Chang, H.D., Tao, L.C., J. Food Sci. 46 (1981) 1493.
Charm, S.E., The Fundamentals of Food Engineering, 3rd ed. AVI Publ. Co.,
Westport, Connecticut (1978).
Chen, C. S., Physicochemical Principles for Concentration and Freezing of Fruit
Juice, in Fruit Juice Processing Technology, S. Nagy, C.S. Chen, and P. E.
Shaw (Editors), AGSCIENCE, Inc. Auburdale, Florida.
Choi,Y. and Okos, M.R., Effects of temperature and composition on the thermal
properties of food, in «Food Engineering and Process Applications,» Vol 1.
«Transport Phenomena.» (M.Le Maguer and P.Jelen, eds.), Elsevier Applied
Science Publishers, London (1986) 93.
Dickerson, R.W., Jr., Thermal properties of foods. In «The Freezing Preservation
of Foods,» 4th ed., Vol.2.(D.K. Tressler, W.B. Van Arsdel and M.J.Copley,
eds.) AVI Publ.Co., Westport, Connecticut, (1969) 26.
Dodge, D.W. and Metzner,A.B., Turbulent flow of non-Newtonian systems,
AIChEJ, 5 (7) (1959) 189.
Earle, R.L., Unit Operationsin Food Processing, 2nd ed., Pergamon Press, Oxford
(1983).
Esher, F., Progress in measurament of physical properties of food. Proceedings of
Euro Food Chem IV, Vol. 2, Leon, Norway, (1987) 428.
Farrall, A.W., Food Engineering Systems, Vol. 1. AVI Publ. Co., Westport,
Connecticut (1976).
Farrall, A.W., Food Engineering Systems, Vol. 2. AVI Publ. Co., Westport,
Connecticut (1979).
Fennema, O.R., Water and Ice, in Food Chemistry (Food science and Tecnology),
edited by Owen R. Fennema, 3rd ed., Marcel Dekker, Inc. New York (1996)
17.
Halstrom, B., Skjoldebrand, C., and Tragardh, C., Heat Transfer and Food
Products, Elsevier Applied Science Publ., London and New York (1988).
42
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Hegedušić, V., Progress in Food Rheology, In «Advances in Food Process
Engineering» (Short Intensive Course EFAPTEM, a Tempus Joint European
Project) Technological Educational Institution (TEI) of Zagreb) (1992) 13.
Heldman, D. R., and Gorby, D.P., Prediction of thermal conductivity of frozen
foods. Trans. ASAE 18 (1975) 740.
Heldman, D.R., and Singh, R.P., Food Process Engineering, 2nd ed. AVI Publ.
Co., Westport, Connecticut (1981).
Heldman, D.R.., and Lund, D. B., Handbook of Food Engineering, Marcel Dekker,
New York (1992).
Hill, J.E., Litman, J.E., and Sutherland, J.E., Thermal conductivity of various
meats. Food Technol. 21, (1967) 1143.
Karel, M., Buera, M. P., and Roos, Y., Effects of glass transitions on processing
and storage, in «The Glassy State in Foods» (J.M.V. Blanshard and P.J.
Lillford, eds.), Nottingham University Press, Loughborough (1993) 13.
Lentz, C.P., Thermal conductivity of meats, fats, gelatin gels and ice., Food
Technol. 15 (1961) 243
Lewis, M.J., Physical Properties of Foods and Food Processing Systems, Ellis
Horwood Ltd, Chicester, 111 (1987).
Loncin, M. and Merson, R.L., Food Engineering; Principles and Selected
Applications. Academic Press, New York, (1979).
Milson, A., and Kirk, D., Principles of Design and Operation of Catering
Equipment. Ellis Horwood, Chichester, West Sussex (1980).
Mohsenin, N. N., Phycical Properties of Plant and Animal Materials, Vol. 1,
Structure, Physical Characteristics and Mechanical Properties. Gordon and
Breach, London (1970).
Mohsenin, N.N., Physical Properties of Plant and Animal Materials: Structure,
Physical Characteristics and Mechanical Properties, 2nd ed., Gordon and
Breach Science Publishers, New York (1978).
Mohsenin, N. N., Thermal Properties of Food and Agricultural Materials, Gordon
and Breach (1980).
Muller, H.G., An Introduction to Food Rheology, Heineman, London (1973).
Myers, G.E.., Analytical Methods in Conduction Heath Transfer., McGraw-Hill,
New York, (1971).
Peleg, M., and Bagley, E. B., (Eds.), Physical Properties of Foods, AVI, Westport,
Connecticut (1983).
43
Lovrić _______________________________________________________________________________________________
Pham, Q.T. and Willix, J., J.Food Sci. 55 (1990) 1429.
Physical Chemistry of Food Processes, Vol 1., Fundamental Aspects, edited by Ion
C. Baianu, an AVI book (Van Nostrand Reinhold), New York, (1993).
Physical Chemistry of Food Processes, Vol 2., Avanced Techniques, Structures,
and Applications, edited by Ion C. Baianu, Helmut Pessen, and Thomas F.
Kumosinsky, an AVI book (Van Nostrand Reinhold), New York, (1993).
Piližota, V., Thermal Analysis of Foodstuffs at Low Temperatures, In «Advances
in Food Process Engineering» (Short Intensive Course EFAPTEM, a Tempus
Joint European Project) Technological Educational Institution (TEI) of Zagreb
(1992) 60.
Rao, M. A., Anantheswaren, R. C., Rheology of fluids in food processing, Food
Technol. 36 (1982) 116.
Roos, Y., Phase transition and transformation in food systems., in Handbook of
Food Engineering. (Heldman,D.R. and Lund, D.B.,eds.) pp. 145-197, Marcel
Dekker, New York (1992).
Roos, Y. and Karel, M., Applying state diagrams to food processing and
development. Food Technol. 45 (12) (1991) 66-71, 107.
Rotstein, E.., Singh, R.P.and Valentas, K., Handbook of Food Engineering
Practice., CRC Press, Inc., Boca Raton, Florida, (1997).
Shoemaker, C.E., Figoni, P.I., Time dependent rheological behaviour of food, Food
Technol 38 (1984) 110..
Simatos, D., Blond, G., Le Meste, M., Some aspects of the glass-transition in
frozen food systems, in «The Science and Technology of the Glassy State in
Foods»; University of Nottingham: Nottingham, U.K. (1992).
Singh, R. P., Thermal properties of frozen foods., in Engineering Properties of
Foods (M.A.Rao and S.S.H. Rizvi, Eds.). Marcel Dekker, New York (1994)
139.
Singh, R. P., Principles of heath transfer. Chapter 11 in Frozen and Refrigerated
Doughs and Batters (K. Kulp, K. Lorenz, and J Brummer, Eds.). American
Association of Cereal Chemists, Inc. (1995).
Singh, R.P., and Heldman, D.R., Introduction to Food Engineering, 3rd Edition,
(Food Science and Technology, International Series), Academic Press, a
Harcourt Science and Technology Company, San Diego, California (2001).
Steffe, J.F., Rheological Methods in Food Process Engineering, 2nd ed. Freeman
Press, East Lansing, Michigan (1996).
Tanner, R. T., Engineering Rheology, Oxford University Press, Oxford (1985).
44
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Toledo, R.T., Fundamentals of Food Process Engineering, 2nd ed. Van Nostrand
Reinhold, New York (1991).
Watson, E.L. and Harper, J.C., Elements of Food Engineering, 2nd ed. Van
Nostrand Reinhold, New York (1988).
Williams, M. L., Landel, R. F., and Ferry J. D., The temperature dependence of
relaxation mechanisms in amorphous polymers and other glass-forming
liquids., J. Am. Chem. Soc. 77 (1955) 3701.
45
Lovrić _______________________________________________________________________________________________
46
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
3.0.PRINCIPI TEORIJE SLIČNOSTI I
MODELIRANJE U PREHRAMBENOM
INŽENJERSTVU
U različitim aktivnostima procesnih inženjera, posebice u razvoju i projektiranju procesa i procesnih uređaja (postrojenja) te fizikalnom modeliranju, nezaobilazna je primjena teorije sličnosti. Principi ove teorije obrađeni su u pojedinim
kolegijima tehnoloških studija kao što su 'Tehnološke operacije' i 'Tehnološko
projektiranje'. Zbog toga će ti principi ovdje biti obrađeni u skraćenom obliku.
U sustavima sa strujanjem, koji prevladavaju u procesima prehrambene industrije, u obzir dolaze slijedeće osnovne vrste sličnosti: geometrijska, kinematična,
dinamička i toplinska (u pojedinim slučajevima i kemijska sličnost).
Geometrijska sličnost polazi od jednakosti omjera svih dimenzija kojima je definiran oblik nekog uređaja. Takav odnos odgovarajućih veličina za dva sustava je
konstantan i naziva se faktorom povećanja. Za dužinu se faktor povećanja označa-
(
)
va sa lt, za površinu At At = lt2 , dok je za uglove jednak jedinici.
Takvi bezdimenzionalni omjeri karakterističnih veličina nazivaju se i 'invarijante sličnosti', odnosno češće 'bezdimenzijske značajke', 'bezdimenzijski brojevi'
ili 'bezdimenzijske grupe'.
Transformacijom (uobličavanjem) pojedinačnih mjerodavnih veličina u odgovarajuće bezdimenzijske značajke (ili grupe) moguće je broj zavisnosti među njima
smanjiti i na taj način pojednostaviti i olakšati raščlambu i interpretaciju pojave,
odnosno rješavanje zadatka.
Princip sličnosti primijenjen na fizikalne operacije pretpostavlja ispunjenje
ovih uvjeta: 1. da su faktori povećanja istih veličina konstantni, i da se odgovarajući fizički zakoni mogu izraziti u obliku omjera između faktora povećanja; 2. da su
bezdimenzijske značajke (parametri) identični (jednaki) za svaku operaciju; 3. da
su fizičke zakonitosti kojima podliježu operacije identične (jednake).
Kao i kod geometrijske sličnosti navedena tri odnosa (zavisnosti) mogu se izvesti jedan iz drugoga, što znači da svaki od njih ispunjava uvjete sličnosti. Tako
na primjer kinematička sličnost pretpostavlja (uz postojanje geometrijske sličnosti)
jednakost omjera brzina strujanja
v1′ v 2′ v3′
=
=
= vt
v1 v 2 v3
(ovdje je v + faktor povećanja za brzinu);
dok je pretpostavka za dinamičku sličnost konstantnost omjera mjerodavnih sila
(npr. inercije, gravitacije, trenja, površinske napetosti).
47
Lovrić _______________________________________________________________________________________________
U praksi primjena dinamičke sličnosti pretpostavlja u pravilu znatno kompleksnije odnose veličina u razmatranju. Stoga se često mora pribjeći primjeni tzv. parcijalne sličnosti, tj. postupnom ili simultanom razmatranju određenih pojava. Važnost primjene takvog postupka (tj. parcijalne sličnosti) posebice dolazi do izražaja
pri rješenju problema gdje se susrećemo sa simultanim prijenosom mase i topline
kada odgovarajuće fizikalne konstante (difuzivnosti i vodljivosti) s dimenzijskog
stajališta nisu koherentne s ostalim veličinama razmatranog sustava.
Ako se omjeri sastoje od različitih fizičkih veličina, uz pretpostavku da je njihov omjer također bezdimenzijska veličina, tada se on naziva invarijanta – kompleks ili kriterij. Na primjer, invarijanta dinamičke sličnosti (omjer impulsa i veličine gibanja) poznata je kao Newtonov kriterij sličnosti (Ne), odnosno Newton –
Bertrandov teorem sličnosti, što se može izraziti na ovaj način:
l
F
Fτ F v
Fl
=
=
= Ne , odnosno
= Ne , (pošto je m = l 3 ρ ).
2 2
mv mv mv 2
l ν ρ
To znači, da je u slučaju dinamičke sličnosti dvaju sustava umnožak sile i puta
(rad) podijeljen s umnoškom mase i kvadrata brzine u bilo kojim dvjema odgovarajućim točkama sustava konstantan, tj. da omjer dviju sila u modelu i prototipu
ima istu numeričku vrijednost.
3.1. Dimenzionalna analiza i Buckinghamov ili π teorem
sličnosti
Ova se metoda koristi u slučaju kada nisu poznati izrazi (pa ni parcijalne diferencijalne jednadžbe) za neku pojavu, ali su poznate veličine koje se na nju odnose.
Dimenzionalna analiza pretpostavlja da su odnosi (omjeri) veličina uključenih
u matematički opis neke pojave (i u slučaju kada ovi nisu utvrđeni na racionalan
način), dimenzionalno homogeni i identični bez obzira na to koji se sustav jedinica
koristi.
Prema Buckinghamu, svaka zavisnost između fizikalnih veličina karakterističnih za neku pojavu ili proces, može se predočiti kao međusobna zavisnost kriterija
sličnosti.
Pošto se kriteriji sastoje iz veličina koje imaju različito značenje za opis nekog
procesa, potrebno je odabrati one koji su neophodni za njegovo jednoznačno određivanje. To su tzv. određujući kriteriji.
Prema Buckinghamovom teoremu P3 = f (P1, P2……), tj. kriterij P3 je određen
ako su poznati određujući kriteriji P1, P2 itd.
Iz veličina kao što su svojstva fluida (ρ, μ, σ), hidrodinamičke (v, p, g), toplinske (cp, λ, T), i masene (D, c) veličine, izvode se mehaničke sile, odnosno sile
48
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
difuzije mase i sile difuzije topline. Iz omjera navedenih sila se nadalje izvode
invarijante, odnosno kriteriji sličnosti, između kojih ćemo navesti one koji su od
značenja za procese i operacije u prehrambenoj industriji (odnosno u prehrambenoprocesnom inženjerstvu). To su:
Ho (Hooke-ova značajka) =
F
Esl
2
, budući da je
F E s Al
=
A
l
gdje je Es modul elastičnosti.
vlρ
Re (Reynolds) =
vl
ν
=
sile inercije
sile viskoznosti
sile inercije
v2
=
lg
sila gravitacije
Fr (Froude) =
v 2l
We (Weber) =
Eu (Euler) =
μ
=
σ
2p
2
v ρ
Pr (Prandtl) =
=
=
ν
λ
ν
D
sile tlaka
sile inercije
=
ρ cp
Sc (Schmidt) =
sile inercije
sile površinske napetosti
=
μ cp
λ
=
sile trenja
sila difuzijske topline
sile trenja
sile difuzijske mase
Brzina izmjene topline između struje fluida i stijenke je razmjerna αΔϑ ili λΔϑ.
Omjer tih dviju veličina je tzv. Nusselt-ova značajka (Nu), tj.:
Nu (Nusselt) =
αl
= f (Re, Pr,....)
λ
49
Lovrić _______________________________________________________________________________________________
Analogni izraz izveden iz odnosa brzine prijelaza (topline) iz fluida na stijenku i
provođenja u krutini, poznat je kao Biotova značajka (broj):
l
Bi (Biot) =
α l λ unutarnji otpor (prijelazu topline)
= =
l
λ
vanjski otpor (prijelazu topline)
α
Slično je
Sh (Sherwood) =
βl
D
= f (Re, Sc,....)
Buckinghamov ili π teorem ima veliko značenje u teoretskom i eksperimentalnom radu, jer omogućava povezivanje bezdimenzijskih izraza sastavljenih od
odgovarajućih fizikalnih veličina.
Prema tom teoremu, ako u nekoj pojavi sudjeluje n nezavisnih varijabli (fizikalnih veličina), za čije je izražavanje potrebno n' osnovnih jedinica, svaki odnos
između tih n varijabli može se svesti na odnos n – n' bezdimenzijskih kriterija
(varijabli) sastavljenih iz tih veličina.
Za utvrđivanje moguće povezanosti (zavisnosti) između odgovarajućih varijabli prikladna je upotreba tzv. 'dimenzijske matrice', tj. tablice sa dva ulazna stupca
(horizontalnim i vertikalnim), gdje su u jednom - vertikalnom - jedna ispod druge
upisane osnovne jedinice (fizikalnih veličina), a u drugom – horizontalnom ('glavi')
- varijable karakteristične za određenu pojavu. Na primjer:
F
1
1
–
l
0
1
0
v
0
1
–1
ν
ρ
itd.
0
1
m
2
–3
l
–1
0
t
itd.
U tablici su prikazani eksponenti pripadajućih osnovnih jedinica danih u lijevom stupcu za
odgovarajuće varijable naznačene u glavi tablice.
Raspon matrice je određen brojem horizontalnih redova. Iz navedenog proizlazi
da je prema π teoremu broj bezdimenzijskih grupa (kriterija) potrebnih za opis
nekog procesa ili pojave) jednak broju varijabli umanjenom rasponom matrice. Na
taj je način moguće smanjiti potreban broj varijabli pri opisivanju nekog procesa,
odnosno pojave.
50
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
3.2. Fizikalno modeliranje i ekstrapolacija
Fizikalno modeliranje je metoda koja omogućava (uz određena ograničenja!)
prenošenje rezultata sa modela na prototip procesnih (industrijskih) aparata, odnosno uređaja. Pri tome veliko značenje ima primjena teorije sličnosti.
Ekstrapolacijom se rješavaju problemi prenošenja eksperimentalnih podataka,
dobivenih pod određenim uvjetima na modelu, na uvjete rada prototipa, kada nije
moguće ostvariti potpunu sličnost. Naime, u modeliranju se praktički ne može postići više od jedne sličnosti. Međutim, i u tom slučaju, ako se odabere ključni mehanizam procesa (isključenjem ostalih), npr. mehanizam strujanja, primjenom odgovarajućih kriterija (Re' = Re) pri projektiranju izmjenjivača topline mogu se dobiti
zadovoljavajući rezultati.
Pretpostavka za (uspješno) fizičko modeliranje je: 1. da je režim rada u modelu
i prototipu istog tipa, tj. da se može opisati istim matematičkim izrazima; 2. da su
model i prototip geometrijski slični, i 3. da bezdimenzijske grupe (kriteriji sličnosti), relevantne za proces u modelu i prototipu, budu numerički iste, odnosno (u
najboljem slučaju), da režim ovisi o jednom bezdimenzijskom kriteriju.
3.3. Matematičko modeliranje
Sa sustavskog gledišta svaki proizvodni sustav, pa tako i onaj u prehrambenoj
industriji, možemo promatrati kao nelinearan dinamički sustav, u kojem su uključeni prijenos mase (tvari), energije i informacije. Takav sustav, iako složen, u suštini predstavlja integriranu cjelinu koju čine dva osnovna podsustava: procesni i kontrolni. Ti su podsustavi međusobno povezani ulaznim i izlaznim funkcijama (veličinama).
Njihovo integriranje (tj.procesa i kontrole, odnosno upravljanja) danas se zasniva na primjeni matematičkih modela pomoću računalne infrastrukture.
Matematički model nekog sustava je skup matematičkih odnosa između ulaznih i izlaznih veličina koje definiraju taj sustav.
Danas je primjena matematičkih modela u prehrambenom inženjerstvu višestruka, bilo da je riječ o jediničnim operacijama i procesima, bilo da se radi o
složenim tehnološkim (proizvodnim) procesima i njihovom optimiranju.
Razvoj tehnika matematičkog modeliranja u predviđanju promjenljivosti vremena (procesa) prijelaza topline u prehrambenom inženjerstvu dosegao je posljednjih godina zavidnu razinu. Pri tome je presudnu ulogu odigrala primjena digitalnih
računala 50-ih godina. Ranije je pažnja bila usmjerena na iznalaženje analitičkih
rješenja predviđanja odnosa temperature i vremena ponajvažnijih toplinskih procesa (kao što su grijanje i hlađenje) na proizvode pravilnog oblika pri konstantnim
uvjetima i uz pretpostavku homogenosti i stalnih toplinskih svojstava proizvoda.
51
Lovrić _______________________________________________________________________________________________
Digitalna računala su omogućila neposredno rješavanje osnovnih diferencijalnih jednadžbi primjenom odgovarajućih numeričkih metoda integriranja, i prevladavanje poteškoća proizišlih iz promjenljivosti pojedinih procesnih parametara.
Na primjer, za prehrambene proizvode kod kojih se prijelaz topline odvija
pretežno kondukcijom, matematički model koji se zasniva na Fourierovom izrazu s
utvrđenim početnim i graničnim uvjetima numerički se rješava s pomoću metode
konačnih razlika (proširenjem Taylorove funkcije temperature i entalpije), ili (češće) metodom konačnih elemenata (rješenjima toplinskih jednadžbi). Danas se to
provodi pomoću računala primjenom odgovarajućih programa. Npr., za metodu
konačnih razlika programom HEATSOLV (za jednodimenzijski protok topline u
beskonačnoj plohi). Dodatnim programima dobiju se početni i granični uvjeti, te se
procjenjuju koeficijenti prijelaza topline i ostali potrebni parametri. Toplinska svojstva, ako nisu poznata, mogu se dobiti programom COSTHERM.
Inače se simuliranje obično provodi uz pretpostavku poznatih termofizičkih
svojstava proizvoda (toplinske vodljivosti, specifičnog toplinskog kapaciteta i sl.), i
procesnih parametara (početne temperature, koeficijenta prijelaza topline, i temperature okoline). Međutim, točnost podataka o svojstvima materijala je ograničena
greškama mjerenja i promjenama unutar i izvan njega. Proizlazi da se takvi proračuni svode na računanje vjerojatnosti (nekog) modela ("probabilistic modeling")!
Matematički modeli koji se baziraju na uzročnim odnosima ulaznih i izlaznih
varijabli definiranih u potpunosti temeljnim zakonima fizike, kemije i biologije, i
opisanih diferencijalnim (integralnim) jednadžbama, nazivaju se analitički modeli.
Osnovu tih modela čine principi održavanja mase, energije i veličine gibanja, povezanih kinetikom reakcija.
Takvi modeli pretpostavljaju poznavanje brojnih varijabli, te zbog svoje složenosti zahtijevaju (ekspertno) poznavanje različitih područja znanosti i tehnika, i
provedbu određenih eksperimenata. Zbog toga, i zbog česte potrebe brzih rješenja
koja nameće praksa (u industriji ili istraživanjima), razrađeni su posljednjih godina
i neki drugi modeli, kao što su: ekspertni sustavi, regresijski model (predviđanja
procesa na temelju provedenih eksperimenata), modeli s neizrazitom logikom
("fuzzy logic models"), modeli umjetnih neuralnih mreža ("artificial neural network models") i modeli mješovitog tipa (tzv. hibridni modeli).
Danas postoji brojna literatura o matematičkom modeliranju (i optimiranju procesa), disciplini koja je ušla u nastavne planove i programe dodiplomskih i poslijediplomskih studija na tehnološkim fakultetima, čiju osnovu čini procesno inženjerstvo.
52
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Bibliografija
Baughman D.R., Liu Y.A., Neural Networks in Bioprocessing and Chemical
Engineering, Academic Press, Inc., San Diego, California (1995).
Becker, H. A., Dimensionless Parameters: Theory and Methodology, Applied
Science Publishers, London (1976).
Bomio, M., Neural networks and the future in sensory evaluation. Food Technol.
52 (8) (1998) 62
Chandra, P.K., and Singh, R.P., Applied Numerical Methods for Agricultural
Engineers. CRC Press, Boca Raton, Florida, (1994).
Chien, J. C., A general finite-difference formulation with application to NavierStokes equations, Computers and Fluids, 5, (1977) 15.
Cleland, A. C., and Earle, R.L., A comparison of analytical and numerical methods
of predicting the freezing times in foods. J.Food Sci. 42 (1977) 1390.
Cleland, D.J., Cleland, A.C., and Earle, R.L., Prediction of freezing and thawing
times for multi-dimensional shapes by simple formulae: I – Regular shapes.,Int.
J. Refrig. 10 (1987) 156.
Cox, E., The Fuzzy Systems Handbook., Academic Press, Inc., Cambridge,
Massachusets, (1994).
Hallstrom, B., Skjoldebrand, C., and Tragardh, C., Heat Transfer and Food
Products. Elsevier Applied Science Publ., London and New York (1988).
Kurtanjek, Ž., Mathematical Modelling and Optimization in Food Engineering, in
Advances in Food Preocess Engineering, (EFAPTEM, a Tempus Joint
European Project), U. Zagreb, Faculty of Food Tecnology and Biotechnology.
(1992) 192.
Kurtanjek, Ž., Introduction to Neural Network and Fuzzy Reasoning for Process
Control, European Federation for Biotechnology: Bioreactor Course (1998)
416.
Kurtanjek, Ž. Matematičko modeliranje i vođenje procesa u prehrambenoj
industriji, Bilten Razreda za tehničke znanosti HAZU 1 (2000) 25.
Loncin, M., and Merson, R.L., Food Engineering – Principles and Selected
Applications, Academic Press, New York (1979) 89.
Ogumaike, B. A., Ray W. H., Process Dynamics, Modelling and Control, Oxford
University Press, Oxford,U.K. (1994).
Psichogios, D. C. and Ungar, L.H., Direct and indirect model based control using
artificial neural networks, Ind. Eng Chem. Res. 30 (1991) 2564.
53
Lovrić _______________________________________________________________________________________________
Psichogios, D.C., and Ungar, L.H., A hybrid neural network-first principles
approach to process modelling, AIChE J. 38 (1992).
Rozgaj, S., Procesni aparati i uređaji (Proračun i dimenzioniranje), IGKRO
«Svjetlost», Sarajevo (1980) 28.
Saint-Guilhem, R., General Principles of Physical Similarity, Eyrolles-GauthiersVillars, Paris (1971).
Segerling, L. J., Applied Finite Element Analysis, John Wiley and Sons, New York
(1976).
Šef, F., Olujić, Ž., Projektiranje procesnih postrojenja, SKTH, KUI, Zagreb (1988).
54
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
4.0. PROCESI KONZERVIRANJA
4.1. Uvod
Konzerviranje namirnica je zajednički naziv za različite procese, odnosno postupke kojima je cilj da se u što većoj mjeri i kroz što duži period očuva izvorna
kvaliteta neke namirnice, tj. da se spriječi njezino kvarenje i degradacija. Konzerviranje hrane bilo je uvijek jedna od osnovnih preokupacija čovjeka, proizašla iz potrebe da se prevlada vremenski i prostorni interval (razmak) između njezinog pribavljanja (u svježem stanju) i samog konzumiranja.
Neki od principa na kojima se zasnivaju suvremeni procesi konzerviranja bili
su primjenjivani već u dalekoj prošlosti kao rezultat (posljedica) praktičnih iskustava (npr. sušenje, dimljenje, primjena niskih temperatura, uporaba kuhinjske soli,
octa, ulja i dr.). Potrebe snabdijevanja armije, trgovačkih i ratnih flota, vojnih ekspedicija, rastućih urbanih aglomeracija adekvatnom hranom poticale su tijekom
stoljeća nastojanja za iznalaženjem što boljih postupaka konzerviranja (živežnih)
namirnica. Od doba kada je francuski kuhar N. Appert krajem 18. i početkom 19.
stoljeća udario temelje konzerviranju namirnica termičkom sterilizacijom (odnosno
pasterizacijom) u hermetički zatvorenim posudama, pa do danas, razvijeno je i
usavršeno mnogo postupaka konzerviranja na industrijskoj razini.
Naglom razvitku tehnologije konzerviranja pridonijela su brojna otkrića u
oblasti prirodnih znanosti u 19. stoljeću (Pasteur!) i kasnija dostignuća na području
procesne tehnike.
Nakon što je Nicola Appert još 1798. godine proveo prve značajnije pokuse
konzerviranja hrane u hermetički zatvorenoj ambalaži (staklenke!) 1804. godine u
Massyju (Francuska) proradila je prva tvornica konzervi. Francuska je vlada bila
zainteresirana za radove N. Apperta i na temelju izvještaja jedne komisije kojoj je
na čelu bio Gay Lussac dodijelila mu priznanje za njegov postupak konzerviranja
hrane (apertizacija!). N. Appert je svoja iskustva obradio 1811. godine u knjizi
«Livre de tous les menages ou l`art de conserver pendant pluisieurs annees les
substances animales et vegetales».
U 1813. godini konzerve s hranom bile su isporučivane britanskoj vojsci i mornarici u pokusne svrhe, a 1818. godine već su isporučene znatne količine konzerviranog mesa, kao i kombinacija mesa s povrćem. Konzervirana hrana koristila se i
u istraživačkim radovima Arktika 1815. godine i ponovo 1819. godine po kapetanu
Edwardu Parryju.
Doprinos razvitku tehnike konzerviranja toplinom dali su još Durand primjenom limenki (1810. g.) i Taylor uvođenjem dvostrukog šava i lemljenja (1847. g.),
Favre (1850. g.) sterilizacijom na temperaturama iznad 100°C dodatkom soli u
vodenu kupelj i konačno Chevalier Appert uvođenjem autoklava (1852. g.).
55
Lovrić _______________________________________________________________________________________________
Veće radove oko konzerviranja toplinom vršio je Amerikanac A. K. Scriver u
Baltimoreu 1874. godine, u korištenju hermetički zatvorenih limenki koje su podnosile više temperature unutar samih limenki bez opasnosti da dođe do popuštanja
na mjestima zatvaranja.
Usavršavanjem limene ambalaže od tog vremena pa do danas kao i uređaja u
kojima se vrši konzerviranje toplinom s protutlakom omogućeno je uporaba i viših
temperatura za postupke konzerviranja.
Na području procesa konzerviranja kod niskih temperatura presudnu ulogu je
odigrao Lindeov stroj. 1880. godine prvi put je u praksi primijenjen rashladni uređaj s amonijakom i prve hladnjače u SAD. Krajem 19. stoljeća već se i u Europi
primjenjuje smrzavanje hrane.
Industrija konzerviranja hrane (konzervna industrija) u suvremenom načinu
života i organizaciji društva zauzima sve istaknutije mjesto.
Poznato je da upravo najkvalitetnije namirnice najlakše podliježu kvarenju. Usprkos tomu, primjenom odgovarajuće tehnologije moguće je povećati njihovu trajnost i očuvati u velikoj mjeri prehrambenu vrijednost i specifična organoleptička
svojstva. Industrijsko konzerviranje namirnica omogućava snabdijevanje hranom u
širokom (prostornom i vremenskom) rasponu te potiče na sve veću proizvodnju, uz
smanjenje rizika kvarenja.
4.2. Kvarenje namirnica
Uvodno je rečeno da je zadatak konzerviranja sprečavanje kvarenja ili općenito
degradacija neke namirnice. Mnogo je čimbenika koji izazivaju ili pospješuju kvarenje, odnosno degradaciju namirnica. To su ponajprije aktivnost mikroorganizama
(prvenstveno bakterija, kvasaca i plijesni), kukaca, glodavaca i drugih štetočina,
zatim aktivnost autohtonih enzima (namirnica), drugi katalizatori reakcija kojima
se odvija degradacija pojedinih nativnih sastojaka namirnice, temperatura izvan
određenog (optimalnog) područja, zrak (osobito kisik), svjetlo, određeni aktivitet
vode (vlažnost) i vrijeme.
Spomenuti čimbenici u prirodi rijetko djeluju odvojeno (izolirano); u većini
slučajeva njihovo je djelovanje simultano. Tako npr. određena temperatura, vlažnost sredine, prisutnost zraka, mogu pojačati aktivnost pojedinih mikroorganizama
ili aktivitet enzima u samoj namirnici. Karakter i veličina degradativnih promjena
zavisi o prirodi same namirnice i uvjetima sredine. Kod svježih namirnica do
gubitka kvalitete može doći zbog promjena koje mogu biti posljedica metabolizma
tkiva, ako je riječ o živim tkivima (npr. kod voća i povrća), ili enzimske aktivnosti
nakon prestanka metabolizma nekrozom tkiva (npr. autolize, oksidativnih i drugih
promjena kod ribe, mesa životinja i sl.), te napada mikroorganizama.
Mikroorganizmi napadaju i kvare sve vrste namirnica: meso, ribu, jaja, mlijeko,
voće i povrće i dr. Oni razgrađuju namirnice pomoću enzima u jednostavnije spo56
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
jeve koje (apsorbiraju) koriste, a izlučuju otpadne proizvode. Aktivnost mikroorganizama ovisi o uvjetima sredine, od kojih su najvažniji temperatura, aciditet (pH) i
prisutnost (odnosno odsutnost) kisika. Na toj spoznaji, odnosno činjenici da su za
aktivnost pojedinih vrsta mikroorganizama potrebni odgovarajući uvjeti, baziraju
se i neke metode konzerviranja. (više o mikroorganizmima vidi u odgovarajućem
poglavlju).
Klasični pojam konzerviranja namirnica podrazumijevao je gotovo isključivo
sprečavanje kvarenja kao posljedice aktivnosti (djelovanja) mikroorganizama.
Danas je poznato da se u tzv. «umrtvljenom» sustavu kao što su pojedine konzervirane (u klasičnom smislu) prerađevine, odigravaju određene degradativne promjene, kao što je npr. neenzimsko posmeđivanje, ako za to postoje određeni uvjeti
(npr. zbog neadekvatnog usklađivanja ili konfekcioniranja).
Kao posljedica djelovanja aktivnih enzimskih sustava u namirnicama biljnog i
životinjskog porijekla kada se usmrćenjem poremeti ravnoteža karakteristična za
živa tkiva, javljaju se promjene teksture, boje, mirisa i okusa. Slične promjene
mogu biti izazvane i nekontroliranim djelovanjem temperature i kisika iz zraka.
Kako se «povišene» ili «niske» temperature primjenjuju u pojedinim postupcima
konzerviranja (npr. letalne temperature kod termičke sterilizacije) potrebno je, uz
neophodne kompromise, pri sprovođenju određenog procesa (odabiranja režima)
voditi računa o negativnom aspektu djelovanja temperaturnog čimbenika. Osobito
je nepovoljan kombinirani utjecaj povišene temperature, kisika i eventualno svjetla
na pojedine važne sastojke namirnice (vitamine, lipide, tvari boje i arome i dr.).
Aktivitet vode je također vrlo važan čimbenik o kojem ovisi stabilnost (trajnost) neke namirnice zbog uloge vode u različitim procesima biološkog, kemijskog
i fizikalnog karaktera (kao što su npr. razvitak i aktivnost mikroorganizama, reakcije enzimskog i neenzimskog tipa, kristalizacija, «otvrdnjavanje» i sl.).
Djelovanje kukaca, parazita i glodara dolazi prvenstveno do izražaja na onim
mjestima gdje je inače higijena na niskom stupnju i gdje se namirnice ne čuvaju
dovoljno pažljivo. Ti štetnici, osim što vrše direktnu kontaminaciju (jajima, larvama, dlakama, izmetom), oštećenjem namirnica omogućavaju prodor mikroorganizama u nju.
Negativan učinak svih navedenih čimbenika u pravilu raste s vremenom držanja namirnice. Ako se izuzmu neke namirnice, čije specifična tehnologija zahtjeva
duže tretiranje ili držanje u određenim uvjetima (pojedini tipovi sira, prerađevine
od mesa, vino i sl.) u većini slučajeva je vrijeme također jedan od negativnih
čimbenika kojima se multipliciraju štetni utjecaji ostalih čimbenika.
4.3. Kinetika degradativnih promjena kakvoće hrane
Svi procesi prerade i konzerviranja povezani su s promjenama u sastavu o kojem ovisi kakvoća prehrambenog proizvoda.
57
Lovrić _______________________________________________________________________________________________
Općenito se smatra da je utjecaj procesa funkcija vremena i temperature definiranih određenim procesnim parametrima.
Na osnovi brojnih zapažanja i provedenih istraživanja, većina promjena tijekom procesa prerade mogu se opisati izrazom za kinetiku reakcije prvoga reda:
dc
= − kc
dt
odnosno
ln
c
= − kt
c0
gdje je: c = količina kvalitetnog čimbenika; t = trajanje procesa; k = konstanta
brzine (promjene); c0 = početna količina kvalitetnog čimbenika.
Na osnovi početne vrijednosti za atribute kakvoće i podataka za konstantu (k)
moguće je procijeniti stupanj degradacije (odnosno očuvanja kakvoće) proizvoda
tijekom nekog procesa.
Utjecaj temperature na brzinu spomenutih promjena, tj. na konstantu k, izvodi
se iz Arrheniusovog izraza:
E
d(ln k )
=
,
dT
RT 2
ili
ln k = −
E
+ ln A
RT
gdje je E = konstanta energije aktivacije; R = plinska konstanta; T = apsolutna temperatura; A = Arrheniusova konstanta.
(Napomena: specifični će parametri kakvoće za pojedine procese biti obrađeni u
odgovarajućim poglavljima!).
4.4. Principi i metode konzerviranja
Za kratkotrajno čuvanje hrane vrijede općenito dva principa:
1. Treba zadržati hranu što je moguće duže «živu»; drugim riječima po mogućnosti ne usmrtiti životinju ili ubrati neki biljni organ (ili dio) sve do
trenutka pripreme ili prerade (npr. ribu, školjkaše, perad, voće, povrće).
2. Ako već «hrana» mora biti usmrćena ili ubrana potrebno ju je što prije
očistiti, ohladiti i na najjednostavniji način zaštititi od utjecaja štetnih čimbenika. Time se bar za kratko vrijeme zadržava kvarenje.
Za duže čuvanje hrane, odnosno za njenu uporabu ili preradu u periodu kad je
inače nema u svježem stanju, primijenjuju se različiti postupci (ili u širem smislu
metode) konzerviranja.
58
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Osnovni principi na kojima se baziraju pojedine metode konzerviranja proizašli
su iz spoznaja o uzrocima kvarenja namirnica. Polazeći od činjenice da su
mikroorganizmi uzročnici kvarenja od primarnog značenja, način na koji se suzbija
njihova štetna aktivnost u namirnici uzima se ponajčešće kao temeljni kriterij za
sustavatizaciju metode konzerviranja.
Princip abioze (I) primijenjen je kod metoda kod kojih se konzerviranje namirnice postiže eliminiranjem (izdvajanjem) mikroorganizama iz namirnice ili njihovim uništenjem uz istovremenu zaštitu od naknadne kontaminacije.
Princip anabioze (II) primijenjen je kod metoda kod kojih se potiskuje ili ograničava aktivnost mikroorganizama stvaranjem nepovoljnih uvjeta za njihov razvitak.
U prvu grupu spadaju metode konzerviranja sterilizacijom (termičkom, ionizirajućim zračenjem, ultrazvukom i tzv. kemosterilizacijom), te ultrafiltracijom.
Druga grupa obuhvaća metode kao što su konzerviranje hlađenjem i smrzavanjem (psihro- i krioanabioza), koncentriranjem i dehidratacijom (osmo- i kseroanabioza), biološkom ili kemijskom pripremom namirnice (ceno- i kemoanabioza) i
druge (npr. konzerviranje u tzv. kontroliranoj atmosferi).
Obično se smatra da konzerviranje koje se ostvaruje metodama prvog tipa ima
trajni, a kod drugog privremeni (djelomični) karakter. To je samo relativno točno,
jer se npr. primjenom dovoljno niskih temperatura skladištenja kod konzerviranja
smrzavanjem (II) može ostvariti trajnost neke namirnice na praktični neograničeno
vrijeme, dok istovremeno uporabom neadekvatne ambalaže i u nepovoljnim uvjetima skladištenja može relativno brzo doći do degradacije namirnice koja je bila
konzervirana nekom «trajnom» metodom (npr. termičkom sterilizacijom). Ova posljednja konstatacija upućuje na zaključak da se konzerviranje ne svodi isključivo na
sprečavanje kvarenja namirnica koje izazivaju mikrooganizmi.
U praktičnim postupcima konzerviranja vrlo se često kombiniraju pojedine osnovne metode, odnosno primjenjuju različiti principi konzerviranja.
Osim navedene sustavatizacije u literaturi je prisutna i podjela na fizikalne,
kemijske, biološke i kombinirane metode konzerviranja, kojoj je osnova u karakteru primijenjenog tehnološkog procesa.
4.5. Konzerviranje termičkom sterilizacijom
Cilj je termičke sterilizacije namirnica da se unište mikroorganizmi i inaktiviraju enzimi sposobni da pod normalnim uvjetima izazovu kvarenje namirnica
spremljenih u hermetskoj ambalaži ili da naruše zdravlje potrošača.
Pošto među organizmima koji se mogu razvijati u slabo kiselim namirnicama
(pH > 4,5) ima i takvih koji proizvode toksine (štetne ili smrtonosne za potrošača),
kao što je npr. Cl. Botulinum, neophodno je procijeniti efikasnost nekog termičkog
59
Lovrić _______________________________________________________________________________________________
tretiranja (kojim se provodi «sterilizacija») s dovoljnom točnosti i utvrditi takve
granice sigurnosti, kako bi vjerojatnost, da će neka spora preživjeti u nekoj konzervi, bila svedena na minimum.
Općenito se smatra da je proces sterilizacije neefikasan (neadekvatan), kada se
kvari 1%, a zadovoljavajući kod omjera 1:10.000 konzervi podvrgnutih termičkom
tretiranju.
Međutim, u slučajevima kada treba voditi računa o uvjetno patogenim mikroorganizmima, kao što je već spomenuti Cl. botulinum, proces sterilizacije se može
ocijeniti kao efikasan jedino ako omogućava svođenje vjerojatnosti za preživjelost
spora (nakon tretiranja) na vrijednost od 1 spore u 1012 ili više konzervi.
Usporedno s tako definiranim zahtjevom u odnosu na sterilnost (stupanj sterilnosti, «sterility») neke namirnice, nameće se potreba za očuvanjem njenih organoleptičkih i prehrambenih svojstava u najvećoj mogućoj mjeri. Stoga se kao osnovni
tehnološki problem konzerviranja toplinom nameće potreba usklađivanja spomenuta dva zahtjeva.
Da bi se to postiglo potrebno je:
a) utvrditi parametre termičkog tretiranja za provedbu sterilizacije nekog
proizvoda u određenim uvjetima prerade i konzerviranja,
b) odabrati takve tehnološke uvjete koji omogućavaju provedbu adekvatne
sterilizacije uz minimalnu degradaciju proizvoda i minimalne proizvodne
troškove.
Za utvrđivanje parametara termičkog tretiranja potrebno je prije svega znati
koji mikroorganizmi dolaze u obzir kao potencijalni kontaminanti (zagađivači) (1) i
koji između njih se može smatrati odlučujućim za procjenu učinkovitosti procesa
sterilizacije (2).
U prvom slučaju (1) važno je poznavanje fizikalnih i kemijskih svojstava namirnice (pH, aw, eventualna prisutnost inhibitora i sl.) te higijenskih uvjeta proizvodnje i skladištenja.
Pri odabiranju referentnog mikroorganizma (2) vodi se računa o eventualnoj
patogenosti i termorezistentnosti kontaminanta: naime, ako se smatra da je termičko tretiranje adekvatno za takav (kritični) mikroorganizam onda je sigurno zadovoljavajuće (adekvatno) i za ostale koji se mogu razvijati u dotičnoj namirnici.
U daljnjem izlaganju pokušat ćemo objasniti principe od kojih polaze suvremene metode konzerviranja termičkom sterilizacijom i na kojima se zasnivaju metode
određivanja režima sterilizacije.
Za procjenu učinkovitosti termičkog tretiranja (kojima se provodi sterilizacija)
potrebno je dakle poznavati više čimbenika, od kojih su od primarne važnosti:
• termička otpornost konaminanata,
• fizikalna i kemijska svojstva namirnice,
• brzina (odnosno oblik krivulje) prodiranja topline u kritičnu (najhladniju)
točku konzerve.
Termičkom otpornosti mikroorganizama označava se sposobnost preživljavanja mikroorganizama prilikom termičkog tretiranja. Da se definira termička
60
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
otpornost spora ili nekog mikroorganizma, potrebno je poznavati njegovu otpornost
kod neke letalne temperature (obično kod 121.1 °C) i varijabilnost te otpornost kao
funkciju temperature.
Poznato je da vegetativne stanice bakterija, kvasaca i plijesni podvrgnute zagrijavanju (u vlažnoj sredini) kod 100 °C u većini slučajeva vrlo brzo ugibaju i
normalno ne predstavljaju naročiti problem u konzerviranju namirnica termičkom
sterilizacijom. Nasuprot tomu, spore nekih vrsta bakterija su vrlo otporne na djelovanje topline i neophodno je pribjeći dužem termičkom tretiranju kod povišenih
temperatura kako bi ih se uništilo.
Letalni efekt termičkog tretiranja na mikroorganizme je funkcija vremena i
temperature, koji variraju jedan u ovisnosti o drugom kod inače istih uvjeta: što je
viša temperatura kojoj je stanica izložena, brže je njeno uništenje. Prema tome
letalni uvjeti za neki mikroorganizam ne mogu biti izraženi samo temperaturom,
već vremenom toplinske smrti – kod čega je utvrđena i temperatura i vrijeme
tretiranja. Međutim, termičko tretiranje neophodno za uništenje nekog mikroorganizma u znatnoj je mjeri ovisno o nizu čimbenika, kao što su kemijska i fizikalna
svojstva sredine (prije svega pH), broj mikrobnih stanica, starost, uvjeti uzgoja
mikroorganizama i sl.
Do pred desetak godina najčešće se termička otpornost spora bakterije izražavala vrijednostima za tzv. vrijeme toplinske smrti ili skraćeno TDT (prema anglo-američkoj terminologiji Thermal Death Time) – direktno određenim. Pod tim pojmom podrazumijeva se vrijeme potrebno za uništenje svih spora u jednoj suspenziji standardnog broja i medija kod određene temperature.
Koncepcija, bazirana na principu vremena toplinske smrti (TDT), sadrži znatne
nedostatke. U stvari, veličina standardne populacije je vrlo često specificirana samo
približno i u mnogo slučajeva o ovoj se varijabli ne vodi dovoljno računa. Osim
toga, polazi se od pretpostavke da je moguće dostići konačnu vrijednost za broj
preživjelih spora (N1) jednaku nuli, što je, kao što će se iz daljnjeg izlaganja vidjeti,
teoretski pogrešno.
U novije vrijeme se za definiranje otpornosti spora umjesto TDT sve više uvodi
pojam TRT (Thermal Reduction Time), kojim se definira vrijeme termičkog tretiranja potrebno za reduciranje određene bakterijske populacije na neku frakciju početnog broja. Općenito je prihvaćen pojam tzv. vremena decimalne redukcije D (Decimal Reduction Time), tj. trajanje termičkog tretiranja u minutama kojim se broj
(preživjelih) mikroorganizama smanjuje za 90% (odnosno na 1/10 od početnog
broja).
Da bismo potpunije objasnili smisao i svrhu uvođenja spomenutih pojmova i
definicija, a na kojima se ustvari zasniva suvremena koncepcija sterilizacije i metode određivanja režima same operacije, moramo poći od analitičkog razmatranja
kinetike uništenja mikroorganizama kao posljedice letalnog djelovanja topline.
Postoji čitav niz eksperimentalnih dokaza da uništenje bakterija, izloženih djelovanju topline kod neke konstantne letalne temperature, slijedi logaritamski tok –
61
Lovrić _______________________________________________________________________________________________
jednaki postotci preživjelih stanica ugibaju u svakoj sukcesivnoj (sljedećoj) jedinici
vremena, što možemo prikazati jednadžbom za kinetiku reakcije prvog reda:
dN
= − kN
dt
(1)
u kojoj nam dN/dt predočuje brzinu spora, N broj preživjelih spora u određenom
volumenu, t vrijeme djelovanja topline, a k konstantu brzine reakcije. Integriranjem
gornjega izraza između granica t0 i t1 dobivamo:
ln
N1
= −k (t1 − t 0 )
N0
(2)
odnosno za t0 = 0 i primjenom dekadskih logaritama:
log
N1
k
=−
⋅ t1
2.303
N0
(3)
gdje je N0 = broj mikroorganizama na početku tretiranja; N1 = broj mikroorganizama nakon vremena t1; k = konstantna karakteristična za pojedini mikroorganizam i određene uvjete. Tischer i Hurwicz smatraju da jedan od uzroka takvog toka (kinetike) može biti kvantna priroda topline, i pretpostavljaju da je vjerojatnost da će jedna spora preživjeti u određenom broju konzervi moguća posljedica
heterogenog djelovanja termičkog tretiranja na pojedine konzerve.
Treba istaknuti da se usprkos velikom broju eksperimentalnih dokaza za taj
izraz ipak ne može sa sigurnošću reći da on predstavlja adekvatnu aproksimaciju za
sve okolnosti (uvjete) koji se susreću. Izvjesna zapažena odstupanja od navedenog
logaritamskog toka mogu se pripisati nehomogenosti suspenzija spora.
Osim toga, iz gornjeg izraza proizlazi da je teoretski nemoguće postići «apsolutnu sterilnost» što bi bilo u suprotnosti s koncepcijom baziranom na TDT.
S druge pak strane Gillespy je utvrdio valjanost tog izraza za vrijednosti N1
samo do 0.1, što će se iz daljnjeg izlaganja vidjeti – nije dovoljno. (Za manje vrijednosti od navedene izvanredno je teško eksperimentalno kontrolirati ispravnost
spomenutog izraza).
Usprkos svemu tome pokazalo se da se u vezi s praktičnim problemima sterilizacije namirnica može bez daljnjeg prihvatiti logaritamski tijek uništenja mikroorganizama kao zakonitost kojoj ono podliježe.
Grafički prikaz izraza (3) dan je na slici, dijagramu 4.1.
62
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Slika 4.1. Grafički prikaz definicije pojma decimalne redukcije (D)
Da vidimo što predočuje D (vrijeme decimalne redukcije) sa stajališta izložene
kinetike.
Ako smo s k označili konstantu brzine uništenja, odnosno nagib krivulje brzine
uništenja s –k/2.303, onda je prema ranijoj definiciji D jednako 2,303/k u jednadžbi
(3), budući da je –k /2.303. ili kao što se vidi iz dijagrama, vrijednost za D neke
«krivulje brzine smrti» mikroorganizama označava (definira) minute, potrebne da
spomenuta krivulja prijeđe jedan logaritamski ciklus (kada se nanose logaritmi
broja preživjelih mikroorganizama u odnosu na odgovarajuća vremena tretiranja),
što drugim riječima znači da se broj mikroorganizama smanji na desetinu od početnog broja.
Uvođenjem D u jednadžbu (3) dobivamo:
log
N1
t
=− 1
N0
D
(4)
ili u eksponencijalnom obliku
N1 = N 0 ⋅ 10 −t1 D
(5)
63
Lovrić _______________________________________________________________________________________________
Ako suspenziju koja sadrži npr. 104 spora podvrgnemo zagrijavanju kod letalne
temperature, onda će koncentracija mikroorganizama nakon određenih vremenskih
intervala – višekratnika od D biti:
Trajanje zagrijavanja pri T°C
0 min
D min
2 D min
3 D min
4 D min
5 D min
6 D min
itd.
Broj preživjelih spora
104
103
102
101
100
10–1
10–2
Navedene vrijednosti možemo interpretirati: ili kao vjerojatnost da će neka
spora u određenom volumenu preživjeti termičko tretiranje, ili da će u određenoj
frakciji velikog broja uzoraka (npr. konzervi), tretiranih na identičan način (nakon
tretiranja), biti preživjelih spora. Tako npr. vrijednost 10–2 znači da će se nakon
provedenog termičkog postupka ekvivalentnog 6D (polazeći od inicijalne infekcije
104 spora) u 1/100 (1%) od velikog broja istovrsnih konzervi naći poneki živući
mikroorganizam.
Nadalje iz izraza (5) proizlazi važna konstatacija, tj. da je vjerojatnost preživljavanja neke mikrobne populacije, podvrgnute procesu sterilizacije, toliko veća
koliko je veća inicijalna kontaminacija (koncentracija mikroorganizama), što ukazuje na značenje higijenskih mjera u proizvodnji i manipulaciji sirovinom.
Koliko će decimalnih redukcija (D) biti potrebno provesti ovisit će s jedne strane o inicijalnom broju mikroorganizama, a s druge – kao što je u samom uvodnom
izlaganju istaknuto – o vrsti mikroorganizama koji dolaze u obzir u pojedinim
slučajevima.
Drugi važan čimbenik u definiranju termičke otpornosti nekog mikroorganizma
jest temperaturni koeficijent, odnosno ovisnost otpornosti mikroorganizma o temperaturi.
Na već spomenutom dijagramu (slika 4.1.) prikazana je krivulja preživljavanja
(odnosno uništenja) nekog mikroorganizma u određenom mediju kod konstantne
temperature. Budući da se realni prehrambeni proizvod u procesu sterilizacije ne
zagrijava trenutno na određenu temperaturu, već prolazi kroz vremenski ovisan
toplinski tretman, neophodno je poznavati brzinu uništenja mikroorganizma u
danom temperaturnom području, tj. kod različitih temperatura. Stoga je potrebno
poznavati zavisnost brzine uništenja (mikroorganizma) o temperaturi. U tu svrhu,
tj. za opis te zavisnosti moguće je primijeniti dvije osnovne metode koje se baziraju
na:
a) Arrheniusovom izrazu,
b) TDT krivuljama (tj. krivuljama «brzine toplinske smrti»).
64
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Prema Arrheniusu:
k = s ⋅ exp(− E a RT )
(6)
gdje je k = konstanta brzine reakcije (min–1), s = konstanta, čimbenik frekvencije
(min–1), Ea = energija aktivacije (J/mol), R = plinska konstanta (8,314 J/mol K), T =
apsolutna temperatura (K).
Logaritmiranjem gornjeg izraza dobivamo:
ln k = ln s −
Ea
RT
(7)
Ako se grafički izrazi zavisnosti 1n k o 1/T dobije se pravac s nagibom –Ea/R.
Faktor frekvencije s može se izračunati uvođenjem konstante brzine reakcije k1
za temperaturu T1:
ln s = ln k1 +
Ea
RT1
(8)
Uvođenjem izraza (8) u jednadžbu (7) i prelaskom na dekadske logaritme dobije
se:
log
E
T −T
k
−E ⎛1 1 ⎞
⎜⎜ − ⎟⎟ = a ⋅ 1
=
k1 2.303R ⎝ T T1 ⎠ 2.303 T1T
(9)
Proučavajući kinetiku uništenja bakterija toplinom Charm (1963.) je izveo izraz
sličan jednadžbi Arrheniusa. Ako pretpostavimo da je, s obzirom na mali temperaturni interval u kojemu se provodi sterilizacija, entropija konstantna, dobivamo
ovaj izraz:
K = A ⋅ e −B T
(10)
gdje je B konstanta proporcionalna energiji aktivacije (eksperimentalno određenoj),
a A integracijska konstanta istog značenja kao u jednadžbi Arrheniusa.
Prema definiciji temperaturnog kvocijenta koji predočuje odnos konstanti brzina reakcije kod dviju temperatura:
k
QΔT 0 = 2
k1
(11)
65
Lovrić _______________________________________________________________________________________________
gdje je k2 = konstanta brzine reakcije kod više temperature, k1 = konstanta brzine
reakcije kod niže temperature i ΔT0 = razlika između dviju temperatura, možemo
za k1 = A ⋅ e–B/T1 i k2 = A ⋅ e–B/T2 u izrazu (10) postaviti odnos:
odnosno:
k 2 A ⋅ e − B T2 e − B T2
=
=
k1 A ⋅ e − B T1 e − B T1
(12)
k2
= e B T1 − B T2
k1
(13)
k
B
B
−
ln 2 =
k1 T1 T2
(14)
odatle je:
Ako umjesto k1 i k2 uvedemo D određeno kod dviju različitih temperatura T1 i T2,
pošto je D = 2,303 k, dobivamo:
ln
D1 B(T2 − T1 ) T2 − T1
=
=
T1T2
D2
T1T2
B
(15)
Supstituiranjem T1 ⋅ T2 / B = z / 1n10 u izrazu (15) slijedi:
ln
D1 (T2 − T1 )
=
⋅ ln 10
D2
z
(16)
i dalje (dijeljenjem s 1n 10):
D1
D2 T2 − T1
=
ln 10
z
ln
(17)
Budući da je lijevi član u jednadžbi (17) = log D1/D2, dobivamo konačni izraz:
log
D1 T2 − T1
=
D2
z
(18)
Za slučaj, kada je u jednadžbi (18) odnos D1/D2 = –1, log 1/10 = –1 i T1 – T2 = z.
Iz gornjeg razmatranja vidljivo je, da je vrijeme decimalne redukcije (D) mikroorganizama eksponencijalna funkcija apsolutne temperature, dok nam z označava
66
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
razliku u temperaturi (temperaturni interval u °C) potrebnu da bi vrijeme decimalne
redukcije postalo deset puta manje ili veće. To lijepo ilustrira dijagram, slika 4.2.
Slika 4.2. Grafički prikaz definicije pojma z
Vrijednost od z je karakteristična za svaku pojedinu vrstu mikroorganizama. I
ne samo to, ona varira i u ovisnosti o drugim (npr. ekološkim) čimbenicima. Ipak
se te varijacije nalaze unutar relativno malog intervala.
Ispitivanja su pokazala da se za najraširenije mikroorganizme u uobičajenim
uvjetima uzgoja z kreće od 5.5°C do 14.4°C. Općenito se uzima, da se vrijeme
decimalne redukcije smanjuje na jednu desetinu, kada se temperatura povisi za cca
10°C (konkretno vrijednost z za Clostridium botulinum prema Olson-u i Stevens-u,
1939, iznosi 18 ºF, odnosno 10°C).
Odnos između Ea i z može se odrediti izjednačujući izraze (9) i (18), tako da je:
(
)
− Ea
T − T T(2 ) − T1 − (T1 − T )
⋅ 1
=
=
2.303 ⋅ R T1T
z
z
(19)
odnosno
67
Lovrić _______________________________________________________________________________________________
Ea =
2.303RTT1
z
(20)
gdje je T1 = referentna temperatura (K), T = neka dana temperatura (K), 1/z = nagib
TDT krivulje (ºC), R = plinska konstanta (8,314 J/molK), Ea = energija aktivacije
(J/mol).
Potrebno je napomenuti da izraz (20) pretpostavlja ovisnost o referentnoj
temperaturi iako su veličine z i Ea neovisne o temperaturi. Ta ovisnost o referentnoj
temperaturi proizlazi iz činjenice da je odnos između recipročne apsolutne temperature (K–1) i neke dane temperature definiran za usko temperaturno područje oko
referentne temperature.
Odnos između Ea i z za referentne temperature 100°C i 120°C je prikazan na
slici (4.3). Pretpostavljeno je da je T manje za z°C od T1.
Slika 4.3. Odnos energije aktivacije (Ea) i vrijednosti za z
68
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Kao što je ranije rečeno temperaturni kvocijent QΔT0 (11) označava odnos brzina reakcije kod neke više (T2) i neke niže (T1) temperature. Ako temperaturna razlika iznosi 10°C (tj. T2 – T1 = 10°C) onda govorimo o temperaturnom koeficijentu,
koji označavamo Q10.
Odnos između veličina z i Q10 prema ranije izrečenim definicijama je:
z=
10
log Q10
(21)
Iz navedenog slijedi da što je veća numerička vrijednost temperaturnog koeficijenta (Q10), to je manji z i obrnuto. Npr. za slučaj kada je z = 10 (Cl. botulinium),
Q10 = 10; ili za z = 12, Q10 = 6.8; z = 15, Q10 = 4.6 itd. U slučaju nekih vitamina kao
što su aneurin (tiamin, B1) Q10 = 2.1, z = 31; riboflavin (B2) Q2 = 2.3 z = 28; ili za
enzim peroksidazu Q10 = 2.5, z = 26.
Iz svih ovih razmatranja proizlazi važna spoznaja, na kojoj se u stvari baziraju
moderne "brze" metode sterilizacije, tzv. "flash", HTST (High Temperature Short
Time) ili HSS (High Short Sterilization), tj. kratkotrajnog toplinskog tretiranja kod
visokih temperatura.
Poznato je naime, da se numerička vrijednost temperaturnog koeficijenta (Q10)
pojedinih kemijskih reakcija, npr. onih kojima se odvija degradacija sastojaka važnih sa prehrambenog i organoleptičkog stanovišta (npr. vitamina), kreće između 2 i
3, tj. povišenjem temperature za 10°C ubrzavaju se te reakcije za 2 do 3 puta. Nasuprot tomu, kao što smo prije vidjeli, povišenje temperature (u određenom temperaturnom području!) uvjetuje znatno veće ubrzanje uništenja mikroorganizama –
numerička vrijednost za Q10 u ovom slučaju iznosi u prosjeku 10.
To znači da će kod istog sterilizacijskog efekta (stupnja sterilnosti), ako je taj
postignut termičkim procesom kod više temperature, u znatno manjoj mjeri biti degradirana prirodna svojstva namirnice, nego u slučaju kada je ostvaren tretiranjem
kod niže temperature.
U praktičnoj primjeni "brzih" postupaka (HSS) – postoje ipak izvjesna ograničenja. Takvi naime postupci pretpostavljaju naglo zagrijavanje namirnica, odnosno
brzu izmjenu topline, i stoga su primjenjivi prije svega kod tekućih ili polutekućih
namirnica, odnosno kod onih kod kojih se toplina pretežno odvija konvekcijom
(prirodnom ili induciranom).
Ball i Olson smatraju da je kod proizvoda, kod kojih se može ostvariti brzo
zagrijavanje, obično bolja kvaliteta, ako je sterilizacija provedena u višem (npr.
iznad 250 ºF tj. 121.1°C) nego u nižem temperaturnom području.
Nasuprot tomu, kod onih proizvoda, kod kojih se zagrijavanje na određenu
temperaturu postiže sporo, kvaliteta je bolja, ako su ti proizvodi "sterilizirani" kod
temperatura ispod 250 ºF tj. (121.1°C).
I konačno – u međusobnom uspoređenju – kvaliteta proizvoda prvog tipa, nakon sterilizacije provedene kod viših temperatura, bolja je nego onih drugoga tipa,
koji su sterilizirani kod nižih temperatura.
69
Lovrić _______________________________________________________________________________________________
Prednost koju daje brza izmjena topline osobito se može iskoristiti kod
sterilizacije namirnica prije punjenja u ambalažu.
Stabilnost nekog proizvoda (u mikrobiološkom smislu) podvrgnutog procesu
sterilizacije procjenjuje se na osnovi podataka o vjerojatnosti preživljenja mikroorganizama prisutnih prije termičkog tretmana. Ustvari, prema opće prihvaćenom
teoretskom modelu, nije moguće postići apsolutnu sterilnost neke mikrobne
populacije podvrgavajući je termičkom tretmanu kroz određeno vrijeme, budući da
kinetika uništenja mikroorganizama toplinom slijedi zakonitost koja je predočena
izrazom (5).
Zbog toga je uveden pojam komercijalne sterilnosti. Ta je postignuta kada
programirani proces sterilizacije osigurava dovoljno veliku (takvu) redukciju inicijalne mikrobne populacije, da je rizik kvarenja neka "konzerve" sveden u predviđene granice. Drugim riječima, mogućnost kvarenja ne procjenjuje se u odnosu na
neko pojedinačno pakovanje ili "šaržu", već na sve dijelove (partije) proizvoda
koje se mogu smatrati homogenim (istovrsnim) kako sa stanovišta vrste proizvoda
tako i u pogledu uvjeta proizvodnje.
Ako se u (danom) proizvodu može razvijati neki patogeni mikroorganizam, tada termičko tretiranje (kojim se proizvodi sterilizacija) mora osiguravati vrlo malu
vjerojatnost preživljenja; općenito se takvo tretiranje smatra odgovarajućim ako
osigurava 12 do 15 decimalnih redukcija. U slučaju nepatogenih mikroorganizama
može se prihvatiti znatno veći rizik kvarenja vodeći računa o ekonomskoj i komercijalnoj šteti. To znači da se proces sterilizacije može u tom slučaju smatrati zadovoljavajućim ako preživi jedna mikrobna stanica ili spora u 103 do 104 pakovanja
(konzervi) šro odgovara otprilike 5 do 7 decimalnih redukcija (tj. termičkom
tretmanu koji osigurava 5 do 7 D).
Za praktičnu provedbu procesa sterilizacije potrebno je izvršiti proračun sterilizirajućeg učinka ili letalnosti termičkog tretiranja kojim se osigurava komercijalna
sterilnost proizvoda, i utvrditi operativne parametre za isti, tj. vrijeme (t) i temperaturu (T).
Na temelju krivulje prodiranja topline (u proizvod), koja se dobiva eksperimentalnim putem, i vrijednosti, i vrijednosti z mikrobne populacije proizvoda koji
se želi sterilizirati moguće je izračunati pomoću prikladnih grafičkih ili analitičkih
metoda letalnu vrijednost, kako za primijenjeni termički tretman, tako (ekstrapolacijom eksperimentalnih rezultata) i za neki drugi, primjenjiv na isti proizvod u istoj
ambalaži i/ili istom tipu uređaja za sterilizaciju.
Važan kriterij za utvrđivanje uvjeta (režima) i izbor postupka sterilizacije je kiselost, odnosno pH namirnice. Već je rečeno da o pH sredine ovisi koji mikroorganizmi dolaze u obzir kao potencijalni kontaminanti neke namirnice, kao i njihova otpornost (toplinska otpornost bakterija je najveća u blizini pH 7; što je pH
niži to se brže uništavaju bakterije i njihove spore).
Uzimajući pH 4,5 kao granice obično se vrši podjela namirnica na slabo kisele
(pH > 4,5) i kisele (pH < 4,5). Dok je za one "kisele" kao što su npr. prerađevine
voća i tzv. marinirani proizvodi, čije kvarenje obično izazivaju kvasci, plijesni i
70
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
nesporogene bakterije, dovoljno termičko tretiranje u (letalnom) području do
100°C (pasterizacija), dotle je za slabo kisele namirnice, tj. one sa pH iznad 4,5
potrebno provoditi sterilizaciju u užem smislu, tj. na temperaturama iznad 100°C.
4.5.1. F0 vrijednost (za procjenu procesa sterilizacije)
Obično se proces kojim se osigurava 12 decimalnih redukcija (12D) spora Clostridium botulinum, kao tipičnog kontaminanta slabo kiselih proizvoda, pH > 4,5,
uzima kao referentni, a taj se postiže zagrijavanjem pri temperaturi 121.1°C kroz
2.5 – 3 minute. Naime, najčešće se procjena i usporedba toplinskih procesa kojima
se provodi sterilizacija izražava s tzv. F0 vrijednosti, koja se definira kao ukupni
ostvareni letalni učinak, izražen minutama pri 121.1ºC (za mikroorganizme čija je
vrijednost za Z = 10°C). Naime, kada se uspoređuju letalni učinci različitih (toplinskih) procesa najprikladnije ih je izraziti kao ekvivalentno vrijeme procesiranja
pri nekoj referentnoj temperaturi. Kao što je rečeno F0 predočuje letalnost referentnog procesa izraženog kao vrijeme procesa pri 121,1°C, baziranog na vrijednosti za Z = 10°C. Ako je Z vrijednost za određivanje F vrijednosti veća ili manja
od 10°C, tada se Z (vrijednost) označava kao superskript, na slijedeći način FZ0.
Letalni učinci (engl. lethality) ostvareni pri različitim (letalnim!) temperaturama se zbrajaju, što se može izraziti:
log L =
T − T0
Z
gdje je L - letalni učinak, tj. minute procesa pri referentnoj temperaturi T0, ekvivalentnog jednoj minuti procesa pri nekoj određenoj temperaturi T.
Iz toga proizlazi izraz za procjenu F0 vrijednosti, kako slijedi:
log L =
T − 121
Z
ili
L = 10 ((T −121) 10 ) ,
odnosno
∫
F0 = Ldt
Letalne vrijednosti za pojedine temperature izračunate s pomoću navedenog
izraza mogu se naći u literaturi u vidu tablica. Tako na primjer, pri 121.1°C, L121º =
1.000; za L110º = 0.079; za L115º = 0.251; za L125º = 2.512 itd.
Treba imati u vidu da su tako definirani letalni učinci neznatni pri temperaturama ispod 100ºC (L100º < 0.01!).
U slučaju kada se nekim dodacima u prehrambeni proizvod, poput kuhinjske
soli (NaCl) i nitrita (NaNO2) u salamurenom mesu povećava inhibitorski učinak,
moguće je primijeniti niže F vrijednosti. U takvim bi se proizvodima sterilizacijski
proces s F0 vrijednosti oko 2.5 nepovoljno odrazio na kakvoću.
71
Lovrić _______________________________________________________________________________________________
S druge pak strane neki procesi sterilizacije zahtijevaju F0 vrijednosti znatno
iznad 2.5, budući da su spore nekih putrefaktivih mikroorganizama (m. kvarenja)
otpornije od onih Cl.botulinum, dok je istovremeno u pojedinim slučajevima
moguć visoki stupanj kontaminacije (sporama).
Stoga F0 vrijednosti koje se koriste za pojedine proizvode leže između 3 i 18;
npr. za mrkvu F0 = 3-4; za povrće u soku od rajčice 4 – 6; za ribu u soku od rajčice
6 – 8; za meso i mesni umak 12 – 15; hranu za kućne ljubimce 15 – 18 i sl.
Za HTST, odnosno UHT postupke se pretpostavlja da su letalni učinci tijekom
perioda postizanja temperature sterilizacije i tijekom hlađenja zanemarljivi, pa je
predloženo da se Fo vrijednost procjenjuje primjenom sljedećeg izraza:
F0 = 10 ((T −121) / 10 )t 60
gdje je T (ºC) temperatura, a t (s) vrijeme sterilizacije.
Pojedini su autori predložili za 'brze' procese, kao referentne, više temperature
(npr. 135°C), budući da su bliže onima koje se primjenjuju u praksi.
Za prehrambene proizvode čija je pH vrijednost 4.5 ili niža, vrlo često se primjenjuje obrada pri temperaturama ispod 100°C, budući da se donja granica rasta
Cl.botulinum kreće oko pH 4.6.
4.5.2. FP vrijednost (za procjenu procesa pasterizacije)
Pod tim pojmom obično se podrazumijeva toplinski proces kojim se u središtu
proizvoda postiže temperatura između 60°C i 80°C, ponajčešće 65 – 75°C, ovisno
o vrsti proizvoda. Pri tim temperaturama vegetativni oblici mikroorganizama i
enzimi bivaju inaktivirani, dok u pravilu bakterijske spore preživljavaju.
Proces pasterizacije može se procijeniti s pomoću vrijednosti FP, na sličan način kao onaj za sterilizaciju (izražen vremenom toplinske smrti F), s tim da se kao
referentna temperatura uzima 70°C i Z = 10°C.
Pasterizacija se u pravilu kombinira s drugim metodama konzerviranja, naročito s hlađenjem i u kombinaciji s pakiranjem u hermetičnu ambalažu.
4.5.3. Načini provedbe i uređaji za sterilizaciju
Proces sterilizacije može se realizirati: 1) prije punjenja i zatvaranja proizvoda
u ambalažu, 2) nakon punjenja i zatvaranja proizvoda u hermetičku ambalažu i
3) kombinirano, tj. djelomično prije (izvan), a djelomično poslije punjenja i zatvaranja (proizvoda), što u najvećoj mjeri zavisi o fizičikim i termofizičkim svojstvima prehrambenog proizvoda. (slika 4.4.).
72
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Slika 4.4. Prijenos topline u različitim prehrambenim proizvodima
Prvi se način primjenjuje uglavnom kod tekućih, polutekućih i kašastih proizvoda. Namirnica (proizvod) se u većini slučajeva vruća puni u ambalažu čime se
postiže sterilizacija njene unutarnje površine ili se još nakon zatvaranja podvrgava
dodatnom zagrijavanju radi kompletiranja procesa sterilizacije (slučaj 3). U novije
vrijeme primjenjuju se sve više tzv. aseptički postupci kod kojih se namirnica
najprije sterilizira (tj. termički tretira), zatim ohlađuje i tek tada stavlja i zatvara u
sterilnu amabalažu u aseptičkim uvjetima. Na taj se način izbjegava relativno sporo
ohlađivanje namirnica koje je povezano s degradativnim promjenama. Pretežno
krute namirnice (kao što su meso, riba, povrće, voće i prerađevine) nakon odgovarajuće pripreme najprije se stavljaju i zatvaraju u odgovarajuću hermetičku ambalažu i tada podvrgavaju procesu sterilizacije.
73
Lovrić _______________________________________________________________________________________________
Izbor uređaja za sterilizaciju (pasterizaciju) ovisi prvenstveno o prirodi namirnice, tj. njezinim svojstvima, vrsti ambalaže u koju se pakira i kapacitetu proizvodnje.
Za sterilizaciju tekućih i polutekućih namirnica, kod kojih se proces sterilizacije pretežno vrši prije punjenja u amabalažu, upotrebljavaju se različiti izmjenjivači topline (pločasti, cijevni, s brišućom površinom i sl.). U takvim uređajima
zbog brze izmjene topline moguće je realizirati tzv. brze ili "flash" postupke, tj
kratkotrajnog termičkog tretiranja kod visokih temperatura. Ovakvi se uređaji
primjenjuju i kod već spomenutih aseptičkih postupaka kod kojih se operacije
punjenja i zatvaranja (sterilizirane i ohlađene namirnice u sterilnu ambalažu) vrše u
atmosferi suhozasićene ili pregrijane vodene pare (HCF i Martinov postupak).
Sterilizacija, odnosno pasterizacija namirnica u hermetičkoj ambalaži (što je
najčešće slučaj kod krutih i jako konzistentnih proizvoda) provodi se u uređajima
kontinuiranog ili diskontinuiranog tipa pod atmosferskim ili povećanim tlakom.
Najjednostavniji uređaj pod atmosferskim tlakom je vodena kupelj direktno ili
indirektno grijana vodenom parom. Za veće kapacitete na istom principu konstruirani su i kontinuirani uređaji u kojima se u jednom protoku vrši sterilizacija i
hlađenje. U ovu grupu (uređaja) spadaju i tzv. tunelski pasterizatori, kontinuirani
uređaji u kojima se grijanje vrši uštrcavanjem vruće vode ili upuštanjem zasićene
vodene pare preko proizvoda koji se kreće s pomoću žičanog (ili sličnog) transportera (slika 4.5.).
Slika 4.5. Tunelski pasterizator s pet sekcija (predgrijavanje, pasterizacija,
prethlađenje, hlađenje, isplahnjivanje)
74
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Autoklavi
Sterilizacija pri temperaturi iznad 100ºC vrši se obično u autoklavima. Od
raznih tipova autoklava, koji se primjenjuju za konzervnu industriju, razlikujemo:
normalne autoklave, tlačne i pretlačne autoklave, koji prema izvedbi mogu biti
stojeći ili ležeći, odnosno vertikalni ili horizontalni. Sterilizacija u autoklavima može se vršiti u vodenoj kupelji ili u vodenoj pari. Oba postupka imaju svoje prednosti, kao npr. sterilizacija u vodi smanjuje opasnost stvaranja tzv. zračnih jastuka, što
je kod pare lakše moguće. Međutim, sterilizacija vodenom parom je ekonomičnija
sa stajališta utroška topline.
Normalni autoklavi (vidi sliku 4.6.)
Oni su jednostavne izvedbe, zatvaraju se poklopcem koji se pričvršćuje krilnim
maticama i vijcima, a brtvljenje se vrši pomoću gumenog prstena. Rade se za tlak
od 1.52 · 105 Pa (1.50 bara) i uobičajeni kapacitet im je oko 300 limenki od 1 kg.
Kao najvažnija armatura je dovod pare (koji se sastoji od prstenastog razdjeljivača
na dnu) te termometar i manometar, koji se nalaze na jednom džepu sa strane,
zatim vod za odzračivanje, a na poklopcu se nalaze sigurnosni ventil i pipac za
odzračivanje. Na dnu autoklava nalazi se odvodni vod za kondenzat.
Rukovanje normalnim autoklavom:
u djelomično vodom napunjeni autoklav stavi se košara s limenkama. Razina vode
se tako podesi da su gornje limenke samo djelomično uronjene.
Otvori se dovod pare, vod i pipac za odzračivanje, a poklopac se zatvori i pritegne.
Kada je istjeran zrak iz autoklava, zatvori se vod za odzračivanje, dok pipac za
odzračivanje pare na poklopcu ostaje i dalje otvoren i na njega izlazi para. Nakon
zatvaranja voda za odzračivanje počinje vrijeme uspona i ono završava kada se u
autoklavu postigne tlak i temperatura sterilizacije.
Sada počinje vrijeme zadržavanja i dovod pare se smanji, tako da za to određeno
vrijeme bude tlak, a time i temperatura u autoklavu po mogućnosti konstantna.
Na kraju propisanog vremena zadržavanja, dovod pare se zatvori, a vod za odzračivannje se polagano otvori. Uslijed izlaska pare pada tlak u autoklavu. Da bi se
spriječilo preveliko naprezanje samog materijala limenke uslijed unutarnjeg tlaka u
limenci, sniženje tlaka treba provesti polagano, a ovaj dio vremena treba uzeti u
obzir kod ukupnog procesa sterilizacije.
Vrijeme padanja je završeno kada tlak autoklava padne na atmosferski tlak. Poklopac se odmah otvara, košara se vadi i stavlja u hlađenje u bazen ili kanal s hladnom vodom. Hlađenje se vrši dotle, dok temperatura sadržaja limenke ne padne na
35 – 40°C. Ova mala količina topline koja zaostaje služi za sušenje nakon cijeđenja
vode.
Parni autoklav se u principu ne razlikuje od vodenog autoklava. Jedino su predviđeni posebni ventili za dovoljno odzračivanje.
75
Lovrić _______________________________________________________________________________________________
Slika 4.6. Normalni (obični) autoklav
Slika 4.7. Autoklav s hlađenjem pod tlakom
76
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Za odzračivanje autoklava povoljno je da se para na početku pušta odozgo a
hladni zrak ispušta na dnu. Svi pipci za odzračivanje, kao i oni koji se nalaze na
džepu za termometar, moraju biti otvoreni. Podudaranje vrijednosti na termometru
i manometru pokazuje (ali ne sa sigurnošću) da je izvršeno dovoljno odzračivanje.
Normalni autoklav s hlađenjem pod tlakom (slika 4.7.)
Normalni autoklav može se na jednostavan način urediti za hlađenje pod tlakom. U tom slučaju otpada vrijeme padanja tlaka te se stoga mora produžiti "vrijeme zadržavanja".
Svaki normalni autoklav s dozvoljenim radnim tlakom od 1.52 · 105 Pa (1.50
bara) može se urediti za hlađenje pod tlakom ugradnjom dovoda za vodu i tlačnog
ventila. Da bi se vruća voda djelomično rekuperirala za ponovnu uporabu i da se
skrati početno vrijeme dizanja temperature predviđen je jedan rezervoar za vruću
vodu. Način rada je sljedeći:
Tlačni ventil koji radi na način sigurnosnog ventila podesi se na radni tlak
autoklava. Vrijeme dizanja i vrijeme zadržavanja idu normalnim tokom, a umjesto
"vremena snižavanja tlaka" dolazi hlađenje.
Nakon završenog (vremena) zadržavanja ne snižava se tlak, već se hladna voda
dovodi u autoklav odozdo (ili odozgo). Kada uslijed hidrauličnog tlaka poraste
tlak, u autoklavu popusti tlačni ventil i vruća voda odlazi u rezervoar. Kada je
najveći dio vruće vode izašao iz autoklava, odvod vode prebaci se u kanal iza
tlačnog ventila. Kada su konzerve dovoljno ohlađene otpušta se tlak u autoklavu i
daljnje hlađenje vrši se bez tlaka.
Pretlačni autoklav (slika 4.8.)
Kod nekih vrsta pakovanja dolazi pri sterilizaciji i hlađenju kod autoklava s
hlađenjem pod tlakom do jakih naprezanja uslijed razlike između tlaka u samom
kontejneru i tlaka u autoklavu. To naročito vrijedi za staklenke s vakuum poklopcima, a isto tako i za veće formate limenki, te za limenke od aluminija. Ovakva
pakovanja steriliziraju se u pretlačnim autoklavima. Pretlačni autoklavi se razlikuju
od autoklava s hlađenjem pod tlakom u tome što je na vrhu autoklava predviđen
dovod komprimiranog zraka ili pare. Osim toga, dozvoljeni radni tlak mora biti
2.55 · 105 Pa (2.5 bara). Sterilizacija s pretlakom u pravilu se provodi u zagrijanoj
vodi. Pretlačni autoklavi zagrijavani vrućom vodom sastoje se od autoklava i
bojlera – grijača za vodu. Uređaji zagrijavani parom nemaju spremnik za vodu već
samo autoklav u koji se stavlja materijal za sterilizaciju. Pretlak u tim uređajima
postiže se kombinacijom pare i zraka. Imaju prednost za pogone deficitarne
vodom.
77
Lovrić _______________________________________________________________________________________________
Slika 4.8. Pretlačni autoklav
Rad pretlačnog autoklava razlikuje se od autoklava s hlađenjem pod tlakom u
sljedećem:
1) Umjesto odzračivanja tlak u autoklavu dovede se na propisanu vrijednost
pomoću komprimiranog zraka ili pare.
2) Temperature vode i tlaka u autoklavu nemaju isti odnos kao kod
normalnog autoklava.
3) Potrebni tlak u pretlačnom autoklavu ovisi o unutarnjem tlaku koji nastaje
u kontejnerima za vrijeme sterilizacije.
On ovisi o više čimbenika, npr. o vrsti proizvoda, o veličini zračnog prostora, o
temperaturi zatvaranja, o uvjetima sterilizacije, o provedenom ekshaustiranju te i
obliku kontejnera. Radi toga se ne mogu dati neki određeni podaci. Kao orijentacijske vrijednosti mogu služiti sljedeće:
kod 100°C ………… 1.02 – 1.32 · 105 Pa (1 – 1.3 bara)
kod 110°C ………… 1.63 – 2.04 · 105 Pa (1.6 – 2 bara)
kod 120°C ………… 2.24 – 2.55 · 105 Pa (2.2 – 2.5 bara)
Ručno reguliranje tlaka i temperature sterilizacije teško je, naročito ako se traži
postupno povišenje odnosno sniženje tlaka. Stoga se kod takvih uređaja primjenjuju automatske regulacije temperature i tlaka.
Kod hlađenja staklenki preporučuje se ugraditi dovod vode u autoklave odozgo, jer će u tom slučaju hlađenje biti postupno uslijed miješanja hladne i tople vode.
78
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Uvođenjem pretlačnog autoklava za sterilizaciju prehrambenih proizvoda načinjen je znatan napredak na ovom području. Oni osiguravaju uštedu na energiji i
vremenu, a također doprinose postizanju bolje kvalitete proizvoda. Ekonomičnost
proizlazi npr. iz mogućnosti iskorištavanja vruće vode nakon sterilizacije za ponovnu sterilizaciju. Omogućena je primjena visokih tlakova, što je značajno kod sterilizacije namirnica osjetljivih na toplinu. Mogućnost povišenja temperature doprinosi skraćenju procesa sterilizacije. Postizanjem protutlaka u svim fazama rada, što
se postiže ubacivanjem komprimiranog zraka, visokotlačne pare ili sl. u autoklav,
spriječeno je naprezanje ambalaže pa je izbjegnuta fizikalna bombaža i druge deformacije. Taj problem je osobito izražen danas, kada se sve više primjenjuje tzv.
mekana ambalaža.
U suvremenoj konzervnoj industriji zbog uvođenja kontinuiranih linija velikog
kapaciteta sve se više napuštaju klasični stojeći (vertikalni) i ležeći (horizontalni)
autoklavi sa ili bez pretlaka i uvode automatizirani diskontinuirani ili kontinuirani
(pretežno pretlačni) autoklavi. Takvi uređaji u mnogo većoj mjeri udovoljavaju
specifičnim zahtjevima suvremene ambalaže (npr. tzv. "mekane" ambalaže), njima
se postiže bolji efekt sterilizacije (visoke temperature – kratko vrijeme) i veća ekonomičnost procesa. Naime, da bi se pospješio prolaz topline i ubrzao proces sterilizacije konstruirani su različiti tipovi uređaja (autoklava) kod kojih se vrši pokretanje materijala oko uzdužne osi ili se prevrće oko dna i poklopca (end over end
rotation; slika 4.9.).
Slika 4.9. Mogućnosti pokretanja konzervi tokom sterilizacije (Brennan, 1969.); a)
rotaciono ili oscilatorno pokretanje konzervi oko uzdužne osi ili prevrtanje oko dna i
poklopca, b) uzdužno rotaciono kretanje limenki u kontinuiranim autoklavima
Tipičan primjer kontinuiranog autoklava je FMC "Sterilmatic" uređaj koji se
sastoji iz tri cilindrična horizontalna dijela: predgrijača, sterilizatora i agregata za
79
Lovrić _______________________________________________________________________________________________
hlađenje. U njima se limenke kreću kontinuirano, spiralno po unutarnjoj površini
plašta, bilo da pri tom miruju ili rotiraju. U predgrijaču se konzerve prethodno zagriju, a zatim se prebacuju u sterilizator pomoću uređaja koji omogućuje kontinuirani prijelaz na viši tlak. Sterilizacija se obavlja suhom zasićenom parom. Nakon
sterilizacije konzerve prelaze u sekciju za hlađenje pod tlakom. Kapacitet ovakvih
uređaja je cca 450 limenki/min (slika 4.10.)
Slika 4.10. Kontinuirani pretlačni autoklav FMC «Sterilmatic»
Održavanje određenog odnosa između tlaka i temperature u pojedinim fazama
procesa sterilizacije (uključujući i hlađenje) vrlo je uspješno riješeno kod hidrostatskog autoklava, kod kojega ravnotežu tlaku pare u zoni sterilizacije drži stupac
vode određene visine (slika 4.11.). U tom uređaju namirnica zatvorena u ambalažu
provodi se s pomoću beskonačnog lanca najprije kroz zonu sterilizacije i konačno
hlađenje (sve manji tlak). Zbog velikih dimenzija (potrebne visine) kapacitet ovih
uređaja je prilično velik (60 – 1200 pakovanja/min.). Temperatura sterilizacije kreće se između 110 – 130°C, a vrijeme sterilizacije od 10 do 120 minuta.
Osim uobičajenih uređaja kod kojih se sterilizacija vrši pomoću zagrijane vode,
odnosno vodene pare, konstruirani su i uređaji za sterilizaciju vrućim zrakom (Ekelund 1950. za sterilizaciju mlijeka u limenkama) i sterilizaciju plamenom, ali je
njihova primjena prilično ograničena.
Priprema hrane za termičku sterilizaciju može obuhvaćati različite općenite
operacije u postupcima konzerviranja, već prema vrsti hrane, npr. pranje, sortiranje, kalibriranje, vađenje kostiju, rezanje, sitnjenje, pasiranje i blanširanje. Specifične operacije pripreme za termičku sterilizaciju mogu biti ekshaustiranje, vakuumiranje, deaeracija i obrada parom. Osobito je u pripremi za termičku sterilizaciju
važno ambalažiranje, koje je također dosta specifično.
Blanširanje je obrada hrane kipućom vodom ili strujom zasićene pare. Skoro
se redovito upotrebljava u pripremi za konzerviranje povrća, često i voća. Njime se
80
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
inaktiviraju enzimi koji kataliziraju reakcije degradacije, istjeruje se zrak iz staničnog tkiva, mijenja se konzistencija hrane, a ponekad se iz hrane uklanjaju nositelji
nepoželjnog okusa i mirisa.
Slika 4.11. Hidrostatski autoklav
81
Lovrić _______________________________________________________________________________________________
Specifične operacije pripreme za sterilizaciju također se upotrebljavaju za uklanjanje zraka iz konzervi, koje je potrebno da se ograniči oksidacijska degradacija
hrane, deformiranje limenki za vrijeme sterilizacije, korozija njihova materijala, ili,
pri ambalažiranju staklenkama, da se omogući prikladno zatvaranje.
Za ekshaustiranje napunjene se limenke prije zatvaranja ugriju provođenjem
kroz vodenu kupelj. Za vakuumiranje konzervi služe vakuumske komore, u kojima
se i zatvaraju. Deaeracija je uklanjanje zraka iz tekuće i polutekuće hrane
raspršivanjem, u komorama pod sniženim tlakom. Obradom parom uklanja se
zrak, obično iz grla staklenki ubrizgavanjem pare pri zatvaranju tzv. vakuumskim
zatvaračima.
Za ambalažiranje još se uvijek upotrebljavaju limenke (od bijelog lima ili aluminija) i staklenke. One najbolje zadovoljavaju zahtjeve konzerviranja termičkom
sterilizacijom i zasićuju konzerviranu hranu od kontaminacije izvana. Ipak, sve se
više upotrebljava i druga ambalaža (npr. boce, tube, kutije). Općenito se bijeli lim,
koji je ranije bio glavni materijal ambalaže za konzerve, sve više zamjenjuje mekim (fleksibilnim) materijalima, prije svega aluminijem i plastikom, te laminatima.
Izbor materijala za ambalažiranje pri konzerviranju termičkom sterilizacijom
ovisi o svojstvima hrane i parametrima termičkog tretiranja, ali se i operacije tog
konzerviranja prilagođuju primjeni novih materijala za ambalažu. Za te operacije
danas služe potpuno mehanizirana i automatizirana postrojenja. Osim proizvodnje
konzervi u prodajnoj ambalaži i veće količine poluproizvoda za daljnju preradu,
npr. matičnih sokova, u cisternama i drugim posudama.
Zatvaranje limenki i staklenki osobito su važne operacije konzerviranja termičkom sterilizacijom jer o njima ovisi uspjeh cijelog procesa. Nedovoljno je brtvljenje, naime na dodirnoj površini tih posuda s poklopcima ili zatvaračima obično
je glavni uzrok kontaminaciji izvana. Zbog toga poklopci limenki i zatvarači staklenki imaju prikladne brtve od gume ili plastične mase. Kao što se spaja dno s plaštom u proizvodnji limenki, tako se i staklenke zatvaraju pri konzerviranju danas
samo ulančanim spojem automatiziranim strojevima velikog kapaciteta. Staklenke
se zatvaraju čelno (npr. krunskim zatvaračima), obodno ili kombinirano (čelno i
obodno), skoro samo djelovanjem vakuuma ili mehanički.
4.5.4. Aseptični postupci
Suvremeni postupci toplinske obrade kojoj je prvenstveni cilj sterilizacija proizvoda koriste gdje god je to moguće HTST (High Teperature Short Time), odnosno UHT (Ultra High Temperature), princip u kombinaciji s tzv. aseptičnim pakiranjem ili u širem smislu aseptičnom tehnologijom.
Kao što je poznato, u tradicionalnoj tehnologiji prehrambeni proizvodi su sterilizirani nakon punjenja i zatvaranja u ambalažu tako da je ambalaža služila kao
izmjenjivač topline. Međutim, u tom slučaju vrlo često zbog nepovoljnog (malog)
odnosa površine i ambalaže proces je neadekvatne učinkovitosti. Naime, zbog zah82
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
tjeva da se postigne traženi sterilizacijski učinak u masi proizvoda, njegov veliki
dio biva 'presteriliziran', posljedica čega je veća degradacija od one koja je neizbježna. Prema tome, moguće prednosti viših temperatura su bitno smanjene, zbog
čega povišenje temperature obrade (sterilizacije) može biti kontraproduktivno,
odnosno može imati suprotan učinak od očekivanog.
Slika 4.12. Shematski prikaz konvencionalne sterilizacije namirnica toplinom
Slika 4.13. Shematski prikaz sterilizacije namirnice aseptičnim postupcima
83
Lovrić _______________________________________________________________________________________________
Pri aseptičnim postupcima (pakiranju ili skladištenju) proizvodi se podvrgavaju
toplinskoj obradi (sterilizaciji) prije punjenja i zatvaranja u (potrošnu) ambalažu ili
velike spremnike.
Različite prilagodbe aseptične procesne tehnologije omogućuju unapređenje
učinkovitosti u proizvodnji, skladištenju, rukovanju i distribuciji tekućih, homogeniziranih i, u novije vrijeme, proizvoda u vidu komadića manjih dimenzija u tekućem mediju.
Aseptično pakiranje proširilo je tržište mnogim proizvodima smanjenjem troškova proizvodnje i komercijalizacije. Aseptičnim skladištenjem poluproizvoda –
međuproizvoda u velikim spremnicima dana je mogućnost fleksibilnijeg prilagođavanja zahtjevima tržišta za pojedinim gotovim proizvodima i smanjenje nepovoljnog utjecaja sezonskog čimbenika u preradi, prvenstveno voća i povrća. Primjena
istog principa korištenjem posebnih vozila (cisterni), bačvi od nehrđajućih materijala ili sličnih spremnika od plastičnog materijala u prijevozu pojeftinjuje i pojednostavljuje mnoge tehnološke procese.
Tehnologija aseptičnog procesiranja uključuje sljedeće faze (procesa):
• Sterilizaciju proizvoda (zagrijavanje i hlađenje);
• Sterilizaciju ambalaže – spremnika;
• Sterilizaciju prostora za punjenje i zatvaranje;
• Punjenje i zatvaranje (ambalaže-spremnika) pod aseptičnim uvjetima.
Sterilizacija proizvoda (namirnice)
Sterilizacija proizvoda u pravilu se provodi u kontinuiranim uređajima bilo direktnim bilo indirektnim prijenosom topline (tablica 4.1.). Izbor tipa uređaja zavisi
prvenstveno o reološkim značajkama proizvoda.
Osim standardnih izmjenjivača topline (pločastih, cijevnih ili s brisanom površinom), danas su u uporabi i uređaji na principu neposrednog kontakta sa (sanitarnom) vodenom parom (injektiranje ili infuzija), kao i uređaji koji koriste električnu
energiju (zagrijavanje električnim otporom ili mikrovalovima).
Tablica 4.1. Sustavi zagrijavanja u aseptičnim postupcima
Indirektno zagrijavanje
Pločasti izmjenjivači topline
Cijevni izmjenjivači topline
Izmjenjivači s brišućom površinom
84
Direktno zagrijavanje
Injektiranje vodene pare
Infuzija vodene pare
Zagrijavanje otporom površinom
Zagrijavanje mikrovalovima
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Slika 4.14. Elementi izmjenjivača topline s brišućom površinom
Slika 4.15. Uređaj za sterilizaciju namirnica infuzijom vodene pare
85
Lovrić _______________________________________________________________________________________________
Sterilizacija ambalaže (spremnika)
Za sterilizaciju ambalaže ili spremnika koriste se dozvoljena kemijska sredstva,
najčešće vodikov peroksid, toplina i neka zračenja (tablica 4.2.).
Tablica 4.2. Sredstva za sterilizaciju ambalaže
Sredstva (agensi)
Toplina
Infracrvene zrake
Kemijska sredstva
vodena para
vrući zrak
vodikov peroksid
jod
peroctena kiselina
Zračenje
UV i UVC
γ - zrake
Ambalažni materijal
metal
plastika (otporna na toplinu)
staklo
karton (papir)
plastika
metal
staklo
plastika
Vodikov peroksid se primjenjuje u obliku kapljevine, pare ili raspršenih kapljica. Učinkovitost obrade s vodikovim peroksidom zavisi o koncentraciji otopine i
temperaturi. Obično se primjenjuje 32 – 35% otopina H2O2 u temperaturnom rasponu između 60 i 80 °C.
Dok se UV zrake primjenjuju samo na materijale ravne površine, γ - zrake se
koriste za sterilizaciju prethodno oblikovanih vrećica (za tzv. 'Bag – in – Box' pakiranja) uz dozu 15 – 50 kGray-a.
Sterilizacija toplinom je jednostavna, ali primjenljiva samo na toplinski otporne
materijale (limenke, staklenke, spremnike od nehrđajućeg čelika, termootpornu
plastiku i sl.). Primjenjuje se prvenstveno za sterilizaciju spremnika za aseptično
skladištenje i transport, uz upotrebu zasićene vodene pare, temperature 130 –
145°C, ili vrućeg zraka, odnosno pregrijane vodene pare, temperature 200 – 250ºC.
Sterilizacija prostora za punjenje i zatvaranje
Nakon sterilizacije, proizvod i ambalaža (spremnik) se moraju zaštititi od naknadne kontaminacije iz okoline. Zbog toga se cjelokupno postrojenje (pojedini uređaji, cjevovodi, pumpe, ventili i sl.) mora također prethodno sterilizirati i u njemu
održavati aseptični uvjeti tijekom cjelokupnog procesa (tj. zaključno sa zatvaranjem proizvoda u ambalažu).
Sterilizacija postrojenja se u pravilu obavlja cirkuliranjem vodene pare ili vrele
vode pri određenoj temperaturi u trajanju koje je potrebno za postizanje komercijalne sterilnosti.
86
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Uređaji za aseptično punjenje i zatvaranje
Na tržištu proizvoda dobivenih aseptičnim postupcima najveći udio otpada na
one pakirane u ambalažu na osnovi savitljivog kartona, čija se sterilizacija provodi
prije oblikovanja (trake – folije), kao što je slučaj kod Thetra–pack-a, ili djelomično oblikovane ambalaže, iz 'rukavaca' (cilindara), na primjer kod PKL-sustava. U
oba slučaja u pravilu se za sterilizaciju ambalaže upotrebljava H2O2.
Kod tzv. bag–in–box/drum sustava, tj. plastičnih (savitljivih) vreća u cilindričnim spremnicima – bačvama, naročito prikladnim za spremanje različitih koncentrata, umaka i pirea voća i povrća, punjenje se provodi u prethodno steriliziranu
vreću koja se zatim ulaže u bačvu ili sanduk (kutiju). Prije punjenja komora za punjenje, cjevovodi i ventili se steriliziraju vodenom parom, dok se aseptični uvjeti
tijekom punjenja i zatvaranja održavaju vodenom parom i/ili kemijskim sredstvima. Kapacitet ovakve ambalaže je 5 – 1000 litara.
Aseptično skladištenje u rinfuzi velikih količina (matičnih) sokova ili kaša namijenjenih za daljnju preradu zasniva se na istom principu. Veliki spremnici (do
500 m3, danas i više, na primjer, za skladištenje i transport brodovima soka naranče), u pravilu od nehrđajućeg ili posebnim premazima zaštićenog čeličnog lima,
prethodno su sterilizirani vodenom parom ili nekim kemijskim sredstvom, zatim
napunjeni steriliziranim (pasteriziranim) proizvodom, dok se pri pražnjenju uvodi
sterilni dušik ili zrak.
4.5.5. Kvarenje proizvoda konzerviranih termičkom sterilizacijom
Kvarenje proizvoda konzerviranih termičkom sterilizacijom ponekad se očituje
bombažom (za staklenke bombažom poklopca). Ta se bombaža ne može izvana
razlikovati od fizikalne, nastale oslobađanjem plinova prisutnim u hrani prije zatvaranja u posudu, povećanjem volumena zbog bubrenja ili smrzavanja. Fizikalna
bombaža zapravo nije nastala zbog kvarenja. Bombaža koja je posljedica kvarenja
može nastati razvijanjem plinovitih proizvoda metabolizma mikroorganizama
(mikrobiološka bombaža) ili kemijskim procesima (kemijska bombaža).
Najopasnije su za ljudski organizam konzerve deformirane mikrobiološkom
bombažom. Kad bombažu uzrokuje jedna od vrsta mikroorganizama, ona može
nastati zbog nedovoljne sterilizacije, a kad je uzrokuje miješana flora, ona nastaje
zbog nedovoljne hermetičnosti posude. Međutim, neki mikroorganizmi kvare konzerve metabolizmom bez razvijanja plinova, pa i bez pojave bombaže. To su tzv.
flat-sour bakterije, koje samo povećavaju kiselost hrane.
Plin koji uzrokuje kemijsku bombažu zapravo je vodik nastao reakcijama kiselih sastojaka hrane s neprikladnim ili nedovoljno zasićenim (slabo verniranim) materijalom limenke. Fizikalna bombaža je najmanje opasna i može se lako izbjeći
prikladnom pripremom za termičku sterilizaciju i pažljivom manipulacijom proizvodima.
87
Lovrić _______________________________________________________________________________________________
4.6. Konzerviranje hlađenjem
4.6.1. Princip
Sniženjem temperature usporavaju se kemijske promjene u namirnicama, bilo
da su posljedica aktivnosti autohtonih enzima ili drugih kemijskih agensa, bilo da
nastaju djelovanjem mikroorganizama. Poznato je da se sniženjem temperature za
10°C većina kemijskih i biokemijskih reakcija usporava za 2 do 3 puta, tj. da je
Q10 = kt/kt–10 = 2 do 3 (vidi: teorija brzine reakcija; izraze Vant Hoffa i Arrheniusa).
Prema tome, usporavaju se metabolizam živih tkiva, odnosno različiti procesi kao
što je npr. dozrijevanje voća, kao i procesi katalizirani enzimima u mrtvim tkivima,
te smanjuje aktivnost i rast mikroorganizama. Praktički to znači da se sniženjem
temperature povećava vrijeme potrebno da neki proizvod (u ovom slučaju hrana)
prijeđe iz početnog u neko određeno stanje. Npr. za temperaturni koeficijent
(čuvanja) Q10 = 2.5 i pretpostavljeno vrijeme čuvanja (trajnost) nekog proizvoda τ
na 20°C, bit će 2.5 τ na 10°C, odnosno 5 τ na 0°C.
(U biti problemi s kojima se susrećemo u primjeni su složeniji, budući da nije u
pitanju samo jedna reakcija. Sastav nekog proizvoda mijenja se različito ovisno o
temperaturi kojoj je izložen. Npr. krumpir ili kesten postaju slatki kod produženog
skladištenja na niskim temperaturama. Naime, disanje (pri čemu se troše šećeri) je
u većoj mjeri usporeno nego hidroliza škroba u jednostavnije ugljikohidrate (slatkog okusa), što rezultira povećanjem njihove koncentracije. Općenito uzevši, različito ponašanje pojedinih sastojaka hrane relativno malo utječe na konačni rezultat:
dovoljno je voditi računa o jednom ili manjem broju čimbenika koji se smatraju
karakterističnim za ukupnu kvalitetu proizvoda).
4.6.2. Primjena
Smatra se da je konzerviranje hlađenjem metoda čijom se primjenom najmanje
mijenjaju izvorna svojstva namirnice (u negativnom smislu). Međutim, hlađenjem
se povećava održivost (trajnost) na relativno kratako razdoblje, iako i u tom pogledu postoje velike razlike između pojedinih vrsta namirnica (npr. između ribe i mesa, povrća i voća (vidi tablice 4.3. i 4.4.) pa i sorti (kod voća) (vidi tablicu 4.5.).
Daljnje povećanje trajnosti nekih namirnica može se postići hlađenim skladištenjem u kontroliranoj atmosferi, tj. u atmosferi sa sniženom koncentracijom
kisika i povećanom koncentracijom CO2 u odnosu na zrak.
Konzerviranje hlađenjem se realizira na temperaturama do iznad točke smrzavanja staničnog soka. Izbor (optimalne) temperature hlađenog skladištenja vrši se
prema vrsti namirnice (kod voća i prema sorti), eventualno prema fiziološkom
stanju i svojstvima, namjeni i roku uporabe.
U pravilu potrebno je provesti ohlađivanje pokvarljivih namirnica što brže na
odgovarajuću temperaturu, tj. odmah nakon branja, ulova ili klanja i održavati (po
88
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
potrebi) tu temperaturu tijekom transporta, skladištenja i prodaje do krajnje upotrebe. To nije uvjetovano samo razlozima mikrobiološke prirode, već i drugim. Naime, ponekad je dovoljno relativno kratko vrijeme između branja (odnosno klanja) i
ohlađivanja za pojavu nepoželjnih promjena u namirnici (npr. kod nekih vrsta voća
i povrća dolazi vrlo brzo nakon berbe do pretvorbe pojedinih metabolita i degradacije kvalitete).
Tablica 4.3. Prosječna trajnost nekih vrsta hrane
Vrsta hrane
Životinjsko meso
Riba
Piletina (perad)
Dehidrirano meso
i riba
Voće
Dehidrirano voće
Lisnato povrće
Korjenasto povrće
Suho sjemenje
na 0°C
10
7
18
Prosječna trajnost (dana)
na 21.1°C
1
1
1
na 37.8°C
manje od 1
manje od 1
manje od 1
1000 i više
2…180
1000 i više
3…20
90…300
1000 i više
350 i više
1…20
350 i više
1…7
7…50
350 i više
100 i više
1…7
100 i više
1…3
2…20
100 i više
Tablica 4.4. Najpovoljniji uvjeti za skladištenje ohlađenog mesa
Vrsta
Govedina
(u 10% CO2)
Teletina
Ovčetina
Svinjetina
Slanina
Iznutrice
Dimljeni jezici
Temperatura
ºC
–1.3…0
–1.5
–1.0…0
–1.0…0
–1.5…0
–3.0…–1
–1.0…0
+1.0…+5
Relativna vlažnost
%
90
90…95
90
90
80…90
80…90
75…80
80…85
Moguća trajnost u skladištu
(približno)
4…5 tjedana
do 7 tjedana
1…3 tjedna
1…2 tjedna
1…2 tjedna
1 mjesec
3 dana
6 mjeseci
Kod voća i povrća često se primjenjuje tzv. prethlađenje, ustvari brzo, kako bi
se postigla veća trajnost prilikom transporta i manipulacije, te izbjegla fluktuacija
temperature kod unošenja u rashladne komore. Prethlađenje se ostvaruje strujom
hladnog zraka, prskanjem ili uranjanjem u hladnu vodu, suhim ledom ili kratkotrajnom primjenom vakuuma.
89
Lovrić _______________________________________________________________________________________________
Tablica 4.5. Uvjeti skladištenja i trajnost voća i povrća u skladištu
Vrsta
Limuni
Grape-fruit (grejpfrut)
Naranče Valencia
Jaffa
Gros Michel
Banane Lacatan
Poyo
Grande Naine
Crveni i zlatni
delicious (delišes)
Jabuke Jonatanka
Kanatka, Ontario
Bellfleur (Belfler)
Cox`s Orange
Krasanka (Passe
Crassane)
Kruške Dekatkinja (zimska),
Viljamovka, Konferans
(Conference)
Grožđe
Koštuničavo voće
Celer, mrkva, kupus
Krumpir
Crveni (crni) luk
Grašak
Rajčica
Temperatura
ºC
12…14
3...5
10…11
6…8
8…9
12
14.4
12
12
Relativna vlažnost
%
Trajnost u
skladištu
–
4…5 mjeseci
3 mjeseca
6…8 tjedana
2…3 mjeseca
12 dana
11…13 dana
14 dana
14 dana
–
–
–0.5
1…2
90…95
3…4
–
3…4
90…95
0
–0.5…0
0
–0.5
4
–2
0…2
5
–
85
85
–
–
75…80
–
85…90
1..9 mjeseci
1…7 mjeseci
2…6 mjeseci
1…5 tjedana
6...9 mjeseci
6...9 mjeseci
6...8 mjeseci
–
7…10 dana
Tablica 4.6. Toplina disanja nekih vrsta voća kod različitih temperatura
Vrsta voća
Jagoda
Breskva
Kruška (rana)
Jabuka (rana)
Jabuka (kasna)
Šljiva
Grožđe
90
Disanjem razvijena toplina u kJ/kg za 24 sata
0°C
2°C
15°C
20°C
2,93-4,01
3,47-5,43
14,38-21,42
15,05-25,92
0,90-1,45
1,51-1,88
7,61-11,87
12,12-16,30
0,67-1,25
1,13-2,26
8,78-13,79
10,03-23,00
0,96-1,59
1,21-1,80
4,60-7,94
9,20-10,45
0,46-0,92
0,92-1,17
2,38-5,02
3,76-6,27
1,17-1,84
1,55-3,01
6,27-15,88
10,45-20,06
0,42-0,84
1,00-1,46
1,96-4,18
4,18-6,69
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Sa stajališta namirnica hlađenje uključuje odvođenje osjetne topline i topline
metabolizma (ovo posljednje kod voća i povrća koje nastavlja disati i nakon branja,
tablica 4.6.), što se uzima u obzir kod proračuna potrebnog rashladnog učinka.
Osim temperature važno je tokom hlađenja održavati i određenu relativnu vlažnost zraka. Ukoliko je relativna vlažnost atmosfere u kojoj se nalazi namirnica niska dolazi do dehidratacije, gubitka na težini, smežuranja i slično. Suviše visoka relativna vlažnost pogoduje razvitku plijesni i drugih mikroorganizama. Najčešće se
primjenjuje relativna vlažnost zraka između 85 i 95 % (za jaja 80 do 85 %, meso
85 do 90 %, voće 85 do 90 % ponekad i više, povrće 90 do 95 %).
Značenje primjene specifičnih režima (temperature i relativne vlažnosti zraka)
naročito je izraženo kod voća i povrća. Za mnoge vrste voća i povrća optimalna
temperatura hlađenog skladištenja je nekoliko stupnjeva iznad točke smrzavanja.
Kod nižih temperatura može doći do tzv. niskotemperaturnog oštećenja (oštećenje
hladnoćom), što se očituje u posmeđivanju i promjeni teksture tkiva. Kod nekog
pak voća kritične su temperature znatno više. Tako npr. kritične temperature za
skladištenje pojedinih sorti banana kreću se između 12 i 15ºC.
Hlađenje primijenjeno na pojedine namirnice ima višestruko tehnološko značenje, tj. ne svodi se samo na konzerviranje odnosno povećane trajnosti, već se vrlo
često njime poboljšava kvaliteta. Tako npr. kod mesa ono služi kako za konzerviranje tako i za kondicioniranje, čime se poboljšava tekstura i druga organoleptička
svojstva. Sličnih primjera ima kod sireva i nekih drugih namirnica (vino).
Radi poboljšanja efekata hlađenja ponekad se, ovisno o vrsti namirnice, upotrebljavaju različita sredstva za reduciranje mikrobiološke aktivnosti (fungicidi, antibiotici, ozonizacija, zračenja i sl.), ili sprečavanje dehidratacije (obrada površine
voća voskom ili uranjanje jaja u mineralno ulje, omatanje u zaštitne folije i slično).
4.6.3. Tehnički aspekti
Izbor najprikladnijeg načina hlađenja ovisi o vrsti namirnice, brzini kojom se
želi provesti ohlađivanje (hlađenje), temperaturi i trajanju skladištenja odnosno
transporta.
Najčešće se hlađenje realizira strujom hladnog zraka koji cirkulira većom ili
manjom brzinom (ovisno o fazi hlađenja, namjeni itd.) preko namirnice. Uporaba
(mokrog) leda danas je pretežno svedena na hlađenje ribe i rakova, odnosno slučajeva kratkotrajnog skladištenja ili transporta (npr. povrća).
Osim mokrog leda za prethlađenje i u transportu upotrebljava se ponekad suhi
led, tj. kruti (ali i tekući) CO2. Za hlađenje tekućih namirnica (mlijeko, sokovi)
upotrebljavaju se izmjenjivači topline (pločasti ili cijevni) u kojima se hlađenje
ostvaruje s pomoću nekog rashladnog sredstva.
Za održavanje tražene vlažnosti zraka služe raspršivači i ovlaživači, odnosno
odvlaživači.
91
Lovrić _______________________________________________________________________________________________
Uspješnost realizacije konzerviranja hlađenjem ovisi o usklađenosti svih faza
kroz koje prolazi namirnica do potrošača, a to su tehnologija pripreme, skladištenja
(po potrebi pakiranja) i transporta. Značajni čimbenici su održavanje konstantne
temperature i vlažnosti (ako tehnologija drukčije ne diktira) i o tome je potrebno
voditi računa kod izgradnje hladnjača, dimenzioniranja i izbora postrojenja i rashladnih transportnih sredstava.
4.6.4. Toplinske promjene pri hlađenju
Danas se proces hlađenja (u pravilu) ostvaruje pomoću mehaničkih rashladnih
uređaja (sustava). Rashladni uređaji omogućavaju prijelaz topline iz hlađenog
prostora na mjesto gdje se ta toplina može lako odvesti. Prijelaz topline se postiže
pomoću rashladnog sredstva faznim prijelazom iz kapljevitog u plinovito stanje, tj.
isparavanjem. Za razliku od vode ta sredstva imaju vrelište pri niskim temperaturama. Tako, na primjer, amonijak, koji se vrlo često koristi u industrijskim postrojenjima, ima vrelište pri –33.3˚C. Vrelište rashladnog sredstva se može mijenjati
promjenom tlaka. Da bi se povisilo vrelište amonijaka na 0˚C, potreban je tlak od
430.43 kPa.
Do danas je bio u uporabi znatan broj rashladnih sredstava, od kojih se neki temeljem tzv. Montrealskog protokola (1987.) trebaju prestati koristiti. To se prvenstveno odnosi na halogene ugljikovodike (freone 12 i 22) i metil bromid.
Izbor rashladnog sredstva se zasniva na nekoliko značajki (svojstava), između
kojih su ponajvažnije: 1. Latentna toplina isparavanja (što veća); 2. Tlak kondenzacije (što niži); 3. Temperatura smrzavanja (niža od temperature isparivača); 4. Kritična temperatura (što viša); 5. Toksičnost (nepoželjna, posebice u otvorenim sustavima); 6. Zapaljivost; 7. Korozivnost; 8. Kemijska stabilnost; 9. Mogućnost detekcije istjecanja; 10. Cijena; 11. Utjecaj na okoliš.
Tlak i entalpija rashladnog sredstva se mijenjaju njegovim prolazom kroz sastavne elemente (uređaje) rashladnog postrojenja (kompresor – kondenzator – ekspanzioni ventil – isparivač). Termodinamska svojstva pojedinih rashladnih sredstava mogu se naći u literaturi (u odgovarajućim priručnicima) u vidu dijagrama
(vrijednosti za entalpiju i tlak, odnosno entropiju i temperaturu) ili u tablicama. Na
priloženoj slici (4.16.) dan je pojednostavljeni dijagram odnosa tlaka i entalpije
rashladnog ciklusa. Na tom su dijagramu vrijednosti za tlak (kPa) iskazane na
vertikalnoj (u logaritamskom mjerilu), a za entalpiju (kJ/ kg) na horizontalnoj osi.
Rashladni učinak pri hlađenju prehrambenih proizvoda uključuje nekoliko elemenata. To su: toplina hlađenja proizvoda (na traženu temperaturu); transmisija
topline kroz zidove, pod i strop; toplina razvijena radom ventilatora, osvjetljenja, te
manipulacije (ulaz i izlaz ljudi, viličara, otvaranje vrata…), a kod skladištenja voća
i povrća toplina disanja (respiracije).
92
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Slika 4.16. Entalpija (H) – Tlak (P) - dijagram rashladnog procesa
Kompresor – Rad kompresora tijekom izoentropske kompresije rashladnog
sredstva se može izračunati iz porasta entalpije i masenog protoka rashladnog sredstva (r.s.)
q r = m(H 3 − H 2 )
gdje je: m = maseni protok r.s. (kg/s); H3 = entalpija r.s. na kraju, H2 = na početku
kompresije (kJ/kg rashladnog sredstva); qr = rad predan rashladnom sredstvu (kW).
Kondenzator - U kondenzatoru se r.s. hladi pri konstantnom tlaku. Predana toplina,
dana je izrazom:
q k = m(H 3 − H 1 )
gdje je: qk = količina topline izmjenjena u kondenzatoru (kW); H1 = entalpija r.s.
na izlazu iz kondenzatora (kJ/kg r.s.).
Isparivač – U isparivaču faznim prijelazom kapljevine u plin, rashladno sredstvo preuzima toplinu iz okoline (pri konstantnom tlaku), pri čemu se razlika entalpije rashladnog sredstva između ulaza i izlaza u isparivaču (rashladni učinak), odnosno primljena toplina može izraziti na slijedeći način:
q i = m(H 2 − H 1 )
gdje je: q1 = toplina izmijenjena u isparivaču (kW); H2 – H1 = rashladni učin.
93
Lovrić _______________________________________________________________________________________________
Koeficijent (stupanj) djelotvornosti (η) – Učinkovitost rashladnog sustava se
izražava (opisuje) tzv. koeficijentom ili stupnjem djelotvornosti, koji se definira
odnosom apsorbirane topline rashladnim sredstvom (u isparivaču) i toplinskog
ekvivalenta energije predane kompresoru:
η=
(H 2 − H 1 )
(H 3 − H 2 )
4.7. Primjena kontrolirane i modificirane atmosfere (CA,
MA) u skladištenju i pakiranju prehrambenih proizvoda
U kombinaciji s hlađenjem danas se sve više, u prvom redu za konzerviranje
voća i povrća, primjenjuju tzv. kontrolirana i modificirana atmosfera. Na taj se
način dodatno povećava kakvoća i trajnost pojedinih prehrambenih proizvoda.
Kontrolirana ili modificirana atmosfera (CA, MA) su pojmovi koji se odnose
na dodavanje ili uklanjanje plinova iz prostorija, spremnika za transport ili ambalaže manjih dimenzija, kojim se regulira razina (udio) kisika, ugljičnog dioksida,
dušika, etilena, itd., kako bi se postigao sastav atmosfere različit od onoga u normalnoj atmosferi (zraku).
Pojam modificirane atmosfere se koristi kada sastav atmosfere nije u potpunosti «kontroliran», na primjer pri pakiranju u plastične filmove, dok se pojmom kontrolirana atmosfera označava upravljanje i održavanje sastava plinova u određenim
granicama koncentracije.
Primjena kontrolirane atmosfere za skladištenje i pakiranje prehrambenih proizvoda je usmjerena na usporavanje fizioloških procesa (kao što su disanje, dozrijevanje, kvarenje), i smanjenje oštećenja pri rukovanju, te mikrobne kontaminacije,
kako bi se postigla što bolja kakvoća i trajnost proizvoda.
Sniženjem koncentracije kisika u zraku (od 21 % obično na cca 3 %) a povećanjem koncentracije ugljičnog dioksida (na 2 do 5 % ili više) usporavaju se disanje i drugi procesi (npr. proces dozrijevanja) u živim tkivima, kao što su plodovi
voća ili povrće. Optimum temperature, relativne vlažnosti i sastav plinova u atmosferi uglavnom je različit za konzerviranje pojedinih vrsta i sorti voća (vidi tablicu
4.5.).
Prema udjelu triju osnovnih plinovitih sastojaka (N2, O2, CO2) uobičajena je
klasifikacija kontrolirane atmosfere u tri kategorije (tipa) (slika 4.17.).
Tip I – atmosfera relativno bogata kisikom (16 do 11%) i više ili manje obogaćena s CO2 (5 do 10 %), tako da je zbir koncentracije O2 + CO2 = 21 %, odnosno
N2 = 79 %.
Tip II – atmosfere ovog tipa su znatno siromašnije kisikom (2 do 3%) i umjereno obogaćene s CO2 (2 do 5%), a N2 = 92%. Atmosfere ovog tipa u praksi se
najčešće primjenjuju.
94
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Tip III – atmosfere niskog sadržaja kisika (kao kod tipa II) ali vrlo siromašne s
CO2 (0 do 2 %). Primjenjuju se kod vrsta (ili sorti) osjetljivih na prisutnost CO2
(npr. jabuka Cox`s Orange, Pippin i Spartan u Engleskoj, Boskoop u Nizozemskoj
i sl.).
Ranije se kontrolirana atmosfera (siromašna kisikom) uspostavljala biološkim
putem, s tim da se suvišak CO2 uklanjao ventilacijom ili češće skrubiranjem
(sredstvima koja reverzibilno ili ireverzibilno vežu CO2). Danas se prešlo na uporabu automatskih plinskih generatora koji rade na principu katalitičke oksidacije
propana ili butana. Za uklanjanje CO2 ponajviše se upotrebljavaju scrubberi na
bazi aktivnog ugljena (regeneriraju se propuhivanjem sa zrakom), zatim oni kojima
se vrši adsorpcija CO2 zeolitima, ili tzv. kemijski scrubberi, npr. na bazi K2CO3,
NaOH ili etanolamina.
Kontrolirana atmosfera
Zrak
I
II
III
Legenda:
N2 (inertni plin)
O2 (aktivni plin)
CO2
Slika 4.17. Tipovi atmosfere koji se koriste za konzerviranje u kontroliranoj atmosferi
(CA)
Osim prije spomenutih generatora atmosfere uvedeni su i difuzijski izmjenjivači koji rade na principu diferencijalne difuzije kisika, dušika i ugljičnog dioksida
kroz membrane silikonskih elastomera (patent Marcellina i Leteinturiera). Ti uređaji mogu se smjestiti bilo unutar ili izvan komore (vidi sliku 4.18.).
95
Lovrić _______________________________________________________________________________________________
Slika 4.18. Shematski prikaz komora opremljenih difuzijskim izmjenjivačima;
A – vanjski izmjenjivač, B – unutarnji izmjenjivač
Na sličnom principu zasniva se i uporaba ambalaže od plastičnih filmova
(omotača, većih ili manjih vreća), koja omogućava držanje proizvoda (voće, povrće) u atmosferi (O2 + CO2 + N2), konstantnog sastava, osiromašene kisikom a obogaćene s CO2. Za manja pakiranja upotrebljavaju se obično omotači od polietilena
debljine 30 do 60 mikrona (tzv. fiziološka ambalaža), a za veća polietilenske vreće ili omotači većih dimenzija s difuzionim oknima izrađenim iz silikonskih elastomera (slika 4.19. i 4.20.).
96
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Slika 4.19. Promjene koncentracije O2 i CO2 u atmosferi unutar vreće AC 20 u kojoj su
spremljene jabuke Zlatni delišes
Slika 4.20. Fiziološka ambalaža za jabuke; A – neposredno nakon zatvaranja,
B – nakon uspostavljanja C.A. i stvaranja podtlaka
97
Lovrić _______________________________________________________________________________________________
Osim kod voća i povrća postoje i druge mogućnosti primjene modificirane atmosfere; npr. obogaćene s CO2 u konzerviranju jaja ili mesa.
Tehnika konzerviranja u kontroliranoj atmosferi zahtijeva uz termičku izolaciju
komora i hermetičnost, što se može postići oblaganjem unutarnje stijenke, stropa
odnosno poda, metalnim pločama, izolacionim pločama nepropusnim za plinove i
poliesterskim, poliamidskim ili epoksi-smolama, armiranim staklenim vlaknima.
Danas su u uporabi ponajviše tzv. sendvič ploče izrađene s vanjske strane od profiliranog lima (aluminijskog ili pocinčanog željeznog lima), izolacije (termičke) npr.
od ekspandiranog poliuretana i prevučene s unutarnje strane slojem (nepropusnim)
poliesterske smole (odnosno laminatom poliesterske smole ojačanim staklenim vlaknima).
Konzerviranje u hipobaričnoj atmosferi predstavlja daljnji napredak u odnosu na konvencionalnu tehniku konzerviranja u kontroliranoj atmosferi, budući da
povezuje korisne učinke smanjenja koncentracije kisika i sniženje (ukupnog) tlaka
plinske sredine. Prema tome, kod ovog postupka proizvod se čuva u razrijeđenoj
atmosferi (zraku), čiji je tlak smanjen na 10 do 20% od atmosferskog (0.1 do 0,2 ·
105 Pa ili 0.1 do 0.2 bara) i čija se vlažnost održava na odgovarajućoj razini radi
izbjegavanja dehidratacije (proizvoda). Na taj način, uz ostale efekte (proizišle iz
snižene koncentracije kisika) omogućeno je kontinuirano izdvajanje (ekstrakcija)
nekih hlapljivih sastojaka iz tkiva kao što je etilen (iz voća) i još nekih (α-farnezan,
acetaldehid, esteri octene kiseline), čime se sprečava njihovo štetno djelovanje.
Skladištenje u dinamičkoj atmosferi. U suvremenoj tehnologiji primjene
kontrolirane atmosfere sve se više preporučuje uvođenje postupka tzv. dinamičke
atmosfere, koji se sastoji u prilagođivanju sastava atmosfere (tijekom skladištenja)
fiziološkom stanju plodova. Pri niskom udjelu kisika u atmosferi može doći do
anaerobnog disanja i tvorbe etanola, što iziskuje potrebu kontinuiranog uravnoteženja udjela O2 i CO2.u atmosferi. Bitan čimbenik ove tehnologije čine senzori za
detekciju niskih udjela etanola (0.01 ppm – 1 ppm) u atmosferi. Dinamička atmosfera je prikladna i za sprječavanje fizioloških oštećenja plodova (npr.«scald» jabuka pri skladištenju u tzv. ULO- Ultra Low Oxygen –atmosferi, tj. pri udjelu O2 i
CO2 <1 ).
Optimalni kapacitet rashladnih komora za skladištenje u dinamičkoj atmosferi
je 100 do 150 tona, uz optimalnu visinu pri primjeni paletizacije 8,5 m.
Komore za dinamičnu atmosferu trebaju zadovoljavati slijedeće osnovne uvjete:
• održavanje temperature ~ 0°C.
• visoka relativna vlažnost
• uspostavljanje i održavanje odgovarajuće koncentracije O2, CO2 i etilena
• za održavanje tražene atmosfere potrebni su generator dušika, praonik CO2
i uređaj za katalitičko sagorjevanje etilena
• površina isparivača mora biti najmanje 15 m2 za 10 tona voća, dok razlika
između temperature isparavanja rashladnog sredstva i temperature prostorije nebi smjela prelaziti 3°C
98
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
u plinotijesnim (hermetičnim) komorama mora se provoditi miješanje zraka u dva stupnja, s time da ventilatori miješaju zrak i kada nema hlađenja
• održavanje svih procesnih parametara provodi se s pomoću računala
U nekim slučajevima gdje se treba ubrzati neke metaboličke procese, kao što je
kod kontroliranog, odnosno ubrzanog (ili umjetnog) dozrijevanja voća primjenjuje se atmosfera obogaćena kisikom (50-55 %) uz povišenje temperature (16 do
24ºC) i relativne vlažnosti (95-98 %), te održavanje niske koncentracije CO2. Za
ubrzano dozrijevanje voća (npr. banana) i "razelenjavanje" agruma upotrebljava se
i etilen, obično u smjesi s dušikom.
•
Tablica 4.7. Režimi i trajanje čuvanja jabuka
Hlađenje (obično)
Sorta
Boskopka
Blenhajm
Kanatka
Šampanjka
Kokos oranž
Delišes
(zlatni)
Grafenštajn
Jonatan
Parmenka
Vajnsep
ºC
Trajanje
Hlađenje u kontr.atmosf.
ºC
%CO2
%O2
Trajanje
3–4
3–4
3,5
–2
4
–2
3,5
4–5
–2–3
3–3,5
–
–
3,5
–1 do –0,5
2–2,5
4,5
(mjes.)
4–5
5–6
2–3
5–5,5
4–5
9–9,5
3–4
3–4
4–5
5–6
–
–
–
–
3–4
5
4
3
–
–
–
–
–1–0
–
–
–
–
–
4
3–4
–
–
–
3,5
4,5
–
3,5
0–3
1–2
3,5
4
–1
4,5
(mjes.)
3
3
6–8
0–3
3–5
5–7
Ne može se čuvati
–
–
–
–
–
–
–
–
–
5
2,5
4–5
0–5
4
4–5
–
–
–
9
12
7–8
2–3
6–8
3–5
3
7–8
5
9
12
–
6
15
–
–
–
–
6
15
7
Zemlja
Švicarska
Holandija
Njemačka
SSSR
Francuska
SSSR
Njemačka
Holandija
Francuska
Holandija
Francuska
Švicarska
Danska
SAD
Njemačka
Holandija
Francuska
Rel.vl. 90%
SAD
4.7.1. Pakiranje u modificiranoj atmosferi (MA)
Pakiranje u modificiranoj atmosferi (MA) je tehnološki postupak u kojem se
neki prehrambeni proizvod omata nepropusnim, odnosno slabo propusnim (ambalažnim) materijalom (folijom), pri čemu je zrak zamijenjen odgovarajućom smjesom plinova, kako bi se produžila trajnost proizvoda. Uloga smjese plinova je u
smanjenju intenziteta disanja, rasta mikroorganizama i usporavanju enzimske aktivnosti ovisno o vrsti proizvoda.
99
Lovrić _______________________________________________________________________________________________
Vakumiranje
(gornje)
VAKUM
A
Poklopac
Vakumiranje
(gornje)
VAKUM
B
Zatvaraè
Zraèni prostor
Materijal
poklopca
C
Tlak zraka
Rezaè
Rezaè
Slika 4.21. Princip rada uređaja za pakiranje u modificiranoj atmosferi
Za uspješnu primjenu ove tehnologije potrebno je postići optimalni sastav atmosfere u pakiranju. Da bi se održao takav sastav atmosfere upotrebljavaju se prikladni, u pravilu višeslojni plastični ambalažni materijali (filmovi – folije).
Tehnološki parametri primjene zavise o značajkama proizvoda, na primjer da li
je riječ o biljnim organima koji respiriraju (dišu), ili o proizvodima kod kojih takvog metabolizma nema. Tada je riječ o tzv. nerespirirajućim proizvodima. Naime,
danas se sve više pakiranje u MA primjenjuje (i) na nerespirirajuće prehrambene
proizvode, kao što su meso i mesni proizvodi, riba, mliječni proizvodi, pekarski
proizvodi i pripremljena, odnosno polupripremljena hrana. U priloženoj tablici
(4.8) dani su podaci za uvjete koji se preporučuju za MA – pakiranje takvih
proizvoda.
Pri utvrđivanju uvjeta za pakiranje u MA treba uzeti u obzir različite unutarnje
i vanjske čimbenike kako bi se postigla visoka kakvoća i osigurala zdravstvena
ispravnost proizvoda kroz odgovarajući period (skladištenja). Tako, na primjer, za
proizvode s niskim udjelom masti i visokom vlažnosti primarni je zadatak MA
sprječavanje mikrobiološke aktivnosti, dok je za proizvode s visokim udjelom
masti i niskim udjelom vode bitna zaštita od oksidativnih promjena (reakcija).
Općenito, inicijalni broj mikroorganizama u pakiranom proizvodu mora biti što
100
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
manji. Stoga su higijenski uvjeti uz prikladno hlađenje tijekom rukovanja i pakiranja presudni za produženje trajnosti proizvoda.
Tablica 4.8. Uvjeti pakiranja u M A za neke nerespirirajuće prehrambene proizvode
Proizvod
Meso
(crveno)
Piletina
Kobasice
Riba, masna
Kuhani riblji
proizvodi
Tvrdi sirevi
Raženi kruh
Pizza
Trajnost (dani)
u zraku
u MA
Smjesa plinova
Volumen
plina ml/100 g
80% O2 + 20% CO2
100 – 200
2–4
5–8
2 do 3
100 - 200
7
16 – 21
2 do 3
50 – 100
2–4
38 – 35
4 do 6
200 – 300
3–5
5–9
0 do 3
50 – 100
2–4
28 – 35
4 do 6
50 – 100
14 – 21
28 – 70
4 do 6
50 – 100
2–3
14
20 do 25
50 – 100
7 – 14
14 – 35
4 do 6
50-80% CO2 +
20-50 %N2
20% CO2 + 80% N2
60-70%CO2 +
30-40%N2
20%CO2 + 80% N2
80-100%CO2 +
0-20%N2
20-40%CO2 +
60-8o%N2
30-60%CO2 +
40-70%N2
Temp.sklad
(ºC)
4.8. Konzerviranje zamrzavanjem
4.8.1. Osnovne značajke metode
Zamrzavanjem se, za razliku od hlađenja, može konzervirati neka namirnica na
mnogo duže, pod određenim uvjetima praktički neograničeno vrijeme.
Konzerviranje zamrzavanjem se bazira na činjenici da su izdvajanjem vode u
vidu kristala leda i sniženjem temperature praktički zaustavljeni kemijski, biokemijski i mikrobiološki procesi. Što je više vode (u stvari tzv. "slobodne") izdvojeno
u vidu kristala leda, a što je u funkciji primijenjene temperature, to je veća stabilnost (zamrznute) namirnice.
Međutim, samo zamrzavanje uvjetuje određene veće ili manje ireverzibilne
promjene u namirnici, što je od osobitog značenja za one kod kojih se želi očuvati
izvorna struktura i tekstura. Te promjene su posljedica, direktna i indirektna, tvorbe
leda. Veličina tih promjena je u funkciji brzine zamrzavanja: što je zamrzavanje
brže to su promjene manje i obrnuto. Tokom zamrzavanja dolazi do narušavanja
ravnoteže u polidisperznom sustavu stanice zbog izlaženja vode iz sustava što se
odražava u povećanoj koncentraciji elektrolita, dehidrataciji i precipitaciji koloida,
s tendencijom izlaska vode i kristralizacijom u međustaničnim prostorima. Taj je
101
Lovrić _______________________________________________________________________________________________
fenomen jače izražen kod sporog zamrzavanja. Osim toga, sporijim zamrzavanjem
nastaju veći kristali leda koji u većoj mjeri i mehanički oštećuju tkivo. Prema tome,
manji kristali koji nastaju prilikom brzog zamrzavanja (a koje se postiže brzim
odvođenjem topline) su na određeni način indikator manjih promjena u namirnici.
Općenito uzevši, namirnice koje sadrže veliku količinu vode doživljavaju manju
promjenu teksture ako su brzo zamrznute jer brzo zamrzavanje izaziva manja oštećenja tkiva. Kod namirnica koje sadrže manju količinu vode vrijeme zamrzavanja
nije tako značajan čimbenik, ali je zato vrlo važno u određenom periodu proći temperaturni interval u kojemu se uklanja latentna toplina da bi se na taj način reducirala postojeća mikrobiološka i enzimatska aktivnost. Osim toga važno je tokom
skladištenja i transporta osigurati dovoljno niske temperature (–18º do -20ºC; danas
i niže za tzv. duboko zamrznute proizvode), pri čemu ne smije doći do fluktuacije
temperature.
Radi boljeg razumijevanja makro pojava s kojima se susrećemo prilikom zamrzavanja hrane u različitim procesima gdje se ono primjenjuje (konzerviranje zamrzavanjem, liofilizacija, koncentriranje zamrzavanjem – kriokoncentriranje) razmotrit ćemo pobliže neke osnovne značajke tih pojava.
4.8.2. Struktura vode i leda
Prilikom zamrzavanja molekule vode se udružuju na jedan pravilan način u
čvrstu strukturu koja je otvorenija (manje gustoće) od one kada se voda nalazi u
tekućem stanju. Ovdje je pojam "čvrst" upotrebljen u makro smislu jer i u takvoj
strukturi postoiji gibanje atoma i molekula, pogotovo neposredno iznad točke
zamrzavanja. Npr. kod –10ºC molekule HOH vibriraju amplitudom 4.4 · 10–11 m,
koja je otprilike 1/6 udaljenosti od susjednih molekula HOH. Nadalje, vodikovi
atomi mogu "lutati” (u toj strukturi – ledu) od jednog do drugog kisikovog atoma
dajući pri tome određeni stupanj kovalentnosti vodikovih veza. Svaka molekula
HOH zbog tetraedarskog rasporeda sila (slika 4.22.) potencijalno je sposobna da
se veže vodikovom vezom s 4 druge molekule HOH. U takvom rasporedu svaki
kisik atoma je kovalentno vezan s 2 atoma vodika – svaki na udaljenosti 9.6 · 10–11
m, i vodikovom vezom sa druga 2 (vodikova atoma) na udaljenosti 1.8 · 10–10 m. U
takvoj tetraedarskoj strukturi su priležeći (susjedni) atomi kisika međusobno
udaljeni 2.76 · 10–10 m, i odvojeni po jednim vodikovim atomom (vidi sliku 4.23.).
Svi vezovi nalaze se pod kutom od 109º (za razliku od vode u tekućem stanju
gdje je taj kut 104.5º). Kombinirajući navedenu strukturu sa svojstvima neutronske
difrakcije i značajkama atomskog gibanja u ledu dolazi do složenije strukture,
poznate kao statistička ili Paulingova struktura poluvodika. U toj je strukturi svaki
kisikov atom – u statističkom smislu – okružen sa po 4 polovice vodikova atoma,
gdje je udaljenost O-H 10–10 m. (Dvije "polovice" vodikova atoma na način kako je
prikazano na slici 4.24. gdje svaka polusfera simbolički prikazuje polovicu vodikovog atoma).
102
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
H
O
+
H
–
O
H
–
+
H
H
H O
O H
H
Slika 4.22. Orijentacija naboja kod molekule vode
109
109
°
C
10
9°
C
°C
= kisik
= vodik
= vodikova veza
= kemijska veza
–10
= 2,76·10 m
–10
= 0,96·10 m
= 1,80·10–10 m
Slika 4.23. Raspored molekula vode i odnosa vodikovih vezova između tih molekula u
ledu
2,76·10–10 m
1·10–10 m
1·10–10 m
Slika 4.24. Statistička ili Pauling-ova struktura ¸¸poluvodika¨
103
Lovrić _______________________________________________________________________________________________
Ta konfiguracija u stvari pokazuje srednju pokretljivost H-atoma u toku vremena, tj. svaka polovica H-atoma može se promatrati kao polovica vremena u kojem
je vodikov atom prisutan, odnosno odsutan u nekom položaju. (To je u stvari, korelacijska funkcija položaja, koja se može izvesti s pomoću Fourier-ove transformacije intenziteta rasipanja X-zraka ili nutronske difrakcije).
Tablica 4.9. Veličina ledolikih nakupina u funkciji temperature
Temperatura
(ºC)
0
20
60
Srednja veličina nakupina
(broj molekula)
91
57
28
Udio molekula koje nisu
vezane vodikovom vezom
0,24
0,29
0,38
Proširenjem prije opisanog modela kada se više tetraedara poveže (sjedini)
dolazi do heksagonalne strukture karakteristične za led kako je prikazano na slikama 4.25. i 4.26.
– HOH molekule
Slika 4.25. Molekularna struktura leda
Raspored atoma kisika u ledu (svaka jezgra kisika nalazi se u centru tetraedra
koji čine četiri druge jezgre kisika i udaljena je od centralnog za cca 2.67 · 10–10 m
kod 0ºC).
Da bi se ostvario maksimum međusobnog povezivanja molekula vode u ledu
(tj. u molekule) sa svakom molekulom vode, potrebno je sniziti temperaturu na 183ºC. Kod viših temperatura je manje pravilna struktura i veće gibanje molekula
vode. Ipak, kod 0ºC još je čvrsta struktura i visoki stupanj povezivanja vodikovim
vezom.
104
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
c
7,36
a
4,52
4,52
a
Raspored atoma kisika u ledu (svaka jezgra kisika
nalazi se u centru tetraedra kojeg čine četiri druge
jezgre kisika i udaljena je od centralnog za cca
2,76·10–10 m kod 0°C).
Slika 4.26. Heksagonalna struktura leda
Kod prijelaza faza led – voda krutost nestaje, ali u vodi ostaje veliki broj ledu
sličnih (ledolikih) nakupina molekula vode kod kojih je struktura slična onoj u
ledu. Kod 0ºC te nakupine se sastoje u prosjeku od 90 molekula (vode). Povišenjem temperature smanjuje im se veličina, a povećava broj (tablica 4.9.). (Najveća
gustoća vode kod 4ºC je rezultat dva efekta koja se kod te temperature nalaze u
ravnoteži: 1. smanjenje veličine ledolikih nakupina dovodi do strukture veće gustoće; 2. termička ekspanzija uvjetuje smanjenje gustoće vode.)
C1
C2
C1 1
1
C1
C2
kondenzacija
1
Slika 4.27. Shematski prikaz simultane prisutnosti triju faza u zamrznutoj otopini;
1 - kristal leda, C1 – otopina visoke koncentracije (amorfna staklasta tvar u dodiru s
ledom), C2 – otopina niže koncentracije
4.8.3 Mehanizam tvorbe leda (kristalizacija vode)
Kristalizacija vode u led (u vodenim otopinama) odvija se u dvije faze:
1) faza nukleacije (pojava centara kristalizacije),
2) faza rasta kristala.
105
Lovrić _______________________________________________________________________________________________
Tekućina početne temperature TA (slika 4.28.) ohlađuje se pod tlakom PA, i
trebala bi kristalizirati u času kada njena temperatura postane jednaka temperaturi
TN. U stvari, tekuće stanje zadržava se do temperature TN ovisno o eksperimentalnim uvjetima. Između TM i TN tekućina je u metastabilnom stanju (pothlađivanje).
Stanje pothlađivanja završava pojavom centara kristalizacije (nukleacije).
Tlak
KRUTO
TEKUĆE
PA
PLINOVITO
TN TM TA
Temperatura
Slika 4.28. Dijagram faza čiste tvari (osjenčani dio predstavlja zonu pothlađivanja
tekućine)
Nukleacija može biti:
• homogena,
• heterogena.
Homogena nukleacija obično se definira kao razvitak nukleusa (jezgre) kritične
veličine kroz slučajnu agregaciju molekula. U slučaju vode vjerojatno je to prijelazna ledolika struktura (koja tvori nukleus). Taj tip nukleacije je prilično rijedak i
nastaje kod vode visokog stupnja čistoće, te pretpostavlja jako pothlađivanje (prema različitim autorima od –30º do –50ºC i niže).
Heterogena nukleacija je katalizirana stranim površinama ili sitnim česticama
čija je površinska konfiguracija slična ledu. Heterogena nukleacija se javlja na višim temperaturama nego homogena. Taj tip nukleacije u pravilu susrećemo kod
zamrzavanja hrane.
Teorije nukleacije uglavnom se izvode iz fenomena kondenzacije (pare) kod
koje se lakše određuju pojedini parametri nego kod kristalizacije tekućine (kapljevine).
Prema klasičnoj teoriji (Gibbs, 1878) tlak para je proporcionalan s konveksnosti površine male čestice – veća konveksnost – veći tlak para – veća tendencija gubitka molekula.
Thomsonov izraz
p
2σ ⋅ v
= k `⋅ T ⋅ ln
r
p0
106
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
gdje je p – tlak para jedne kapljice polumjera "r", p0 – tlak para tekućine, σ –
površinska napetost, v – molarni volumen, T – temperatura i k` – Boltzmannova
konstanta, pokazuje da je tlak para kapljice tekućine to veći što je kapljica manja.
Za kristale se može izvesti analogni odnos; tlak para kristala raste kako se veličina kristala smanjuje (tlak para kristala ne razlikuje se bitno od tlaka p, već samo
za vrlo male kristale; za led je p/p0 » 0.01, samo za kristale čiji je polumjer manji
ili jednak 2 · 10–13m). Proizlazi da je kristal koji se nalazi u prezasićenoj pari centar
nukleacije ako je takve veličine da je tlak para jednak tlaku para okoline. U tom
slučaju kaže se da je kristal dostigao kritični polumjer. Naime, svaka nakupina molekula manjeg polumjera koja ima tlak para veći od tlaka okoline nastoji ispariti.
Nasuprot tomu, svaki kristal većeg polumjera brže raste.
Stephenson (1960.) je predložio izraze za izračunavanje broja molekula nukleusa kritične veličine (1), slobodne energije (2 i 2a) i polumjera (3) specifičnog
kritičnog nukleusa:
⎡
2 aσ
n=⎢
⎢
k
t
⎣3 η −η
(
Δl n =
)
4a 3σ 3
(
27 η k − η t
⎤
⎥
⎥
⎦
3
(1)
(2)
)2
gdje je n = broj molekula nukleusa kritične veličine, a = faktor oblika, σ = (specifična) energija površine između čvrstog nukleusa i tekućine, nk = kemijski potencijal čvrste faze, nt = kemijski potencijal tekuće faze i Δ1n = promjena slobodne
energije kod tvorbe nukleusa kritične veličine (energija potrebna za tvorbu nukleusa). Za
k
t
η − η = ΔH
T A0 − T A
TA
i sferični nukleus
Δl n =
r=
16Π ⋅ σ 3 ⋅ T 0
2
A
(
3ρ 2 ⋅ L2t ⋅ T A0 − T A
2σ ⋅ T A0
Lt ⋅ ρ ⋅
(
T A0
− TA
)
)2
(2a)
(3)
gdje je ΔH = promjena entalpije tokom zamrzavanja Lt = latentna toplina topljenja
(zamrzavanja), ρ = gustoća, TA0 = 273 K i TA0 – TA = pothlađivanje (ºC ili K)
107
Lovrić _______________________________________________________________________________________________
Prema Halletu (1966.) kritični polumjer za led iznosi 1 · 10–9 m kod –40ºC,
odnosno 1 · 10–8 m kod –4ºC.
Brzina tvorbe nukleusa (kritične veličine) tj. brzina nukleacije prema Turnbullu
i Fischeru (1949.) dana je sljedećim izrazom:
N′ =
ΔG n + ΔG d
dN n ⋅ k ′ ⋅ T A
=
exp
dT
h
k′ ⋅T
gdje je N` = brzina promjene broja (tvorbe) nukleusa kristala leda, N = broj nukleusa kristala leda, n = broj molekula u jedinici volumena tekućine, TA = apsolutna
temperatura, k` = Boltzmannova konstanta, h = Planckova konstanta, ΔGn = energija potrebna za stvaranje nukleusa kritične veličine (proporcionalna je veličini
γ3/(ΔT)2), γ = tlak na graničnoj površini čvrsto – tekuće, ΔT = pothlađivanje, ΔGd =
energija aktivacije difuzije molekula kroz međusloj (granični sloj) čvrsto (kristal
leda) – tekuće
Pri temperaturi malo nižoj od temperature taljenja (TM), ΔGn je vrlo velika u
odnosu na ΔGd (kada je ΔT vrlo mali), što ukazuje na važnost te funkcije za nukleaciju. Kako se temperatura snižava (T se smanjuje, ΔT raste) tako se brzina nukleacije N` povećava.
Nasuprot tome, kada temperatura postane mnogo niža od TM, ΔGn postaje zanemariva u odnosu na ΔGd. Ova funkcija neznatno raste sniženjem temperature, a brzina nukleacije se smanjuje. Brzina nukleacije ima maksimum na nekoj određenoj
temperaturi TN, a promjene koje nastaju pothlađivanjem prikazane su krivuljom
kao na slici 4.29.
log I [μ–1 ·s–1]
10
v [m·s–1]
5
0,4
0,3
0,2
0
0,1
–4
0
–100
–150
temperatura [°C]
–50
a
0
–50
–100
–150
temperatura [°C]
b
Slika 4.29. Kristalizacija vode; a – brzina nukleacije, b – brzina rasta jezgara
nukleacije u funkciji pothlađivanja (Hallett, 1968.)
108
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Smanjenje ΔG, koje nastaje sniženjem temperature, može se tumačiti kao porast vjerojatnosti stvaranja jezgara nukleacije. S druge strane, povećanje viskoziteta
tekućine, koje ometa ugradnju molekula u jezgre kristalizacije, smanjuje brzinu nukleacije u času kada dolazi do sniženja temperature materijala.
Drugi korak u tvorbi kristala leda u nekom prehrambenom proizvodu je rast
kristala. Rast kristala nastaje nakon što je stvoren nukleus kritične veličine. Na brzinu rasta kristala utječe nekoliko čimbenika kao što su: brzina ugradnje molekula
vode u kristalnu strukturu leda (1), brzina difuzije molekula vode iz nezamrznute
otopine prema površini kristala (2) i brzina odvođenja topline. Temperatura je dodatni čimbenik koji utječe na sve navedene.
U slučaju kristalizacije čiste tekućine i u normalnim uvjetima brzinu rasta kristala kontrolira prijenos topline. Proces kristalizacije općenito ne ograničavaju fenomeni površinskih pojava ni difuzija molekula, osim možda na vrlo niskim temperaturama.
U otopinama može prijenos mase postati čimbenik koji ograničava brzinu rasta
kristala. To je posebno slučaj kod otopina kod kojih viskozitet raste sniženjem
temperature ili zbog povećanja koncentracije. Ako se ostvari turbulentnost tekućine
suzbit će se limitirajući utjecaj molekula ili topline i ubrzati rast kristala.
Brzina rasta kristala ovisi o temperaturi i brzini odvođenja topline. Kod ostalih
konstantnih uvjeta brzina rasta kristala opada sniženjem temperature. Povećanjem
temperaturne razlike između površine kristala leda i temperature nezamrznutog
medija povećava se brzina rasta kristala.
Na slici 4.. prikazane su promjene brzine rasta kristala u tekućini u ovisnosti o
pothlađivanju.
U slučaju kada je difuzija molekula na površini kristala limitirajući faktor,
brzina rasta kristala može se izraziti sljedećim izrazom:
dM DA
(C ′ − C z ) = k m A(C − C ′)
=
dt
ρ
odnosno
dM A(C − C z )
=
1
δ
dt
+
km D
gdje je δ = debljina hidrodinamskog graničnog sloja u blizini kristala; D = koeficijent difuzije; km = koeficijent prenosa mase; C'` = koncentracija otopljene tvari u
graničnom sloju i A = površina kristala, što znači da je brzina rasta direktno proporcionalna razlici koncentracija otopine udaljene od kristala (C) i koncentracije
zasićenja (Cz).
109
Lovrić _______________________________________________________________________________________________
4.8.4. Veličina kristala leda
Veličina kristala leda koji se nalaze u materijalu nakon završetka procesa zamrzavanja od značajnog je utjecaja za kvalitetu proizvoda, a u direktnoj je ovisnosti o
broju molekula nastalih tokom zamrzavanja: manji broj nukleusa rezultira manjim
brojem većih kristala i obrnuto, što je veći broj jezgri bit će veći broj sitnih kristala.
Pošto je nukleacija funkcija pothlađivanja, veličina kristala bit će funkcija brzine
zamrzavanja, odnosno brzine odvođenja topline. Međutim, kod hrane na te pojave
utječu i drugi čimbenici, kao npr. vrsta materijala (hrane), anatomska građa, fiziološko stanje i slično. Tako npr. kod istovrsne hrane kao što je riba (ili meso) veličina i broj nastalih kristala ovisit će i o tome da li je zamrzavanje provedeno u prerigor ili postrigor stanju, a što je opet povezano sa stanjem vode u tom materijalu (tj.
odnos "slobodne" i "vezane" vode). O tim pojavama bit će rečeno nešto više u
daljnjem tekstu.
4.8.5. Pojave kod zamrzavanja biološkog materijala
Fenomeni zamrzavanja su u biti isti u staničnom tkivu, staničnoj suspenziji ili
otopini. Poslije prve faze, tj. odjeljivanja od leda, nastaje ukrućenje koncentrirane
intersticijalne otopine. Daljnja pojava leda na tkivu ovisi o brzini ohlađivanja ili o
kemijskom sastavu otopina.
U biološkim sustavima postoji tzv. vezana (cca 5-10% ovisno o tkivu), slobodna i imobilizirana voda.
Pod vezanom vodom podrazumijeva se voda koja se ne može zamrznuti. Slobodna voda je ona voda koja se može zamrznuti. Voda koja se ne može zamrznuti
nalazi se:
•
•
u kapilarnim prostorima i ne može kristalizirati; njen tlak para je manji od
tlaka para leda kod iste temperature;
fiksirana vodikovim vezama na polarnim grupama (proteina i drugih bioloških polimera kao što su škrob, celuloza, pektinske tvari).
Imobilizirana voda se nalazi u staničnim strukturama ili gelovima. Tu su zadržane velike količine vode, a vezan je samo neznatni dio te vode.
Veliki dio slobodne (zamrzljive) vode zadržan je različitim mehanizmima (relativno male energije) kao što su:
•
•
•
adsorpcija i inhibicija,
kapilarnost,
zadržavanje u staničnim membranama.
Postupnim hlađenjem otopine biološkog materijala stvaraju se kristali leda na
temperaturama nešto nižim od 0ºC.
110
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Teoretska temperatura početka zamrzavanja niža je od 0ºC za vrijednost krioskopskog sniženja, a to sniženje je proporcionalno koncentraciji tvari otopljenih u
vodi:
ΔT = k
C
Ms
gdje je K = krioskopska konstanta otapala (za vodu iznosi 1860 gºC/mol), ΔT =
sniženje temperature zamrzavanja (ºC), C = omjer mase otopljene tvari (g) i mase
otapala (g) i MS = molekularna masa otopljene tvari.
Ovaj odnos (Raoultov zakon) vrijedi samo za "idealne" otopine (otopljene tvari
koje nisu u ionskom obliku); u slučaju koncentriranih otopina ili otopina koje se
mogu javiti u ionskom obliku izraz se mora zamijeniti drugim:
ΔT = kα
C
Ms
gdje je α = koeficijent aktiviteta otopljene tvari.
Međutim, pokusi najčešće pokazuju da se temperatura proizvodu snizi ispod
vrijednosti ΔT prije pojave leda u materijalu. Kao što je već prije rečeno, ovaj se
fenomen naziva pothlađivanje.
Na slici 4.30. prikazane su krivulje zamrzavanja za čistu vodu i idealnu otopinu. Kad se takva otopina hladi ispod točke zamrzavanja nastaje se čisti led, a preostala otopina postaje sve koncentriranija tako da se točka zamrzavanja kontinuirano snizuje. Proizlazi da za vrijeme ovog perioda hlađenja proizvod sadrži kristale
leda u tekućoj fazi, koja se obično naziva intersticijalna otopina (tekućina).
T
pothlađivanje
ledište
pothlađivanje
2
3
1
eutektička
točka
čista
voda
idealna
otopina
ODVOĐENJE TOPLINE
Slika 4.30. Krivulje zamrzavanja čiste vode i idealne otopine
111
Lovrić _______________________________________________________________________________________________
Temperatura
U kasnijim stadijima hlađenja skrućuju se i te intersticijalne tekućine. Kod jednostavnih sustava, kao što su npr. otopine nekih soli ili eventualno nekih organskih
tvari male molekularne mase, skrućivanje može biti eutektičkog tipa, tj. intersticijalna faza se skrućuje na konstantnoj temperaturi u mješavinu finih kristala leda i
kristala otopljene tvari (eventualno hidratiziranih) kada je već dostigla određenu
temperaturu i koncentraciju (eutektikum sustava).
Na slici 4.31. prikazan je sastav tekuće i čvrste faze vodene otopine koja se
ukrućuje zamrzavanjem tipa eutektikuma i za koju se pretpostavlja da je u stanju
ravnoteže u funkciji temperature i početne koncentracije.
otopina
0°C
Tc
M
led
+
otopina
T
N
TE
led
+
eutektikum
0
otopljena tvar
+
otopina
N' E
M'
s0
si
otopljena tvar
+
eutektikum
P
sE
100
koncentracija otopljene tvari
Slika 4.31. Ukrućivanje vodene otopine tipa eutektikuma (sastav faza)
Otopina početne koncentracije s0 zamrzava se pri temperaturi Tc (temperatura
niža od 0ºC kiroskopskog sniženja). Pri temperaturi T početna otopina ima
koncentraciju si; omjer vode pretvoren u led predstavljen je frakcijom M`N` / M`P.
U času kad sustav dostigne temperaturu TE intersticijalna otopina se skrućuje u
obliku eutektikuma. Grana krivulje EE predstavlja temperaturu taloženja otopljene
112
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
tvari kada je otopina više koncentreirana od sE. Ako se posve kruti proizvod postepeno zagrijava može se utvrditi obrnut slijed: najprije topljenje intersticijalne mreže, a zatim topljenje dobro ograničene mase leda. Hlađenjem jednostavnih otopina
te dvije faze su strogo odjeljene dok su u složenom biološkom materijalu kontinuirane. Često je slučaj da je početak topljenja na temperaturi višoj od temperature
potpunog skrućivanja.
Pokazalo se da je moguće definirati "temperaturu potpunog (totalnog) skrućivanja", tj. temperaturu od koje dalje prividno više ne postoji tekuća intersticijalna
faza (onakva kakva je npr. utvrđena mjerenjem električnog otpora) (Rey, 1960a,b;
1964a).
Nakon skrućivanja te intersticijalne otopine materijal se ohlađuje do temperature okoline.
Temperatura na kojoj počinje topljenje predstavlja karakteristiku određenog
materijala. Nasuprot tomu, temperatura potpunog skrućivanja može znatno varirati
u ovisnosti o uvjetima rada, posebno o brzini hlađenja. Prema tomu, skrućivanje
intersticijalnih otopina odvija se također uz pothlađivanje (Rey, 1960 a,b; 1964 a).
Istraživanja Simatosa i sur. (1971.) pokazuju da proizvod može dostići temperaturu svog potpunog skrućivanja, a da ne bude zamrznuta sva voda koju sadrži.
Smatra se da biološki sustavi sadrže vodu koja se ne zamrzava ni kod jedne primijenjene temperature.
Kod zamrzavanja tkiva, tj. biološkog materijala (npr. hrane) s izvornom staničnom strukturom treba uzeti u obzir još neke pojave:
A. Povećanje volumena koji zauzima voda
Poznato je da je specifična gustoća leda manja od specifične gustoće tekuće
vode, pa kristalizacija vode uzrokuje povećanje volumena namirnice. Tako npr.
ako namirnica ima 25% suhog ekstrakta i sadržaj vode koja se ne može zamrznuti
(izražen u odnosu na težinu svježeg materijala) od 7,5% njen volumen se povećava
pri temperaturi od -7ºC otprilike 6%, uz pretpostavku da je kod ove temperature
85% vode koja se može zamrznuti zamrznuto.
Za posljedice koje izaziva promjenu volumena na teksturu namirnice posebno
su važna tri faktora:
1) elasticitet staničnih membrana,
2) uklanjanje plina inkludiranog u unutrašnjosti tkiva pod djelovanjem rasta
kristala leda,
3) povećanje specifične gustoće leda sniženjem temperature namirnice (ispod
–5ºC).
(Ekspanzija volumena može dovesti do mehaničkih oštećenja stanica. Tokom hlađenja pri temperaturi ispod 0ºC odvijaju se proces ekspanzije i koncentracije istovremeno. Ekspanzija nastaje uslijed stvaranja leda i obično je manja od one koju bi
se, prema sadržaju vode, moglo očekivati zbog:
1. postojanje vezane vode (animalna tkiva imaju 5-10% takve vode) koja ne
kristalizira
113
Lovrić _______________________________________________________________________________________________
2. hlađenjem se ne može doći do temperature eutektikuma
3. biljna tkiva, posebno ona od voća, izgrađena su uglavnom od parenhimskih
stanica tankih stijenki koje okružuju velike međustanične prostore pune
zraka koji mogu preuzeti na sebe ekspanziju koja nastaje stvaranjem leda.
Tako npr. povećanje volumena jagoda zamrznutih u cijelom plodu iznosi
3%, a kod usitnjenih 8,2%).
B. Promjena mjesta vode
U biološkim materijalima stvaraju se kristali leda na vanjskim ili unutarnjim
stijenkama stanica. Svojstva membrana i staničnih vlakana uzrokuju promjene u
lokalizaciji vode.Voda blokirana u unutrašnjosti strukture migrira i sudjeluje u rastu kristala leda izvan stanica. Otuda proizlaze makro- i mikro-modifikacije teksture
namirnica.
Drugi tip dislokacije vode je dehidratacija nekih bioloških tvari (proteina i lipoproteina); u tom slučaju može doći do ireverzibilnog gubitka bioloških svojstava
(npr. enzimatske aktivnosti) materijala.
C. Povećanje aktiviteta otopljenih tvari što ima za posljedicu fizikalno-kemijske promjene
4.8.6. Raspored kristala u tkivima i suspenzijama stanica
Općenito kod sporog zamrzavanja nastaju veliki kristali (isključivo) u ekstracelularnim prostorima, kako kod animalnih i vegetabilnih tkiva, tako i kod
suspenzija mikroorganizama ili crvenih krvnih stanica. Brzo zamrzavanje (uz
ohlađivanje do niskih temperatura) u pravilu rezltira malim kristalima leda lociranim kako u stanicama tako i izvan njih. Razlog zašto kod sporog zamrzavanja
dolazi do ekstracelularne kristalizacije nije dovoljno poznat. Prema nekim autorima
(Meryman) točka zamrzavanja ekstracelularnog materijala je viša od one intercelularnog, koji ujedno može biti deficitaran na heterogenim nukleacijskim mjestima.
Ekstracelularni kristali leda nastali u toku polaganog zamrzavanja vjerojatno imaju
niži tlak para od vode prisutne na površini stanica, tako da te razlike u tlaku para
mogu uvjetovati migraciju vode iz stanica i njezino deponiranje na kristalima leda.
Utvrđeno je da sporo zamrzavanje pogoduje migraciji vode u izvanstanične prostore. Ove pojave popraćene su dehidratacijom stanica, te sniženjem točke zamrzavanja protoplazme možda i do te mjere da uopće ne dolazi do intracelularnog
zamrzavanja. Nasuprot tomu, brzo ohlađivanje do niske temperature pruža malu
mogućnost za dehidrataciju stanice, pa je i intracelularna kristalizacija vjerojatnija.
Brzina zamrzavanja neophodna za intracelularnu tvorbu leda znatno ovisi o
materijalu podvrgnutom zamrzavanju. Kod biljnog tkiva (vegetabilnih stanica) za
to su potrebne znatno veće brzine. Kod stanica kvasca treba primjeniti vrlo velike
114
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
brzine zamrzavanja, dok u stanicama bakterija nije zamijećena intracelularna tvorba leda bez obzira na brzinu zamrzavanja. To je povezano s veličinom stanica:
tvorba kristala leda je teža u malim nego većim stanicama.
Međutim, i kod istovrsnih tkiva postoje razlike u potrebnoj brzini zamrzavanja
za intracelularnu tvorbu leda ovisno o dodatnim čimbenicima, kao što je u već spomenutom slučaju ribe u predrigor (potrebne manje brzine) i postrigor stanju.
Mehanizmi degradacije biološkog materijala zbog zamrzavanja mogu biti različiti. Oni su direktno ili indirektno povezani sa stanjem i funkcijom vode u njemu.
Navest ćemo neke značajke za objašnjenje uočenih pojava:
• denaturacija koloida uvjetovana promjenama u koncentraciji elektrolita;
• promjene pH;
• precipitacija proteina iz otopine zbog dehidratacije (stanice);
• mehaničko oštećenje strukturnih elemenata izazvano rastom kristala;
• direktni utjecaj zbog uklanjanja strukturno važne vode.
Vjerojatno za svaki pojedinačni slučaj treba tražiti primjereno objašnjenje u jednom ili više navedenih mehanizama (pojava).
4.8.7. Promjene tokom skladištenja
Promjene koje su očite za vrijeme zamrzavanja nastavljaju se za vrijeme skladištenja, međutim, znatno smanjenim intenzitetom. One se mogu podijeliti u tri
grupe:
1) promjene kemijske i biokemijske prirode,
2) rekristalizacija leda,
3) dehidratacija.
Promjene koje nastaju uslijed zamrzavanja i skladištenja zamrznutih proizvoda
više su evidentne u organoleptičkim svojstvima nego u prehrambenoj vrijednosti
hrane. Međutim, pažnju treba posvetiti i gubitku prehrambene vrijednosti. Tako
npr. prilikom izlaska sokova kod odmrzavanja gube se topljive tvari kao i mineralne tvari te neki vitamini. Sva istraživanja ukazuju da su promjene za vrijeme
skladištenja ovisne o temperaturi. Sve do nedavno temperatura skladištenja od –18
ºC smatrana je dovoljno niskom. Kod te temperature većina proizvoda je prilično
stabilna. Temperature više od –18ºC, a koje se lako pojavljuju za vrijeme perioda
distribucije, imaju kumulativan štetni utjecaj. Fenomen rekristalizacije također se
događa za vrijeme skladištenja. Tako je npr. primijećeno da kada se jagode koje sadrže kristale veoma različite veličine (što je posljedica različitih brzina zamrzavanja) skladište 6 mjeseci kod –18ºC, tada svi kristali postanu otprilike iste veličine.
Rekristalizacija je osobito primijećena kada temperature variraju između –7ºC i
–15ºC. Tu su uključena dva različita mehanizma:
a) kod konstantne temperature veliki kristali rastu na račun manjih. Manji
kristali imaju nižu točku taljenja (i veću topljivost) nego veliki kristali.
115
Lovrić _______________________________________________________________________________________________
b) rekristalizacija pod utjecajem fluktuirajućih temperatura znatno je važnija
zbog temperaturnog gradijenta, a što znači zbog razlika u tlaku para
kristala u području niske temperature na račun kristala u području više
temperature.
Ako postoji kontinuirana fluktuacija temperature (i tlaka pare), tada će kristali
u području više temperature kroz neko vrijeme postati manji, a veoma mali kristali
će potpuno nestati. Ako se razlike u tlaku para obrnu, tada će svi preživjeli kristali
početi ponovno rasti. Kristali koji su nestali neće se ponovno pojaviti. Ukupni
rezultat je rast velikih kristala na račun malih.
Brzina rekristalizacije nije samo ovisna o razlikama temperature nego i o temperaturnoj razini. Kod veoma niskih temperatura ovaj proces je veoma spor.
Čimbenik koji je važan kako s tehničkog tako i ekonomskog aspekta je dehidratacija uskladištenih zamrznutih proizvoda. Gubitak vrijednosti proporcionalan je
gubitku težine koja može biti praćena smanjenjem kvalitete (promjena boje, površina može postati žilava i spužvasta, lako se stvaraju smeđe točke na peradi itd.).
Daljnji nedostatak dehidratacije proizvoda je kondenzacija isparene vode u oblik
leda na rashladnim površinama (izmjenjivača topline), pa se uređaj stoga mora češće defrostirati. Dehidratacija počinje za vrijeme zamrzavanja kao rezultat razlike
tlaka para između proizvoda i rashladnih površina. Fenomen dehidratacije za vrijeme zamrzavanja može se pratiti kvantitativno u Mollierovom dijagramu za vlažan
zrak.
4.8.8. Neke definicije i pojmovi
"Brzo zamrzavanje" općenito znači da je hrana zamrznuta i čuvana na sljedeći
način: zamrzavanje je provedeno tako da se zona maksimalne kristalizacije (za
većinu proizvoda imeđu –1 i –5ºC) prođe brzo, a da je zamrzavanje završeno kada
prosječna temperatura dosegne –18ºC.
"Duboko zamrzavanje" – znači da se temperatura proizvoda održava na –18ºC
ili nižoj tokom skladištenja i transporta uz minimalne varijacije temperature.
"Centar temperature" – proizvoda ili komadića hrane je točka u kojoj proizvod
ima najvišu temperaturu na kraju procesa zamrzavanja.
"Normalno vrijeme zamrzavanja" – je vrijeme potrebno da temperaturni centar
hrane određenih dimenzija i početne jednolične temperature 0ºC dostigne temperaturu za 10°C nižu od početne temperature zamrzavanja.
"Efektivno vrijeme zamrzavanja" – je vrijeme potrebno da se temperatura
proizvoda snizi od njegove početne temperature do tražene temperature u centru
proizvoda.
"Brzina zamrzavanja" – je omjer između minimalne udaljenosti od površine
namirnice do temperaturnog centra i vremena koje protekne od trenutka kada povr-
116
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
šina proizvoda postigne temperaturu od 0ºC, a temperaturni centar temperaturu za
10ºC nižu od one (temperature) na kojoj dolazi do tvorbe leda u temperaturnom
centru. Ako se udaljenost mjeri u centrimetrima, a vrijeme u satima, brzina zamrzavanja se izražava u centimetrima po satu (cm/sat).
"Praktično vrijeme skladištenja" – je period skladištenja prethodno zamrznutog
proizvoda početno visoke kvalitete, tokom kojeg su u tom proizvodu očuvana prehrambena vrijednost i organoleptička svojstva u tolikoj mjeri da je prikladan za
konzumiranje ili za preradu.
Za proučavanje trajnosti zamrznutog proizvoda tokom skladištenja u funkciji
pojedinih utjecajnih čimbenika uvedene su 1984. odnosno 1963. godine dvije koncepcije (dva pristupa) i to:
•
•
TTT (Time – Temperature Tolerance; vrijeme – temperaturna tolerancija)
PPP (Product, Processing, Packaging; proizvod, procesiranje, pakiranje)
U prvom slučaju (TTT) promatra se ovisnost trajnosti proizvoda (Practical
Storage Life; PSL) o temperaturi skladištenja (npr. kod –12ºC, –18ºC i –24ºC).
Kod PPP – koncepcije uzimaju se u obzir PPP faktori za koje se utvrdilo da
imaju također značajan utjecaj na održivost (trajnost) zamrznutih proizvoda (vidi
slike 4.32. i 433.).
PSL (dani)
1000
700
500
2
1
300
200
100
40
20
–30
–20
–10
T (°C)
10
Slika 4.32. Praktično vrijeme skladištenja (PSL) piletine; Krivulja 1 – na podlošcima
prekrivenim PE folijom; Krivulja 2 – pakirano u vakuumu
117
Lovrić _______________________________________________________________________________________________
vrijeme skladištenja
(dani)
1000
500
300
200
4
3
1
T [°C] –30
2
100
50
30
20
10
–20
–10
Slika 4.33. TTT krivulje za neke vrste zamrznutog povrća; 1. Neblanširane mahune,
HQL (Philippon et al., 1983.), 2. Blanširane mahune, HQL (Guada, 1968.), 3.
Blanširana cvjetača, PSL (Fuster et al., 1983.), 4. Prženi krumpir, PSL (Ludwig, 1983.)
4.8.9. Postupci zamrzavanja
Postupci zamrzavanja hrane svrstavaju se prema brzini prodiranja topline u:
• spore, kod kojih je brzina kretanja fronte leda 0.1 do 0.2 cm/sat;
• brze, sa kretanjem fronte 0.5 do 3 cm/sat;
• vrlo brze, sa brzinom kretanja fronte leda u hrani od 5 do 10 (i više)
cm/sat;
ili prema načinu odvođenja topline na:
• zamrzavanje strujom ohlađenog zraka;
• zamrzavanjem kontaktom s hlađenim (metalnim) površinama;
• zamrzavanje uranjanjem (imerzijom) u rashladno sredstvo.
U novije vrijeme (posljednjih desetak godina) ostvaren je značajan napredak na
povećanju brzine zamrzavanja. Nekada se vrijeme sporog i brzog zamrzavanja
mjerilo danima odnosno satima, dok su danas odgovarajuće jedinice sati i minute.
Brzina hlađenja odnosno zamrzavanje ovisi o dvije osnovne varijable, a to su:
• pokretna sila, koja rezultira iz temperaturnog gradijenta, tj. razlike
temperature između proizvoda i rashladnog medija;
• otpor prijenosu topline koji ovisi o sastavu odnosno svojstvima proizvoda,
njegovim dimenzijama (debljini), brzini strujanja rashladnog medija,
stupnju kontakta između proizvoda i rashladnog medija itd.
118
Temperatura [°C]
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
15
10
5
0
–5
1.5 m/s
–10
–15
4.0 m/s
–20
6.6 m/s
–25
–30
temperatura zraka
0
100
200
300
400
Vrijeme smrzavanja [s]
Slika 4.34. Utjecaj brzine strujanja zraka na vrijeme zamrzavanja graška
Tako npr. sniženjem temperature zraka u tunelskom zamrzivaču od –18ºC na
–28ºC skraćuje se vrijeme zamrzavanja malih kolačića od 40 minuta na 20 minuta.
Raspršivanjem ukapljenog plina kod temperature –28ºC skraćuje se vrijeme
zamrzavanja na ispod 2 minute.
U mirujućem zraku temperature –18ºC traje zamrzavanje sitnog voća oko 3
sata. Porastom brzine zraka na 80 m/min vrijeme zamrzavanja se skraćuje na 1 sat,
a pri brzini zraka od 300 m/min vrijeme zamrzavanja postaje samo 40 minuta.
Brzina zamrzavanja ne raste linearno s porastom brzine zraka.
Utjecaj debljine (namirnice, proizvoda ili pakovanja) na brzinu zamrzavanja je
takav da se povećanjem debljine (namirnice) od 5 cm na 10 cm povećava vrijeme
zamrzavanja za 2.5 puta.
Sastojci hrane imaju različitu toplinsku vodljivost koja se mijenja s temperaturom. Što je vodljivost veća to je veća brzina zamrzavanja uz ostale iste uvjete.
Toplinska vodljivost vode malo se mijenja tokom hlađenja i zamrzavanja sve
do promjene faza tj. pretvorbe vode u led. Toplinska vodljivost leda znatno je veća
od vode, pa se toplinska vodljivost hrane brzo povećava kako namirnica prelazi iz
nezamrznutog u zamrznuto stanje. Mast ima puno nižu toplinsku vodljivost od vode, a zrak mnogo nižu od vode ili masti.
Kod zamrzavanja hrane strujom hladnog zraka mogu se koristiti različite brzine; brzina strujanja zraka može se koristiti i za pokretanje komadića materijala kao
u slučaju zamrzavanja fluidizacijom, odnosno u lebdećem sloju.
119
Lovrić _______________________________________________________________________________________________
Kod indirektnog zamrzavanja hrana se nalazi u kontaktu s površinom koja se
hladi rashladnim sredstvom. U slučaju čvrste (krute) hrane koristi se kontakt s hlađenim pločama, dok se u slučaju tekuće hrane ili pirea isti pumpaju između hlađenih stijenki izmjenjivača topline do pretvorbe u zamrznutu kašu (suspenziju kristala
leda u viskoznoj tekućini).
Kod zamrzavanja imerzijom ostvaruje se direktni kontakt hrane (s ili bez ambalaže) s rashladnim sredstvom, a vrši se bilo uranjanjem proizvoda u hladnu tekućinu (kapljevinu) bilo raspršivanjem te tekućine na proizvod.
Navedeni osnovni postupci zamrzavanja, osim zamrzavanja u mirujućem zraku, označuju se obično kao brzi postupci.
4.8.9.1. Zamrzavanje u struji ohlađenog zraka
Zamrzavanje hrane strujom hladnog zraka najduže se primjenjuje. U tu svrhu
služe komore ili tunelski uređaji različitih izvedbi. Najjednostavnije rješenje
predstavlja izolirana hlađena prostorija (komora) hlađena na temperaturu –20ºC do
–30ºC. Kretanje zraka se vrši ili prirodnom konvenkcijom ili ventilatorima. Ovisno
o veličini komada, njihovom rasporedu, temperaturi i brzini strujanja zraka zamrzavanje u takvim komorama traje od nekoliko sati do nekoliko dana. Ovaj način
zamrzavanja je sličan zamrzavanju u zamrzivačima u domaćinstvu.
Danas se nalazi u uporabi nekoliko tipova kako komornih tako i tunelnih uređaja (s jednom ili više traka, sa spiralno savijenom trakom). Najjednostavniji su oni
komornog tipa kod kojih proces zamrzavanja nije automatiziran. Poboljšanje predstavljaju uređaji s tunelom za zamrzavanje u kojima se ostvaruje puno brža cirkulacija zraka i postižu niže temperature čime je proces zamrzavanja znatno ubrzan.
Postoji nekoliko izvedbi tih uređaja – najjednostavniji koriste kolica na koja se
slaže proizvod koji se zatim zamrzava u tunelu. Noviji uređaji koriste beskonačnu
traku čime je omogućena kontinuiranost procesa.
Beskonačna traka može putovati u pravcu ili spiralno.
Uređaji sa spiralno savijenom trakom kao i oni s nekoliko traka imaju znatno
bolje iskorištenje prostora od onih s jednom trakom.
Kapaciteti uređaja variraju u ovisnosti o vrsti hrane i upotrijebljenom proizvodnom procesu. Proces zamrzavanja traje od svega nekoliko minuta do tri do četiri
sata, ovisno o upotrebljenoj namirnici, njenim svojstvima, obliku, o tome da li je
prethodno pakirana ili nije, kao i o vrsti i debljini ambalažnog materijala.
Zamrzavanje se provodi strujom ohlađenog zraka ili rjeđe strujom plinovitog
CO2. Brzina zamrzavanja je puno veća ako se zamrzavanje vrši u rastresitom stanju
(sloj visine nekoliko cm – npr. kod maline, jagode, kukuruza, graška i sl.), nego
ako je proizvod prethodno pakiran, ali manje nego kod tzv. I.Q.F. – Individually
Quick Freezing postupka.
Među novijim dostignućima u sustavima s prisilnom cirkulacijom zraka spomenimo tzv. Gyroffreeze, uređaj sa spiralno savijenom beskonačnom trakom ovije120
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
nom oko centralno smještenog bubnja koji rotira. Proizvod se puni na traku koja ga
dovodi do zone zamrzavanja. Ledeni zrak cirkulira prema gore kroz spirale koje
hlade proizvod i prolaze kroz razne razine pokretne trake prije nego što ona recirkulira. Nakon nekog vremena, koje je određeno vremenom potrebnim za zamrzavanje, zamrznuti materijal se odvodi izvan uređaja preko mehanizma koji osigurava da se proizvod lagano otkotrlja tako da se čak fileti od ribe uopće ne oštete.
Slika 4.35. Shematski prikaz uređaja za zamrzavanje sa spiralno savijenom trakom
(dva bubnja)
Uređaj omogućava istovremeno zamrzavanje različitih proizvoda bez međusobnog miješanja i dozvoljava automatsko pakiranje nakon završenog procesa.
Ovaj način zamrzavanja omogućava da se gubici na težini proizvoda smanje na
minimum. Temperatura ohlađenog zraka kreće se oko –40ºC. Kapacitet uređaja (28
spiralnih navoja na valjku) je cca 14 000 porcija na sat, a proces traje nekoliko
minuta.
Na slici 4.35. prikazan je shematski uređaj za zamrzavanje sa spiralno savijenom trakom ovijenom oko dva bubnja. Uređaj je prikladan za zamrzavanje namirnica prethodno pakiranih jer ostvaruje kontinuirani proces, a velika površina transportera ostvaruje dugo vrijeme zadržavanja namirnice.
Proizvodi koji se zamrzavaju na ovakvim uređajima su osjetljive namirnice kao
npr. različito voće i povrće, sirovi i pečeni hamburgeri, tijesta, fileti riba itd. Uređaj
je prikladan i za zamrzavanje pakiranih proizvoda.
Uređaj za zamrzavanje krutih namirnica u lebdećem sloju koristi se za zamrzavanje odvojenih komadića namirnica. U tu svrhu konstruirana su dva osnovna
tipa uređaja – komorni (ploče s perforiranim dnom) i s trakama (slika 4.36.).
121
Lovrić _______________________________________________________________________________________________
A)
transporter s fluidizacijom s
jednostrukim tokom
transporter s fluidizacijom s
dvostrukim tokom
sistem s dvostepenom
trakom s fluidizacijom
B)
Slika 4.36. A) shematski prikaz izvedbi sustava za zamrzavanje krutih namirnica u
lebdećem sloju B) shematski prikaz sustava s trostrukim tokom za zamrzavanje krutih
namirnica (bez fluidizacije)
Prednosti zamrzavanja namirnica u lebdećem sloju u odnosu na druge metode
konzerviranja zamrzavanjem vezane su uz veliku površinu izmjene topline koja se
ostvaruje fluidizacijom i turbulencijom koja ubrzava izmjenu topline (slike 4.37 i
4.38..). U takvim uvjetima postiže se veliki koeficijent prijelaza topline između
namirnice i zraka (on iznosi 210 kJ m–2 h–1°C–1). Brzina prodiranja hladnoće je
takva da za vrijeme od 5-6 minuta izazove temperaturnu razliku od 10ºC između
površine i sredine proizvoda. Kapaciteti klasičnih tunela kreću se od 10 t/h, a onih s
trakom do 250 kg/h/m2.
Kod fluidizacije statičnog tipa obično se koristi perforirano dno kroz koje se
uvodi struja zraka koja čini proizvod bestežinskim i pokreće ga prema naprijed.
Uređaji za duboko zamrzavanje s trakom ostvaruju mehaničko pomicanje materijala i iz zbog toga je potrebna manje "pokretna", odnosno nepotpuna fluidizacija,
što iziskuje veću površinu traka od površina komore ekvivalentnih po kapacitetu.
122
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Slika 4.37. Poprečni presjek uređaja za zamrzavanje u lebdećem sloju
Slika 4.38. Uređaj za zamrzavanje u lebdećem sloju (fluidizacijom)
Prema tome, kod uređaja s trakom dominantnu ulogu igra površina trake, a ne
početna količina zraka po m2 sloja proizvoda.
Pothlađeni zrak dovodi se u prostor ispod perforiranog dna odnosno trake i
kontrolom volumena i brzine zraka koji prolazi kroz perforacije omogućava se da
proizvod neprestano "lebdi" obavijen ledenim zrakom. Na taj način svaki je komadić odvojeno jednolično zamrznut.
123
Lovrić _______________________________________________________________________________________________
Uređaji s trakom prikladni su za zamrzavanje većeg broja namirnica od onih
statičkog tipa; uređaj može raditi na više načina i to tako da jednostavno potpuno
fluidizira namirnicu, da je parcijalno fluidizira ili kao uređaj velike brzine zamrzavanja za nepravilne ili veće koje se općenito ne fluidiziraju. Propusna moć aparata
vrlo se lako regulira. Osim toga, imaju automatsko pražnjenje proizvoda.
Na slici 4.37. prikazan shematski tipičan uređaj za zamrzavanje fluidizacijom s
jednim protokom limitiranim debljinom sloja namirnice (do 50 mm).
Za induciranje fluidizacije upotrebljavaju se dodatni mehanički uređaji. Veća
visina sloja može rezultirati u gubitku fluidizacije i stvaranju nakupina koje usporavaju zamrzavanje. Srednja shema prikazuje dvostupanjski uređaj za fluidizaciju u
kojemu je traka na koju se puni proizvod i kondicionira veće brzine od druge trake,
tzv.transportera finalnog stupnja zamrzavanja. Debljina sloja na ulaznoj traci je cca
25 mm i vrlo lako se ostvaruje fluidizacija u "česticama" proizvoda čak i kada
vlažan proizvod ulazi na zamrzavanje. Debljina sloja na donjoj traci je nešto veća.
Mogućnost variranja brzine traka i na taj način povećanja sloja produkta na donjoj
traci uređaja dozvoljava zamrzavanje različitih vrsta namirnica s istim kapacitetom.
Na donjoj shemi dan je prikaz fluidizacije s dvostrukim tokom. sustav se koristi za
zamrzavanje osjetljivih, lako lomljivih proizvoda. Gornja transportna traka pomiče
se brzinom dovoljnom da podržava rastresito punjenje transportera. Nakon što je
djelomično zamrznut, proizvod se prenosi na nižu transportnu traku gdje se vrši
konačno zamrzavanje. Ukupno vrijeme zamrzavanja kreće se u prosjeku između 20
i 30 minuta.
Najveća izmjena topline ostvaruje se kod najminimalnije fluidizacije; to je
zbog toga što je najveća brzina izmjene topline u uskom sloju nad površinom proizvoda (vidi se kao pojava malih mjehurića uzduž fluidiziranog sloja).
Fluidizacija proizvoda pojavljuje se kod različitih brzina i tlakova zraka ovisno
o vrsti proizvoda. Općenito se mora ostvariti ispravno zamrzavanje i minimalna
dehidratacija proizvoda. Veća brzina zamrzavanja povećava očuvanje teksture, a
kraće vrijeme zamrzavanja smanjuje isparavanje. Na veličinu dehidratacije utječe
više čimbenika kao npr.: temperatura isparavanja, srednja razlika temperature između zraka i površine isparivača, vrijeme zadržavanja u uređaju, stanje proizvoda
itd. U najmodernijim uređajima za zamrzavanje fluidizacijom realni su gubici težine od 1-1.5%.
Kod svih namirnica koje se zamrzavaju sustavom I.Q.F. mora biti prije stavljanja u uređaj uklonjena površinska voda. To je osobito problem kod namirnica koje
se prethodno blanširaju.
Među uređajima za duboko zamrzavanje fluidizacijom s trakom treba spomenuti i jedan od najnovijih uređaja koji je konstruirala tvrtka Hardy & Lucas iz
Kalifornije. Sustav Lucas primijenio je novinu koja se sastoji u korištenju silazne
sekcije (trake) postavljene na mjestu gdje se proizvod počinje zamrzavati. Na tom
se mjestu proizvod kreće većom brzinom od brzine trake, pa prevučen po površini
ledenom korom dolazi u horizontalnu sekciju (traku) gdje se provodi konačno
duboko zamrzavanje. Kut i položaj klizanja proizvoda je varijabilan što omogućava
124
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
da se na istom uređaju zamrzavaju različiti proizvodi. Ovo predstavlja znatnu
prednost u odnosu na klasične uređaje s trakom kod kojih se moraju upotrebljavati
različiti mehanički uređaji za agitiranje da bi se fluidizacija privela kraju. Kod
ovog uređaja mehanička oštećenja uvjetovana transportom su zanemariva.
4.8.9.2. Zamrzavanje kontaktom s hlađenim (metalnim) površinama
Među uređajima kod kojih se toplina prenosi kondukcijom postoji cijeli niz
uređaja s hlađenim pločama koji se upotrebljavaju za zamrzavanje prethodno pakiranih (ali i nepakiranih) namirnica nepravilnog oblika, kao npr. šparoge, cvjetače,
ribe itd. U industrijsku primjenu ušli su pred 50-tak godina. Postoje izvedbe s horizontalno i vertikalno položenim pločama.
Zamrzavanje se provodi cirkulacijom rashladnog sredstva (amonijaka, metilklorida) ili direktnom ekspanzijom freona R22 u zatvorenom sustavu za hlađenje
posrednog medija (zraka ili rasoline) koji oduzima toplinu proizvodu. Radna temperatura kreće se između –34ºC i –37ºC, a brzina zamrzavanja je prosječno oko 1
sat za svaki sloj debljine 2.5 cm. Zamrznuti proizvod je četvrtastog oblika pogodan
za pakovaje u kartonsku ambalažu. Većina uređaja ima automatsko punjenje i
pražnjenje i radi kontinuirano.
Slika 4.39. Votator – shematski prikaz
125
Lovrić _______________________________________________________________________________________________
Za brzo zamrzavanje polutekućih i tekućih namirnica koristi se nekoliko vrsta
uređaja, kao npr. rotirajući bubnjevi (iznutra su hlađeni rashladnim medijem), Votator (za parcijalno zamrzavanje namirnica i naknadno domrzavanje u ambalaži) i
najnoviji uređaj tzv. Pellofreezer.
"Votator" je svojevrstan izmjenjivač topline s brišućom površinom građen iz
nekoliko koncentričnih cilindara (širokih cijevi) između kojih prolazi tekući proizvod (unutrašnji prstenasti prostor) odnosno rashladno sredstvo (vanjski prostor)
(vidi sliku 4.39.).
"Pellofreezer" –uređaj (proizveden u tvrtki "Frigoscandia") omogućava da se
tekuća ili polutekuća namirnica (koja se inače zamrzava u blokovima) zamrzne u
vidu pojedinačnih komadića – pločica – tzv. peleta. Uređaj radi kontinuirano, a
proizvodi pelete volumena cca 5 cm3 (40 x 20 x 8 mm).
Slika 4.40. Uređaj za zamrzavanje u vidu peleta (Pellofreezing – shematski prikaz);
1. ulaz namirnice 2. prihvatni tank 3. uređaj za raspršivanje 4. pumpa 5. stijenka
uređaja 6. profilirana traka 7. traka bez profila 8. izolirana komora za zamrzavanje
9. sapnice za raspršivanje 10. tank za rashladni medij 11. uređaj za završno oblikovanje
peleta 12. transporter za prihvat zamrznutog proizvoda 13. cjevovod za rashladni medij
14. pumpa za rashladni medij 15. uređaj za hlađenje rashladnog medija
126
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Namirnica u stanju tekućine ili kaše prebacuje se pumpom iz prihvatnog
rezervoara sustava za raspršivanje u uređaj za zamrzavanje gdje se puni na čeličnu
traku sa specijalnim profilom (slike 4.40. i 4.41.). Tako napunjena traka dolazi u
tijesni kontakt sa drugom (neprofiliranom) čeličnom trakom. Trake se s unutarnje
strane hlađene otopinom monopropilenglikola koja se rashlađuje standardnim rashladnim uređajem na amonijak. Vrijeme zamrzavanja kreće se od 2.5-3.5 minute
ovisno o vrsti proizvoda. Kapaciteti uređaja su od 200-1500 kg peleta na sat. Prednosti peleta pred namirnicama zamrznutim u blokovima su u jednostavnosti odmrzavanja i u mogućnosti korištenja jeftine ambalaže kao što su plastične folije i
karton. Peleti se mogu pakirati u najrazličitija pakovanja.
Slika 4.41. Uređaj za zamrzavanje u vidu peleta; 1. prihvatni sud za proizvod, 2. uređaj
za nanošenje na traku, 3. glatka traka, 4. izolirana komora, 5. zona zamrzavanja,
6. završno oblikovanje proizvoda, 7. pumpa za napajanje, 8. profilirana traka, 9. pumpe
za recirkulaciju rashladnog sredstva, 10. hladnjak rashladnog sredstva, 11. spremnik
rashladnog sredstva, 12. transporter za zamrznuti proizvod, 13. pumpa za povrat
rashladnog sredstva
Uređaj je prikladan za zamrzavanje voćne pulpe, sokova, melanža jaja, pirea
povrća, umaka, juha, mljevene ribe, usitnjenih mesnih proizvoda itd.
Do pojave Pellofreezera zamrznute tekućine i kaše pakirale su se uglavnom u
skupu limenu ambalažu.
127
Lovrić _______________________________________________________________________________________________
4.8.9.3. Zamrzavanje imerzijom i raspršivanjem
Ovaj način zamrzavanja je teoretski najefikasniji jer se postiže najbolji kontakt
izmđu proizvoda i rashladnog sredstva, odnosno veliki koeficijent prijelaza topline.
Naime, kod zamrzavanja uranjanjem (odnosno raspršivanjem rashladnog sredstva):
• otpor prijenosu topline sveden je na minimum uslijed ostvarenog intimnog
kontakta proizvoda i rashladnog sredstva (posebno važno za namirnice
nepravilnog oblika koje se želi vrlo brzo zamrznuti kao što su rakovi, ribe,
gljive i sl.).
• uslijed velike brzine zamrzavanja pomoću kriogenih tekućina postiže se
takva kvaliteta namirnica koja se ne može ostvariti primjenom drugih metoda zamrzavanja.
Rashladna sredstva za zamrzavanje imerzijom mogu se svrstati u dvije kategorije:
1) tekućine s niskom temperaturom koje se hlade indirektnim kontaktom nekim drugim rashladnim sredstvom
2) kriogene tekućine (kriogenici) npr. tekući dušik.
1) Tekućine s niskom točkom zamrzavanja koje se koriste za zamrzavanje nepakiranih namirnica su otopine šećera, soli i glicerola. Njihova koncentracija mora
biti takva da ostaju tekućine kod –18ºC ili niže temperature. Tako npr. otopina
NaCl treba biti 21%-tna jer kod koncentracije 23% i temperature od –21.3ºC postiže se tzv. eutektička točka ispod koje dolazi do kristalizacije smjese soli i vode.
Rasolina se uglavnom koristi za imerziono zamrzavanje riba.
Otopine šećera upotrebljavaju se za zamrzavanje voća; pri tome za ostvarenje
temperature od –21ºC mora biti koncentracija šećera 62%, a ona je jako viskozna
pri toj temperaturi. To je ujedno eutektička točka, pa kod niže temperature dolazi
do kristalizacije smjese šećera i vode.
67%-tnom otopinom glicerola u vodi može se postići temperatura od –47ºC.
Smjesom od 60% propilenglikola i 4% vode ostvaruje se temperatura od –51ºC.
Propilenglikol nije toksičan, ali zbog nepodobnog okusa koristi se samo za imerziono zamrzavanje prethodno pakiranih namirnica.
Tipičan uređaj za komercijalno zamrzavanje imerzijom pomoću tekućine niskog ledišta sastoji se od dugačkog zatvorenog bubnja velikog promjera u kojem
rotira osovina. Limenke ulaze na periferiju rotirajuće osovine, a rashladno sredstvo
cirkulira u prostoru između plašta bubnja i osovine. U takvom uređaju zamrzava se
do 400 limenki u minuti. Rotacija limenki za vrijeme njihovog prolaska kroz uređaj
pospješuje inače brzi prijenos topline kod tekućih namirnica čime se postižu mali
kristali.
Postoje i vertikalni cijevni uređaji sa spiralnim ozubljenjima gdje se limenke
spiralno kreću čime se ostvaruje brzo miješanje tijekom zamrzavanja. Rashladno
sredstvo se pumpa u protustruji kontinuiranom toku limenki.
2) U posljednje vrijeme sve se više koriste tzv. kriogenici, odnosno kriogene
tekućine. To su ukapljeni plinovi s niskim vrelištem kao npr. tekući dušik (vrelište
128
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
–196ºC), tekući CO2 (–79ºC) i do nedavno freoni, čija je uporaba u ovakvim (otvorenim) sustavima Montrealskim protokolom u svi zemljama zabranjena.
Zamrzavanje kriogenicima ima niz prednosti, ali i određenih nedostataka u odnosu na proizvod koji se zamrzava, jer direktnim izlaganjem proizvoda veoma niskim temperaturama može doći do pucanja, pa čak i raspadanja istog. Zato većina
uređaja s tekućim dušikom ima raspršivače, a ne imerzione kupke. Dušik je bez
mirisa, okusa, inertan i neotrovan. Temperatura od –196ºC i vrlo dobar prijenos
topline pri isparavanju omogućava potpuno zamrzavanje proizvoda u najkraćem
mogućem vremenu.
Veliki potencijal brzog zamrzavanja koji je omogućen kod direktnog kontakta
tekućeg dušika i proizvoda donekle se gubi kod zamrzavanja imerzijom zato što
kapljice vriju toliko intenzivno u dodiru s proizvodom da se odbijaju od proizvoda.
Zato je dušik, dok je u kontaktu s proizvodom, uglavnom u plinovitom stanju. Stoga se jednako velika brzina zamrzavanja može postići kod mnogo više temperature,
kod koje sredstvo za zamrzavanje vrije umjereno, jer se tada uspostavlja pravi kontakt između tekućine i proizvoda.
Kod sustava s raspršivačem tekući dušik teži da uklanja mjehuriće plina postižući na taj način kontakt tekuće – kruto i time veći koeficijent prijenosa topline.
Najčešće korištena metoda rada s tekućim dušikom je takva da se proizvod poprska
neposredno prije izlaznog dijela trake: pare dušika kreću se protustrujno kretanju
proizvoda da bi se iskoristio maksimalan toplinski kapacitet plina.
Ovaj postupak dozvoljava djelomično isparavanje vode iz proizvoda zato što se
proizvod ne zamrzava onoliko brzo koliko bi bilo moguće kada bi se isti po ulazu u
tunel odmah poprskao tekućim dušikom. Dušik se koristi u pravilu samo u jednom
prolazu budući da ponovno hvatanje nije praktično.
Uporaba ugljičnog dioksida za konzerviranje kod niskih temperatura je višestruka, jer se CO2 koristi ili u obliku suhog leda ili u tekućem stanju u različitim
sustavima, već u ovisnosti o svrsi uporabe.
Kruti CO2 našao je vrlo široku primjenu u hlađenom transportu hrane. Tekući
CO2 se također koristi u hlađenom transportu. Spremljen u posebnim spremnicima
u prijevoznom sredstvu po potrebi se prevodi u plinovito stanje preko automatskog
ventila. Tekući CO2 se koristi u različitim sustavima već u ovisnosti o svrsi upotrebe. Pogodan je za duboko zamrzavanje namirnica jer omogućava dovoljno brzo
tretiranje proizvoda, pa se mogu primijeniti kontinuirane proizvodne linije visokog
kapaciteta (20-30 t/sat, ovisno o dimenzijama proizvoda koji se zamrzava). Temperature koje se ostvaruju u tunelima za zamrzavanje s CO2 kreću se od –18 do
–38ºC.
Osim sustava koji koriste CO2 samo u jednom prolazu, postoje i takvi u kojima
se CO2 ponovno hvata (do 80% od ukupno upotrijebljenog CO2) i prevodi u tekuće
stanje, što snizuje operativne troškove, iako su troškovi i ulaganja u sustav za rekuperaciju znatni; u malim pogonima (250 t zamrznutog proizvoda godišnje) ta ušteda je oko 8,5%, a u velikim pogonima s 5000 t zamrznutih proizvoda u godini
iznosi i do 26%.
129
Lovrić _______________________________________________________________________________________________
Klasični uređaji za zamrzavanje upotrebljavaju zatvoreni sustav u kome cirkulira rashladno sredstvo, dok kod rada s kriogenicima dolazi do gubitaka samog
sredstva uslijed isparavanja. Međutim, kao što je ranije rečeno, moguće je ugradnjom dodatne opreme ostvariti rekuperaciju kriogenika. Za to su naročito pogodni
ukapljeni plinovi čije su pare ¨teže¨od zraka.
Na slikama 4.42. i 4.43. su prikazani uređaji za zamrzavanje ukapljenim kriogenim tekućinam uranjanjem (imerzijom), i/ili raspršivanjem.
Slika 4.42. Shematski prikaz uređaja za zamrzavanje s ukapljenim kriogenikom; a. s
vodoravnom trakom, b. sa spiralnom trakom, 1. spremnik rashladnog sredstva (N2), 2.
ulaz namirnice, 3. raspršivanje rashladnog sredstva, 4. ventilator, 5. izlaz proizvoda
Slika 4.43. IQF smrzavanje kapljevitim rashladnim sredstvom
Zamrzavanje se vrši kratkotrajnim uranjanjem komadića hrane u tekući kriogenik (0.5-5 s): brzina zamrzavanja iznosi 15-20 cm/s kod temperature od –30ºC.
Nakon uranjanja vrši se ujednačavanje temperature na cca –18ºC i otparavanje
kriogenika na transportnoj traci. Cijeli postupak traje između jedne i četiri minute.
130
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Prednost se zamrzavanja kriogenicima u usporedbi sa zamrzavanjem hladnim
zrakom zasniva na boljem prenošenju topline kapljevinama (čak i kad im je temperatura viša od temperature hladnog zraka), što ubrzava postupak i snizuje temperaturu (tablica 4.10.). Nedostaci su zamrzavanja kriogenicima u tome što se pritom proizvodi mogu raspucati, pa i raspasti se (osobito u dodiru s kriogenicima
vrlo niske temperature). Osim toga, gubici su isparavanjem kriogenika često previsoki za komercijalnu primjenu tih postupaka. Ipak, ti se gubici mogu dovoljno
smanjiti prikladnim mjerama, koje se isplate kad je vrijednost koja se konzervira
dovoljno velika. Gubici su to manji što su komadi hrane deblji, što je temperatura
hrane na ulazu u aparat za zamrzavanje niža i što je proces u aparatu brži.
Priprema hrane za zamrzavanje često se može, uz operacije potrebne za uporabu zamrznutog proizvoda (npr. priređivanje polugotovih ili gotovih jela), obuhvaćati i operacije potrebne za uspješno konzerviranje. Tako se npr. povrće redovito
blanšira da bi se inaktivirali enzimi, a neke se vrste voća tretiraju askorbinskom
kiselinom ili prelijevaju šećernim sirupom da bi se spriječile neželjene promjene
boje i teksture te gubici arome.
Tablica 4.10. Usporedba postupaka zamrzavanja
Postupak zamrzavanja
Vrsta hrane
Šampinjoni
Jagode
Vrijeme zamrzavanja (min)
Temperatura nakon
zamrzavanja (ºC)
Gubitak težine (%)
Vrijeme zamrzavanja (min)
Temperatura nakon
zamrzavanja (ºC)
Gubitak težine (%)
Strujom
hladnog
zraka u
fluidiziranom sloju
Kapljevitim
freonom
Kapljevitim
dušikom
Klasični
tunelski
14
3
5
900
–23
1,5
22
–25
0
3
–28
1,4
5
–20
2,7
180
–20
1,2
–30
0
–26
1,9
–20
2,5
4.8.10. Toplinske promjene pri zamrzavanju i odmrzavanju
Izračunavanje brzine izmjene topline pri hlađenju i grijanju te energetska opterećenja osnovni su čimbenik za dimenzioniranje i projektiranje rashladnih uređaja,
odnosno postrojenja i objekata. Najtočniji podaci o toplinskim svojstvima mogu se
dobiti eksperimentalnim metodama, kao što su DTA i DSC (diferencijalna termička analiza i diferencijalna motridbena kalorimetrija – prema engl. Differential
Thermal Analysis i Differential Scanning Calorimetry). Međutim, zbog praktičnih
razloga (raznovrsni materijali i uvjeti) te se metode ne mogu uvijek primijeniti.
131
Lovrić _______________________________________________________________________________________________
Stoga su razrađene računske metode zasnovane na poznatim termodinamskim principima i poznavanju termofizičkih svojstava, o kojima je bilo riječi u poglavlju
Fizička i termofizička svojstva. Ta svojstva zavise prvenstveno o masenom udjelu
vode, ali i o udjelu ostalih sastojaka proizvoda. Termofizička svojstva vode, kao
najzastupljenijeg sastojka hrane (u većini slučajeva preko 50%) mijenjaju se tijekom zamrzavanja, tako da su udjeli vode u nezamrznutom i zamrznutom (tj.u vidu
leda) stanju u najvećoj mjeri odgovorni za termofizička svojstva odgovarajućeg
prehrambenog proizvoda. (Vidi tablice 2.2. i 2.10.).
Pri zamrzavanju prehrambenog proizvoda voda se iz otopine (djelomično) izdvaja kristalizacijom, udjelom koji zavisi o temperaturi, odnosno o sniženju točke
ledišta. Na osnovi sniženja ledišta pojedini su autori razradili izraze za izračunavanje toplinskih bilanci prilikom zamrzavanja (i odmrzavanja) namirnica. (Short i
Bartlett 1944; Heldman 1974; Schwarzberg 1976; Chen 1985; Singh i Mannappenna 1990). Riedel je 1951. na osnovi kalorimetrijskih mjerenja razradio dijagram
(temperatura - udio vode - entalpija) za izračunavanje rashladnih učinaka pri zamrzavanju voća, povrća i sokova, koji su kasnije koristili i modificirali drugi autori
(Dickerson 1969 i 1981; Heldman i Singh 1981).
Polazeći od činjenice da količina odvedene topline prilikom zamrzavanja (tj.
razlika entalpija - ΔH) zavisi prvenstveno o količini nastalog leda pri danoj temperaturi, moguće je izračunati ΔH na osnovi specifične topline namirnice i latentne
topline zamrzavanja, odnosno taljenja (leda). Prema tome biti će:
ΔH = X l Lt + c p Δt
gdje je ΔH = razlika entalpija (kJ/kg); Xl = maseni udjel leda; Lt = latentna toplina
taljenja leda; cp = specifična toplina proizvoda (kJ/kgK); Δt = razlika između
početne i konačne temperature (°C).
Iz gornjeg je izraza vidljivo da je entalpija (ili sadržaj topline) zamrznute hrane
zbir osjetne i latentne topline. Doprinos osjetne topline ukupnoj entalpiji je, prema
tome, povezan s promjenom temperature, dok je doprinos latentne topline u neposrednoj vezi s udjelom leda u hrani.
Specifična toplina neke namirnice, kao što je već ranije rečeno, ovisi o njenom
sastavu, odnosno o specifičnim toplinama tih sastojaka i njihovim masenim udjelima.
Budući da entalpija (H) ovisi samo o temperaturi, ΔH će ovisiti o početnoj i konačnoj temperaturi. Prema tome:
ΔH = X l L z + c p (t − t z )
gdje je H = razlika entalpija (kJ/ kg); Xl = maseni udjel leda; Lz = latentna toplina
zamrzavanja (taljenja) (kJ/kg); cp = prosječna specifična toplina namirnice između
132
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
početne temperature i temperature zamrzavanja (kJ/kgK); t = početna temperatura
(˚C); tz = temperatura zamrzavanja (˚C)
Uzimajući u obzir udjel suhe tvari nezamrznute namirnice Xt, i onaj nakon izdvajanje leda pri temperaturi zamrzavanja Xtz, bit će:
Xl =1−
Xt
X tz
odnosno
⎡L
⎤
ΔH = [L z + 4.187(t − t z )] − ⎢ z + 2.387(t − t z )⎥ X t
⎣ X tz
⎦
Na osnovi navedenih izraza moguće je izračunati toplinu koju treba odvesti
hlađenjem namirnice, poznate vrijednosti za Xt, na bilo koju temperaturu zamrzavanja.
4.9. Konzerviranje koncentriranjem (procesi koncentriranja)
4.9.1. Uvodne napomene
Uklanjanje vode iz hrane provodi se s različitom svrhom, npr. radi povećanja
njezine stabilnosti (trajnosti) kao posljedice smanjenja aktivnosti mikroorganizama
ili usporavanja degradativnih kemijskih reakcija, ili npr. radi smanjenja troškova
skladištenja i transporta (zbog smanjenja mase ili/i volumena proizvoda).
Procese kojima se uklanja voda nazivamo procesima dehidratacije u širem
smislu. Oni se dijele na procese koncentriranja i procese sušenja (dehidratacije u
užem smislu).
Kod procesa koncentriranja voda se uklanja iz tekuće hrane molekularnim i
vrtložnim prijenosom. Minimum vode u koncentriranoj namirnici (koncentratu) se
kreće od 25-30% (rjeđe manje). Proces je u pravilu stacionaran.
Kod procesa sušenja (dehidratacije) minimalan sadržaj vode u proizvodu je u
pravilu niži od 10%; kod nekih (instant npr.) proizvoda 1-3%. Voda se uklanja nestacionarnim procesom molekularnom difuzijom.
Voda se u principu može izdvojiti iz nekog materijala sljedećim procesima:
• sublimacijom (primjer – liofilizacija);
• kristalizacijom (primjer – koncentriranje zamrzavanjem);
• difuzijom (primjer – reverzna osmoza, ultrafiltracija);
• isparavanjem (primjer – uparavanje, sušenje).
U ovom poglavlju obradit ćemo procese koncentriranja i to prvenstveno one
kojima je prvenstveni cilj konzerviranje tekuće hrane, a što je redovito povezano sa
133
Lovrić _______________________________________________________________________________________________
smanjenjem troškova pakiranja, skladištenja i transporta. Konzervirajući učinak
koncentriranja se zasniva na osmoanabiozi; ponekad i na acidoanabiozi.
Osim konzerviranja tekuće hrane, koncentriranje se primjenjuje u pojedinim
tehnološkim procesima prehrambene industrije kao (jedinična) operacija različite
namjene, npr. u tehnologiji šećera, da bi se ostvarila kristalizacija (šećera); zatim za
pretkoncentriranje mlijeka ili ekstrakta kave prije sušenja raspršivanjem i liofilizacijom i sl.
Proces koncentriranja mora udovoljavati dvama osnovnim zahtjevima. Kao prvo, ne smije izazvati degradaciju različitih, ponajčešće vrlo osjetljivih sastojaka
hrane i kao drugo, mora biti selektivan tj. svi sastojci osim vode moraju biti zadržani u koncentratu. Ta selektivnost je od osobitog značenja za proizvode (hranu)
koji sadrže tvari arome, koje su u većini lakše hlapljive od vode ili se predestiliraju
s vodenom parom.
Selektivnost (S) procesa koncentriranja određena je izrazom:
S vi = 1 −
Fi
Ci
Fv
Cv
(1)
Za Svi = 0, odnos flukseva Fv i Fi je jednak odnosu između početnih koncentracija Cv i Ci u otopini. To znači da se u pogledu komponente i ne ostvaruje nikakvo koncentriranje (to znači da se u tom slučaju ne postiže uopće koncentriranje
komponente i).
Za Svi < 0 je uklanjanje komponente i veće od uklanjanja vode.
Za Svi = 1 komponenta i je u potpunosti zadržana u otopini (koncentratu!) što
znači da je selektivnost u pogledu te komponente apsolutna.
Gubitak kvalitete odnosno stupnja degradacije proizvoda tijekom procesa može
se izraziti odnosom:
dC i
−
= k d Ci
(2)
dt
gdje je kd = konstanta brzine degradativne promjene, t = vrijeme trajanja procesa i
Ci = koncentracija reaktanta.
Ovisnost k o temperturi dana je Arrheniusovim izrazom:
k d = k d0
(− Ed
RT )
(3)
gdje je kd0 = konstanta, Ed =energija aktivacije degradativne reakcije, R = plinska
konstanta i T = apsolutna temperatura.
Za većinu degradativnih promjena u termoosjetljivim tekućim namirnicama
vrijednosti za E se kreću između 40 i 125 kJ/mol. Zbog relativno velikih vrijednosti
134
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
za E kemijska degradacija kod koncentriranja zamrzavanjem je zanemariva. Za
E = 80 kJ/mol vrijeme zadržavanja tekućine podvrgnute koncentriranju može biti u
uređaju na –3ºC 500 puta duže nego na 50ºC.
Utjecaj temperature na degradaciju proizvoda je malen, skoro zanemariv i kod
membranskih procesa koncentriranja kod kojih se u pravilu ne prelaze temperature
od 30ºC. Međutim, kod koncentriranja uparavanjem taj utjecaj može biti vrlo značajan. Termička degradacija hrane je uvijek posljedica nekoliko sukcesivnih reakcija (primjer: neenzimsko posmeđivanje). Da bi se smanjio utjecaj slijeda tih reakcija na promjene u hrani potrebno je svesti vrijeme zadržavanja tekućine u uređaju
za koncentriranje na najmanju moguću mjeru.
Kod ostalih konstantnih uvjeta (kao što su sastav ishodišnog materijala, stupanj
koncentriranja, tip uređaja) vrijeme zadržavanja tekućine u uređaju kod temperature T je obrnuto proporcionalno kapacitetu uređaja. Taj kapacitet opet ovisi o
temperaturi i viskoznosti tekućine. Većina tekućih namirnica koje se podvrgavaju
koncentriranju mogu se svrstati u tri skupine: umjereno osjetljive na toplinu, vrlo
osjetljive na toplinu i viskozne proizvode.
U umjereno toplinski osjetljive proizvode ubrajamo otopine glukoze i saharoze, sladni ekstrakt, bistre juhe i neke voćne sokove (npr. sokovi jabuke i ananasa). Ti proizvodi podnose temperature 50ºC i više, i relativno veliku temperaturnu
razliku (ΔT) između ogrjevne pare i samog proizvoda u isparivaču.
Kod toplinski osjetljivih proizvoda degradacija nastaje razgradnjom, polimerizacijom i koagulacijom pojedinih sastojaka. U tu grupu spadaju mlijeko i pojedini
voćni sokovi, kao npr. sokovi citrusa, zatim ekstrakti enzima, farmaceutski proizvodi i proizvodi od krvi. Prisustvo proteina je često limitirajući faktor kod utvrđivanja procesnih parametara i izbora postrojenja za koncentriranje. Ako se za koncentriranje takvih materijala koriste isparne stanice onda se mora ostvariti velika
turbulencija (da bi se spriječilo taloženje i pregaranje sastojaka na stijenkama
izmjenjivača topline), kratko vrijeme zadržavanja i niske temperature. Kod ove
grupe proizvoda daljnje probleme predstavljaju promjene arome (npr. kod sokova
citrusa javlja se tzv. aroma po «kuhanome»).
Viskozni proizvodi mogu se podijeliti u tri podgrupe: toplinski slabo osjetljivi,
toplinski osjetljivi i pseudoplastični (nenjutonski). Kao gornja granica viskoznosti
finalnog proizvoda obično se uzima 20 Pas (20000 cP). Kod vrlo viskoznih proizvoda koji nisu osjetljivi na toplinu, uparavanje se olakšava primjenom viših temperatura (70-90ºC). Takvi proizvodi su agar-agar, želatina i mesni ekstrakt. Koncentriranje toplinski osjetljivih viskoznih proizvoda teško se ostvaruje, jer sniženjem
temperature, da bi se smanjila degradacija proizvoda, raste viskoznost. Primjer takvog proizvoda je ekstrakt kvasca. Kod proizvoda ovog tipa obično se primjenjuju
filmski isparivači i temperature oko 50ºC.
Za pseudoplastične proizvode kao što su sokovi s visokim sadržajem suspenzoida (netopljive pulpe) npr. sokovi rajčice, marelice ili breskve, upotrebljavaju se
isparivači s mješalicom jer se «viskoznost» (konzistencija) smanjuje primjenom
mehaničke sile.
135
Lovrić _______________________________________________________________________________________________
4.9.2 Sustavi za koncentriranje tekuće hrane
Koncentriranje tekuće hrane provodi se primjenom nekoliko osnovnih procesa.
To su uparavanje sa i bez rekuperacije arome, membranski procesi (ultrafiltracija i
revezna osmoza) i koncentriranje zamrzavanjem (frakcionom kristalizacijom hlađenjem), te još neki od minoritetnog značaja kao npr. perevaporacija i klastracija.
Ovdje ćemo obraditi samo one koji su našli odgovarajuću (širu) primjenu u prehrambenoj industriji.
Neke osnovne značajke sustava za koncentriranje prikazane su u priloženoj
tablici broj 4.11.
Tablica 4.11. Značajke sustava za koncentriranje
Tip procesa
Ultrafiltracija (UF)
kod 2,53 bara
Reverzna osmoza (HF)
kod 76 bara
Koncentriranje
zamrzavanjem
T (razlika između
kondenzatora i
isparivača) = 20ºC
T = 40ºC
T = 60ºC
Perevaporacija
Uparavanje bez
rekuperacije arome
- jednostruki učinak
- dvostruki učinak
- trostruki učinak
Uparavanje sa
rekuperacijom arome
(90%)
- jednostruki učinak
-dvostruki učinak
- trostruki učinak
Maksimalno
moguća
koncentracija
% s. tv.
Efikasnost*
%
Utrošak energije**
izražen u
ekvivalentima pare
(t)
20-30
75
0,001
20-35
ovisno o molek.
masi otopljenih
tvari
75
0,028
30-50
30-50
30-50
80
80
80
90
0,090
0,196
0,386
1,111
50-80
90
1,111
0,555
0,370
50-80
90
1,257
0,701
0,510
teorijski utrošak energije
* Efikasnost (stupanj djelovanja) = ⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯
stvarni utrošak energije
136
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
** Utrošak energije izračunat je na bazi koncentriranja otopine s početnih 10% suhe tvari
na 35% suhe tvari pri kapacitetu isparenja 1000 kg/h. Radi uspoređivanja energetskih utrošaka različitih procesa (postupaka) koncentriranja u tablici su upotrijebljeni ekvivalenti pare
izraženi u tonama potrebni za uklanjanje 1000 kg vode, a izračunati prema izrazu:
troškovi energije za uklanjanje 1000 kg vode
1 TEP = ⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯
troškovi za 1000 kg pare
(4)
Za konverziju troškova električne energije poslužio je izraz:
troškovi 1 t pare
⎯⎯⎯⎯⎯⎯⎯ = 143 (arbitrarne vrijednosti)
troškovi 1 kWh
(5)
4.9.3. Koncentriranje uparavanjem
Danas se još uvijek koncentriranje tekuće hrane najčešće vrši uparavanjem.
Ako je ono usmjereno (i) na konzerviranje tada se u pravilu provodi kod sniženog
tlaka tj. u vakuumu. Usprkos širokoj primjeni, kod koncentriranja uparavanjem se
susrećemo s nizom problema koje treba prevladati. To su npr:
• stvaranje taloga (inkonstacija) na mjestima izmjene topline u ogrjevnim tijelima;
• gubitak tvari arome;
• toplinsko oštećenje proizvoda;
• posmeđivanje u toku procesa ili skladištenja gotovog proizvoda.
Zbog tih razloga ne postoji univerzalni uređaj koji bi zadovoljio svim specifičnim
zahtjevima, već su dana brojna procesna i aparaturna rješenja u kojima su više ili
manje uspješno prevladani navedeni problemi i koji u većoj ili manjoj mjeri odgovaraju karakteristikama pojedinih proizvoda. Jedan od najvećih nedostataka koncentriranja uparavanjem je skoro kvantitativni gubitak tvari arome koje odlaze sa
suparom, a što je od naročitog značenja kod koncentriranja voćnih sokova. Gubitak
arome može se djelomično kompenzirati (nadoknaditi) dodatkom npr. svježeg soka
u (dearomatizirani) koncentrat. Razumljivo je da se na taj način snizuje suha tvar
koncentrata uz relativno skromni sadržaj komponenata arome (to je tzv «cut back»
postupak). Znatno veće očuvanje arome može se ostvariti rekuperacijom iz vodene
pare (supare), rektifikacijom i apsorpcijom te vraćanjem (naknadnim dodatkom) u
koncentrat. Međutim, vrlo hlapljive komponente arome kao i one čije je vrelište
jednako ili više od vode, ne mogu se (praktički) izdvojiti iz vodene pare. To je
razlogom da gubitak tvari arome čak i kod primjene uređaja za rekuperaciju u prosjeku iznosi 40 i više posto.
Drugi problemi s kojima se susrećemo kod koncentriranja uparavanjem proizlaze iz različitih termičkih degradativnih reakcija, koje su u velikoj mjeri u korela137
Lovrić _______________________________________________________________________________________________
ciji s reološkim svojstvima tekućih namirnica. Za termo-osjetljive tekuće namirnice, kao što je većina voćnih sokova, neophodno je ostvariti proces koncentriranja u
što kraćem vremenu i na što nižim temperaturama. To je od osobitog značenja za
sustave koji sadrže suspenzoide i koloide kao što su kašasti voćni sokovi, odnosno
koji za razliku od bistrih predstavljaju nenjutonske tekućine, obično pseudoplastične, i kod kojih je brzina strujanja čimbenik od neproporcionalno većeg značenja za
prividni viskozitet nego kod newtonskih tekućina, što znači i za koeficijente prijenosa topline.
U daljnjem tekstu usredotočit ćemo se prvenstveno na procesna rješenja i uređaje koji odgovaraju tim zahtjevima. Prije toga, međutim, zadržat ćemo se na nekim elementima iz tehnoloških operacija koje treba imati u vidu pri razmatranju
pojedinih tipova isparnih stanica. U osnovi svako isparno postrojenje sastoji se od
jednog izmjenjivača topline kojim se dovodi proizvodu osjetna toplina i latentna
toplina isparavanja, odjeljivača pare i tekućine (kapljevine), i kondenzatora supare,
odnosno uređaja za održavanje vakuuma (sniženog tlaka). Osim najraširenijih
tipova isparivača kod kojih se grijanje provodi vodenom parom, za koncentriranje
termoosjetljivih tekućih namirnica kod niskih temperatura upotrebljavaju se uređaji
s rashladnim ciklusom tzv. niskotemperaturni isparivači, kao što su Majonnier i
NTI – postrojenja.
Izmjenu topline u nekom isparivaču određuju:
• temperaturna razlika između ogrjevnog medija (ogrjevne pare) i proizvoda;
• način prijenosa topline između pare koja kondenzira i stjenke;
• način prijenosa topline između stjenke i proizvoda;
• viskoznost proizvoda, brzina strujanja, debljina filma;
• svojstva stjenke.
Iz izraza:
Q=
1
1
α1
+ α1 + δλ
2
⋅ A(t1 − t 2 )
(6)
odnosno,
Q = k ⋅ A ⋅ (t1 − t 2 )
ili
Q = k ⋅ A ⋅ Δt
(7)
je vidljivo kakav je utjecaj navedenih faktora na izmjeni topline u sustavu kao što
je isparivač. Da se podsjetimo: u tom izrazu je Q = količina dovedene topline
(kJ/h), A = ogrjevna površina (m2), α1 = koeficijent prijelaza topline na strani ogrjevnog medija tj. para/stijenka (Wm–2K–1), α2 = koeficijent prijelaza topline na
strani proizvoda tj. stijenka/proizvod (Wm–2K–1), λ = koeficijent toplinske vodljivosti stijenke (Wm–1K–1), δ = debljina stijenke (m), k = koeficijent prolaza topline
(Wm–2K–1) i Δt = temperaturni gradijent.
O temperaturnom gradijentu u velikoj mjeri ovise ne samo kapacitet uređaja,
odnosno brzina procesa, već i uvjeti kod kojih se proces provodi. Stoga, što je veći
138
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
podtlak u uređaju (kod iste temperature ogrjevne pare), to je veći taj gradijent i
povoljniji su uvjeti za koncentriranje, što je osobito važno za termo-osjetljive
proizvode.
Elementima prijenosa topline kod isparnih stanica pripada posebno značenje.
Nastojanje da se poveća što više k (koeficijent prolaza topline) rezultiralo je u konstrukciji velikog broja različitih tipova, prije svega filmskih isparivača. Zbog male
toplinske vodljivosti nehrđajućeg čelika (npr. 18/8; vidi tablicu 4.12.) nastoji se
gdje god je to moguće upotrijebiti što tanje stijenke kako bi se smanjio termički
otpor (δ/λ).
Tablica 4.12. Koeficijent toplinske vodljivosti (Wm-1K-1) za različite tvari pri 18ºC
(Alfa-Laval, 1973.)
Čvrsti elementi
Aluminij 783,75
Bakar 1423,29
Željezo 209,00
Legure
Silumin 585,2
Čelik 160,93-209
Nehrđajući čelik
(18/8)
39,71+64,79
Kapljevine
Voda 2,13
Etanol 0,627
Metanol 0,71
Plinovi
NH3 0,079
Zrak 0,088
Tablica 4.13. Neki primjeri za koeficijent prijelaza topline (Wm-2K-1) (Alfa-Laval,
1973.)
Tekućina
(fluid)
Zrak
Voda
Para
Način prijelaza
topline
prirodno strujanje
prisilno strujanje
grijanje / hlađenje
vrenje
filmska kondenzacija
kapljičasta kondenzacija
Wm-2K-1
5-200
42-1050
1050-83600
6300-188000
21000-83600
105000-420000
Koeficijent prijelaza na strani ogrjevnog medija (α1) je u pravilu znatno veći
nego na strani proizvoda (α2).
Iz tablice 4.13. u kojoj su dane vrijednosti za koeficijente prijelaza topline vidi
se da u isparivaču dolaze u obzir dva režima kondenzacije (s odgovarajućim vrijednostima za α1) – filmska i kapljičasta. U većini isparivača prisutna je filmska kondenzacija, dok se kod centrifugalnog isparivača (MFG ili Centri-Therm) radi o
kapljičastoj kondenzaciji. Zbog toga (visoke vrijednosti za α1), a isto tako i veće
vrijednosti za α2, koeficijent prolaza topline k je vrlo velik. Prijenos topline sa
stijenki na proizvod u velikoj mjeri ovisi o viskoznosti (proizvoda). Povećanjem
viskoznosti kao posljedica otparavanja vode, povećava se debljina filma i smanjuje
brzina strujanja, što uvjetuje smanjenje koeficijenta prijenosa topline (u ovom slučaju α2). Kod centrifugalnih (brzo strujnih) isparivača ovoj pojavi je suprotstavlje139
Lovrić _______________________________________________________________________________________________
no djelovanje centrifugalne sile, tako da se debljina filma smanjuje, a brzina njegovog strujanja povećava udaljavanjem sloja (filma) tekućine od središta rotacije, što
omogućava konstantni α2 kod tih isparivača. To se može postići i mehaničkim
sredstvima tzv. forsiranim ili "brisanim" («Wiped») filmom. Podaci za maksimalnu
viskoznost koncentrata kod nekih tipičnih isparivača dani su u sljedećoj tablici
(4.14.).
Tablica 4.14. Maksimalna viskoznost koncentrata u pojedinim isparivačima
Tip isparivača
Uzlazni film
Silazni film
Pločasti
Forsirani film
Centrifugalni (Centri – Therm)
Maksimalna viskoznost
(Pa s)
0,1
0,2
0,3-0,4
20
20
U pogledu termičke (toplinske) ekonomičnosti dana su različita rješenja isparnih stanica.
Kod jednostupanjske isparne stanice (jednostruki efekt) para (ogrjevna) koristi
se samo jednom (za proces konzerviranja).
Kod višestupanjske stanice (višestrukog efekta) povezano je dvije ili više isparnih jedinica, tako da para (supara) iz jednog služi kao ogrjevni medij u drugoj (sljedećoj) jedinici. Cilj višestrukog efekta je da se smanji potrošak pare za danu količinu isparenja. Tako npr. utrošak pare kod jednostepene stanice iznosi 1.1 kg/kg
isparene vode, kod dvostepene 0.57 kg/kg, kod trostepene 0.40 kg/kg. Višestruki
efekt kod koncentriranja uparavanjem uz značajnu uštedu na toplini i određene
nedostatke: postrojenje je skuplje i složenije za upravljanje, temperatura je u prvom
stupnju relativno visoka, a masa proizvoda i vrijeme zadržavanja u postrojenju su
veći, što je nepovoljno kod osjetljivih proizvoda.
Drugi način poboljšanja ekonomičnosti grijanja u isparnim stanicama sastoji se
u komprimiranju supare i njenom korištenju kao ogrjevnog medija (tzv. termokompresija odnosno turbokompresija). Daljnje mogućnosti ekonomiziranja toplinom su
u korištenju supare ili kondenzata za predgrijavanje proizvoda (tekuće hrane) prije
ulaska u isparno tijelo. U prehrambenoj industriji upotrebljavaju se različiti tipovi
isparivača koje možemo grupirati na osnovi različitih kriterija. Jedna od najraširenijih klasifikacija temelji se na prirodi ogrjevne površine tzv. grijalice, ustvari izmjenjivača topline isparivača.
Na toj osnovi razlikujemo isparivače:
1. s cijevnom grijalicom s prirodnom ili prisilnom cirkulacijom:
a) vertikalne cijevi s uzlaznim filmom;
b) vertikalne cijevi sa silaznim (padajućim) filmom;
c) koso položene cijevi;
140
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
d) horizontalne cijevi;
2. s pločastom grijalicom;
3. sa stacionarnom cilindričnom ogrjevnom površinom i pokretnim filmom
(tzv. tankoslojni isparivači);
4. s rotirajućom cilindričnom ogrjevnom površinom;
5. sa stacionarnom konusnom ogrjevnom površinom (tzv. Expanding – Flow
isparivač);
6. s rotirajućom konusnom ogrjevnom površinom.
Na priloženim slikama (4.44. do 4.54.) dane su sheme nekoliko karakterističnih
tipova isparivača odnosno isparnih stanica koje se upotrebljavaju pretežno za koncentriranje osjetljivih tekućih namirica u konzervnoj i srodnoj industriji. Prednost
se daje filmskim isparivačima sa što kraćim vremenom zadržavanja uz primjenu
HTST principa ili niskotemperatrurnim postrojenjima. Niskotemperaturne isparne
stanice rade na principu naizmjeničnog isparavanja i kondenziranja dvaju medija
(tekućina) u unakrsnom kružnom procesu pomoću dizalice topline. Kod takvog
postrojenja kao ogrjevni medij umjesto vodene pare služi neko rashladno sredstvo
(npr. amonijak). Termokompresija se postiže mehaničkim radom kompresora.
Komprimirane pare amonijaka preko hladnjaka za oduzimanje pregrijanja struje u
grijalicu isparivača gdje kondenziraju predajući toplinu mediju (tekućoj namirnici)
koja isparava. Ukapljeni amonijak u kondenzatoru oduzima toplinu kondenzacije
supari pri čemu sam isparava da bi pare (NH3) bile ponovo komprimirane. Na slici
4.54. prikazano je jedno takvo postrojenje hrvatske proizvodnje (NTI – "Jedinstvo"
Zagreb). Ovaj tip isparne stanice se gradi u dvije varijante: u jednostrukom ili dvostrukom efektu (na slici). Temperatura isparavanja u prvom slučaju je 25ºC, dok u
drugom (kod dvostepene NTI) 17ºC (I) odnosno 32ºC (II). Osim ovog poznata su
još postrojenja Mojonnier (USA), Lagnidharre i Kestner (Francuska) te Sebava
(Italija).
Tablica 4.15. Usporedba vremena zadržavanja u različitim tipovima isparivača
Tip isparivača
Vakuum kotao
Uzlazni film
Uzlazni film
Padajući film
Padajući film
Pločasti
Expanding flow
(stacionarni konični)
Filmski s brisanom
površinom
Centri-therm
(rotirajući konični)
Broj stupnjeva
jedan stupanj
jedan stupanj s recirkulacijom
jedan stupanj i jedan prolaz
jedan stupanj i jedan prolaz
pet stupnjeva i jedan prolaz
tri stupnja i jedan prolaz
Vrijeme zadržavanja
1 do više sati
0,5 do 1 sat
oko 1 min
oko 1 min
oko 4 min
oko 4 min
dva stupnja i jedan prolaz
1 do 2 min
jedan stupanj
20 do 30 s
jedan stupanj
1 do 10 s
141
Lovrić _______________________________________________________________________________________________
Tablica 4.16. Preporuke za izbor tipa isparivača
Svojstva proizvoda
Osjetljivost
Viskoznost
na toplinu
Mala ili srednja neosjetljiv
Velika
ništa ili malo
Veća ili srednja
osjetljiv
Velika
osjetljiv
Mala
vrlo osjetljiv
Velika
vrlo osjetljiv
Prikladni tip
isparivača
a) cijevni
b) pločasti
c) stacionarni konični
s brisanom površinom
rotirajući konični
vakuum kotao
a) cijevni
b) pločasti
c) stacionarni konični
a) s brisanom
površinom
b) rotirajući konični
a) cijevni
b) pločasti
c) stacionarni konični
a) rotirajući konični
b) pločasti
Napomene
Najviše se primjenjuju u
kemijskoj i industriji
celuloze. Tipovi s
horizontalnim cijevima su
neprikladni radi stvaranja
inkrustacija.
Šaržni isparivači mogu se
upotrijebiti za agar, želatinu
i mesni ekstrakt.
Proizvodi poput mlijeka i
voćnih sokova do srednjeg
sadržaja suhe tvari.
Većina koncentrata voćnih
sokova i ekstrakt kvasca. Za
kašaste proizvode samo s
brisanom površinom.
Poželjan jedan prolaz.
Samo jedan prolaz.
Koncentrati citrusa i
bjelanjaka jajeta.
Slika 4.44. Dvostupanjska isparna stanica s pločastim izmjenjivačem topline
142
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Slika 4.45. Cijevni isparivač s prisilnom cirkulacijom
Slika 4.46. Isparivač s termokompresijom (supare); 1. sapnica, 2. difuzer, m1 – potisna
struja, m0 – usisna struja, m – smjesa ogrjevne pare i supare A – proizvod, B – supara,
B1 – neiskorištena supara, C – koncentrat, D – ogrjevna para, E – kondenzat
143
Lovrić _______________________________________________________________________________________________
Slika 4.47. Tankoslojni isparivač s prisilnim strujanjem
Slika 4.48. Shematski prikaz centrifugalnog isparivača MFG (Mautner-Flego-Gerić)
144
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Slika 4.49. Isparivač «Expanding- flow» (Alfa- Laval)
Slika 4.50. Centrifugalni isparivač «Centri- Therm» (Alfa- Laval)
145
Lovrić _______________________________________________________________________________________________
Slika 4.51. Uređaj za rekuperaciju i koncentriranje arome (Wiegand); 1. predisparivač,
2. rektifikaciona kolona, 3. kolona za ispiranje
Slika 4.52. Postrojenje za hvatanje i koncentriranje arome HA 2000 (Jedinstvo);
1. prihvatna posuda, 2. vakuum pumpa, 3. predgrijač, 4. rektifikaciona kolona;
5. isparivač, 6. kondenzator, 7. pothlađivač II, 8. pothlađivač I, 9. apsorpciona kolona,
10. mjerač alkohola, 11. spremnik arome, 12. cijevni isparivač, 13. centrifugalna
pumpa, 14. spremnik rashladnog sredstva, 15. rashladni uređaj, A – kondenzat supare,
B – koncentrat arome, C – nekondenzirani plinovi, D-ogrjevna para, E – rashladna
voda, F – luter voda, G – alkohol
146
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Slika 4.53. Kontinuirano postrojenje za koncentriranje voćnog soka (trostepena isparna
stanica) i rekuperaciju arome (sustav «Unipektin»); 1. isparno tijelo I, 2. isparno tijelo
II, 3. isparno tijelo III, 4. odjeljivač I, 5. odjeljivač II, 6. odjeljivač III, 7. kondenzator
miješanja, 8. rektifikaciona kolona, 9. površinski kondenzator. 10. hladnjak arome,
11. hladnjak plinova, 12. kondenzator za ispiranje, 13. uređaj za prethlađenje.
14. uređaj za hlađenje s glikolom (2-5˚ C)
Slika 4.54. Dvostupanjska niskotemperaturna isparna stanica NTI 2000 (Jedinstvo);
1. prihvatna posuda, 2-isparno tijelo II, 3. isparno tijelo I, 4. odjeljivač I, 5. odjeljivač
II, 6. prethlađivač NH3, 7. isparivač NH3, 8. spremnik NH3, 9. pumpa za cirkulaciju,
10. pumpa za izvlačenje koncentrata, 11. pumpa za izvlačenje kondenzata, 12. vakuum
pumpa, 13. cjevovod za dovod proizvoda, 14. cjevovod za cirkulaciju proizvoda u
isparivaču, 15. cjevovod za pare NH3, 16. cjevovod za kapljeviti NH3, 17. kontrolna
ploča, 18. kompresor; 19. kontrolni pult kompresora, A – kondenzat supare i
nekondenzirajući plinovi
147
Lovrić _______________________________________________________________________________________________
Slika 4.55. Primjer serum-postupka kod dobivanja kašastog koncentrata voća i povrća
(po Šulcu i Ćiriću)
U tablicama 4.15. i 4.16. prikazane su neke značajke pojedinih tipova isparivača i dane sugestije (preporuke) za njihovu primjenu u koncentriranju različitih vrsta
tekuće hrane.
Danas je više prisutna tendencija obveznog povezivanja odnosno kombiniranja
isparnih stanica s uređajima za rekuperaciju i koncentriranje arome. Kod ovih uređaja ponajčešće je primijenjen princip frakcionirane destilacije s različitim procesnim i tehničkim rješenjima i kombinacijama. Proces separacije arome vrši se kod
atmosferskog ili sniženog tlaka.
Na priloženim shemama (slike 4.51. i 4.52.) prikazana su dva samostalna postrojenja za rekuperaciju arome, a na slici 4.53. jedno takvo postrojenje u kombinaciji s trostepenom isparnom stanicom.
Poteškoće koje se javljaju kod koncentriranja nenjutonskih tekućina, naročito
onih veće konzistencije (npr. kašastih voćnih i povrtnih sokova) potakle su na traženje novih procesnih rješenja. Jedno takvo rješenje, vrijedno da ga se posebno
spomene, je tzv. «serum postupak» (Pimazzoni – Italija). Suština tog postupka je u
izdvajanju suspenzoida (netopljivih čestica) iz sustava (soka) prije uparavanja i
naknadno miješanje dviju frakcija nakon koncentriranja «seruma» tj. koncentrata i
«pulpa» (vidi shemu na slici 4.55.).
148
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
4.9.4. Koncentriranje zamrzavanjem
Kod koncentriranja zamrzavanjem (kriokoncentriranje) odnosno frakcionom
kristalizacijom hlađenjem eliminirani su neki bitni nedostaci koncentriranja uparavanjem, a to su gubitak ili nekompletna rekuperacija tvari arome, te degradativne
promjene uvjetovane termičkim tretiranjem, tj. kod koncentriranja zamrzavanjem
moguće je u koncentratu očuvati praktično u potpunosti nativna svojstva ishodišnog materijala (tekuće namirnice). Usprkos toga, s tehničkog stanovišta je uparavanje do sada najbolje razrađena metoda koncentriranja. Nedostaci koncentriranja zamrzavanjem koji su uvijek umanjivali njegovu konkurentnost proizlazili su iz gubitka dijela otopljenih tvari s izdvojenim ledom, djelomičnog gubitka nekih hlapljivih aromatskih sastojaka prilikom odvajanja tekuće i krute faze (leda), te iznad
svega iz visokih proizvodnih troškova. (Troškovi investicija bili su do 10 puta veći
nego kod isparivača s uređajima za rekuperaciju arome.) Novija dostignuća pokazala su da se gubici koncentrata (i pojedinih komponenata) mogu svesti na potpuno
zanemarujuću mjeru. Analize pojedinih troškova koji terete proizvod dobiven ovim
postupkom ukazuju na puteve kojim treba ići u traženje tehničkih rješenja i moguće
isplative aplikacije.
U slučaju kada je moguće dobiti proizvode jednake kvalitete različitim postupcima, izbor će pasti na onaj kod kojeg su najmanji ukupni troškovi proizvodnje po
jedinici proizvoda. (Kod vrednovanja je važan broj godišnjih pogonskih sati.) Kod
sezonskog pogona (što je najčešći slučaj u industriji za preradu voća i povrća),
investicijski ili fiksni troškovi obično više pogađaju ukupne troškove (nego prosječni proizvodni troškovi), tako da proces koji je najskuplji kod cjelogodišnjeg neprekidnog pogona može biti, s obzirom na niski odnos fiksnih prema promjenjivim
troškovima, najekonomičnije rješenje za kampanjski pogon. Osim navedenih, pri
izboru postupaka odgovarajuću ulogu imaju i drugi faktori, kao što su koncentracija ulaznog materijala, maksimalna moguća koncentracija proizvoda, minimalni
odnosno maksimalni kapacitet po jediničnom postrojenju i slično.
Ako se želi napraviti usporedba ekonomičnosti postupaka, ne treba ispustiti iz
vida činjenicu da se u suštini uspoređuju proizvodi različite kvalitete – stoga ostaje
pitanje u kakvoj je relaciji veća kvaliteta u odnosu na veće troškove. Pitanje je u
kojim slučajevima bi se trebalo opredijeliti za ovaj ili onaj postupak ili sustav.
Danas je još uvijek primjena reverzne osmoze i frakcione kristalizacije hlađenjem
(koncentriranje zamrzavanjem) izuzetak u koncentriranju tekućih namirnica, iako
bi u nekim slučajevima trebalo dati nesumnjivo prednost bilo jednom bilo drugom
postupku u odnosu na koncentriranje uparavanjem (npr. kod sokova citrusa ili za
preliminarno koncentriranje prije liofilizacije).
Kod koncentriranja zamrzavanjem, voda se iz vodene otopine najprije (djelomično) izdvaja kristalizacijom u vidu leda koji se zatim odvaja od koncentrirane
tekuće faze separacijom. Količina izdvojene vode u funkciji je temperature i što je
primijenjena niža temperatura prilikom hlađenja to će se iskristalizirati više vode.
149
Lovrić _______________________________________________________________________________________________
Na slici 4.56. prikazane su krivulje zamrzavanja soka jabuke, ekstrakta kave i otopina nekih šećera. Iz krivulje za sok jabuke s početnih 11% suhe tvari vidljivo je da
kod zamrzavanja na –5.8ºC količina otopljenih tvari u tekućoj fazi iznosi 40% (kod
ravnotežnih uvjeta) i da je pri tome 81.5% vode izdvojeno kao kristali leda. Maksimalna moguća koncentracija otopine koja se može ostvariti ovim procesom je
određena (limitirana) temperaturom eutektikuma tj. temperaturom kod koje počinje
kristalizacija otopljenih tvari (npr. šećera), a koje želimo zadržati u tekućoj fazi –
koncentratu. Kod toga treba imati u vidu pojavu da je temperatura eutektikuma otopine dvaju tvari (ili više) šećera niža od one binarnog sustava voda – pojedini šećer, kao i činjenicu da su u hrani vrlo često prisutni i različiti inhibitori kristalizacije, npr. pektin koji također snizuje temperaturu kristalizacije.
Slika 4.56. Krivulja zamrzavanja ekstrakta kave (1), soka jabuke (2), saharoze (3),
glukoze (4) i fruktoze (5)
Druge pojave značajne za ovaj proces su one koje se odnose na površinski
aktivne tvari, što je opet povezano s mehanizmom tvorbe kristala leda – njihovom
veličinom i efikasnosti separacije faza (kruto – tekuće). Upravo separacija kristala
od koncentrata je kritična operacija kod ove metode koncentriranja. Troškovi separacije i gubici koncentrirane otopine se povećavaju sa smanjenjem veličine kristala.
Troškovi kristalizacije se u pravilu povećavaju s povećanjem veličine kristala. Optimalna veličina kristala leda određena (uvjetovana) je načinom i uvjetima kristalizacije, vrstom separatora i samom vrijednosti koncentrata. Visoka vrijednost koncentrata zahtjeva što manje gubitke korisne supstance, a takvi su kod većih kristala
(manja kontaktna površina!). U svakom slučaju potrebno je prema tome odrediti
150
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
optimalne procesne uvjete. Na temelju iznesenog proizlazi da se svaki sustav za
koncentriranje zamrzavanjem sastoji iz dva osnovna dijela:
1. uređaj za kristalizaciju;
2. uređaj za odjeljivanje faza.
Slika 4.57. Utjecaj masene koncentracije otopljene tvari na relativnu brzinu rasta
kristala leda
U uređaju za kristalizaciju (1) nastaju kristali leda koji se odvajaju u uređaju za
odjeljivanje (2) od tekuće faze (koncentrata).
Prema Bouwlandu i Daanu uređaj za kristalizaciju (1) može se sastojati iz sljedećih aparata odnosno njihovih kombinacija:
• izmjenjivača topline s brisanom površinom (sa strugačom) s kratkim zadržavanjem suspenzije bez recirkulacije,
• izmjenjivača topline s brisanom površinom i kolone s klipnim transportom,
s recirkulacijom suspenzije,
• izmjenjivača topline s brisanom površinom i posude s miješalicom, s recirkulacijom tekuće faze (bez kristala).
U vezi s procesom kristalizacije treba imati u vidu neke pojave koje su presudne za njegovu uspješnost. Srednja veličina kristala u kontinuiranim kristalizatorima ovisi o koncentraciji otopine, stupnju pothlađivanja, prosječnom vremenu zadržavanja kristala u uređaju i turbulenciji u suspenziji kristala (vidi slike 4.57.i 4.58.).
Da bi se dobili što veći kristali kod nekog prihvatljivog vremena zadržavanja u
kristalizatoru potrebno je ostvariti malu brzinu nukleacije. Brzina nukleacije se povećava s povećanjem koncentracije otopine i razmjerna je kvadratu pothlađivanja.
151
Lovrić _______________________________________________________________________________________________
Slika 4.58. Utjecaj srednjeg vremena zadržavanje kristala na prosječni promjer kristala
u 30%-tnoj otopini glukoze; 1. dobava subkritičnih kristala, 2. dobava pothlađene
otopine
Slika 4.59. Odnos između utroška energije u kristalizatoru izraženog u ekvivalentima
pare i temperaturne razlike između kompresora i isparivača rashladnog uređaja.
Parametar: toplinska učinkovitost kristalizatora (β)
152
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Budući da se toplina kristalizacije u pravilu može jednolično odvoditi iz čitave
mase otopine, prisutna su uvijek područja većeg stupnja pothlađivanja gdje je veća
brzina nukleacije. Kada se poveća intenzitet miješanja u kristalizatoru, volumni
udio i stupanj pothlađivanja tih područja se smanjuje, a time i brzina nukleacije.
Osim toga, dobar dio nukleusa nastalih u hladnijim dijelovima otopine ne prežive
miješanje s glavninom mase. To je zbog toga što manji kristali imaju nižu temperaturu ravnoteže nego veći. Utjecaj promjera sferičnih izotropskih kristala na sniženje ravnoteže temperature je dan Gibbs – Thomsonovim izrazom:
ΔT =
4 ⋅σ ⋅T
dρ s ⋅ ΔH w
(8)
gdje je ΔT sniženje ravnotežne temperature kristala promjera d u odnosu na ravnotežnu temperaturu T velikih kristala u istoj otopini, σ je slobodna energija površine, ρs je gustoća kristala, a ΔHw toplina kristalizacije.
Promjer kristala koji odgovara nekoj ravnotežnoj temperaturi pothlađivanja nazivamo kritičnim promjerom. Prilikom miješanja suspenzija malih i velikih kristala
uspostavlja se neka temperatura između one niže, tj. ravnotežne temperature manjih kristala, i one više koja se odnosi na veće kristale. Budući da je tako uspostavljena temperatura viša od ravnotežne temperature manjih kristala, doći će do
njihovog topljenja uz istovremeni rast većih kristala. Takav rast velikih na račun
malih kristala zove se efekt zrenja (zrenje kristala).
Ekonomičnost rada postrojenja za koncentriranje u velikoj mjeri ovisi o toplinskoj efikasnosti uređaja za kristalizaciju. Tu efikasnost možemo izraziti na slijedeći
način:
g ⋅ ΔH w
β=
(9)
Q
gdje je β bezdimenzionalna veličina, g = masa izdvojenog leda (kg), ΔHw latentna
toplina kristalizacije (J/kg), Q = toplina odvedena radom kompresora (J). Na slici
4.59. prikazan je utrošak izražen u ekvivalentima pare za kristalizaciju vode u funkciji razlike temperature (ΔT) između kondenzatora i isparivača pri danom toplinskom učinku. Vidljivo je da je za što manji utrošak energije potrebno voditi proces
kod što manje temperaturne razlike između kompresora i kondenzatora, odnosno
između isparivača (rashladnog sredstava) i tekućine koja se kristalizira.
Uređaj za odjeljivanje (2) mogu sačinjavati:
• preša (obična pužna);
• preša + centrifugalni isparivač;
• centrifuga;
• centrifuga + centrifugalni isparivač;
• kolone za ispiranje.
153
Lovrić _______________________________________________________________________________________________
Kapacitet svih navedenih uređaja za odjeljivanje je obrnuto proporcionalan viskoznosti koncentrata i direktno proporcionalan kvadratu srednjeg promjera kristala
leda, kao što se vidi iz izraza:
ΔP ⋅ g ⋅ d c2
ε2
va =
⋅
0.2 ⋅ η ⋅ l (1 − ε )2
(10)
gdje je va = brzina odjeljivanja (m3 m–2 s–1), ΔP = razlika tlaka izazvana centrifugalnom silom, padom tlaka i sl. (Pa), de = promjer kristala (cm), η = viskoznost
tekuće faze (Pa s), 1 = debljinu sloja (m), g = gravitacija (m s–2), ε = volumni udio
tekuće faze u sloju.
Kombinirana svojstva sloja mogu se izraziti veličinom za permeabilnost (propusnost) sloja U, gdje je:
g ⋅ d c2
ε3
Us =
(11)
⋅
0.2 (1 − ε )2
Gubitak korisne suhe tvari (koncentrata) s izdvojenim ledom dan je odnosom:
⎛α
⎞
(12)
W B = Z ⎜⎜ c − 1⎟⎟
⎝ αi
⎠
gdje je wB = udio suhe tvari tekućine podvrgnute koncentriranju koji se gubi s ledom, Z = maseni udio koncentrata koji je uklopljen u ledu (kg/kg), αc = maseni
udio tvari koncentrata, αi = maseni udio suhe tvari tekuće namirnice (prije koncentriranja).
Iz gornjeg izraza je vidljivo da se gubici povećavaju s faktorom koncentriranja
(αc / αi). Kada se imaju u vidu navedene činjenice, onda je jasno da primjena koncentriranja zamrzavanjem u komercijalne svrhe u velikoj mjeri ovisi o uspješnosti
separacije faza. Neki od mogućih sustava, odnosno kombinacija ranije navedenih
uređaja za kristalizaciju i odjeljivanje faza, prikazani su na slici 4.60. Svaki od
navedenih sustava ima svoje specifičnosti, veće ili manje nedostatke i svoju ekonomiku. Klasičan primjer koncentriranja zamrzavanjem je tzv. «Step-freeze Process»
(slika 4.61.) ili postupak baziran na postupnom odjeljivanju leda zamrzavanjem
uveden u SAD prije nekoliko decenija za koncentriranje soka agruma (citrusa). Taj
postupak se sastoji iz pet sukcesivnih faza zamrzavanja vode kod postupno sve
nižih temperatura uz intervalno odjeljivanje leda centrifugiranjem. U svakoj fazi izdvaja se oko jedne trećine prisutne vode u posudi – kristalizatoru opremljenom izmjenjivačem topline (rashladno sredstvo je etilenglikol), strugačem i miješalicom.
Kapacitet kristalizatora i centrifuge je postupno sve manji kako napreduje koncentriranje, jer je sve manja masa proizvoda u procesu zbog izdvajanja vode u vidu
leda.
154
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Slika 4.60. Sustavi (kombinacije) uređaja za kristalizaciju i odjeljivanje faza
Kao što se vidi na slici 4.60. (sustav 2 i 5), u proces je uključen centrifugalni
isparivač radi rekuperacije onog dijela suhe tvari zadržane na kristalima leda (npr.
kod Sperti procesa). Prema nekim podacima proizlazi, međutim, da su investicijski
troškovi i utrošak energije po jedinici proizvoda veći kod tih sustava, i pitanje je u
kolikoj su mjeri kompenzirani rekuperiranom suhom tvari. Nasuprot tomu, kod
sustava 4 i 6, u kojima je primijenjena kolona za ispiranje, postiže se najbolji učinak, kako sa stanovišta proizvoda troškova (cijene koštanja), tako i u pogledu kvalitete. Spomenuti sustav ustvari je postupak koji je izrađen na Tehnološkom univerzitetu u Eindhovenu (Huige, Senden i Thijssen, 1972.; Huige, 1972.) i dalje usavršavan na komercijalnoj razini u tvrtki Grenco (Nizozemska). Smatra se da su u tom
postupku do sada najuspješnije prevladani nedostaci koji su pratili druge postupke
koncentriranja zamrzavanjem. Bitne karakteristike Grenco postupka sastoje se u
odvajanju faza (zona) nukleacije i rasta kristala (rekristalizacije) i primjeni kolone
za ispiranje umjesto najčešće upotrebljavanih centrifuga. Odvajanje zone nukleaci155
Lovrić _______________________________________________________________________________________________
je od zona rasta kristala omogućava visok stupanj odvođenja topline bez štetnog
utjecaja na prosječnu veličinu kristala. U Grenco postupku (slika 4.62.) toplina se
odvodi iz sustava isključivo u zoni nukleacije (ustvari izmjenjivaču topline) što ima
za posljedicu visoki stupanj pothlađivanja i tvorbu vrlo sitnih kristala, koji zbog
vrlo kratkog zadržavanja u izmjenjivaču topline nemaju mogućnosti rasta (slika
4.63.). Takvi kristali kontinuirano se uvode u rekristalizator u kojem se uspostavljanjem temperature otopine na vrijednost između ravnotežnih temperatura sitnih i krupnih kristala omogućava rast krupnih na račun sitnih. Na taj način nastaju
krupni – kuglasti kristali.
Slika 4.61. «Step- Freeze Process» koncentriranja zamrzavanjem
Kao što je već rečeno, u ovom postupku je kao sekcija za odjeljivanje upotrebljena kolona za ispiranje, čime se postiže savršeno odvajanje leda od tekućeg koncentrata bez razrjeđivanja. Pošto je kolona za ispiranje potpuno zatvorena (bez
prostora za plinove) gubici arome su praktički zanemarivi. Koncentrirani sok se
156
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
izdvaja preko jednog filtera na dnu, dok se kompaktni sloj leda istiskuje prema vrhu kolone. U koloni se vrši ispiranje kristala u protustruji pomoću tekućine nastale
otapanjem dijela pročišćenih kristala koji se onda izvlače iz kolone.
Slika 4.62. «Grenco» postupak koncentriranja zamrzavanjem
Jedna od novijih varijanti koncentriranja zamrzavanjem je tzv. postupak «zamrzavanja isparavanjem» (¨evaporative freezing¨), odnosno «neposredno koncentriranje zamrzavanjem» (¨direct freeze concentration¨). Naime, pri tlaku ispod trojne
točke (0.607 kPa) i u odsutnosti zagrijavanja izvana, isparavanjem se ohlađuje otopina do točke njezinog zamrzavanja. Zamrzavanje je dakle posljedica kontinuiranog isparavanja. Potrebno je pri tome osigurati dovoljno strujanja miješanjem, da
se onemogući zadržavanje tekuće unutar čvrste faze. Tim miješanjem nastaje suspenzija finih ćestica leda koja se održava pri stalnom (stacionarnom) sadržaju leda
uz održavanje jednakih brzina dovođenja i odvođenja suspenzije. Za postizanje
stacionarnog stanja, vodena se para odvodi iznad površine suspenzije, brzinom
isparavanja i toplinom dovedenom u zamrzivač, te se apsorbira u odgovarajućem
uređaju postrojenja. Tijekom direktnog isparavanja, toplina «napušta» suspenziju
između međusloja kapljevina/para, koji ima veliku diskontinuiranu površinu u zamrzivaču s turbulentnim strujanjem. Na taj se način postižu velike brzine zamrza157
Lovrić _______________________________________________________________________________________________
vanja zbog velike blizine mjesta isparavanja i zamrzavanja. Sve dok viskoznost
nije značajna (što zavisi o koncentraciji otopine), ne dolazi do smanjenja brzine zamrzavanja porastom koncentracije, zbog malog pothlađivanja. To omogućava nastajanje (tvorbu) velikih kristala leda, koji se lako odvajaju (separiraju), jednim prolazom kroz zamrzivač. Ovakvim je postupkom omogućeno («šaržno») koncentriranje, recirkulacijom koncentrata nakon separacije (leda).
Slika 4.63. Elementi «Grenco» postrojenja; A – po prečni presjek izmjenjivača topline
(hladnjak), B – kolona za ispiranje
Na slici 4.64. shematski je prikazan postupak AFVC (Heist, 1979.), baziran na
absorpciji, zamrzavanju, i kompresiji vodene pare (prema: L.C. Dickey and J.C.
Craig, Jr.; 1993.).
158
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Slika 4.64. Postupak koncentriranja zamrzavanjem-isparavanjem AFVC; 1. Spremnik
za napajanje, 2. Mješač suspenzije, 3. Hlađena adsorpcijska sekcija, 4. Vakuum pumpa,
5. Spremnik za rast kristala, 6. Regeneracija absorbensa, 7. Pumpa za suspenziju,
8. Filter, 9. Led, 10. Voda
Sumirajući ono što je rečeno, mogli bismo ustvrditi da razni postupci koncentriranja zamrzavanjem dosižu sve više industrijsku razinu interesa, ne samo zbog
toga što počivaju na principu koji omogućava visoku kvalitetu proizvoda, već se
tehničkim usavršavanjem postupno poboljšava i ekonomičnost procesa.
4.9.5. Koncentriranje membranskim procesima
4.9.5.1. Uvod (Membranski procesi i njihova primjena)
Primjena membrana u prehrambeno-procesnom i bioprocesnom inženjerstvu
naglo je porasla osamdesetih godina prošlog stoljeća. Od svojih početaka (1960–ih)
do 1980-ih, primjena je membranske tehnologije bila svojevrsna kombinacija
interesa i skepse.
Razloge prihvaćanja membranske tehnologije od strane prehrambene industrije
možemo danas pripisati sljedećim razlozima: napretku u tehnologiji materijala za
159
Lovrić _______________________________________________________________________________________________
membrane, posljedica čega su robustnije memrane, prikladne sanitarnim standardima i režimima u industriji; usavršenoj konstrukciji modula; boljem razumijevanju
pojave onečišćenja membrana; te povećanju interesa industrije za istraživanje i
razvoj u ovoj tehnologiji.
4.9.5.2. Osnovne značajke procesa
Membranski procesi zasnivaju se na primjeni semipermeabilnih membrana koje imaju selektivnu sposobnost propuštanja,odnosno zadržavanja, molekula pojedinih tvari.
Na slici 4.65. dan je općeniti shematski prikaz membranskih procesa,dok je u
tablici 4.17. (Cheryan, 1992) dan pregled primjene membranske tehnologije u prehrambenoj industriji.
Slika 4.65. Osnovne značajke pojedinih membranskih procesa
160
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Tablica 4.17. Primjeri primjene membranske tehnologije u prehrambenoj industriji
Mlijeko i mliječni proizvodi
RO: Koncentriranje mlijeka i sirutke prije uparavanja
Transport
Specijalni tekući mliječni proizvodi (2-3X/UHT)
NF: Djelomična demineralizacija i koncentracija sirutke
UF: Frakcioniranje mlijeka u proizvodnji sireva
Frakcioniranje sirutke u proizvodnji proteina
Specijalni tekući mliječni proizvodi
MF: Bistrenje sirutke pri proizvodnji sira
Izdvajanje masti i smanjenje mikrobne populacije
ED: Demineralizacija mlijeka i sirutke
Proizvodi od voća i povrća
Sokovi
Jabuka (UF, RO); marelica, agrumi (MF/UF, RO, ED)
grožđe (UF, RO); kiwi, naranča, breskva (UF, RO)
kruška, ananas (MF/UF, RO), rajčica (RO)
Pigmenti: antocijani, betanini (UF,RO)
Otpadne vode: jabuka, ananas, krumpir (UF, RO)
Proizvodi animalnog porijekla
Želatina - koncentriranje i uklanjanje mineralnih tvari
Jaja - Koncentriranje i smanjenje udjela glukoze (UF,RO)
Sporedni animalni proizvodi - krv; obrada otpadnih voda (UF)
Pića
MF/UF: Vino, pivo, ocat - bistrenje
RO: Pivo sa smanjenim udjelom alkohola; kava; čaj
Rafiniranje šećera
Otopine šećerne repe i trstike, sirup od javora, otpadne vode pri proizvodnji bombona –
bistrenje (MF/UF), odsoljavanje (ED), predkoncentriranje (RO)
Prerađevine žitarica
Prerada soje
Koncentrati i izolati proteina (UF); proteinski hidrolizati (KMR)
Degumiranje i rafiniranje ulja (UF,NF)
Rekuperacija proteina iz sojine sirutke (UF,RO)
Obrada otpadnih voda
Prerada (¸¨mokra¨) kukuruza
Koncentriranje vode od namakanja (¨steepwater¨) (RO)
Recikliranje vode pri obradi mekinja (RO)
Saharifikacija topljivog škroba (CMR)
Pročišćavanje struja dekstroze (MF/UF)
Fermentacija glukoze u etanol (CMR)
Procesi izdvajanja i pročišćavanja (¨Downstream-processing¨); (MF,UF, NF, RO, ED, PV)
Obrada otpadnih voda
Oznake: ED = elektrodijaliza; KMR = kontinuirani membranski reaktor;
MF = mikrofiltracija; NF = nanofiltracija; PV = perevaporacija; RO = reverzna osmoza;
UV = ultrafiltracija
161
Lovrić _______________________________________________________________________________________________
Slika 4.66. Podjela membranskih procesa prema veličini ćestica, odnosno molekula
Izbor materijala za membrane
Danas se membrane izrađuju iz velikog broja različitih materijala (cca 150).
Najviše se materijala koristi za izradu membrana za mikrofiltraciju, dok ih je
relativno malo prikladnih za primjenu u reverznoj osmozi. Prva generacija membrana (asimetrične memrane, poput onih od acetata celuloze, i poliamida), utrla je
put tankoslojnim ¨kompozitnim¨ membranama za reverznu osmozu (RO) i nanofiltraciju (NF). Razlog tomu je u njihovoj većoj stabilnosti u pogledu pH, temperature
i tlaka, te veličine protoka i sposobnosti odbijanja (čestica).
Polisulfonski materijali (polieter sulfon, polifenilen sulfon, sulfonirani polisulfoni) koriste se za ultrafiltracijske membrane, dok je primjena akrinonitrilnih membrana nešto manje prihvaćena. Međutim, tim se membranama pripisuje sklonost
onečišćenju (¨fouling¨), tako da su nastojanja usmjerena k traženju modifikacija,
kako bi se smanjila njihova hidrofobičnost. U posljednje vrijeme ponovno je
povećan interes u nekim primjenama za membrane od celuloze, vjerojatno zbog
relativno veće hidrofilnosti, manje sklonosti k nespecifičnom vezanju proteina, i
nižoj cijeni.
162
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Za izradu membrana za mikrofiltraciju (MF) danas se koriste mnogi prirodni i
sintetski polimeri (polipropilen, polikarbonati, polisulfoni, PVC, esteri celuloze),
kao i anorganski materijali (aluminij, kombinacija - cirkon/grafit i grafit/grafit, te
nehrđajući čelik i silicij). Osobito su našle široku primjenu keramičke membrane,
posebice u biotehnologiji, gdje je od presudne važnosti omogućavanje sterilizacije i
sanitacije postrojenja vodenom parom.
Svojstva membrana
Veličina i raspodjela pora od presudne su važnosti za procjenu učinkovitosti
membrana. Dok su za ispitivanje učinkovitosti membrana za mikrofiltraciju danas
razrađene adekvatne (egzaktne) metode, to nije slučaj i za UF, NF, i RO membrane, za koje se obično raspolaže arbitrarnim podacima pojedinih proizvođača.
Tomu je djelomično razlog vrlo često složeni mehanizam transporta otapala i otopljenih tvari, osobito kod uporabe NF i RO membrana. Pri klasifikaciji i standardizaciji UF membrana, javljaju se problemi, osobito pri zahtjevima za jako «fine»
separacije, kao što je slučaj pri odvajanju, na primjer dvaju proteina, koji se
razlikuju ne samo malekulskom masom, već i oblikom. (Razlika u molekulskoj
masi od 10 puta može značiti razliku u veličini od samo 2-3 puta!).
Jedan od kriterija klasifikacije membrana je tzv. granična vrijednost zadržavanja, koja se zasniva na graničnoj molekulskoj masi razdvajanja («molekular
weight cut-off»). To znači da sastojci manje molekulske mase od granične prolaze
kroz membranu (s vodom) kao permeat (filtrat), dok se oni veće molekulske mase
zadržavaju ispred membrane kao retentat (koncentrat). Granica odjeljivanja
membrane može biti u većem («oštra») ili manjem («difuzna») rasponu veličine
čestica, odnosno molekula. (slika 4.72.). Na primjer, ultrafiltracija uključuje čestice
ili molekule čija se molekulska masa kreće od 1000 do 1000 000.
Prema definiciji, pod pojmom hiperfiltracija (reverzna osmoza) podrazumijeva se takav proces filtracije kroz semipermeabilnu membranu koji ne dozvoljava
prolaz anorganskih iona i drugih dovoljno malih molekula koje u otopini razvijaju
(ostvaruju) značajan osmotski tlak (ili je taj prolaz neznatan).
Kod ultrafiltracije je prolaz kroz membranu ograničen na molekule čija je
relativna molekularna masa (molekularna težina) najviše cca 500; veće molekule –
makromolekule – bivaju zadržane membranom u koncentratu. (Izraz ultrafiltracija
se u pravilu upotrebljava do relativne molekularne mase cca 10+6. Iznad te vrijednosti upotrebljava se naziv mikrofiltracija ili jednostavno filtracija).
Iz navedenog proizlazi da HF uključuje selektivno uklanjanje iz otopina mikromolekularnih otopljenih tvari čije su molekularne dimenzije istog reda veličine kao
molekula vode. UF uključuje odjeljivanje relativno velikih molekula otopljenih
tvari ili koloida. Ova dva procesa vrlo su slična jer oba pretpostavljaju kontakt
membranske površine s otopinom pod tlakom uz selektivni prolaz otapala (i neke
otopljene tvari) kroz membranu.
163
Lovrić _______________________________________________________________________________________________
Kod reverzne osmoze otopljene tvari koje ne propušta membrana obično imaju
dovoljan termodinamski aktivitet u otopini, te zahtijevaju primjenu visokih tlakova
kako bi se nadvladao njihov osmotski tlak. Kod ultrafiltracije (s druge strane)
otopljene tvari koje zadržava membrana imaju tako veliku molekularnu težinu da je
njihov osmotski tlak često neznatan; stoga se kod ultrafiltracije koristi znatno niži
radni tlak da bi se postigao odgovarajući tok kroz membrane. Razlika između ova
dva procesa je ilustrirana na slici 4.65.
4.9.5.3. Membrane za HF i UF
Glavna razlika između HF i UF je u strukturi i funkciji membrane. Općenito je
prihvaćeno mišljenje da HF membrane propuštaju vodu procesom otapanja i molekularne difuzije kroz u osnovi homogenu polimernu fazu; otopljene tvari koje zadržava membrana obično imaju smanjenu topljivost (u odnosu na vodu) u membrani
i/ili difundiraju znatno sporije od vode kroz tvar membrane.
Termodinamsko i molekularno kinetičko razmatranje ovih procesa (a što je potvrđeno i eksperimentom) pokazuje da je prolaz vode kroz membranu linearna funkcija primijenjenog tlaka, dok koeficijent zadržavanja otopljenih tvari (frakcije prisutne otopljene tvari u originalnoj otopini koju zadržava membrana) raste kod niskih tlakova i dostiže asimptotski limit kod viših tlakova. Postoje uvjerljivi dokazi
da prikladnost nekog polimera kao membrane za HF ovisi o njegovom kemijskom
sastavu i molekularnoj građi.
UF membrane zadržavaju samo relativno velike molekule; permeabilnost ovih
membrana za vodu je prevelika da bi se mogla objasniti mehanizmom otapanja –
difuzije. Pomoću elektronskog mikroskopa utvrđeno je da su UF membrane mikroporozne s porama čije dimenzije se mogu usporediti ili su manje od dimenzija
molekula koje membrana zadržava. Stoga su kod UF membrana kemijski sastav ili
molekularna konfiguracija polimera relativno manje važni za određivanje njihovih
karakteristika u pogledu permeabilnosti za vodu ili zadržavanja otopljenih tvari.
To, međutim, ne znači da svojstva polimera nisu važna kod proizvodnje UF membrane. Međutim, moguće je iz jednog prikladnog polimera podešavanjem uvjeta
proizvodnje pripremiti različite vrste membrana, pokrivajući određeno područje
poroziteta, permeabilnosti i zadržavanja otopljene tvari.
Membrane za UF dobivaju se na taj način što se otopina linearnog polimera
odgovarajuće molekularne težine i dovoljno visoke koncentracije u prikladnom
otapalu izlije na glatku površinu. Površina filma se istovremeno izloži tekućini koja
nije otapalo za polimer (npr. voda) i koja se miješa s otapalom. Na taj se način dobije fini transparentni film koji je mikroporozan i strukturno nejednoličan. Proučavanje strukture ovih membrana pokazalo je da su one anizotropne ili «asimetrične»,
te ultramikroporozne, tj. membrana je u biti laminat koji se sastoji iz ultratankog
filma gustog polimera, ispod kojega je znatno deblji sloj mikroporoznog polimera.
164
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Budući da je hidraulički permabilitet ultratankog aktivnog sloja (cca 10–7 m)
znatno niži od permeabiliteta porozne substrukture, a kako substruktura nema nikakav kapacitet odbijanja soli, to se ova membrana kod HF ponaša kao ekstremno
tanki film homogenog polimera, npr. acetat celuloze koji je podložen mikroporoznim materijalom kako bi izdržao visoke stresove kojima je podrvgnut tokom upotrebe. Ako takvu membranu promatramo u presjeku koji je okomit na njezinu plohu, finije pore se nalaze uz kontaktnu površinu film – tekućina. Pozornost se, dakle, povećava sa udaljenosti od kontaktne površine tekućina – film.
Na slikama 4.67. i 4.68. su prikazani shematizirani presjeci HF membrana.
Slika 4.67. Shematski prikaz presjeka jedne asimetrične HF membrane
Slika 4.68. Shematski prikaz složene HF membrane s ultratankim filmom (slojem)
Donedavno su se HF membrane ponajviše proizvodile iz acetata celuloze (CA).
Posljednjih je godina učinjen znatan napredak u razvoju brojnih novih polimernih
materijala, koji pokazuju karakteristike permeabilnosti za vodu i sol ekvivalentne i
bolje od CA, a osim toga posjeduju i druga svojstva (uglavnom mehaničku, toplinsku i kemijsku stabilnost) koja nedostaje CA. Među ove spadaju miješani esteri
(npr. acetat/propionat/butirat) celuloze, celulozni triacetat, celulozni esteri metakrilne i / ili akrilne kiseline, polakrilonitril, poliamidi i poliuretani.
165
Lovrić _______________________________________________________________________________________________
Praktički sve komercijalne UF membrane su asimetrične mikroporozne strukture kod kojih aktivni sloj sadrži ultradine pore promjera od 1 do 20 · 10–9 m. Na slici
4. je dan shematski prikaz presjeka idealizirane asimetrične UF membrane. Nasuprot HF membranama, UF membrane imaju ekstremno visoke hidraulične permeabilitete (2 do 20 m3/m2, dan kod tlaka od 0.3 do 3 · 105 Pa) i rijetko se podvrgavaju
tlaku većem od 7 · 105 Pa.
Slika 4.69. Shematski prikaz presjeka asimetrične UF membrane
Slika 4.70. Prikaz presjeka simetrične i asimetrične membrane za UF
Bitan uvjet da se neki polimer može upotrijebiti za proizvodnju UF membrana
je njegova sposobnost da zadrži svoju ultramikroporoznu strukturu za vrijeme
procesa proizvodnje i pod uvjetima toplinskih, mehaničkih i kemijskih stresova
kojima je izložen kod uporabe. Ovaj zahtjev zadovoljavaju polimeri koji su (1)
kruti ili poput stakla, (2) ne miješaju se niti plastificiraju s vodom i (3) relativno su
neosjetljivi na hidrolitičku i oksidativnu razgradnju u vodenom mediju. To su
uglavnom termoplasti ili sintetska tekstilna vlakna, kao npr. polimetilmetakrilat,
polivinilklorid, polistiren, poliakrilonitril, najlon i celulozni esteri. Vrlo su interesantni termoplasti za rad kod visokih temperatura u korozivnim uvjetima, kao npr.
poliamidi, aromatski polikarbonati i aromatski esteri. Membrane načinjene od celuloznih estera (acetata i nitrata) imaju prilično nisku temperaturu uporabe (40 do
60ºC) i podložne su hidrolitičkoj degradaciji u jako kiselom i slabo alkalnom
mediju, osjetljive su i na aktivnost mikroorganizama i enzima.
166
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
4.9.5.4. Teorijske osnove HF i UF
Različiti autori pokušavali su s više ili manje uspjeha dati matematičku interpretaciju pojava uključenih u procese hiperfiltracije (reverzne osmoze) i ultrafiltracije. Mi ćemo se poslužiti onima koje su ponajviše prihvaćene, a odnose se
prvenstveno na brzinu prolaza (vode) kroz membranu i tzv. polarizaciju koncentracije.
Hiperfiltracija (reverzna osmoza)
Prolaz vode kroz membranu dan je izrazom:
v
Wv = K m
⋅ Am (Δp − ΔΠ m )
(13)
gdje je Wv = prolaz vode (1/m2h), Kmv = konstanta membrane, Am = površina
membrane, Δp = razlika tlaka kroz membranu i ΔΠm = razlika osmotskog tlaka s
obje strane membrane.
Tokom rada na površini membrane se povećava koncentracija materijala pa je
prolaz vode jednak:
[
(
v
Wv = K m
⋅ Am Δp − Π c ⋅ M − Π p
)]
(14)
gdje je Πc = osmotski tlak u dobavnoj struji, M = faktor polarizacije koncentracije i
Πp = osmostski tlak na strani permeata.
Da bi se konstruirao HF uređaj što većeg kapaciteta potrebno je ostvariti što
veći koeficijent Km koji karakterizira svojstva (pa prema tome i kapacitet) membrane i što manji faktor «polarizacije koncentracije» (M).
U pravilu od ukupnog broja iona ili molekula koje bi morale biti zadržane jedan dio ipak prolazi kroz membranu i nalazi se u permeatu. Uvedeni su pojmovi
permeabilnost (propuštanje),(Us) i zadržavanje (Rs), gdje je:
koncentracija u permeatu
Us = ⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯⎯ · 100 («permeabilnost»)
koncentracija u koncentratu
(15)
R s = 100 − U s ("zadržavanje")
(16)
Permeabilnost za pojedine ione ili molekule i određenu membranu ovisi o karakteristikama membrane, razlici tlaka, veličini i obliku molekula, naboju i o još
nekim čimbenicima (npr. materijalima upotrijebljenim kod izrade mambrane).
167
Lovrić _______________________________________________________________________________________________
Prolaz soli i drugih tvari (koje se žele zadržati) kroz membranu možemo ovako
izraziti:
(
Ws = K ms ⋅ Am c m − c p
)
(17)
gdje je Ws = prolaz otopljene tvari kroz membranu, Kms = konstanta membrane (za
otopljene tvari), Am = površina membrane, cm = koncentracija otopljene tvari na
površini membrane, cp = koncentracija otopljene tvari u permeatu.
Iz gornjeg izraza proizlazi da je prolaz otopljene tvari kroz membranu neovisan
o tlaku, što znači da je riječ prvenstveno o procesu difuzije. Na osnovi njega se mogu dobiti prilično zadovoljavajući rezultati kada su u pitanju soli i HF membrane s
visokim stupnjem zadržavanja. U tom slučaju je:
Us =
{
[
(
K ms ⋅ Am c m − c p
(
v
⋅ Am Δp − Π c ⋅ M − Π p
cm K m
)
)]}+ K ms ⋅ Am (cm − c p )
(18)
odnosno u slučaju kada je cm >> cp i Kmv >> Kms i prema tome Πc >> Πp:
Us =
K ms
v
(Δp − Π c ⋅ M )
Km
(19)
Polarizacija koncentracije
Već smo ranije spomenuli važnost faktora «polarizacije koncentracije» za uspješnost procesa separacije pomoću membrana. Taj faktor (koji smo označili s M)
predstavlja omjer između koncentracije otopljene tvari na površini membrane (neposredno uz membranu) i u dobavnoj struji. Ako njegova vrijednost poraste znatno
iznad 1, bit će u velikoj mjeri smanjen prolaz otapala kroz membranu, a isto tako i
zadržavanje otopljene tvari. Faktor M ovisi prvenstveno o uvjetima toka pored
membrane, ali također i o viskoznosti otopine, o toku kroz membranu i zadržavanju
otopljene tvari, tj. raste s porastom viskoznosti i prolaza (otapala) kroz membranu,
a pada sa smanjenjem zadržavanja otopljene tvari. Kao što se vidi iz izraza (14) i
(19) važno je da faktor M bude što manji kako bi se postigao što bolji tok (prolaz)
otapala i zadržavanja otopljene tvari, ali i da bi se spriječilo taloženje i kristalizacija na površini membrane budući da povećanje koncentracije (na površini membrane) može dovesti do prezasićenja i kristalizacije. Osim toga, ako tekućina sadrži
spojeve koji želiraju (pektine, proteine i sl.) visoki M može značiti da postoje uvjeti
za tvorbu gela na površini membrane i bitnu promjenu karakteristika membrane.
168
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
U praksi se primjenjuju dvije vrste toka tekućine kako bi se smanjio faktor
polarizacije koncentracije (M):
• čisti turbulentni tok kao što je onaj kod cijevnih HF sustava;
• laminarni tok, npr. kod sustava uskih kanala kod kojih se uklanjanje graničnih slojeva postiže tokom (strujanjem) tekućine u vrlo tankom sloju preko membrane (čija je međusobna razdaljina mala). Tu spadaju sustavi sa
pločama i okvirima, kapilarni moduli, te neki cijevni moduli sa umetnutim
šipkama.
Ultrafiltracija
Uglavnom svi faktori koji definiraju proces hiperfiltracije, osim jednog, u istoj
mjeri značajni su i za proces ultrafiltracije. Taj faktor se odnosi na osmotski tlak
koji je kod UF od malog praktičnog značenja. Pore kod UF membrane su dovoljno
velike da molekule otapala lako prolaze kroz njih, dok otopljena tvar gotovo u potpunosti zadržava. Međutim, nepovoljni utjecaji polarizacije koncentracije kod UF
može biti znatno veći kod UF.
Slika 4.71. Prikaz ovisnosti toka kroz membranu o tlaku kod ultrafiltracije sirutke
Na slici 4.71. je dan tipičan primjer ovisnosti toka kroz membranu o primijenjenom tlaku u UF postrojenju. Iz dijagrama je vidljivo da s porastom tlaka, u početku razmjerno, raste i tok kroz membrane, da bi isti ubrzo dostigao neku konstantnu vrijednost. Te vrijednosti ne ovise samo o karakteristikama membrane, već
prvenstveno o toku (strujanja) duž membrane.
Naime, zbog jake polarizacije otopljene tvari može doći do tvorbe gela na
membrani i nastajanja jedne sekundarne membrane koja se povećava porastom tla169
Lovrić _______________________________________________________________________________________________
ka (i protoka), ali se smanjuje povećanje brzine strujanja (pokraj) membrane. Za
uklanjanje te sekundarne membrane, osobito kod vrlo viskoznih tekućina, vrlo su
pogodni tokovi kroz uske kanale.
Za razmatranje parametara koji određuju tok kod ultrafiltracije obično se koristi
izraz koji je dao Goldsmith:
wb = k p ⋅ ln
(c m − c n )
(cb − c n )
(20)
gdje je wb = tok (prolaz) permeata kroz membranu po jedinici površine, kp = konstanta karakteristična za membranu (koeficijent prenosa mase), cm = koncentracija
na membrani, cb = koncentracija u dobavnoj struji i cn = maksimalna koncentracija
na membrani.
Za ultrafiltraciju također je pogodan i izraz koji je ponudio Madsen:
c
wb = k c ⋅ ln 00
(21)
c0
(U tom izrazu kc = konstanta za dane procesne uvjete, c00 = koncentracija neke
makromolekularne tvari kada tok →0 i c0 = aktualna koncentracija) odnosno:
wb = k c ⋅ ln
V
V0
(22)
budući da je c00V0 = c0V, a gdje je V0 = volumna frakcija početnog volumena za
slučaj kada je wb = 0 i V = aktualna (trenutna) frakcija volumena.
U posljednjem izrazu, kao što se vidi, uzete su u obzir samo frakcije ishodišnog
(početnog) volumena. To je važno zbog toga što u većini slučajeva vrijednosti za c
(aktualnu koncentraciju) u toku procesa nisu poznate, budući da se sa sigurnošću
ne može znati koji sve sastojci utječu na brzinu prolaza (toka) kroz membranu.
Prosječno vrijeme zadržavanja za frakciju jediničnog volumena na strani
koncentrata u postrojenju za vrijeme prolaza (kroz postrojenje) može se također
prema Madsenu izračunati iz izraza:
⎡ ⎛
τ r = ⎢ln⎜⎜ ln
⎣⎢ ⎝
1
V0
⎛V
⎞
⎟⎟ − ln⎜⎜ s
⎝ V0
⎠
⎞⎤ ψ
⎟⎟⎥ ⋅
⎠⎦⎥ k c
(23)
U tom izrazu ψ je označen kao odnos prihvatljivog volumena postrojenja i površine
na kojoj se vrši filtracija (m3/m2) na početku procesa, tj za τr = 0; taj volumen se
smanji nakon vremena τr na vrijednost V zauzimajući pri tome filtracionu površinu
V/ψ; u istom izrazu sa Vs je označena frakcija početnog volumena na izlazu.
170
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Utjecaj temperature na brzinu prolaza i vrijeme zadržavanja ispitivao je Madsen sa modulom DDS 35 na obranom mlijeku (DDS – De Danske Sukkerfabrikker
– poznati proizvođač modula i membrana za UF i HF iz Danske). Na osnovi dobivenih rezultata postavio je sljedeću ovisnost:
wb = 2.5 ⋅ 10 −7 (t c + 4 ) ln
V
V0
(24)
odnosno za realno očekivani 75% kapacitet membrane u dužoj eksploataciji:
wb = 1.88 ⋅ 10 −7 (t c + 4 ) ln
V
V0
(25)
(sa tc je označena temperatura u stupnjevima Celzijusa, ostale oznake opisane su
već ranije).
4.9.5.5. Dinamička filtracija
Dinamička filtracija predstavlja proces koji se zasniva na konvektivnom strujanju medija kroz poroznu stijenku (membranu).
Ekonomski najvažniji kriteriji za procjenu dinamičkog procesa filtracije su permeabilnost tekućine, zadržavanje otopljene tvari i stabilnost membrana.
Slika 4.72. Granica razdvajanja membrane («oštra» ili «difuzna») u funkciji
molekulske mase
Parametri koji najviše utječu na proces dinamičke filtracije su: specifične karakteristike membrana, svojstva medija koji se filtrira, i hidrodinamski uvjeti na
površini membrane. Ukupno uzevši, smatra se da pri tome presudnu ulogu imaju:
temperatura i viskoznost, stvaranje nanosnog sloja, transmembranski tlak, granična
molekuska masa razdvajanja membrane («cut-off»; slika 4.72.), te brzina i način
171
Lovrić _______________________________________________________________________________________________
nastrujavanja na membranu. Ovaj posljednji parametar je, kao što je ranije rečeno,
karakterističan upravo za dinamičku filtraciju (tzv. ¨cross-flow¨, filtracija s tangencijalnim nastrujavanjem). Variranjem i usklađivanjem navedenih parametara moguće je pri vođenju dinamičke filtracije postići optimalni protok.
4.9.5.6. Promjene na membrani za vrijeme uporabe
Svaka membrana podliježe promjenama tijekom uporabe, a one su ograničene
vijekom trajanja. Promjene koje se događaju na membrani postupno smanjuju protok, čime dolazi i do promjene selektivnosti.
Najznačajnije promjene membrane su: a) hidroliza membranskih tvari;b)
membranska kompresija; i c) membransko onečišćenje.
a) Hidroliza
Smanjenje selektivnosti membrane može biti posljedica hidrolize membranskih tvari, koja može biti uvjetovana kiselim ili lužnatim otopinama.
b) Membranska kompresija
Membranska kompresija se očituje na membranskom sklopu kao opterećenje tlaka. Postoji reverzibilna i ireverzibilna kompresija. Reverzibilna kompresija se javlja u prvim satima rada, dok se ireverzibilna javlja kasnije, duljim
trajanjem procesa. Naime, konstantno zadržavanje maksimalnog tlaka može
imati za posljedicu opadanje protoka.
c) Membransko onečišćenje (¨Membrane –fouling¨)
Onečišćenje membrane (¨Membrane–fouling¨) se ne smije zamijeniti s
tvorbom nanosnog sloja na membrani uslijed koncentracijske polarizacije.
Razlog onečišćenja membrane može biti, na primjer, taloženje tvari masnoće na membranskoj površini, odnosno stvaranje sloja gela visokomolekularnih tvari, visoka koncentracija soli ili oksidacija metala i slično. Ova pojava
ima za posljedicu ireverzibilno smanjenje protoka. Već prema svojstvima sustava, protok može padati bilo u jednoj ili u više faza. Većinom naglo u prvih
nekoliko minuta, a zatim sporije. Razlozi membranskog onečišćenja su mnogobrojni, i oni se, osim što su potvrda slabljenja membranskih sposobnosti, mogu
očitovati i u difuziji pojedinih tvari u samu membranu. Gotovo svi sastojci koji
dolaze na membranu je donekle onečišćuju. Na svojstva i količinu onečišćenja
u velikoj mjeri utječu kemijske značajke membrane i reakcije između membrane i otopljenih tvari medija koji se filtrira. Onečišćenja membrane ne mogu se
u potpunosti izbjeći, i to treba uzeti u obzir pri optimiranju membranskih procesa.
4.9.5.7. Stvaranje nanosnog sloja
Kod visokih vrijednosti faktora koncentracije polarizacije može doći do kristalizacije otopljenih tvari na membrani ili do stvaranja pokrovnog ili gel sloja. Tada
172
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
se ovaj sloj ponaša kao sekundarna membrana koja smanjuje propusnost i selektivnost membrane. Smanjenje stvaranja nanosnog sloja moguće je postići ugradnjom
svojevrsnih zapreka u modul. Te zapreke omogućuju dodatno miješanje koncentrata (retentata).
Ako je već došlo do nastanka nanosnog sloja, prvobitni kapacitet se može opet
postići samo nakon pranja membrane.
4.9.5.8. Utjeca transmembranskog tlaka
Transmembranski tlak (PTM) je sila koja tlači permeat kroz membranu, i
izračunava se na osnovi tlaka na ulazu (PU)i tlaka na izlazu (PI) iz modula:
P − P1
PTM = U
2
Poznato je da kod slojne (pločaste) filtracije povećanje razlike tlakova dovodi
do povećanja protoka. (Kod kontrolirane membranske izmjene tvari, tj. kod filtracije potpuno bistre vode brzina strujanja – protok – je proporcionalna transmembranskom tlaku). Kod ultrafiltracije tekućina koje ne sadrže koloidne čestice povišenjem transmembranskog tlaka povećava se protok. Ako tekućina sadrži koloide,
dolazi do tvorbe nanosnog sloja na membrani i opadanja protoka. Povišenjem
transmembranskog tlaka povećava se protok samo nakratko, dok se zbog bržeg
transporta molekula ne poveća nanosni sloj, nakon čega se opet uspostavlja ranija
vrijednost protoka. To znači da se u takvom sustavu povećanje protoka ne može
postići povišenjem tlaka.
4.9.5.9. Povratno pranje membrana («backflush»)
Povratnim pranjem membrana za vrijeme procesa filtracije moguće je održavanje početne brzine protoka. Ovim načinom pranja odstranjuje se nanosni sloj koji
nastaje u okviru koncentracijske polarizacije i koji dovodi do smanjenja protoka. S
porastom brzine strujanja, a time i pojačanom koncentracijskom polarizacijom raste i učinak povratnog pranja (kako bi se održao visoki protok).
U praksi se uglavnom primjenjuje periodično povratno pranje. Pritom se u određenim razmacima (2-10 minuta), kroz nekoliko sekundi (2-10) zatvori ventil za
koncentrat, a dobiveni se permeat naglo propušta u kanal za koncentrat. Rezultat
takvog postupka je smanjenje ili čak uklanjanje nanosnog sloja na membrani i
uspostavljanje većeg kapaciteta filtracije.
173
Lovrić _______________________________________________________________________________________________
4.9.5.10. Čišćenje membrana
Posljedice onečišćenja membrane i stvaranje nanosnog sloja mogu se otkloniti
samo pranjem membrana, bilo jakom strujom tekućine, ili uz uporabu sredstava za
pranje, što predstavlja problem kod membrana od acetata celuloze. Kod polimernih
membrana i membrana od minerala i keramike taj problem ne postoji, ako se vodi
računa o uputama proizvođača.
Kod procesa čišćenja postoje dvije faze: predpranje, gdje se strujanjem uklanja
najveći dio nanosnog sloja, i uporaba kemijskih sredstava kojima se razgrađuje
preostali dio nanosnog sloja. Pokusima je utvrđeno da je u fazi predpranja prednost
u velikoj brzini strujanja, pri čemu je moguća primjena manjeg transmembranskog
tlaka.
4.9.5.11. Uređaji i primjena
Uređaji za HF i UF sastoje se iz tzv. modula, koji predstavljaju sklop membrana priređen za jednostavno i brzo ugrađivanje u aparaturu. Ti uređaji mogu biti izvedeni kao diskontinuirani ili kontinuirani sustavi. Na slici 4.73. prikazana je shema standardnog diskontinuiranog, a na slici 4.74. kontinuiranog uređaja (modula)
za HF, odnosno UF. Kako prolaz permeata u velikoj mjeri ovisi o koncentraciji tekućine, potrebno je da se kontinuirano postrojenje sastoji iz više stupnjeva da bi se
ostvario isti prosječni kapacitet kao kod odgovarajućeg diskontinuiranog (postrojenja). Međutim, kontinuirani sustavi imaju znatnih prednosti pred diskontinuiranim,
kako u pogledu vremena zadržavanja tekućine u postrojenju (znatno kraće vrijeme), kapaciteta (obzirom na mogućnost rada kod viših temperatura) i mogućnosti
automatske kontrole procesa, tako i u pogledu investicije u visokotlačne pumpe i
utroška električne energije. Razlika između postrojenja za HF i UF, kao što je već
ranije rečeno, je u karakteristikama membrana i potrebnom tlaku. Kod UF modula
primjenjuje se tlak do 10 bara (1 · 106 Pa), a kod HF modula do 40 bara (4 · 106
Pa), odnosno kod visokotlačnih HF modula i do 150 bara (15 · 106 Pa). Danas se
UF i HF moduli proizvode u različitim verzijama s obzirom na kapacitet i konstrukciju membranskih elemenata. Ovisno o namjeni, kapaciteti se kreću od onih
laboratorijske i poluindustrijske razine do manjih ili većih industrijskih postrojenja.
To znači od 9.5 m2 do nekoliko stotina m2 filtracione površine, odnosno od 20 do
40 000 litara permeata na sat.
Sve veća potreba za velikim kapacitetima kod male specifične brzine filtracije
kroz membranu potakla je razvoj kompaktnih uređaja za membransku filtraciju s
aktivnim površinama do 30.000 m2/m3 modula!
174
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Slika 4.73. Shema sanitarnog diskontinuiranog postrojenja za UF obranog mlijeka
Slika 4.74. Shema kontinuiranog postrojenja za HF i UF
175
Lovrić _______________________________________________________________________________________________
Osnovni kriteriji pri odabiru membranskog modula jesu:
• fizikalna svojstva dobavne struje i retentata, posebno viskoznosti;
• veličina čestica u dobavnoj struji;
• sklonost onečišćenju membrane (¨fouling¨);
• sanitarni zahtjevi i mogućnost čišćenja uređaja.
Sa stajališta konstrukcije razlikujemo nekoliko osnovnih tipova modula:
• moduli s pločama i okvirima (moduli s planarnim membranama);
• cijevni moduli;
• moduli sa šupljim vlaknima (moduli s kapilarnim membranama);
• spiralno izvedeni sendvič – moduli;
• rotirajući moduli.
Kod modula prvog tipa, koji ima najdužu tradiciju, suvremene konstrukcije usmjerene su na primjenu što užih kanala, uglavnom sa laminarnim tokom. Na slikama 4.75. - 4.77. prikazani su osnovna konstrukcija i elementi jednog takvog modula (DDS 35).
Između ostalih modula potrebno je istaknuti modul sa šupljim vlaknima (kapilarnim membranama), koji nailazi na sve veću primjenu, budući da je kod njega
moguće smjestiti veliku kontaktnu površinu u relativno malom volumenu.
Cijevni sustav razvijen je u SAD (University of California). Promjer cijevi u
tom sustavu je relativno velik (10-50 mm).
Slika 4.75. Poprečni presjek modula DDS 35; a – podložna ploča, b – «vratni»
prstenovi, c – zaustavni disk
176
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Slika 4.76. Podložna ploča i elementi za ulaganje membrane modula DDS 35
Slika 4.77. Prikaz konstrukcije DDS – sustava; 1. Ulaz, 2. Pumpa, 3. Manometar,
4. Tlačni ventil, 5. Izlaz koncentrata, 6. Izlaz permeata, 7. Odjeljivač membrana,
8. Membrana, 9. Podložna ploča membrane, 10. Središnji zasun
177
Lovrić _______________________________________________________________________________________________
Prosječno vrijeme tretiranja u tom uređaju je znatno duže nego npr. kod DDS
modula (što je naročito važno u bakteriološkom pogledu kod nekih proizvoda).
Kod «sendvič» modula upotrijebljene su savitljive membrane koje su u vidu
sendviča s pločama – nosačima i drugim potrebnim konstrukcijskim elementima
spiralno uložene u jednoj cijevi.
Specifičnost rotirajućih modula je snažno vrtloženje uzrokovano okretanjem
filtracijskog cilindra, što ima za posljedicu jaku turbulenciju na površini membrane, i time znatno smanjenje polarizacije koncentracije. Pri uporabi tog tipa modula
moguće je neovisno kontrolirati turbulenciju, brzinu tangencijalnog nastrujavanja i
transmembranski tlak.
Primjena membranskih procesa za koncentriranje različitih proizvoda u prehrambenoj industriji postaje iz dana u dan sve veća. Ona je osobito izražena u industriji proizvoda na bazi mlijeka, npr. za koncentriranje i odvajanje pojedinih
frakcija sirutke i obranog mlijeka; u proizvodnji mekih sireva, jogurta i sladoleda;
za predkoncentriranje obranog mlijeka prije sušenja raspršivanjem i sl. Daljnje mogućnosti primjene HF i UF su na području koncentriranja termoosjetljivih proizvoda: voćnih sokova i napitaka, te u industriji šećera, proizvodnji enzima, proteinskih
preparata i drugdje (alkoholna pića, pročišćavanje vode itd.).
4.9.6. Perevaporacija
Perevaporacija je separacijski proces u kojem je kombiniran selektivni prolaz
tvari kroz membranu s isparavanjem permeata, odnosno, proces odjeljivanja neke
kapljevite smjese parcijalnim isparavanjem kroz (neporoznu) semipropusnu membranu. Posljedica takvog procesa su permeat u vidu pare i kapljeviti (tekući) retentat. Pokretačka sila prijelaza mase iz otopine (smjese) na ulazu u permeat proizlazi
iz razlike (gradijenta) kemijskog potencijala, koji se uspostavlja primjenom razlike
parcijalnog tlaka permeata kroz presjek membrane. Ta razlika u parcijalnom tlaku
može se postići na dva osnovna načina, u oba slučaja smanjenjem ukupnog tlaka na
strani permeata membrane, bilo s pomoću kondenzatora i vakuum pumpe, bilo
uvođenjem nekog inertnog plina na toj istoj strani membrane (slika 4.78.). U primjeni ovog procesa mnogo se češće koristi vakuumska perevaporacija. I u jednom i
u drugom postupku se pare permeata ukapljuju s pomoću kondenzatora.
U principu, prijelaz mase permeata tijekom procesa perevaporacije odvija se u
tri koraka (stadija):
• selektivnom absorpcijom u membrani na strani dobave (napajanja)
• selektivnomdifuzijom kroz membranu;
• desorpcijom para permeata na drugoj (izlaznoj) strani membrane.
178
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Slika 4.78. Shematski prikaz uređaja za perevaporaciju: a) s kondenzatorom i vakuum
pumpom, b) potiskivanjem para inertnim plinom
Međutim, u slučaju konkretnog procesa treba imati u vidu vanjske otpore prijelazu mase, kao što su:
• ograničenja na graničnom sloju dobave (na pr. pojava koncentracijske polarizacije);
• ograničenja u poroznoj podlozi zbog kompozitne strukture membrana koje
se koriste pri perevaporaciji;
• ograničenja u parama permeata.
Perevaporacija, za sada još uvijek kao alternativni proces, postaje sve zanimljiviji u prehrambenoj tehnologiji, naročito za rekuperaciju («hvatanje») i koncentriranje tvari arome, za izdvajanje etanola iz alkoholnih pića (u sprezi s destilacijom)
ili vode iz azeotropskih smjesa.
4.10. Konzerviranje sušenjem (dehidratacijom)
4.10.1. Uvod (Teorijske osnove)
Sušenje, na prvom mjestu cerealija, ali i voća, ribe i mesa, jedna je od najstarijih i vjerojatno najraširenijih metoda konzerviranja. Konzerviranje sušenjem jest
prirodno sušenje uklanjanjem vode sunčevim zračenjem i prirodnim strujanjem
zraka i «umjetno sušenje» pod kontroliranim (mikroklimatskim) uvjetima (ponekad
zvano dehidratacijom). Prirodno je sušenje ograničeno na neka klimatska područja
i neku hranu. Mogućnosti su primjene umjetnog sušenja mnogo šire.
Konzerviranje sušenjem zasniva se na kseroanabiozi (prema grčkom kseros =
suh, anabiozi uzrokovanoj sušenjem), odnosno osmoanabiozi, koje djeluju kao dehidratacija do nekog udjela vode u hrani još dovoljnog za aktivnost mikroorganizama. Obično je to, već prema vrsti hrane, 10 do 20%, ponekad više, ali je redovito
manje od udjela vode u koncentriranoj hrani. Zbog toga je osušena hrana uvijek
čvrsta, pa i onda kad je dobivena od tekuće (npr. od mlijeka, jaja, sokova, kaša).
179
Lovrić _______________________________________________________________________________________________
Često se hrana (npr. u proizvodnji pulveriziranih ili instant proizvoda) suši ne
samo da se spriječi njeno kvarenje djelovanjem mikroorganizama, već i kvarenja
drugim, osobito kemijskim promjenama. Osim toga, dehidratacijom se postižu i
drugi važni efekti, npr. smanjenje mase, često i volumena hrane.
Sušenjem se iz hrane uklanja i hidratna i konstitucijska voda, pa nastaju velike
promjene. Neke su važne promjene ireverzibilne. Očituju se npr. smanjenjem moći
rehidratacije, posmeđivanjem koje ne nastaje djelovanjem enzima, gubitkom nekih
važnih sastojaka. Rješavanje problema sušenja danas je najviše usmjereno prema
svladavanju tih nedostataka. Glavni je cilj tog nastojanja dobivanje proizvoda porozne (otvorene) strukture, dobre moći rehidratacije sa što manje promijenjenim
organoleptičkim svojstvima s obzirom na svojstva sirovine.
Fundamentalni aspekt procesa sušenja (dehidratacije) vezan je uz utjecaj količine i stanja vode u hrani na biološke, kemijske i fizikalne procese koji uvjetuju (ograničavaju) njezinu trajnost.
Uklanjanje vode iz hrane je bit procesa dehidratacije u kojemu su povezani
(kontinuirani) prijenos mase i topline. Proces dehidratacije zrakom kod konstantnih
uvjeta okoline može se podijeliti na period «konstantne brzine» i jedan ili više perioda «padajuće brzine» (sušenja). Zato materijale koji se podvrgavaju sušenju moguće je svrstati u dvije kategorije: nehigroskopične i higroskopične. Za nehigroskopične materijale karakteristično je da je parcijalni tlak vode u njima jednak
tlaku pare (čiste) vode. U higroskopičnim materijalima, međutim, parcijalni tlak
vode postaje manji od tlaka para vode kod istog kritičnog sadržaja (razina) vlage
(mh). Prema tome, za nehigroskopične namirnice je:
p = p 0 za 0 < m ≤ m1
gdje je m1 = početni sadržaj vlage, a za higroskopične namirnice:
p = P 0 za mh < m ≤ m1
0 < p < P 0 za 0 < m ≤ m h
Pretpostavlja se da je u periodu «konstantne brzine» sušenja količina vlage na
površini materijala takva da je p = P0 kod temperature mokrog termometra (Tw). To
važi sve dok je sadržaj vlage na površini veći od nule za nehigroskopične, a veći od
mh za higroskopične materijale.
Pod tim uvjetima otpor prijenosu topline i mase je ograničen isključivo na struju zraka, a pošto su u idealnom sistemu (kakvog smo pretpostavili u ovom razmatranju) ti uvjeti konstantni, taj se otpor vremenom ne mijenja. Prema tome, pokre-
180
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
tačka sila prijenosa mase (p – pa) i prijenosa topline (Ta – Tw) ostaje konstantna iz
čega proizlazi da je za period konstantne brzine:
−
dW
= A ⋅ h ⋅ (Ta − Tw ) ⋅ (ΔH v )−1
dt
(1)
gdje je w = masa materijala (kg), h = koeficijent prijenosa topline (W m–2K–1), Ta =
temperatura zraka (K), Tw = temperatura zraka pri mokrom termometru (K), ΔHv =
latentna toplina isparavanja vode (kJ/kg), t = vrijeme (h) i A = površina (m2),
odnosno:
−
(
dW
= A ⋅ k g ⋅ P 0 − Pa
dt
)
(2)
gdje je kg = koeficijent prijenosa mase (W Pa–1m–2) i Pa = parcijalni tlak vodene
pare u zraku (Pa).
Period konstantne brzine traje dotle dok je dotok vode na površinu takav da se
održava konstantna temperatura na toj površini, a tlak vodene pare je jednak P0 kod
temperature mokrog termometra.
Period konstantne brzine se završava u trenutku kada više nisu ispunjeni ti
uvjeti. U tako idealiziranom sistemu moguće je proces dehidratacije (sušenja)
hidroskopičnih namirnica podijeliti u tri perioda, a nehigroskopičnih u dva perioda
kao što je prikazano na slici 4.79.
nehigroskopični materijal
a = 1 za m > 0
higroskopični materijal
a = 1 za m > mh
a < 1 za m < mh
Slika 4.79. Shematski prikaz perioda sušenja nehigroskopičnih i higroskopičnih
materijala sušenih u struji zraka konstantne temperature i vlažnosti
181
Lovrić _______________________________________________________________________________________________
Prvi period je period konstantne brzine s konstantnom brzinom sušenja (G1) i
za vrijeme tog perioda uklonjena voda s površine se neprestano nadograđuje kapilarnim tokom kao što se vidi iz izraza:
G1 −
(
)
dW
dm
= A ⋅ k g ⋅ P 0 − Pa = − D L ⋅ ρ s ⋅ A ⋅
dt
dx
(3)
gdje je DL = koeficijent difuzije tekućine u materijalu (m2/h), ρS = nasipna, volumna gustoća (krutih) sastojaka (kg/m3), m = sadržaj vlage (kg vode/kg suhe tvari)
i x = udaljenost (m).
Kao što je rečeno, kraj perioda konstantne brzine nastaje kad dotok vode više
ne omogućava zasićenje površine. Prosječni sadržaj vode (kritična vlažnost) na
kraju perioda konstantne brzine dan je izrazom:
mc =
(
)
0
1 A ⋅ k g P − Pa ⋅ L
⋅
3
DL ⋅ ρ s
(4)
gdje je L = debljina materijala (m) i mc = kritični sadržaj vlage (kg/kg).
U prvom periodu padajuće brzine pretpostavlja se da se prijenos s razine u
materijalu kod koje prevladavaju uvjeti zasićenja (p = P0) prema površini odvija
kao prijenos plinske faze, a s površine u okolni zrak imamo prijenos kroz film plina. U ovom slučaju brzina sušenja je dana izrazom:
−
(
dW
A
=
P 0 − Pa
z + 1
dt
b k
)
(5)
gdje je b = propusnost (permeabilnost) materijala hrane toku pare (kg m/m2/Pa/h) i
z = udaljenost zone zasićenja u materijalu do njegove površine (m).
Drugi period završava kada u središtu materijala nema više dovoljno vode da se
održava parcijalni tlak P0. U nehigroskopičnim namirnicama to se poklapa sa završetkom sušenja; u higroskopičnim namirnicama ta točka odgovara kada je u središtu materijala sadržaj vlage jednak mh. Prema tome, u slučaju nehigroskopične hrane
(namirnice) sušenje je završeno na kraju drugog perioda (prvi period padajuće brzine), dok u slučaju higroskopične hrane nastupa treći period tokom kojeg je parcijalni tlak vode u hrani u svim dijelovima ispod tlaka zasićenja P0. U takvom slučaju
sušenje se odvija desorpcijom (u svim dijelovima materijala) i uobičajena idealizirana pretpostavka je da je na početku trećeg perioda sadržaj vlage jednak (izjednačen) u svim dijelovima materijala. Naravno, ta pretpostavka nije u potpunosti
182
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
točna, ali omogućava razrješenje diferencijalne jednadžbe kojom se definira proces
desorpcije u trećem periodu
dm b ⋅ d 2 p 2
=
dt
ρ s ⋅ dx 2
(6)
Uz pretpostavku da je odnos između p i m linearan, proizlazi
dm b ⋅ β ⋅ d 2 m d 2 m
=
=
dt
ρ s ⋅ dx 3
dx 2
(7)
gdje je β = linearna izotermna konstanta koja se odnosi na p u funkciji m i
D = efektivni koeficijent difuzije vodene pare u hrani za vrijeme trećeg perioda.
D, međutim, ovisi o različitim procesnim varijablama što otežava jednu egzaktniju interpretaciju odgovarajućih fenomena. Uobičajena je, međutim, pretpostavka
da je koeficijent difuzije D konstantan tokom cijelog perioda padajuće brzine,
odnosno bar u većem dijelu tog perioda, tako da se proces sušenja može prikazati s
jednim ili više pravaca kada se nanose vrijednosti za 1n(m – mc) u odnosu na
vrijeme (mc = ravnotežni sadržaj vlage), tako da se može postaviti izraz za taj
period:
⎛ Π2 ⋅D ⎞
m − mc
8
=
⋅t⎟
exp⎜ −
⎜ 4 ⋅ L2
⎟
m ′ − mc Π 2
⎝
⎠
(8)
gdje je m = prosječni sadržaj vlage i m` = sadržaj vlage na početku odgovarajućeg
perioda sušenja.
Problem u primjeni navedenog izraza leži u primjeni odgovarajućih koeficijenata difuzije za hranu. Tipične vrijednosti za D koje se nalaze u literaturi variraju
između 3.6 · 10–7 m2/h i 3.6 · 10–4 m2/h.
Sadržaj (udio) vlage nekog materijala (hrane npr.) može se izraziti na ukupnu
masu, tj. kao kg vode u kg materijala (vlažnog) ili na suhu tvar, tj. kg vode po kg
suhe tvari, što se češće upotrebljava u proračunima vezanim uz proces dehidratacije.
Ravnotežni sadržaj vlage
U dodiru sa zrakom neke konstantne temperature i vlažnosti uspostavlja se u
(vlažnom) organskom materijalu (npr. u hrani) određeni sadržaj (količina) vlage,
koji nazivamo ravnotežni sadržaj vlage, kod danih uvjeta.
183
Lovrić _______________________________________________________________________________________________
Izoterme sorpcije i oblici vezanja vode u hrani
Na osnovi ravnotežnog sadržaja vlage nekog materijala u različitim uvjetima
vlažnosti i temperature atmosfere moguće je konstruirati tzv. izoterme sorpcije.
Izoterma sorpcije je krivulja koja prikazuje ovisnost ravnotežne koncentracije sorbata i aktiviteta sorbata kod neke stalne temperature. Uobičajeno je da se koncentracija sorbata izražava na jedinicu težine suhog sorbata (npr. g sorbata/g sorbenta),
a aktivitet (bezdimenzionalna veličina) je jednak omjeru stvarnog tlaka para sorbata i tlaka zasićenja para sorbata kod temperature izoterme. Tako je aktivitet na vodenu paru 100 puta manji od uobičajene veličine «relativna vlažnost» (%). Može
ga se jednostavno definirati izrazom:
aw =
P % ERH
=
P0
100
(9)
gdje je aw = aktivitet vode, p = tlak para vode u namirnici, p0 = tlak para čiste vode
i %ERH = relativna vlažnost kod koje namirnica niti prima niti otpušta (gubi) vodu
u atmosferi.
Izraz «sorpcija» se upotrebljava u slučajevima gdje se ne želi ili nije potrebno
razlikovati adsorpciju (postizavanje ravnoteže izlaganjem atmosferi višeg aktiviteta
od onog trenutačnog) od desorpcije (suprotan slučaj). Oblik krivulje održava način
na koji je voda vezana.
Izoterma sorpcije vode ima praktičnu i teoretsku primjenu na namirnice.
Tipične izoterme sorpcije hrane imaju sigmoidan oblik (vidi sliku 4.80.) i mogu
se aproksimirati različitim matematičkim izrazima (modelima).
Slika 4.80. Tipične izoterme sorpcije hrane
184
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Obično se smatra da se cjelokupna prisutna voda u hrani može podijeliti na
«slobodnu» i «vezanu». Prema Kuprianoffu, u ovisnosti o kemijskom sastavu i fizikalnoj strukturi hrane voda može biti u sljedećim oblicima:
• kao čista komponenta «površinska» voda, koja nije dio produkta i dolazi
izvana (kondenzacijom, pranjem itd.). Takva voda se smatra slobodnom
samo tako dugo dok se ne pomiješa s namirnicom ili ne reagira s njenim
površinskim komponentama;
• kemijski vezana nekim solima, primarnom valencijom ili kao hidrat
(CaCl2·6H2O);
• voda adsorbirana koloidalnim tvarima, u stanju gela. Takva voda se naziva
«hidratna voda»;
• voda adsorbirana kao vrlo tanki, jedno- ili više-molekularni sloj na unutarnjoj ili vanjskoj površini proizvoda molekularnim silama, ili adsorbirana u
fine pore kapilarnom kondenzacijom;
• voda prisutna kao kontinuirana faza u kojoj druge tvari mogu biti suspendirane ili dispergirane, molekularno, koloidno ili kao emulzija.
«Slobodna voda» se može odrediti u proizvodu primjenom različitih metoda
(kemijske, električne metode, sniženjem ledišta i drugo), dok se «vezana voda» ne
može odrediti nekom od navedenih metoda. Danas se upotrebljava nekoliko metoda kojima je moguće odrediti stupanj «vezanosti» vode u hrani kao što su: određivanje nezamrzljive vode metodom NMR (nuklearna magnetska rezonancija), određivanje dielektričnih svojstava ili sorpcionih svojstava hrane i sl. Za određivanje
nezamrzljive vode pokazala se vrlo uspješnom DTA (diferencijalna termička analiza).
Metode bazirane na sorpcionim svojstvima polaze od pretpostavke da je dio
ukupne vode u hrani čvrsto vezan na specifičnim mjestima, kao što su različita
polarna mjesta npr. hidroksilne grupe ugljikohidrata, karbonilne i amino grupe proteina, ili druga na koja je voda «vezana» vodikovim vezom, dipol-ionskim vezom
ili drugim oblicima «čvrstog» vezanja (interakcije). Vrlo prikladan način izražavanja stupnja adsorpcije dijela ukupne vode na specifičnim mjestima je primjena tzv.
B. E. T. izotermi (nazvanih tako po autorima Brunaueru, Emmetu i Telleru), kojima se određuje «vrijednost monosloja», a dana je matematičkim izrazom:
a
C −1
1
=
+
⋅a
m(1 − a ) m1 ⋅ C m1 ⋅ C
(10)
gdje je a = pripadni aktivitet vode, m = ravnotežni sadržaj vode (kg vode/kg suhe
tvari), m1 = vrijednost monosloja i C = konstanta.
Ako se stavi na dijagramu u odnos a / (1 – a)m1 naprama a, dobije se pravac i iz
nagiba i presjecišta tog pravca može se izračunati vrijednost monosloja.
Utvrđeno je da se B.E.T. izoterma ograničava uglavnom na vrijednost od 0.1
do 0.5 što ipak daje dovoljno informacija tako da se može izračunati vrijednost mo185
Lovrić _______________________________________________________________________________________________
nosloja i toplina adsorpcije, a ti su podaci od posebne važnosti za pravilnu provedbu pakiranja i skladištenja hrane.
Metoda omogućava i izračunavanje slobodne površine uz pretpostavku da je
površina molekule vode 10.6 · 10–10m.
Izraz za izračunavanje slobodne površine glasi:
S0 = m ⋅
1
M H 2O
⋅ N 0 ⋅ AH 2O
S 0 = 3.5 ⋅ 10 3 ⋅ m1
(11)
(12)
gdje je m1 = monomolekularni sloj izražen u kg adsorbirane vode/kg suhe tvari,
M(H2O) = molekularna masa vode (18 kg/mol), N0 = Avogadrov broj (6 · 1023
molekula/mol) i A(H2O) = površina molekule vode (10.6 · 10–10m2).
Utvrđeno je da se vrijednosti za slobodnu površinu adsorpcije kod krutih namirnica izloženih vodenoj pari kreću uglavnom između 100 000 i 200 000 m2/kg.
Na osnovi izotermi sorpcije snimljenih kod različitih temperatura, te nanošenjem vrijednosti za parcijalni tlak pare u hrani kod danih sadržaja vode u funkciji
recipročnih vrijednosti apsolutne temperature moguće je procijeniti ukupnu toplinu adsorpcije vode u hrani. Ta je toplina (ΔH) potrebna za uklanjanje jednog
mola vode iz hrane određenog (danog) sadržaja vode. Ta ukupna toplina adsorpcije
uključuje latentnu toplinu isparavanja, ali kod niskih sadržaja vode (odnosno niskih
aktiviteta) još i dodatnu toplinu (uvjetovanu adsorpcijom) (vidi sliku 4.81.).
Slika 4.81. Ovisnost ukupne topline sorpcije (toplina isparavanja + toplina adsorpcije)
o aktivitetu vode (M. Karel, 1974.)
186
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Kod različitih vrsta hrane ukupna toplina sorpcije varira od 46.0 kJ/molu do 83
kJ/molu. U tablici 4.18. su dane vrijednosti B.E.T. monosloja i maksimum toplina
sorpcije (ΔΗ) za neke vrste hrane, odnosno komponente hrane.
Tablica 4.18. Vrijednosti B.E.T. monosloja i topline sorpcije nekih proizvoda
Vrsta hrane odnosno sastojak
Laktoza (amorfna)
Dekstran
Škrob
Ribonukleaza
Albumin jajeta
Obrano mlijeko u prahu
Krumpirove pahuljice
Ljušteni kukuruz
m1
(kg/kg suhe tvari)
0.06
0.09
0.11
0.06
0.06
0.05
0.06
0.05
ΔH
(kJ/mol)
48.5
50.2
58.6
66.9
71.1
66.9
52.3
Histereza
Kao što se vidi iz slike 4.82., izoterme dobivene desorpcijom i resorpcijom
(adsorpcijom) se ne poklapaju. To pomanjkanje podudarnosti se naziva histereza.
Činjenica da za isti udjel vode postoje dvije različite vrijednosti aktiviteta (aw)
upućuje na zaključak da barem jedna od tih izotermi ne opisuje ravnotežno stanje
sustava, što je potaknulo pojedine autore na druge pristupe u razmatranju uloge
vode u hrani, kao na primjer tzv. kinetički pristup umjesto (pretežno usvojenog)
termodinamičkog, na kojem se temelji primjena pojma aw.
Slika 4.82. Prikaz pojave histereze pri sorpciji vode u namirnicama
187
Lovrić _______________________________________________________________________________________________
4.10.2. Stabilnost (dehidratirane) hrane u funkciji ravnotežne vlažnosti
Između različitih izraza kojima su pojedini autori pokušali opisati adsorpciju
najčešće se upotrebljava već spomenuta B.E.T. izoterma koja se pokazala najpogodnijom za određivanje vrijednosti monosloja i topline sorpcije. Bez obzira na
njenu relativnu točnost, ona je vrlo korisna za definiranje uvjeta pakiranja i skladištenja namirnica.
Treba imati u vidu da kod vrijednosti monosloja i ispod tih vrijednosti voda nije raspoloživa za reakcije. Ona je čvrsto vezana na polarne grupe sa znatnim vremenom zadržavanja ovisno o energiji interakcije površine.
Ovu vodu nije potrebno odstranjivati iz namirnice; dovoljno je ukloniti vodu do
vrijednosti monosloja osim u slučaju kada su dvije dehidrirane namirnice stavljene
(izmiješane) u istu ambalažu, stvarajući na taj način mogućnost izmjene vlage. Ta
voda može utjecati na reaktivnost molekule koja ulazi u reakciju u nevodenoj fazi;
to je baza za postizanje oksidacije lipida kao što je to opisao Labuza (1971.). Prema
njemu tragovi metalnih katalizatora u hidratiranom stanju manje su aktivni od
katalizatora oksidacije lipida.
U području iznad vrijednosti monosloja solvati će se početi otapati premda se
nalaze u području aktiviteta ispod aw zasićene otopine. Tako su npr. Duckworth i
Smith (1963.) našli da postoji mobilnost glukoze kod vrijednosti aw = 0,35, iako
zasićena otopina glukoze ima aw = 0.915. U području s aw ispod 0,915 moralo bi
doći do kristalizacije glukoze. Međutim, moguće je da postoji mikrookolina koja
omogućava da čak ispod vrijendosti aw za kristalizaciju voda može djelovati kao
otapalo i mobilizirati molekule neke tvari.
Iako je više istraživača mjerilo izotermu sorpcije pojedinih namirnica interpretirajući ih B.E.T. izotermom, prvi je Salwin (1959.) pokušao utvrditi vezu između
pojedinih područja izoterme, vrijednosti monosloja i optimalne količine vode, te
aktiviteta za što adekvatnije skladištenje. On je među ostalim zaključio da je optimalna stabilnost otprilike baš oko vrijednosti monosloja. Kasnije su pojedini istraživači doveli u pitanje Salwinovu postavku (iako ostaje činjenica da radovi Salwina
i Viole Slawson, 1959. predstavljaju značajan doprinos ovom znanstvenom području), da bi konačno Caurie (1970. i 1971.) predložio novi model jednadžbe za grafičko prikazivanje izotermi sorpcije vode u namirnicama i za utvrđivanje optimalne
količine vode za sigurno skladištenje (računskim i grafičkim putem).
Jednadžba izoterme transformirane prema Caurie-u:
ln C = ln C 0 − k ⋅ a w
(13)
gdje je C = koncentracija suhe tvari, 1n C0 = odrezak na osi ordinata i k = koeficijent smjera pravca.
188
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Vrijednosti vlage za sigurnost skladištenja nalaze se iz izraza:
c=
1
(% vlage)
0.045 ⋅ ln C 0
(14)
Postupak izračunavanja je isti kao i nalaženje najbolje jednadžbe B.E.T. izoterme; tj. za svaku vrijednost aw izračuna se veličina 1n C, a zatim računom najmanjih kvadrata jednadžba najboljeg pravca kroz niz poznatih točaka (odredi se koeficijent smjera k i odrezak na ordinati 1n C0).
Ovisnost pojedinih degradativnih procesa (promjena) hrane o aktivitetu vode je
različita, kao što se vidi iz dijagrama (slika 4.83.).
Slika 4.83. Ovisnost intenziteta pojedinih degradativnih procesa u hrani o aktivitetu
vode
Povećanje brzine oksidacije lipida pri sadržaju vlage ispod vrijednosti monosloja objašnjeno je gubitkom hidratacijskih slojeva iona, čime je povećana njihova
katalitička aktivnost. S druge pak strane, brzine reakcija zavisnih o prisustvu vode
su zanemarive ispod vrijednosti monosloja, ali se povećavaju iznad tih vrijednosti,
tj s povećanim udjelom vode.
Drugi opis zavisnosti brzine reakcija u prehrambenim proizvodima o aktivitetu
vode dan je prikazom triju karakterističnih područja izotermi (slika 4.80.). Uprvom
području (I), onom ispod vrijednosti monosloja, smatra se da je voda «čvrsto vezana», Između aktiviteta (aw) 0.2 – 0.3 i aktiviteta (aw) 0.7 – 0.8 pretpostavlja se
«labavije vezana», odnosno djelomično pokretna voda (područje II), dok se pri većim aktivitetima, odnosno većem sadržaju vode, takva voda naziva «lobodnom»
(područje III).
U novije se vrijeme te pojave povezuju s dinamikom staklastog prijelaza i mogućim objašnjenjima kombiniranjem izotermi sorpcije i dijagrama stanja (o čemu
je bilo riječi u poglavlju 2.14.).
189
Lovrić _______________________________________________________________________________________________
4.10.3. Promjene tijekom dehidratacije
Proces dehidratacije (sušenja) hrane je u pravilu usko povezan s većim ili manjim ireverzibilnim promjenama njezinih izvornih svojstava, što je posljedica
uklanjanja vode do tražene razine, a ponajčešće utjecaja temperaturnog faktora. Te
promjene (u hrani) tokom sušenja nastaju prvenstveno u periodu padajuće brzine (u
pravilu: što proces dalje odmiče degradativne promjene su veće); ali i u periodu
konstantne brzine. Međutim, i u tom pogledu postoje razlike između pojedinih vrsta hrane, njezinog sastava, fizičkih odnosno strukturalnih svojstava (nije svejedno
da li se radi o tkivima s celularnom strukturom, dezintegriranim tkivima, otopinama ili suspenzijama, manje ili više higroskopičnim materijalima itd.).
Tijekom procesa dehidratacije zajedno s vodom migriraju (mijenjaju položaj) i
različiti u njoj otopljeni sastojci hrane. U živom tkivu samo voda i male molekule u
otopini difundiraju kroz stanične stijenke, koje imaju karakteristike visoko selektivnih permeabilnih membrana. Zagrijavanjem ili nekom drugom vrstom nekroze
tkiva mijenjaju se svojstva tih stijenki tako da postaju propusnije ne samo za vodu,
već propusne i za veće molekule koje su u njoj otopljene. Sve to dovodi do postupnog koncentriranja otopljenih tvari u perifernim dijelovima (iako ima slučajeva
migracije otopljenih tvari i prema unutrašnjosti) hrane, što ima za posljedicu intenziviranje različitih degradativnih reakcija (npr. reakcija neenzimskog posmeđivanja) na tim mjestima, orožnjavanje (otvrdnjavanje) i kvrčenje površinskog sloja.
Celularna vegetabilna i animalna tkiva u svježem stanju nalaze se pod određenim osmotskim tlakom (turgor) iz čega rezultira odgovarajuća čvrstoća i «jedrina».
To svojstvo i druga teksturalna svojstva u pravilu se gube ili mijenjaju tijekom procesa dehidratacije i javljaju se različite plastične deformacije (iznimka kod efikasne
lipofilizacije).
Na orožnjavanje, «zatvaranje», kvrčenjem površine, nasipnu volumnu gustoću,
otvorenost strukture, rehidratacijska svojstva itd. u velikoj mjeri utječe režim sušenja (npr. temperatura, vlažnost i brzina strujanja zraka u pojedinim fazama sušenja), ali i karakteristike materijala (hrane), te specifičnosti primijenjenog postupka.
4.10.4. Sposobnost rehidratacije
Kao ponajvažniji kriterij za ocjenjivanje uspješnosti procesa dehidratacije hrane obično se uzimaju otvorenost strukture odnosno sposobnost (stupanj) rehidratacije ili rekonstitucije (kod nekih tipova dehidratiranih proizvoda tzv. instant svojstva). Tok i doseg rehidratacije mjere se praćenjem porasta težine kuhanjem (dehidratirane hrane) kroz određeno vrijeme, a izražavaju se kao rehidratacioni omjer,
koeficijent rehidratacije (rekonstitucije) i postotak vode u rehidratiranom materijalu.
190
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Rehidratacioni omjer =
Mr
Md
(15)
(Mr = masa ocijeđenog rehidratiranog uzorka; Md = masa osušenog materijala)
Koeficijent rehidratacije
M r Wr + 1
=
M 0 W0 + 1
(16)
gdje je Mr = masa ocijeđenog rehidratiranog uzorka, M0 = masa prije sušenja, Wr =
sadržaj vlage rehidratiranog uzorka i W0 = sadržaj vlage u svježem materijalu –
hrani).
Tvrdoća vode igra značajnu ulogu u brzini i stupnju rekonstitucije. Teško
disperzibilni proizvodi, kao što su obrano i neobrano, odnosno čokoladno mlijeko u
prahu i slično, može se prevesti u lakše disperzibilniji oblik dodatnim postupkom
aglomeriranja malih čestica (u nakupine) ili prevođenjem manje topljive modifikacije laktoze (odnosno dekstroza hidrata) u topljivu anhidro-β-laktozu. U tom
postupku (osušeno) mlijeko u prahu se zagrijava u kontroliranim uvjetima
vodenom parom čime se vlaženjem površine čestica uzrokuje njihovo
aglomeriranje. Odgovarajući proizvod se zatim dosuši u struji zagrijanog zraka.
(To je tzv. «instantiziranje» o čemu će biti govora još u sklopu postupka
dehidratacije tekuće i polutekuće hrane).
Na rekonstituciju poluverizirane hrane nemaju utjecaj samo veličina i oblik
čestica, već i fizičke i kemijske promjene koje su se dogodile tokom procesa sušenja odnosno skladištenja. To se prije svega odnosi na denaturaciju proteina i ireverzibilne promjene drugih sastojaka koje je teško izbjeći. Poseban problem predstavlja škrob koji se postupno modificira djelovanjem topline (osobito izraženo kod
dehidratacije nekih proizvoda od krumpira – npr. pirea).
4.10.5. Gubitak i zadržavanje arome prilikom sušenja
Sušenje prehrambenih proizvoda uključuje tri osnovna područja problema:
• Izračunavanje brzine sušenja na osnovi poznavanja pojava prijenosa (tvari
i energije), te termofizičkih i termodinamskih ravnotežnih svojstava.
• Predviđanje promjena tijekom dehidratacije (djelovanje na mikroorganizme i njihovu fiziologiju, enzimske, kemijske i fizikalno-kemijske, te fizikalne promjene, kao što su gubitak odnosno zadržavanje arome, kao i promjene mikrostrukture). Sve ove promjene ovise o temperaturi, aktivitetu
vode i trajanju procesa, iz čega proizlazi da je predviđanje profila temperature i vlažnosti važno sredstvo za procjenu korisnih i štetnih promjena.
Promjene tijekom skladištenja i trajnost dehidratiranih proizvoda su u
osnovi uvjetovane istim čimbenicima koji djeluju tijekom procesa sušenja.
191
Lovrić _______________________________________________________________________________________________
•
Optimizacija procesa sušenja. Odabir uređaja za sušenje i njegovo projektiranje moraju biti takvi da se postigne što povoljniji odnos kakvoće i cijene
proizvoda.
Za kakvoću mnogih prehrambenih proizvoda je prisutnost hlapivih sastojaka
arome od primarnog značenja. Naime, za vrijeme sušenja te se tvari u najvećoj
mjeri gube, tako da se rekonstituirani proizvod bitno organoleptički razlikuje od
ishodišnjeg – svježeg.
Mehanizam gubitka aromatičnih tvari tijekom sušenja je djelomično objašnjen,
čemu su dali vrijedan doprinos Karel, Thijssen, King i drugi autori. Isto se tako pokušalo objasniti i mehanizme «zadržavanja» tih tvari. Gubitak hlapivih (i općenito)
tvari arome se pripisuje njihovoj velikoj relativnoj hlapivosti u odnosu na vodu.
Relativna hlapivost nekog sastojka (i) u odnosu na vodu (w) je definirana izrazom:
s
γ P
aiw = i i
γ w Pws
(1)
gdje je γi = koeficijent aktiviteta tvari arome u smjesi s vodom.
Budući da je većina tih tvari prisutna s vrlo malim udjelima, koeficijent aktiviteta vode γw ~ 1, tada gornji izraz postaje:
∞
γ P
∞
= i i
Aiw
Pws
s
(2)
Tablica 4.19. Vrijednosti relativne hlapivosti nekih aromatičnih sastojaka u odnosu na
vodu pri 25˚C
Sastojak
Vrelište
(˚C)
γi∞
(–)
Pi s
(mmHg)
αiw∞
(–)
Oktanol
Heptan-2-on
Heksanal
Nonanal
Metilacetat
Metiloktanoat
194.5
151.5
131.0
191.0
57.5
193.0
11000
1600
1000
71000
24
13000
0.18
4.80
12.00
0.89
170.00
0.37
85
330
500
2700
240
2800
U tablici 4.19. su dane tipične vrijednosti za aromatične sastojke prema izrazu
(1), iz čega se jasno vidi da su te tvari 100 puta, a ponekad i 1000 puta hlapivije od
vode, iz čega slijedi da se skoro u potpunosti gube isparavanjem vode.
Za koncentriranje voćnih sokova i ekstrakata razrađeni su postupci i konstruirani uređaji za «hvatanje», koncentriranje i vraćanje arome. Ujedno su uvedeni i al192
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
ternativni postupci koncentriranja, kao što je ranije opisano (membranski postupci i
koncentriranje zamrzavanjem). Međutim, kod postupaka sušenja tek je izborom
optimalnih uvjeta moguće (dijelom) zadržati tvari arome (na primjer, pri sušenju
raspršivanjem i liofilizaciji).
Predložena su dva (prema nekim autorima tri) moguća mehanizma zadržavanja
homogeno otopljene tvari arome za vrijeme sušenja tekućih prehrambenih proizvoda. To su:
• koncept selektivne difuzije, razrađen od profesora Thijssena;
• koncept tzv. mikro-regija, predložen od Flinka i Karela.
Prvi je koncept razrađen na zapaženoj pojavi da se koeficijent difuzije vode u
koncentriranim otopinama bitno razlikuje od onih za ostale sastojke, kao što su i
tvari arome. I jedni i drugi koeficijenti difuzije u velikoj su mjeri ovisni o koncentraciji otopine, s tim da je s povećanjem udjela suhe tvari smanjenje koeficijenta
difuzije aromatičnih tvari jače izraženo. Takvo je ponašanje uglavnom općenito i
nezavisno o molekulskoj masi prisutnih tvari.
Koncept «mikro-regija», koji su predložili Flink i Karel, pretežno je razrađen
na objašnjenju pojava zadržavanja arome tijekom liofilizacije i skladištenja dehidratiranih proizvoda. Taj koncept pretpostavlja da se pri sušenju liofilizacijom stvaraju unutar tekućeg proizvoda «mikro-regije» u kojima su «zarobljene» molekule
aromatičnih sastojaka.
Ova oba objašnjenja su vjerojatno (jedan makro-, različiti koeficijenti difuzije;
i drugi mikro-, «mikro-regije») vidovi iste osnovne pojave međumolekulskih interakcija u jednom amorfnom metastabilnom (čvrstom) matriksu koji nastaje tijekom
sušenja. Taj amorfni matriks može biti vrlo viskozno staklasto stanje ili tekućini
slično «gumozno» (rubery) stanje, gdje voda igra ulogu plastifikatora pod snažnim
utjecajem temperatura (faznih) prijelaza, kao što su Tg - temperatura staklastog
prijelaza, Tk – temperatura kristalizacije, i Tt – temperatura taljenja.
Izračunavanje brzine sušenja za proizvode jednostavnijih (geometrijskih) oblika znatno je uznapredovalo posljednjih godina s primjenom odgovarajućih numeričkih metoda na koeficijente difuzije vode u sferičnim, cilindričnim i plošnim tijelima.
Na sličan se način povezivanjem numeričkog integriranja jednadžbi difuzije
tvari arome s onima za vodu nastoji prikladnim modelima predvidjeti zadržavanje
arome u proizvodu tijekom dehidratacije (sušenja). (Eksperimentalni su podaci u
velikoj mjeri potvrdili takve matematičke modele).
Jednu je takvu metodu za zadržavanje arome tijekom početnog stadija (konstantne brzine) sušenja, koji je bitan za gubitak aromatičnih sastojaka, u sferičnim
česticama i plošnim proizvodima, razradio Kerkhof, izrazima za:
sferični oblici
⎛ F0
AR = 1 − 6 ⋅ ⎜ c
⎜ π
⎝
1
⎞2
⎟ ;
⎟
⎠
F0c < 0.022
193
Lovrić _______________________________________________________________________________________________
AR =
plošni oblici
6
π
2
(
)
exp⋅ − π 2 F0c ;
⎛ F0
AR = 1 − 2 ⋅ ⎜ c
⎜ π
⎝
F0c > 0.022
1
⎞2
⎟ ;
⎟
⎠
⎛ − π 2 F0
c
AR =
exp⋅ ⎜⎜
2
4
⎜
π
⎝
8
F0c < 0.2
⎞
⎟;
⎟⎟
⎠
F0c > 0.2
gdje je F0c - kritično vrijeme po Fourieru za sferu i plohu, odnosno trajanje početnog stadija. (Napomena: Kerkhof je dao izraze za izračunavanje vrijednosti za F0c,
koji se mogu naći u njegovom radu.)
Kerkhof definira period (stadij) konstantne brzine sušenja kao vrijeme u kojem
je aktivitet vode u graničnom sloju veći od 0.90.
4.10.6. Priprema hrane za sušenje
Svaka vrsta proizvoda (hrane) prije podvrgavanja procesu sušenja iziskuje određenu tehnološku pripremu u kojoj su uključene operacije i procesi općeg karaktera (pranje, kalibriranje, ljuštenje, rezanje, usitnjavanje itd.) kao i one specifične za
uspješno provođenje samog procesa dehidratacije. Kod povrća i voća to su npr.
blanširanje, sumporenje, sulfitiranje i dipovanje. Blanširanje kao jedinični proces često je u primjeni kod različitih procesa konzerviranja povrća i voća; u pripremi za dehidrataciju prvenstveno je usmjeren na inaktivaciju enzima. Blanširanje se
provodi termičkim tretiranjem pripremljenog materijala na odgovarajući način
(oljuštenog, rezanog i sl.) provođenjem kroz toplu (eventualno vrelu) vodu ili zasićenu vodenu paru u trajanju nekoliko minuta (obično 3 do 6 minuta). Sumporenje
(ili suho sulfitiranje) je tretiranje (npr. voća) plinovitim SO2 u posebnim zatvorenim komorama kroz nekoliko sati. Sulfitiranje (mokri postupak) se provodi uranjanjem u otopinu sumporaste kiseline (0.1 do 0.5 %) ili soli sumporaste kiseline
(sulfita, bisulfita).
Navedeni zahvati (tretiranja) usmjereni su prvenstveno na sprečavanje posmeđivanja (enzimskog i neenzimskog). Radi pospješivanja procesa dehidratacije kod
nekih vrsta voća (šljive i grožđa) vrši se prethodno kratkotrajno uranjanje u zagrijanu otopinu NaOH (0.5 %) radi uklanjanja voštane ovojnice (tzv. kutikule) nazvano dipovanje.
Kod jaja da bi se izbjegla (smanjila) interakcija između bjelančevina i šećera
ponekad se provodi prije sušenja kontrolirana fermentacija ili enzimska oksidacija
šećera u glukonsku kiselinu.
194
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Meso je supstrat koji predstavlja još uvijek niz teško premostivih poteškoća za
provođenje uspješne dehidratacije. Obično se preporučuje pretkuhanje, ali ni ono
ne sprečava posmeđivanje do kojeg dolazi i kod sušenja liofilizacijom.
4.10.7. Postupci i uređaji za dehidrataciju
Zbog velike raznolikosti sastava i svojstava hrane, u matematičkoj interpretaciji
prijenosa mase i topline pri njenoj dehidrataciji susreću se mnoge poteškoće, pa je
potrebno eksperimentalno utvrditi uvjete tog procesa za svaki pojedini sistem.
Zbog toga postoje brojni tipovi postrojenja za konzerviranje sušenjem više ili
manje prilagođeni dehidrataciji pojedine vrste hrane.
Također je način prijenosa topline i mase u različitim sušnicima različit. S
obzirom na taj prijenos, oni se mogu svrstati u adijabatske i kontaktne sušnice.
Uporaba je ostalih sušnica (npr. s infra-crvenim, dielektričnim i mikrovalnim grijanjem) dosta ograničena.
Hrana se može sušiti i desikantima, npr. silikagelom, kalcij-kloridom i fosforom (V) – oksidom, a upotrebljavaju se za neke specijalne svrhe, uglavnom za
dosušivanje u zatvorenoj amabalaži.
U adijabatskim sušnicama za grijanje i odvođenje pare služe vrući plinovi, najčešće zrak, rjeđe dimni ili inertni plinovi, ili pregrijana para.
U kontaktnim sušnicama toplina se prijenosi kroz metalne plohe, koje su ujedno i nosači hrane pri sušenju. Proces se u tim sušnicama vodi ili na zraku ili u vakuumskim komorama pod sniženim tlakom, uz odsisavanje i ukapljivanje razvijene
supare. Neke se od tih sušnica izdvajaju u zasebnu skupinu vakuumskih sušnica.
Prikladnost pojedinih tipova unutar tih skupina sušnica najviše zavisi od toga da li
je hrana koju treba sušiti čvrsta, tekuća ili kašasta (tablica 4.20.)
Tablica 4.20. Upotrebljivost uređaja za sušenje (sušnica)
Sušnica
Vrsta
Adijabatska
S valjcima
Vakuumska
Tip
komorni
tunelski (s kolicima)
kontinualni (s trakom)
rotirajući
pneumatski
s fluidiziranim slojem
s raspršivanjem
otvoreni
vakuumski
s policama (pločama)
s trakom
liofilizatori
Hrana koja se može sušiti
čvrsta u komadićima
čvrsta u komadićima
čvrsta, kašasta, tekuća
čvrsta
čvrsta u komadićima ili granulama
čvrsta u komadićima ili granulama
tekuća, kašasta
tekuća, kašasta
tekuća, kašasta
čvrsta
tekuća, kašasta
čvrsta, tekuća, kašasta
195
Lovrić _______________________________________________________________________________________________
Među najjednostavnije tipove sušnica spadaju tzv. komorne, koje su u pravilu
diskontinuirane, a sastoje se iz jedne izolirane komore – prostora za smještaj materijala (obično na lesama), ventilatora i grijača.
Tunelske ili kanalske sušnice su obično polukontinuirane; lese s materijalom
(najčešće na odgovarajući način pripremljeno povrće ili voće) smještaju se i provode kroz sušnicu na kolicima. Prema smjeru kretanja materijala i zraka kojim se vrši
sušenje postoje dva osnovna sistema sušenja u ovom tipu sušnica, a to su: sustrujno
(istosmjerno) i protustrujno (vidi slike 4.84. i 4.85.). Osnovne karakteristike jednog
i drugog sistema su sljedeće:
• Sustrujni sistem – velika brzina sušenja na «vlažnom» kraju tunela zbog
relativno visoke temperature (i male relativne vlažnosti) zraka kojom dolazi na vlažni (!) materijal, bez opasnosti od toplinskog oštećenja. Temperatura površine materijala u toj fazi (dijelu tunela) je znatno ispod temperature «suhog» termometra zraka zbog adijabatskog ohlađivanja (na račun
isparivanja vode). Kako se materijal pokreće prema izlazu tunela, dolazi u
kontakt sa sve hladnijim i vlažnijim zrakom tako da brzina sušenja pada, a
i opasnost od oštećenja toplinom se smanjuje. Zbog takvih uvjeta je teško
ostvariti dovoljnu vlažnost materijala na «suhom» kraju tunela (izlazu).
Slika 4.84. Princip rada istostrujne tunelske sušnice
196
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
•
Protustrujni sistem – relativno male početne brzine sušenja na «vlažnom»
dijelu tunela zbog relativno malog temperaturnog i koncentracionog gradijenta (između zraka i materijala). To pogoduje kvrčenju (skupljanju) materijala sa staničnom strukturom što rezultira velikom nasipnom volumnom
gustoćom. Kod većeg opterećenja sušnice (lesa) topla i vlažna atmosfera
pogoduje kontaminaciji mikroorganizmima. Uvjeti na «suhom» kraju tunela (topao i suhi zrak) pogoduju postizanju niske vlažnosti u proizvodu, ali
predstavljaju i opasnost za pregrijavanje, odnosno njegovo toplinsko oštećenje. (Ne smije se ispustiti iz vida da je u ovoj fazi – dijelu sušnice –
nastupio period padajuće brzine, kada je jako usporena izmjena mase.)
Ovaj je sistem obično ekonomičniji sa stanovišta topline nego sustrujni.
Slika 4.85. Princip rada protustrujne tunelske sušnice
Da bi se iskoristile prednosti i eliminirali nedostaci jednog i drugog sistema,
moguće ih je kombinirati povezivanjem u seriju. Na taj način moguće je ostvariti
veliku brzinu sušenja na početku (što je karakteristika sustrujnog sistema) i povolj197
Lovrić _______________________________________________________________________________________________
ne uvjete pri kraju procesa koji omogućuju efikasnije postizanje tražene (niske)
razine vlažnosti u gotovom proizvodu. To je moguće realizirati i jedinstvenim
tunelom s centralno smještenim ventilatorom (izlazom zraka) kao što je prikazano
na slici 4.86. Osim uzdužnog toka struje zraka, kod tunelskih sušnica primjenjuje
se i poprečni tok (poprečno strujanje) zraka u odnosu na pravac kretanja proizvoda
(vidi sliku 4.87.).
Slika 4.86. Princip tunelske sušnice s centralnim izlazom zraka
Slika 4.87. Princip tunelske sušnice s poprečnim tokom zraka
198
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Sušnica s trakom (transporterima) je u principu vrlo slična tunelskoj. Materijal
se raspoređuje i transportira na perforiranim, odnosno na trakama od pletiva (npr.
žičanog), što omogućava kontinuiranost procesa i dobar kontakt sa zrakom dok se
prebacivanjem s gornje na donju traku postiže okretanje materijala i ujednačenost
dehidratacije pojedinih dijelova proizvoda. Danas se konstruiraju sušnice ovog tipa
s dvije ili više (obično četiri) traka. Brzina kretanja traka može se regulirati posebnim varijatorom (obično 0.1 do 1 m/min). Zrak se zagrijava grijačima smještenim
sa strane ili između traka. Prikladnim uvođenjem (usmjeravanjem) i recirkulacijom
zraka moguće je kod ovog tipa sušnica ostvariti priličnu fleksibilnost režima i ekonomičnost procesa. Materijal se nanosi na najgornju traku, a skida s najdonje trake
(slike 4.88. i 4.89.). Sušnice s trakama se najviše upotrebljavaju za dehidrataciju
povrća i voća, uglavnom rezanog u različitim oblicima.
Slika 4.88. Shema kontinuirane sušnice s trakama (uzdužni presjek); 1. elevator, 2.
trake, 3. tunel, 4. grijači i 5. dovod pare
Slika 4.89. Shema kontinuirane sušnice s trakama (poprečni presjek)
199
Lovrić _______________________________________________________________________________________________
Rotacijska sušnica ima značajnu primjenu u prehrambenoj industriji, bilo da
se radi o sirovinama, gotovim proizvodima ili nusproizvodima prehrambene industrije. Tako npr. služi za sušenje različitog zrnatog materijala (žitarica, uljarica, kakaovca i sl.), povrća, zelene mase (djetelina), repnih rezanaca, tropina od voća u
proizvodnji pektina, kristala šećera (saharoze i glukoze) itd. Ovisno o materijalu,
kao medij za dehidrataciju upotrebljavaju se dimni plinovi (ponekad temperature i
do 1000°C) ili zagrijani zrak. Proces se vodi u pravilu sustrujno. Važan element
kod ovog tipa sušnice su pregrade u rotacijskom bubnju koje osiguravaju prilikom
okretanja potreban kontakt plinovitog medija s materijalom koji se dehidrira.
Sušenje fluidizacijom (u lebdećem sloju) sadrži u sebi velike mogućnosti primjene u prehrambenoj industriji, koje se tek u posljednje vrijeme, i to djelomično,
koriste. Ono se može primijeniti kao samostalni proces dehidratacije na različite
materijale (koji dolaze pretežno u vidu granula, manjih komadića hrane, kristala i
sl.) ili u sklopu tzv. višefaznih (multifaznih) postupaka u kombinaciji s drugim
jediničnim procesima (operacijama) u završnoj fazi procesa (dosušivanje i ohlađivanje), često uz uporabu odvlaženog zraka. Princip rada ovog tipa sušnice je u primjeni struje (zagrijanog ili odvlaženog) zraka takvih svojstava da se materijal podvrgnut dehidrataciji održava u lebdećem stanju iznad perforirane plohe kroz struju i
ujedno suši. (Prema tome, u ovom slučaju zrak ima dvojaku funkciju: služi za fluidizaciju i dehidrataciju). Na taj način se postižu relativno visoke brzine i ujednačenost sušenja (slika 4.90.). Kod nekih uređaja primijenjena je i vibracija osnove
(plohe) kako bi se pospješilo pokretanje materijala. (Teoretske osnove fluidizacije
dane su u kolegiju «Tehnološke operacije».).
Slika 4.90. Princip rada kontinuirane sušnice s fluidizirajućim slojem
200
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Kod pneumatske sušnice vlažni materijal je suspendiran u struji zagrijanog
zraka koji ga pokreće (transportira) kroz uređaj za sušenje. To pretpostavlja i veće
brzine strujanja zraka nego u slučaju fluidizacije. Podešavanjem dimenzija (promjera) vodova (obično cijevi ili konusa) u odnosu na druge parametre (brzina strujanja, masa i površina čestica) može se utjecati na vrijeme materijala u uređaju.
Kod ovog načina sušenja ponekad se primjenjuje postupak vraćanja dijela osušenog materijala i miješanja s vlažnim (mokrim) polaznim materijalom, koji inače
kao takav ne bi bio prikladan za pneumatsko sušenje. Primjena pneumatskih sušnica je kod materijala (hrane) sličnih svojstava onima koji se suše fluidizacijom (npr.
krumpirove granule ili pahuljice, sitni komadići mesa, sjemenke i sl.). Proces je
kontinuiran i relativno brz (slika 4.91.).
Proizvodnja dehidratiranih (pulverziranih) namirnica iz otopina i suspenzija
suočava se sa specifičnim problemima koji proizlaze iz potrebe uklanjanja, u većini
slučajeva, znatnih količina vode iz sistema u kojima to nije jednostavno i ne može
se ostvariti bez dalekosežnih promjena.
Do danas je pronađen niz postupaka koji se s manje ili više uspjeha primjenjuju
za dehidrataciju pojedinih vrsta tekućih i polutekućih namirnica. To su prije svega
sušenje raspršivanjem, sušenje na valjcima, sušenje u vakuumu, liofilizacija, Birsov postupak, UTAG postupak, sušenje nadimanjem (puff-drying), sušenje pomoću
pjene kao i pojedine kombinacije, npr. sa sušenjem odnosno dosušivanjem u lebdećem sloju (tzv. višefazni postupci) i sl.
Slika 4.91. Shematski prikaz pneumatskog uređaja za sušenje; 1. filtar za zrak,
2. ventilatori, 3. izmjenjivači topline (grijači), 4. doziranje ulaznog materijala,
5. sekcija za sušenje (pneumatske cijevi), 6. ciklon, 7. sabirni lijevak za gotovi
proizvod
201
Lovrić _______________________________________________________________________________________________
Slika 4.92. Shematski prikaz poprečnog presjeka sušnice na valjke; 1. noževi strugači,
2. miješalo za doziranje, 3. valjci za ohlađivanje
Sušenje raspršivanjem je najrašireniji, vrlo važan postupak koji se uspješno
primjenjuje na mnoge namirnice koje dolaze u vidu otopina, suspenzija ili kaše
(slika 4.93.). Specifične karakteristike iz kojih proizlaze prednosti ovog postupka
su sljedeće:
• vrlo velika površina na kojoj se vrši izmjena tvari i topline, iz čega rezultira vrlo kratko vrijeme operacije (red veličine nekoliko sekundi);
• relativno niska temperatura proizvoda u odnosu na relativno visoku temperaturu ulaznog zraka;
• materijal (namirnica) se dehidratira tako da ne dolazi u dodir s toplom (zagrijanom) metalnom površinom;
• gotovi pulverizirani proizvod je stabilan i prikladan za rukovanje i transport.
Ono što je vrlo bitno, osobito u usporedbi s drugim postupcima, je ekonomičnost i mogući veliki kapaciteti proizvodnje. Sam postupak sastoji se od četiri osnovna stupnja:
1. raspršivanje namirnica (atomizacija),
2. ostvarivanje kontakta raspršene namirnice sa zrakom kojim se vrši dehidratacija,
3. isparavanje vode iz raspršenih kapljica,
4. odvajanje osušenog praha od izlazećeg zraka.
Vrlo značajna operacija o kojoj u velikoj mjeri ovisi uspješnost procesa je samo
raspršivanje, odnosno izbor prikladnog uređaja kojim se ono vrši. Najčešće se rabe
sapnice – mirujuće ili rotirajuće, rotirajući diskovi, pneumatski ili dvostrujni
raspršivači i sl.
202
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Danas se nastoje uporabiti gdje god je moguće rotirajući raspršivači (uređaj za
raspršivanje) jer su prilagodljiviji (fleksibilniji) u odnosu na specifičnost namirnice
i kapacitete proizvodnje. U svakom slučaju, veličina raspršenih kapljica (iz kojih
rezultira i određena veličina čestica) je čimbenik koji igra značajnu ulogu pri izboru uređaja za raspršivanje. Stoga razna konstrukcijska rješenja vode i te kako
računa o tom čimbeniku, isto kao i o otpornosti materijala iz kojeg je izrađen otvor
sapnica (preporuča se npr. tungsten-karbid).
Slika 4.93. Shematski prikaz sušenja raspršivanjem; 1. izmjenjivač topline, 2. uređaj za
distribuciju zraka, 3. toranj za sušenje raspršivanjem, 4. pumpa, 5. centrifugalni
raspršivač, 6. ciklon, 7. ventilator, 8. pneumatski uređaj za transport, 9. odjeljivač
praha, 10. posuda za prihvat dehidratiranog proizvoda
Današnji napori na usavršavanju ovog postupka usmjereni su u više pravaca,
prvenstveno za postizavanje što većih kapaciteta i ekonomičnosti – što se postiže
povećanjem protoka (količine) zraka i povećanjem temperaturnog gradijenta kroz
komoru sušionika, a to znači omogućiti što višu temperaturu zraka na ulazu (oko
203
Lovrić _______________________________________________________________________________________________
400ºC za termoosjetljive proizvode). Gornji kapacitet iznosi cca 300 t/h zraka (za
otpariti cca 30 t/h vode). Daljnja nastojanja su usmjerena na proširenje primjene
ovog postupka na što veći broj namirnica, osobito onih higroskopičnih i termoosjetljivih i općenito na poboljšanje organoleptičkih i prehrambenih svojstava, te
sposobnosti brže i potpunije rekonstitucije (rehidratacije) tj. dobivanja tzv. instant
proizvoda.
Uspješna primjena ovog postupka dehidratacije tekućih i polutekućih namirnica
dugo je bila limitirana na manje higroskopne namirnice (jaja, mlijeko, čokoladni
napitci itd.). Teškoće u dehidrataciji jako higroskopnih i termosenzibilnih namirnica (kao što su npr. voćni sokovi i kaše) ovim postupkom nastoje se prevladati
hlađenjem materijala u drugoj fazi procesa primjenom odvlaženog zraka ili povezivanjem nekoliko tehnika dehidratacije u jedan jedinstveni postupak (npr. sušenje
raspršivanjem i fluidizacijom) tzv. multifazni postupak (slika 4.94.).
Slika 4.94. Shematski prikaz sušenja raspršivanjem s hlađenjem (u drugoj sekciji) i
završnim sušenjem fluidizacijom; 1. uređaj za sušenje raspršivanjem, 2. filtar za zrak,
3. ventilator, 4. izmjenjivač topline, 5. vibrirajući uređaj za fluidizaciju: a) završno
sušenje, b) hlađenje, 6. ciklon, 7. beskonačna traka;
a) tekuća namirnica, b) dehidratirani proizvod, c) zrak, d) odvlaženi zrak
U dvostrukoj stijenki je zrak kojim se hladi unutarnja površina raspršivača, a
time i sam proizvod koji se zadržava izvjesno vrijeme na konusnom dnu uređaja.
Uređaji su povezani zatvorenim transporterom (beskonačnom trakom) u kojem se
vrši daljnje dosušivanje i hlađenje odvlaženim (dehumificiranim) zrakom da bi se u
vibro uređaju postigla finalizacija procesa.
204
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Proučavanjem tehnike sušenja raspršivanjem razvio se jedan novi postupak
poznat kao Hussmannov ili Birsov postupak. Realizirala ga je firma Birs iz Basela,
a predstavljao je u trenutku kada je nastao, svojevrsnu novinu na području dehidratacije namirnica.
Postupak je primjer jednostupanjskog sušenja raspršivanjem u kojem se za dehidrataciju primjenjuje odvlaženi zrak (rel. vlažnosti do 3%) temperature do 30ºC.
Sušenje se vrši u tornjevima vrlo velikih dimenzija (oko 70 m visine i 15 ili
više m promjera).
Ulazni materijal (sok ili koncentrat) raspršen u kapljice unaprijed točno određenih dimenzija pada s vrha tornja. Željena veličina čestica se postiže podešavanjem
tlaka pod kojim se tjera tekućina u toranj i izborom prikladnih sapnica. U protustruji prema gore kreće se odvlaženi, filtrirani sterilni zrak koji oduzima vlagu materijalu i ujedno usporava njegov pad.
Brzina kretanja zraka varira od 4.5 - 90 cm/s. Zrak izlazi na vrhu tornja s 80 90% relativne vlažnosti. Vrijeme pada kapljice je 90 - 200 sekundi, za koje se
vrijeme ona potpuno osuši (slika 4.95.). Za razliku od procesa sušenja raspršivanjem voda difundira do slobodne površine mnogo sporije djelovanje kapilarnih i
osmotskih sila (ima dovoljno vremena), čime je znatno smanjen gubitak hlapivih
tvari okusa i mirisa koji je inače najčešće neizbježan.
Slika 4.95. Shematski prikaz sušenja raspršivanjem Birs- (Hussmannovim) postupkom
205
Lovrić _______________________________________________________________________________________________
Osušeni materijal se odvodi s dna tornja u sistem ciklona. Dobiveni proizvod je
vrlo dobre kvalitete i lako se rekonstruira zahvaljujući prvenstveno primijenjenom
temperaturnom režimu.
Međutim, zbog velikih investicijskih ulaganja spomenuti postupak moguće je
ekonomično primijeniti samo uz maksimalno korištenje kapaciteta uređaja (od 900
- 4500 kg isparene vode na sat) tj. tamo gdje je osigurana sirovinska baza i tržište.
Hussmannov se je postupak dehidratacije uglavnom koristio za dobivanje rajčice u
prahu, ali i nekih proizvoda na bazi mlijeka.
Za dehidrataciju koncentrata rajčice i sličnih termoosjetljivih prizvoda njemačka firma UTAG (Universal Trocknungs-Anlagen) realizirala je nedavno novi
postupak koji predstavlja svojevrsnu modifikaciju Hussmannovog postupka, a po
efektu je usporediv s liofilizacijom. Postupak se sastoji od tri sukcesivne faze dehidratacije, a odvija se u dva odvojena uređaja (tipičan primjer multifaznog postupka). Prve dvije faze (raspršivanje i fluidizacija) vrše se u tornju visine oko 15 m,
dok se treća faza (finalizacija) provodi u odvojenom uređaju za fluidizaciju (slika
4.96.).
Sličnost s Birsovim postupkom je u primjeni odvlaženog zraka za dehidrataciju, dok je razlika u odnosu na taj postupak – primjena zraka više početne temperature (cca 90ºC) i već spomenute manje dimenzije tornja.
U prvoj fazi dehidratacije dolazi do djelomičnog aglomeriranja čestica koje se
skupljaju na perforiranom dnu tornja gdje se podvrgavaju fluidizaciji pomoću struje odvlaženog zraka (rosište ispod 20ºC) temperature oko 50ºC. Nakon što se u
drugoj fazi procesa postigne željena vlažnost proizvoda, on se prebacuje u odvojeni
uređaj za fluidizaciju – treću fazu – gdje se dosušuje do konačne vlažnosti. Upotrijebljeni zrak zasićen vlagom se ne odbacuje, već se podvrgava pročišćavanju i
dehumidifikaciji pomoću LiCl, regenerira toplim zrakom i ponovno uvodi u proces.
U usporedbi s liofilizacijom, troškovi kod primjene ovog postupka su za 25-50%
manji.
Slika 4.96. Shematski prikaz višefaznog postupka dehidratacije UTAG; A) tekuća
namirnica, B) proizvod, 1. uređaj za sušenje: a) raspršivanjem, b) fluidizacijom,
2. dosušivanje fluidizacijom, 3. ciklon, 4. filtar, 5. ventilator, 6. izmjenjivač topline:
a) grijanje, b) hlađenje, c) rekuperacija, 7. odvlaživač zraka
206
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Sušenje u vakuumu uvedeno je neposredno nakon II. svjetskog rata za dehidrataciju tekućih i polutekućih termosenzibilnih namirnica. Do danas su konstruirani
razni modeli vakuum sušnica koje rade kontinuirano, što je u velikoj mjeri doprinijelo široj primjeni te metode dehidratacije.
Jedinica za sušenje sastoji se od komore s beskonačnom trakom na koju se
polaže namirnica, izvora topline (bilo zagrijani valjci, bilo infracrvene lampe) i
hlađenog valjka za ohlađivanje osušenog proizvoda (slika 4.97.).
Proizvod se u vidu pahuljice ili kuglice sakuplja u hermetički priključenom
sabirniku bez narušavanja vakuuma. Kvaliteta dobivenog proizvoda je relativno
loša u odnosu na pogonske troškove (vakuum), a osim toga mjehurići pare nastali u
toku procesa sušenja ne tvore željenu strukturu proizvoda.
Slika 4.97. Shematski prikaz uređaja za sušenje u vakuumu
Grupa Pernod iz Italije razvila je novi tip vakuum sušnice za poboljšanje dehidratacije u vakuumu poznat pod imenom Microvac – Girovac. Dehidratacija se provodi u tunelu, kontinuirano, pomoću mikrovalova. Ovim novim postupkom dobiju
se proizvodi odlične kvalitete, a mogu se mjeriti s liofiliziranim. S ekonomskog
aspekta nalazi se negdje između dehidratacije raspršivanjem i liofilizacije. Preporučuje se za dehidrataciju termoosjetljivih proizvoda, osobito onih s izraženom aromom, budući da se tim postupkom navodno u znatnoj mjeri očuvaju organoleptička
svojstva i aroma.
Sušenje na valjcima je vrlo raširen postupak dehidratacije, relativno lako prilagodljiv različitim materijalima i uvjetima. Koristi se za sušenje tekućih, češće
polutekućih, a najčešće kašastih proizvoda. Ovaj se postupak dehidratacije s priličnim uspjehom primjenjuje u proizvodnji dehidratirane dječje hrane. Proizvodi su
207
Lovrić _______________________________________________________________________________________________
uglavnom na bazi cerealija, u raznim kombinacijama s povrćem, voćem i mlijekom. Sušenje se provodi kod atmosferskog tlaka ili u vakuumu na jednom ili više
šupljih valjaka, unutar kojih cirkulira ogrjevni medij – para ili u iznimnom slučaju
vruća voda (slika 4.92.).
U uvjetima sušenja šećeri su u svim tim namirnicama obično ljepljivi, a ponekad i rastopljeni u času skidanja mase s valjka. Ako se u takvom slučaju upotrijebi
obični strugač za skidanje mase, dolazi do nabiranja «plahte» osušenog materijala i
sljepljivanja iste. Tako dobiveni proizvod se kasnije vrlo teško dispergira i nema
zadovoljavajuća fizikalna svojstva. Da bi se to izbjeglo, neophodno je da se
proizvod hladi i ukrućuje dok je još na valjku. To se postiže strujom hladnog zraka
koji se dovodi ispod «plahte» materijala i ujedno je podržava dok se skida s valjka
(noževima ili strugačima). Dobiveni proizvod je u vidu pahuljica.
Sušenje na valjcima nije dalo zadovoljavajuće rezultate kod sokova voća i povrća upravo zbog njihovih svojstava (šećerne otopine). Toplinski režim je nepodesan za takve namirnice. Dobiveni proizvod se teško rekonstruira i ima prevelik
sadržaj vlage. Stoga se taj postupak kod osjetljivih namirnica sve više zamjenjuje
drugim postupcima dehidratacije. Radi poboljšanja rehidratacionih svojstava danas
se sve češće i kod proizvoda dobivenih ovim postupkom primjenjuje proces aglomeracije.
Sušenje nadimanjem – puff-drying – je zapravo modifikacija tehnike sušenja
u vakuumu. Postupak je preporučljiv za guste tekuće odnosno polutekuće namirnice koje sadrže pretežno ili samo topljivu suhu tvar, pa se dadu prethodno koncentrirati do visokog postotka suhe tvari.
Dehidratacijom takvih viskoznih koncentriranih namirnica u vakuumu postiže
se fina porozna ili otvorena struktura. Tijekom procesa sušenja iz materijala izlazi
vodena para i uklopljeni zrak uvjetuje nastajanje jedne ekspandirane strukture, a
volumen mase povećava se za oko 20 puta.
Ovaj se postupak vrlo uspješno primjenjuje za dehidrataciju soka naranče, ali je
neprikladan za dehidrataciju koncentrata rajčice.
Sušenje u pjeni – jedan je od novijih postupaka dehidratacije tekućih i polutekućih namirnica, čiji je pronalazak i razvoj usko povezan s problemom dobivanja
rajčice u prahu.
Prve radove na tom području objavljuju Morgan i sur. 1959. godine. Morgan i
Randal podižu iste godine patent za dehidrataciju koncentriranih mliječnih tekućina
primjenom novog postupka – sušenjem pomoću pjene. Početkom 60-tih godina
prišlo se i u Laboratoriju za tehnologiju prerađevina voća i povrća u Zagrebu razradi i primjeni tog postupka na razne tipove namirnica.
Osnovna karakteristika postupka sušenja u pjeni je prevođenje tekuće ili polutekuće namirnice u stabilnu pjenu koja se u vidu tankog sloja suši zagrijanim zrakom kod atmosferskog tlaka.
Za pripremanje pjene koriste se tekući koncentrati namirnica s barem 20% suhe
tvari, jer same tekućine ne daju pjenu ili ona nije dovoljno stabilna. Veća koncen-
208
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
tracija suhe tvari poželjna je kod proizvoda niske konzistencije i onih koji imaju
pretežno topljivu suhu tvar.
Prema istraživanjima provedenim kod nas, priroda suhe tvari ima važniju ulogu
kod primjene tog postupka nego sam udio suhe tvari.
Za dobivanje pjene upotrebljavaju se sredstva za upjenjivanje u koncentracijama od 0.1 – 4% (računajući na suhu tvar koncentrata namirnice). Prema sastavu to
su uglavnom monogliceridi viših masnih kiselina.
Stabilizacija pjene postiže se primjenom tvari koje ulaženjem u međusloj pjene
povećavaju njegov viskozitet kao što je npr. metilceluloza.
Upjenjivanje se provodi pomoću netoksičnih plinova (N2, CO2) koji se inkorporiraju u namirnicu intenzivnim miješanjem u prikladnom uređaju. Volumen pjene
treba podesiti tako da ona dosegne volumen od barem 1.5 do 2 puta veći u odnosu
na početni. Pripremljena pjena nanosi se na traku ili perforirane lese u tankom i
jednoličnom sloju. O ovoj fazi postupka u znatnoj mjeri ovisi uspjeh sušenja.
Slika 4.98. Shema postrojenja za sušenje s pomoću pjene s tri komore (temperaturne
sekcije); a) sredstvo za upjenjivanje i stabilizaciju pjene, b) topla voda, c) tekuća
namirnica, 1. uređaj za pripremu sredstava za upjenjivanje, 2. uređaj za upjenjivanje
tekuće namirnice, 3. uređaj za nanošenje pjene na beskonačnu traku, 4. uređaj za
krateriranje pjene, 5. sistem komora za sušenje pri različitim temperaturama,
6. perforirana traka iz nehrđajućeg materijala, 7. nož za skidanje osušenog proizvoda s
trake, 8. mlin za usitnjavanje osušenog proizvoda, 9. dio za hlađenje i usitnjavanje,
10. dio za pranje trake, 11. dio za sušenje trake
Prije samog procesa dehidratacije provodi se krateriranje pjene (propuhavanjem materijala nanesenog na lese preko niza dizni kontinuiranom strujom plina).
209
Lovrić _______________________________________________________________________________________________
Nanesena pjena ima niz šupljina nalik na kratere. Krateriranje pjene omogućava
bolji kontakt zagrijanog plina s namirnicom i povećava površinu sušenja. Budući
da pjene nekih namirnica ne zadržavaju kraterirane otvore dovoljno dugo tokom
procesa sušenja, takvi se materijali suše u obliku dugih i tankih rezanaca.
Sušenje pomoću pjene provodi se u horizontalnim ili vertikalnim sušnicama
kontinuiranog ili diskontinuiranog tipa (slika 4.98.). Pored toga koriste se i vertikalne sušnice s perforiranim lesama. Proces sušenja traje 10-15 minuta.
Zbog velike higroskopičnosti praha i primjene relativno niskih temperatura
dehidratacije kod nekih je namirnica, jednostupanjskim sušenjem, teško postići
niski sadržaj vlage. U takvim slučajevima vrši se dosušivanje praha u ambalaži ili
dodatno sušenje u vakuumu.
Općenito, postupak sušenja pomoću pjene promatran u cjelini vrlo je fleksibilan u svojoj primjeni, pa se s uspjehom može primijeniti na mnoge proizvode kao
što su voćni sokovi, kaše od voća i povrća, dječja hrana, juhe, mlijeko, proizvodi
od mlijeka i drugo. Usprkos tomu još nije naišao na širu primjenu. Razlozi tomu su
vjerojatno niski kapaciteti postrojenja i prilično visoki pogonski troškovi.
Slika 4.99. Shematski prikaz Ecal-postupka; 1. filtar za zrak, 2. izmjenjivač topline,
3. ventilator, 4. uređaj za dehidrataciju, 5. uređaj za pokretanje kuglica, 6. ciklon
210
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Prije nekoliko godina razrađen je u Švedskoj jedan zanimljiv, potpuno novi
postupak dehidratacije namirnica, tzv. Ecal-postupak koji se razlikuje od svih do
sada opisanih.
Za dehidrataciju se upotrebljavaju sferična nosiva tijela (kuglice) od plastike ili
metala promjera 18 - 40 mm na koje se nanosi tekuća ili polutekuća namirnica,
čime se postiže velika površina. Primjenom kuglica od 18 mm npr. dobije se
površina od 200 m2/m3.
Kontinuiranom cirkulacijom kuglica tvori se sporo pokretni sloj (slow motion
gravity bed) visine 70 - 80 cm. Dehidratacija se ostvaruje zagrijanim zrakom ulazne temperature 65 - 150ºC, koji u gornjem vlažnijem dijelu sloja struji protustrujno,
a donjem sušem sustrujno na pravac kretanja kuglica s namirnicom. Temperature
zraka na izlazu kreću se od 25 - 50ºC. Postupak je navodno vrlo fleksibilan i u
odnosu na iskorištenje topline ekonomičan (slika 4.99.).
Osim za dehidrataciju tekućih i polutekućih namirnica ovaj postupak uspješno
se primjenjuje i za sušenje «krutih» namirnica manjih dimenzija.
4.10.8. Dehidratacija osmozom (prevlačenjem semipermeabilnom
membranom)
Proces dehidratacije osmozom ima određenih prednosti u odnosu na druge postupke dehidratacije: manji su gubici arome i manje degradativne promjene uzrokovane toplinom nego kod sušenja toplim zrakom; manja početna ulaganja i pogonski
troškovi nego kod sušenja u vakuumu ili liofilizaciji; dok je brzina procesa (dehidratacije) veća nego kod procesa koji se zasnivaju na faznim promjenama vode.
Međutim, prolaz (difuzija) otopljene tvari u proizvod je pri postojećim dehidratacijskim postupcima osmozom neizbježna pojava. Stoga je primjena ovog procesa dehidratacije ograničena na proizvode u kojima je dozvoljena uporaba hipertonične otopine nekog sredstva, kao što je kandirano voće ili ukiseljeno odnosno
marinirano povrće.
Pošto difuzija tvari upotrebljene u hipertoničnoj otopini predstavlja ograničavajući čimbenik ovog procesa, nastoji se pronaći način ublažavanja, ako već ne i
potpunog sprječavanja te pojave. Jedno od rješenja nudi se u odjeljivanju prehrambenog proizvoda i hipertonične otopine polupropusnom (semipermeabilnom) membranom. Razumljivo, takva membrana mora biti jestiva i polupropusna. U tu je
svrhu moguće korištenje gelova, kao što je hitozan – gel (hitozan – poli 1.4 – 2
amino –2-dezoksiglukoza), hidrofilni polielektrolit dobiven deacetilacijom hitina.
Membrana od hitozan gela je permeabilna i jestiva.
Prevlačenje hitozan membranom prehrambenog proizvoda može usporiti permeaciju otopljene tvari iz hipertoničke otopine u proizvod (višestruko potapanje u
otopinu 1.0 % hitozana i 1.0 % octene kiseline; nakon toga u pufer otopini pH 9.5).
Brzina difuzije je neznatno sporija nakon prevlačenja, ali uz mnogo manju količinu
prodifundirane tvari iz hipertonične otopine (cca 1/10).
211
Lovrić _______________________________________________________________________________________________
4.10.9. Liofilizacija
4.10.9.1. Uvod (Teoretske osnove)
Liofilizacija je relativno novi postupak dehidratacije namirnica. Tokom II.
svjetskog rata liofilizacija se znatnije proširila u SAD i Velikoj Britaniji, gdje su se
proizvodile vrijedne namirnice (meso, povrće, voće, voćni sokovi i drugo) za potrebe vojske. Naime, dugo se smatralo da je ovaj postupak prihvatljiv samo za dehidrataciju biološkog materijala poput krvi, plazme i nekih antibiotika. Principijelno se mogu liofilizirati sve namirnice. Na tržištu se mogu dobiti ili se rabe kod
daljnje prerade sljedeće liofilizirane namirnice: meso, ribe, perad, mlijeko, jaja,
rakovi, voće, voćni sokovi, povrće (cvjetača, gljive, luk, feferoni), gotova camping
jela, juhe i kava.
Liofilizirane namirnice dobro su poslužile istraživačkim ekspedicijama. Liofiliziraju se enzimni preparati za primjenu u prehrambenoj industriji.
Prednosti liofilizacije su ponajprije: velika trajnost, održanje strukture i vanjskog oblika, dobra topljivost proizvoda u prahu, dobra rekonstitucija kod ponovnog
primanja vode, porozna struktura podesna za bubrenje, neznatne promjene boje,
arome i okusa, te minimalan gubitak vitamina. Osim navedenih prednosti, smanjenjem težine snizuju se troškovi transporta i skladištenja. Pored toga mnoge liofilizirane namirnice vrlo su podesne kao međuproizvodi u prehrambenoj industriji
(npr. liofilizirano voće za proizvodnju pekarskih proizvoda). Liofilizacija omogućuje odstranjivanje vode iz osjetljivog materijala koji se primjenom uobičajenih
postupaka sušenja ne mogu sušiti ili se suše nedovoljno. Današnji trendovi u primjeni liofilizacije za dehidrataciju namirnica vezani su uglavnom uz tekuće i polutekuće namirnice, vjerojatno zbog veće mogućnosti provedbe kontinuiranih procesa
većih kapaciteta, pa prema tome ekonomičnijih.
Liofilizacija je jedinstveni postupak sušenja namirnice u zamrznutom stanju.
Sastoji se iz nekoliko karakterističnih značajnih koraka, koji obuhvaćaju operacije
zamrzavanja i dehidratacije (a-sublimacijom i b-desorpcijom), te kondicioniranja
proizvoda (uključujući pakiranje i skladištenje). Svaka od spomenutih operacija
zahtijeva posebnu pažnju, jer o uspješnosti primijenjenih tehničkih rješenja ovisi
kvaliteta i stabilnost proizvoda te ekonomičnost samog postupka.
Tehnološke operacije koje obuhvaća postupak liofilizacije odnose se (prvenstveno) na zamrzavanje i sublimaciju vode iz zamrznutog materijala.
Osnovni inženjerski aspekti u procesu zamrzavanja vezani su uz prijenos topline i kristalizaciju, a u procesu sublimacije uz prijenos topline i prijenos mase.
Dok je sama teoretska razrada principa spomenutih procesa i operacija relativno
razvijena, dotle njihova primjena zahtijeva poznavanje određenih fizikalnih i fizikalno–kemijskih svojstava materijala (koji se podvrgava liofilizaciji). Među ta
svojstva spadaju: toplinska vodljivost, toplinski kapacitet, latentna toplina topljenja
i isparavanja, svojstvo sorpcije – uključujući izoterme sorpcije, topline sorpcije kod
različitog sadržaja vlage i svojstvo histereze - zatim permeabilnost prema toku pare
212
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
i slično. Navedena svojstva su poznata pri primjeni uobičajenih metoda prijenosa
topline. Međutim, kod nekih novijih metoda prijenosa topline, kao što je npr. dielektrično grijanje, potrebno je mnogo temeljitije poznavanje svojstava materijala,
budući da ta svojstva ne ovise samo o vrsti, već i o temperaturi i vlažnosti materijala. A upravo se ti čimbenici mijenjaju u toku procesa dehidratacije.
Iz ovih nekoliko letimičnih napomena vidljivo je da uspješno provođenje liofilizacije i iznalaženja optimalnih tehničkih rješenja pretpostavlja određene spoznaje
fundamentalnog karaktera, ali i permanentna istraživanja vezana uz neposrednu
primjenu.
Princip na kojemu se zasniva liofilizacija je naizgled vrlo jednostavan. On se
obično definira na sljedeći način: iz prethodno zamrznutog proizvoda voda se uklanja sublimacijom leda, tj. neposrednim prijelazom iz čvrstog u plinovito stanje. To
se realizira podvrgavanjem zamrznutog proizvoda djelovanju topline pod odgovarajućim podtlakom (vakuumom). Budući da se uklanjanje vode vrši «in situ»,
kao što smo rekli: sublimacijom leda, taj postupak dehidratacije je karakteriziran i
time što je isključena migracija topljivih sastojaka (šećera, kiselina, mineralnih
soli, aminokiselina itd.) prema površini proizvoda, karakteristična za ostale metode
dehidratacije. Na taj način je isključeno stvaranje krute površinske «kore», koja
usporava proces dehidratacije i koja redovito predstavlja mjesto najintenzivnijih
degradacijskih pojava. Osim toga, kako se molekule vode izdvajaju iz krute strukture koja se postupno pretvara u fino-poroznu, onemogućeno je aglomeriranje molekula bjelančevina, a primjenom niskih temperatura znatno su usporene kemijske
reakcije.
Međutim, potrebno je odmah istaknuti da realizacija spomenutog principa, iz
kojega proizlaze sve navedene prednosti postupka liofilizacije, nailazi na niz problema.
Današnja razina tehnike kojom raspolaže procesna industrija doprinijela je ipak
uspješnom savladavanju niza tehničkih problema.
Potrebno je odmah kao prvo istaknuti da se postupak ne svodi isključivo na
dehidrataciju sublimacijom.
Tijekom operacije voda sadržana u proizvodu podvrgnutom liofilizaciji uklanja
se u dva stadija:
• U stadiju sublimacije ili tzv. primarnoj dehidrataciji uklanja se voda koja
se nalazi u vidu leda; to je prije svega tzv. slobodna voda. Tijekom tog
stadija zagrijavanjem prethodno zaleđenog proizvoda dolazi do neposredne
sublimacije kristala leda, a da se ni jednog časa ne pojavljuje voda u tekućem stanju. Na taj način nestajanjem kristala leda zamrznuti materijal se
postupno dehidratira bez zamjetnije promjene oblika, poprimajući fino poroznu strukturu. Tijekom čitavog tog stadija (primarno dehidratacije) proizvod mora ostati zamrznut i zbog toga zagrijavanje treba provesti tako da
se u tretiranom materijalu konstantno održava tako niska temperatura koja
rezultira iz ravnoteže između količine dovedene topline i one potrebne za
sublimaciju.
213
Lovrić _______________________________________________________________________________________________
•
U stadiju izotermne desorpcije ili tzv. sekundarnoj dehidrataciji uklanja se
kapilarna voda («l`eau d`adsorption» prema Reyu; «the unfreezable water» prema Luyetu) ili ona voda koja nije bila izdvojena u vidu leda. Ta se
voda uklanja zagrijavanjem proizvoda na +30ºC do +60ºC, (što ovisi o
prirodi i svojstvima proizvoda) nakon što su nestali i posljednji tragovi
leda. To se postiže tretiranjem proizvoda kroz određeno vrijeme pod vakuumom kod navedenih temperatura.
Dok je relativno lako odrediti trajanje prvog stadija dehidratacije, čiji se završetak poklapa s časom iščezavanja leda, to nije slučaj s drugim stadijem; ustvari,
proces desorpcije je kontinuiran i s fizikalnog stajališta nema završne točke.
U ovisnosti o trajanju operacije i primijenjenim uvjetima, preostaje prema tome
u proizvodu određena količina vode, koja predstavlja tzv. zaostalu vlagu (Rey - l`
humidite residuelle). Upravo količina te zaostale vode neposredno uvjetuje trajnost
liofiliziranog proizvoda.
Kako stadij sublimacije u ovom postupku predstavlja glavnu okosnicu i karakteristiku, potrebno je nešto više reći o samoj sublimaciji.
Kristal leda sastavljen je iz molekula vode raspoređenih (povezanih) u pravilnu
rešetku. Iako je svaka molekula vode ograničena u svom položaju, ona vrši gibanje
unutar određenih granica. Temperatura nekog materijala je upravo određena veličinom tog gibanja. Za neku molekulu na površini kristala leda postoji mogućnost da
se u slučaju dovoljno snažnog spomenutog gibanja odupre djelovanju privlačnih
sila susjednih molekula i iziđe iz svog prvobitnog položaja. Ako se radi o velikom
broju molekula, onda postoji određena statična vjerojatnost za takvu pojavu
izdvajanja. Pošto je veličina gibanja molekula vode funkcija temperature, onda će
vjerojatnost izlaženja molekula iz površine kristala leda rasti porastom temperature.
Kada se kristali leda nalaze u jednoj zatvorenoj komori (prostoru) kod neke
konstantne temperature, molekule vode napuštaju kristale leda određenom (stalnom) brzinom. Međutim, kako sublimacija napreduje, tako raste i koncentracija
vodene pare u prostoru oko leda, a time i vjerojatnost povratka slobodnih molekula
vode na površini leda. U slučaju kada je koncentracija molekula vode u okolini
leda dovoljno velika, brzina kondenzacije molekula vode izjednačava se brzinom
sublimacije.
Iz faznog dijagrama za čistu vodu (slika 4.100.) vidljivo je pod kojim se
uvjetima mijenja agregatno stanje vode. Točka 0 predstavlja trojnu točku u kojoj je
moguće postojanje sve tri faze (čvrste, tekuće i plinovite).
U trojnoj točki se sijeku ravnotežne krivulje promjene faza i u toj točki sve tri
faze su u istovremenoj ravnoteži. Kod običnog isparavanja proces se odigrava po
krivulji OC, odnosno ispod nje. Molekule vodene pare odlaze u parni prostor, što
se može ubrzati i olakšati održavanjem veće razlike u tlakovima.
Trojna točka ima koordinate 0.0076ºC i 610.75 Pa i za odvijanje procesa
sublimacije (krivulja) OA vrijednosti temperature i tlaka treba održavati ispod njih.
Prema tome, da bi se proces sublimacije mogao odvijati što efikasnije, stvaranjem
214
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
pogodnog vakuuma ostvaruje se uvjet po kojem će parcijalni tlak na površini čvrste
tvari koja isparava (led) biti veći od parcijalnog tlaka pare u okolnom prostoru.
Slika 4.100. Fazni P-T dijagram vode; OA – krivulja sublimacije (leda – para),
OB – krivulja (led – voda), OC – krivulja zasićene vlažne pare (voda – para),
O – trojna (eutektična) točka
Praktična primjena ove pravilnosti diktira što veću udaljenost od točke 0. Sa
faznog dijagrama za vodu vidi se da je kod sušenja sublimacijom uloga vakuuma
mnogo veća nego što je uloga hlađenja. Kod donjih dijelova krivulja OA i OC
tangens kuta je manji čime je objašnjeno da je sa manjim promjenama tlaka udaljavanje od trojne točke brže i proces se može lakše ostvariti.
Treba napomenuti da je brzina sublimacije isključivo funkcija temperature, dok
je brzina kondenzacije funkcija temperature i tlaka para. Prisutnost para drugih
molekula osim vode nema utjecaj na apsolutne vrijednosti tih brzina, osim što one
sprečavaju tok para i uvode koncentracijske gradijente. Smanjenje koncentracije
zraka (i drugih plinova) potrebno je isključivo radi slobodnijeg kretanja molekula
vodene pare prema kondenzatoru.
Molekule vode u kristalnoj rešetki imaju neznatno gibanje u usporedbi s parom,
a prema tome i znatno manje energije. Stoga da bi jedna molekula vode napustila
kristal leda i prešla u paru potrebno je dovesti tu razliku energije. To je latentna
toplina sublimacije, koja iznosi približno 2843 kJ/kg pri 0ºC. Ako se toplina dovodi
u sistem određenom (stalnom) brzinom, postiže se ravnotežno temperaturno stanje
kod kojeg je toplina potrebna za sublimaciju jednaka onoj dovedenoj (ili obratno).
Ako je brzina sublimacije veća nego dovod topline, temperatura pada sve dok
brzina sublimacije ne postane ekvivalentna dovodu topline. I obrnuto, ako je temperatura materijala suviše niska, tako da je sublimacija nedostatna za korištenje
dovedene topline, «suvišak» topline utječe na porast temperature sve dok sublimacija ne postane ekvivalentna dovedenoj toplini.
215
Lovrić _______________________________________________________________________________________________
U praksi, temperatura namirnice je određena brzinom dovođenja topline i brzinom prijenosa (odvođenja) pare. Svaki uvjet koji utječe na promjenu jednog od tih
faktora mijenja temperaturu materijala podvrgnutog liofilizaciji. Ravnotežu između
topline i sublimacije i topline koju je potrebno dovesti može se prema tome ostvariti dovođenjem ekvivalentne količine topline. Taj se proces može prikazati izrazom koji obuhvaća odnose toplinske energije, tlaka i drugih konstanti koji utječu
na proces liofilizacije.
∑ q = α ⋅ ( ph − pk ) ⋅ r ⋅
p0
dt
+ c ⋅ ρ ⋅ Rv ⋅
rp
dτ
gdje je q = specifični toplinski fluks (W/m2), α = koeficijent prijenosa mase pri
atmosferskom tlaku (kg/m2 sPa), ph = parcijalni tlak vodene pare na površini hrane
(Pa), pk = parcijalni tlak vodene pare u komori (Pa), ρ = gustoća (kg/m3), Rv =
geometrijska mjera koja karakterizira proces (m3/m2), p0 = normalni tlak (101325
Pa), p = barometarski tlak (Pa), r = latentna toplina sublimacije (J/kg), c =
specifična toplina (J/kgK).
Zbog neznatne razlike (ph – pk) pri vođenju procesa na normalnom tlaku sublimacija ima jako spori tok, tako da je proces dugotrajan (24 do 88 sati). Prvi član
izraza karakterizira utrošak topline za zagrijavanje proizvoda. Jasno je da je
vrijednost drugog člana u odnosu na prvi beznačajan, pa se može zanemariti. Ova
činjenica ukazuje na važnost postizanja niskih radnih tlakova, na koju upućuje prvi
član izraza jednadžbe.
U toku procesa sušenja u zonu tvorbe vodene pare potrebno je dovoditi toliku
količinu topline koja je neophodna za kompenzaciju pretvorbe faza.
Uvjet q = r · S, gdje je q = količina dovedene topline (J/m2h), r = toplina
sublimacije (J/kg), S = brzina sušenja (kg/m2h) – mora biti ispunjen tokom čitavog
procesa sušenja tj. ukoliko je q nedovoljno, pada brzina sušenja (S) i obrnuto, kod
pretjeranog zagrijavanja može doći do narušavanja temperaturnog režima.
Ako se ima u vidu vrlo niska toplinska vodljivost biološkog materijala, koja se
u uvjetima provedbe liofilizacije (postupna dehidratacija materijala koja se nalazi
pod vakuumom) još smanjuje, onda je potpuno razumljivo zašto prijenos topline
kod ovog postupka predstavlja problem od primarnog značenja.
Prijenos topline pri sušenju sublimacijom može se predočiti Fourierovim izrazom:
q=
λ
(t s − t i )
δ
gdje je λ = koeficijent provođenja topline (toplinske vodljivosti) (W/mK), q =
specifični toplinski fluks (W/m2), ts = temperatura na granici promjene faza (K), ti
= temperatura na donjoj granici površine zamrznutog sloja materijala (K), δ = debljina zamrznutog sloja materijala (m).
216
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Pod uobičajenim uvjetima tijekom procesa liofilizacije povećava se sloj osušenog materijala. Sva vodena para oslobođena sublimacijom u zoni sušenja prelazi
kroz prepreku sve veće i veće debljine. Kod toga treba imati u vidu osnovnu spoznaju, tj. da je koncentracijski gradijent jedina sila koja pokreće molekule vodene
pare kroz osušeni sloj. Dva su načina da se utječe na koncentracijski gradijent u
toku sušenja: jedan, da se mijenja koncentracija vodene pare na površini namirnice
(tlak u komori treba biti otprilike 1/3 –1/4 tlaka para leda); a drugi da se mijenja
napetost para na granici sušenja. (Budući da je napetost para leda funkcija temperature, unutarnji tlak se može povećati jedino povišenjem temperature uzorka odnosno povećanjem dovođenja topline dok se ne uspostavi prije spomenuta ravnoteža,
kod čega to povišenje ne smije biti štetno po proizvod).
Da bi se dobio što veći koncentracijski gradijent kroz osušeni sloj, neophodno
je postići niži tlak para na površini proizvoda. Efikasno uklanjanje vodene pare iz
blizine (okoline) proizvoda drugi je (uz adekvatan prijenos topline) osnovni preduvjet za uspješno projektiranje uređaja za liofilizaciju. Stoga je neophodno što kraćim putem i uz što manje zapreka odvesti paru iz komore za dehidrataciju (npr. do
nisko hlađenog kondenzatora ili nekog drugog uređaja s istom funkcijom).
4.10.9.3. Tehnički aspekti provedbe liofilizacije
Zamrzavanje se provodi ili na uobičajeni način pomoću rashladnih uređaja podesnih za postizanje željenih niskih temperatura ili otparavanjem određene količine
vode podvrgavanjem proizvoda odgovarajućem vakuumu, pri čemu oduzimanje
topline isparavanja izaziva njegovo zamrzavanje.
Obično se ovaj spomenuti postupak provodi u samom uređaju za liofilizaciju.
Taj način zamrzavanja ima određenih (prije svega ekonomskih) prednosti pred prvim, ali je njegova primjena prilično ograničena. Bez obzira na primijenjeni postupak zamrzavanja i temperaturni režim primijenjen kasnije tokom faze sublimacije,
potrebno je u većini slučajeva dostići temperature između –30ºC i –40ºC.
Ovdje je potrebno ukazati i na jednu drugu pojavu koja je od neobične važnosti
za tehniku liofilizacije, a koja je vezana za specifična svojstva materijala biogenog
porijekla koji je gotovo redovito vrlo kompleksnog karaktera. Naime, uspješna
provedba liofilizacije u velikoj je mjeri ovisna o strukturi zamrznutog materijala, a
ova rezultira iz niza faktora, između kojih je od bitnog značaja način na koji je
postignuta određena (željena) temperatura proizvoda tijekom procesa zamrzavanja.
Da bi se postigla određena stabilizacija supstrata (materijala) potrebno je provesti
njegovo pothlađivanje. Naknadnim zagrijavanjem do temperature eutektikuma ne
narušava se postignuta struktura, što omogućava provođenje sublimacije (uz manju
opasnost od "odmrzavanja") kod viših temperatura. Na spomenutoj pojavi zasniva
se tzv. termičko tretiranje proizvoda koje se može provesti na razne načine (npr.
pomoću tekućeg dušika ili jednostavno u samoj komori za liofilizaciju).
217
Lovrić _______________________________________________________________________________________________
Ne treba ipak izgubiti iz vida činjenicu da je više ili manje uspješno provođenje
liofilizacije usko povezano s ekonomskim momentom. Dok savršeno provođenje
dehidratacije bioloških preparata zahtijeva potpuno zamrzavanje, to nije neophodno kod živežnih namirnic a, pošto najveći dio prednosti liofilizacije potječe za ove
prije svega od primjene niskih temperatura kod kojih se ona ostvaruje (provodi), a
manje od drugih čimbenika vezanih uz specifično čvrsto stanje.
Toplinska energija u uređajima za liofilizaciju dovodi se na tri osnovna načina:
• kondukcijom sa grijane površine (plohe)
• radijacijom iz izvora unutar vakuum sistema
• indukcijom ili dielektričnim grijanjem
Kod prvog načina zamrznuti proizvod nalazi se u kontaktu s grijanom površinom, dok se sušenje odvija na suprotnoj površini (slika 4.101.).
Budući da se toplina može prenositi samo uz pretpostavku postojanja termičkog gradijenta, količina topline koja se može dovesti u zonu sušenja ograničena je
temperaturom površine koja priliježe uz grijani nosač (ploču), zatim debljinom i
toplinskom vodljivosti zamrznutog materijala i temperaturom na granici sušenja.
Vodljivost topline, kao što je rečeno, većine bioloških materijala (u zamrznutom
stanju) je vrlo niska.
Temperatura na mjestu sušenja ovisi o količini dovedene topline, o brzini sublimacije i efikasnosti uklanjanja (odvođenja) vodene pare i samo se indirektno može
odrediti.
T [°C]
smrznuto osušeno
0
–10
–20
–30
–40
–50
grijana
ploha uzorak
hlađeni
kondenzator
Slika 4.101. Dovod topline provođenjem (kondukcijom)
Temperatura na grijanoj plohi je pod neposrednom kontrolom operatora, ali ta
je temperatura ograničena zahtjevom da materijal neprekidno ostane u zamrznutom
stanju.
Ova metoda dovođenja topline ima nedostatak i u tome što se sušenje ne odvija
na strani koja je u dodiru (kontaktu) s izvorom topline, jer bi u protivnom put
218
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
kondukcije bio razoren. Ako bi se sušenje pojavilo na toj strani (vidi sliku 4.102.),
osušena "ljuska" pretstavljala bi veliku zapreku toku topline.
Intenzitet dovođenja topline tim načinom je vrlo nizak, iz čega proizlazi dugotrajnost sušenja (tako npr. sušenje mesa u komadima traje cca 24 sata.)
Da bi se poboljšao kontakt između grijanih ploča i proizvoda, pojedini proizvođači uređaja za liofilizaciju (npr. "Atlas" i "Vickers-Armstrong") primijenili su
specijalne rešetke-lese, među kojima se proizvod održava pod određenim tlakom
(slika 4.103.)
Slika 4.102. Shematski prikaz gradijenta temperature u času dok još traje liofilizacija
(presjek)
Slika 4.103. Pogled na raspored elemenata grijača, sita i namirnice u komori uređaja za
ubrzanu liofilizaciju
219
Lovrić _______________________________________________________________________________________________
Slika 4.104. Kretanje temperatura tokom tipičnog operativnog ciklusa liofilizacije u
sistemu za ubrzanu liofilizaciju
Slika 4.105. Dovod topline radijacijom (zračenjem)
Takvim postupkom (AFD – Accelerated-Freeze-Drying) smanjeno je potrebno
vrijeme procesa na 6-10 sati (slika 4.104.). Međutim, i taj postupak ima određenih
nedostataka, kao što su mogućnosti pregrijavanja i zbijanja površinskog dijela
proizvoda, veća složenost izvedbe i rukovanja, te viša cijena uređaja.
220
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Drugi način poboljašanja kontaktnog prijenosa topline je pomoću bodlji koje
prodiru u zamrznuti proizvod.
Kod primjene infracrvenih zraka moguće je (u principu) toplinu zračenja dovoditi materijalu u komori za sušenje sa svih strana, što povećava brzinu sušenja.
Međutim, ni ovaj način zagrijavanja ne predstavlja idealno rješenje, pošto nužno
pretpostavlja određeni temperaturni gradijent između površine proizvoda i zone sušenja (slika 4.105.).
Naime, termička izolacija uvjetovana osušenim slojem u vakuumu je znatna,
tako da je taj gradijent vrlo ovisan o debljini toga sloja, a ujedno ograničen (dozvoljenom) temperaturom površine materijala. Razumljivo je da, ako se pretjera u toj
temperaturi, može doći do neželjenog termičkog oštećenja. Osim toga, postoji i
jedan drugi nedostatak kod tog načina dovođenja topline, a proizlazi iz zahtjeva da
se materijal podvrgnut sušenju nalazi u određenom položaju prema izvoru zračenja,
i da treba izbjegavati razna moguća "zasjenjivanja" uvjetovana nepravilnim oblicima materijala. U današnjoj praksi samo zračenje se rijetko upotrebljava za dovođenje topline; ono se najčešće kombinira s nekim drugim načinom.
Dovođenje topline pomoću elektromagnetskog zračenja, potaknuto nastojanjem da se toplina dovodi materijalu sa svih strana, iako vrlo privlačno sa stajališta
liofilizacije, nije dalo željene rezultate, osobito u primjeni energije mikrovalova.
Razlozi su prvenstveno vezani uz složenost i još više promjenjljivost svojstava materijala u toku procesa, tako da je vrlo teško kontrolirati i održavati nužne uvjete.
Slika 4.106. Grijanje mikrovalovima (mikrovalnim zračenjem)
Dielektrično zagrijavanje (slika 4.106.) se temelji na pretvorbi rada, koji je
upotrijebljen za promjenu orijentacije (položaja) dipola (molekula sa asimetričkim
221
Lovrić _______________________________________________________________________________________________
nabojem) u promjenljivom elektromagnetskom polju, u toplini. Budući da je voda
izraziti dipol, razumljivo je da takvo dielektrično "grijanje" može biti i te kako
efikasno sredstvo prenosa energije u hidratiziranom materijalu. Međutim, zbog
relativne nepokretnosti molekula vode u kristalnoj rešetki leda smanjena je mogućnost absorpcije dielektrične energije do zanemarivih vrijednosti. Usprkos tomu,
zbog činjenice da je 5 do 10% vode u biološkom materijalu "vezano" na druge
sastojke – i ne zamrzava – te molekule vode zadržavaju funkciju dipola i omogućavaju da se najveći dio dielektrične energije upravo preko njih prenosi na zamrznuti
materijal. Pokusi su vršeni s radiofrekvencijama od 1 do 150 megacikla; kao i s
većim frekvencijama (u području mikrovalova) od 300 do 10000 megacikla. Međutim, poteškoće zapažene u prvom slučaju javile su se i kod primjene mikrovalova.
Naime, promjene u dielektričnim karakteristikama u toku sušenja izazivaju nepoželjne promjene (na njemu) i zahtijevaju neprekidno podešavanje izvora energije.
Važnost uklanjanja vodene pare za liofilizaciju često je stavljena u drugi plan
zbog problema vezanih uz prijenos topline. Kao što je ranije napomenuto, u integralnom sistemu liofilizacije prijenos topline i pare su u potpunosti međuovisni.
Pretvorba leda u vodenu paru nije ništa drugo nego nastavak tijeka energije započetog dovođenjem topline. Ako se para nastala na granici sušenja ne bi mogla efikasno ukloniti, daljnji dovod topline uvjetovao bi na tom mjestu porast temperature.
Isto tako, efikasno uklanjanje vodene pare iz zone sušenja znatno povećava brzinu
kojom se može dovesti toplina, a da pritom ne dođe do pretjeranog povišenja temperature. Otpor osušenog sloja toku pare jednim dijelom ovisi o samom materijalu.
Tako npr. strukturni putevi (kao što su npr. krvne žile, ili pukotine) mogu predstavljati puteve niske otpornosti za prijenos para. Na tok para utjecat će također veličina, oblik i orijentacija kristala leda stvorenih za vrijeme početnog zamrzavanja.
Materijal s visokim sadržajem vode sadržavat će nakon sublimacije leda odgovarajuće dimenzije praznog prostora, pri čemu se smanjuje otpornost prema toku
para. Važan čimbenik je i oblik pora zaostalih nakon sublimacije kristala leda.
Dugački kristali orijentirani pod pravim kutem prema granici sušenja bitno će
poboljšati prijenos para. Takvi dugi kristali su karakteristični za mišićno tkivo gdje
dolaze paralelno mišićnim vlaknima (Luyet, 1962). Općenito govoreći, otpor prijenosu mase (toku para) opada porastom veličine kristala leda ili porastom udjela
slobodne vode u materijalu. U svakom slučaju, otpor toku pare u osušenom sloju je
vrlo velik i u većini slučajeva limitirajući faktor sistema za sušenje.
Za uklanjanje vodene pare iz (uređaja) sistema za liofilizaciju primjenjuju se s
više ili manje uspjeha različite metode. Vjerojatno najraširenija, a pod određenim
uvjetima i najbolja metoda bazira se na primjeni niskohlađenih kondenzatora. Primjenjuju se također razna kemijska i mehanička dehidratizirajuća sredstva, te vakuum pumpe, parni ejektori ili, što je najčešće slučaj, kombinacija spomenutih metoda. Uređaji za održavanje vakuuma moraju biti prilagođeni kako stadiju sublimacije, tj. primarne dehidratacije, tako i stadiju sekundarne dehidratacije (desorpcije).
Kod primjene niskohlađenih kondenzatora treba voditi računa da rashladno postrojenje ima dovoljan kapacitet, kako bi se odvela toplina odgovarajućom brzinom
222
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
da ne bi došlo do porasta temperature u kondenzatoru. Budući da je napetost para
leda eksponencijalna funkcija temperature, razumljivo je da relativno male promjene temperature mogu izazvati znatne promjene tlaka para. Međutim, isto tako treba
imati u vidu da se progresivnim smanjenjem asimptotski približi nuli, kao što se
vidi na priloženom dijagramu – (slika 4.107.), iz čega proizlazi zaključak da nije
neophodno primjenjivati suviške niske temperature kondenzatora da bi se dobio
zadovoljavajući gradijent tlaka para.
Slika 4.107. Tipičan dijagram procesa liofilizacije
Kondenzatori se ponajčešće upotrebljavaju u kombinaciji s mehaničkim vakuum pumpama. Kod tih pumpi problemi su vezani za pojavu emulzije (ulje-voda)
zbog kondenzacije dijela vodene pare, čime se mijenjaju karakteristike pumpe, a
dolazi i do korozije pojedinih elemenata pumpe. U novije vrijeme upotrebljavaju se
tzv. pumpe s gas-balansom u kojima se u posljednjim stupnjevima kompresijskog
ciklusa dovodi neznatna količina zraka radi sprječavanja kondenzacije vodene pare.
223
Lovrić _______________________________________________________________________________________________
U istu svrhu tvrtka «Stokes» je kod svojih postrojenja za liofilizaciju uvela tzv.
«tople» pumpe u kojima se grije ulje do 120ºC.
Primjena višestupanjskih (četiri do pet) parnih ejektora pokazala se ekonomičnom jedino tamo gdje su pristupačni veći i jeftini izvori vode i vodene pare. (Za
postizanje tlaka od cca 267 Pa potrebno je upotrijebiti vodenu paru od 9 · 105 do
10 · 105 Pa. Prema podacima tvrtke «Atlas» utrošak vodene pare i vode pri upotrebi
parnih ejaktora iznosi 10 kg, odnosno 800 kg po kilogramu isparene vode iz
proizvoda). Nedostatak sistema s parnim ejektorima je i u tome što se pomoću njih
ne postižu, ponekad potrebni, dovoljno niski tlakovi. Spomenuta tvrtka «Atlas»
konstruirala je također i kombinirani uređaj za održavanje vakuuma primjenom
nisko hlađenog kondenzatora i parnih ejektora. Takva kombinacija omogućava veću fleksibilnost u vođenju procesa i veću ekonomičnost jer se pri kraju procesa
smanjuje utrošak energije.
Već je spomenuto da se za uklanjanje vodene pare iz komore za liofilizaciju
upotrebljavaju i različiti desikanti (adsorbensi). To mogu biti dva tipa: kemijski
desikanti, kao npr. P2O5 koji s vodom ulazi u ireverzibilnu kemijsku reakciju; i mehanički desikanti, kao što su silikagel ili zeoliti koji adsorbiraju vodu unutar svoje
porozne strukture (ovi se mogu, za razliku od prvih, regenerirati zagrijavanjem).
Konstruirani su također i vakuum uređaji s tekućim adsorbensom, koji rade na
principu raspršivanja ohlađene (na –25ºC do –30ºC) koncentrirane otopine soli npr.
litijevog ili kalcijevog klorida. Osim na spomenute načine, uklanjanje vodene pare
vrši se pomoću vrlo niske vlažnosti.
Poseban tehnički problem predstavlja kontrola procesa liofilizacije, a što je
osobito važno, kao što se iz prethodnog izlaganja moglo zaključiti, za reguliranje
temperaturnog režima. Budući da kontrola temperatura, bilo direktno (instrumenti
za mjerenje temperature), bilo indirektno (barometrijska metoda) najčešće ne daje
dovoljno preciznu informaciju o strukturi proizvoda – a što je za uspješnu provedbu ovog postupka presudno – razrađena je jedna metoda kontrole na principu tzv.
diferencijalne termičke analize i dan je prijedlog automatske regulacije zagrijavanja temeljene na registriranju električnog otpora zamrznutog proizvoda.
Za izvođenje sušenja liofilizacijom koriste se dva osnovna tipa procesa – statično i dinamično sušenje.
Uređaji sa statičnim sušenjem mogu biti kontinuirani i diskontinuirani, a prikladni su za sušenje materijala u blokovima i granuliranog materijala (slika 4.108.).
Toplina potrebna za sublimaciju prenosi se kontaktom između ploča koje griju
i tava za sušenje (kondukcijom). Njemačka tvrtka Leybold-Heraeus u svojim uređajima za liofilizaciju ima rebrastu tavu od aluminija s ugrađenim elementima za
kontinuiranu kontrolu kvalitete proizvoda (CQC). Da bi se postigao veći kapacitet
grijanih površina tvrtka je proizvela i specijalne perforirane tave u obliku slova V.
Naime, između rebara običnih tava umetnuta su tzv. V-sita koja tvore otvore preko
kojih se odvija dobar i brz transport vodene pare proizvoda. Primjenom ovako konstruiranih tava mogu se postići kapaciteti od 50 – 90 kg/m2 svježe namirnice u 24
sata.
224
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Slika 4.108. Shematski prikaz kontinuiranog uređaja za liofilizaciju sa pet komora;
1. komora za zamrzavanje, 2. prostor za punjenje, 3. uređaj za punjenje tava, 4. ulazna
pretkomora, 5. kondenzator, 6. vakuum pumpe, 7. zasun (nepropusni), 8. tunel za
liofilizaciju, 9. ploče za grijanje CQC nosačima, 10. izlazna komora, 11. uređaj za
pražnjenje, 12. izlaz za liofilizirani proizvod, 13. uređaj za pranje
Slika 4.109. Shematski prikaz sušenja liofilizacijom s vibrirajućom kaskadom;
1. komora za zamrzavanje, 2. sistem za transport zamrznutog materijala, 3. spremište
zamrznutog materijala, 4. komora za sušenje, 5.vibrirajuća kaskada za liofilizaciju,
6. niskohlađeni kondenzator, 7. vakuum pumpe, 8. posuda za prihvat liofiliziranog
proizvoda
225
Lovrić _______________________________________________________________________________________________
Dinamičko sušenje provodi se u specijalno konstruiranim uređajima za liofilizaciju s vibrirajućim elementima. Primjenjuje se za sušenje pokretljivog materijala,
tj. zamrznutih sitnih čestica koje se uslijed vibracije kreću u «lebdećem» sloju. U
tom sistemu bez tava tzv. «trayless system», zamrznuti materijal je u direktnom
kontaktu s površinom koja se grije, a koja istovremeno služi i kao vibratorski transporter (slika 4.109.).
Vibracije omogućavaju kontinuirani transport materijala kroz uređaj dok je
vrijeme zadržavanja istog regulirano promjenom amplitude vibracija. S obzirom na
to da se proizvod u toku dehidratacije kontinuirano miješa (transportira i dehidratira u lebdećem sloju) ovaj tip liofilizatora ima veliku specifičnu brzinu isparavanja
vode koja iznosi cca 5 kg/m2h. Prosječno zadržavanje materijala u uređaju granulacije 0.5 –2 mm iznosi 6 – 9 minuta. Međutim, i kod proizvoda dobivenih na ovaj
način (tj. iz zamrznutih sitnih čestica) treba voditi računa o nekim problemima koje
susrećemo i kod nekih drugih postupaka – npr. sušenja raspršivanjem, a proizlazi iz
ponekad suviše malih dimenzija čestica gotovog proizvoda (problemi vezani uz
boju, nasipnu volumensku gustoću – bulk density) što može iziskivati potrebu naknadnog algometriranja.
Na kraju treba spomenuti da je uspješnost liofilizacije usko povezana i s ekonomičnim vođenjem procesa.
Porastom godišnje proizvodnje liofiliziranog proizvoda padaju troškovi investicijskih ulaganja i troškovi proizvodnje. U odnosu na vrstu namirnice koja se suši
najekonomičnije je sušiti «kruti» materijal (materijal koji dolazi u komadima) s 10
do 15% suhe tvari, dok su troškovi za dehidrataciju tekućih i polutekućih namirnica
skoro dvostruko veći.
Kvaliteta i stabilnost liofiliziranih proizvoda u velikoj su mjeri ovisni o načinu
pripreme materijala. Tako npr. kod proizvodnje poluverziranih namirnica treba voditi računa o količini suhe tvari u polaznom koncentratu (odnosno stupnju ugušćivanja), kao i o metodi koncentriranja ako se primjenjuje (nije svejedno da li je neki
koncentrat dobiven koncentriranjem zamrzavanjem ili upravljanjem pod vakuumom). U tu svrhu preporučljiv je postupak koncentriranja zamrzavanjem, tzv.
«Grenco» postupak, koji se danas provodi potpuno kontinuirano i ekonomičan je.
4.10.10. Zadržavanje i rekonstitucija arome
Da bi se pospješilo očuvanje hlapljivih sastojaka arome razrađeno je više postupaka. U tom smislu su procesni uvjeti sušenja kod nekih postupaka usmjereni na
sniženje temperature i tlaka, kod drugih pak se provodi rekuperacija («hvatanje»)
hlapljivih sastojaka i vraćanje u proizvod tokom procesa sušenja ili rekuperacije
aromatičnih sastojaka i njihovo fiksiranje («vezanje») na čvrste nosače, te vraćanje
(naknadno dodavanje) u dehidratirani proizvod. Daljnja mogućnost je u razvijanju
specifične arome (u dehidratiranom proizvodu) iz tzv. prekursora arome posredstvom odgovarajućih enzimskih sistema (bilo nativnih ili izoliranih i naknadno do226
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
danih). Tako npr. luk (bijeli ili crveni), koji sadrži prekursore arome, pripremi se i
suši na takav način da se očuvaju enzimi koji prilikom rehidratacije kataliziraju
razvijanje karakterističnih sastojaka arome iz prekursora. U slučajevima kada su
autohtoni (nativni) enzimi tijekom tehnološkog procesa inaktivirani, dodaju se u
dehidratirani proizvod preparati izoliranih enzima iz svježeg materijala (sirovine).
4.10.11. Pakiranje dehidratiranih proizvoda
Ambalaža i uvjeti pakiranja i skladištenja važni su čimbenici održavanja kvalitete dehidratirane hrane. Osobito je važno da oni štite proizvod od rehidratacije i
dodira s kisikom. Većina tih proizvoda, posebno onih u vidu praha ili granula (instant proizvodi) je vrlo osjetljiva na kombinirani utjecaj vlage (vode), kisika i svjetla. Zbog toga se kao ambalažni materijali upotrebljavaju plastične folije, različiti
laminati ili limovi. Ponekad je potrebno primijeniti zatvaranje proizvoda kod
sniženog tlaka (pod vakuumom) ili ambalažiranje u atmosferi inertnog plina (N2,
CO2) i dodavanje desikanta. U nekim slučajevima se prilikom konfekcioniranja
dehidratiranih proizvoda provodi fumigacija (obrada s epoksidima ili fungicidima i
baktericidima) ili pasterizacija.
4.11. Konzerviranje biološkim putem (fermentacijom)
4.11.1. Princip i primjena
Ova metoda konzerviranja temelji se na kontroliranoj primjeni nekih mikroorganizama, koji svojom aktivnošću stvaraju nepovoljne uvjete za razvitak putrefaktivnih organizama potiskujući time njihovo djelovanje (cenoanabioza), dok istovremeno vrlo često služe za postizanje određene kvalitete, odnosno oplemenjivanje
proizvoda (npr. fermentirane masline, kupus i drugo povrće, sirevi, mlijeko, mesni
proizvodi).
4.11.2. Tehnološki aspekti
Budući da se radi o kontroliranim procesima, potrebno je voditi računa o pojedinim tehnološkim čimbenicima, kao što su vrsta mikroorganizama, supstrat, temperatura, koncentracija soli, pH, sanitarni uvjeti itd.
Tako npr. za usmjeravanje i pravilno vođenje procesa koji se temelje na mliječno-kiseloj fermentaciji veliko značenje ima dodatak kuhinjske soli u određenim
227
Lovrić _______________________________________________________________________________________________
koncentracijama. Naime, NaCl djeluje selektivno na mikroorganizme. Pojedine
bakterije mliječno-kiselog vrenja, kvasci i plijesni podnose i adaptiraju se na otopine soli, za razliku od sporogenih aeroba i anaeroba čija je aktivnost u startu dovoljno potisnuta da bi naknadnom tvorbom kiseline (pod djelovanjem mlječnokiselih bakterija) bila potpuno inhibirana. Slično je i s proteolitičkim bakterijama i
pektolitičkim bakterijama. Dodatkom kuhinjske soli ujedno dolazi do nekroze tkiva
i izlaska sastojaka iz stanica (npr. šećera) čime se stvara supstrat povoljan za
aktivnost mikroorganizama. Ponekad je potrebno zbog tog razloga dodati šećer (tj.
da bi se pospješio proces konzerviranja!).
Važni mikroorganizmi u ovim procesima su Leukonostoc mesenteroides, Lactobacillus brevis (Lactobacillus pentoaceticus) i Lactobacillus plantarum (Lactobacillus cucumeris). U suvremenoj tehnologiji konzerviranja sve više se upotrebljavaju čiste kulture. Tok fermentacije i uspješnost konzerviranja najbolje se mogu
ocijeniti na temelju pH proizvoda.
4.12. Konzerviranje dodacima (aditivima)
4.12.1. «Prirodni» i kemijski konzervansi
Razlikujemo dvije vrste tvari kojima se može provesti konzerviranje: jednu
čine tvari koje su same po sebi hrana (šećer) ili se upotrebljavaju u prehrani
(kuhinjska sol, alkohol, vinski ocat) – neki ih nazivaju prirodnim konzervansima - i
tvari koje to nisu, a služe kao konzervansi u užem smislu riječi; to su tzv. kemijski
ili umjetni konzervansi.
Konzervirajuće djelovanje šećera bazira se na principu osmoanabioze, tj. potrebna je određena koncentracija. Kod 65% (ili više) šećer + kiseli medij, potrebno
je blago termičko tretiranje i zaštita od zraka (proizvodi na bazi pektinskog gela –
marmelada, džem, eventualno voćni žele i sirupi). Koncentracije veće od 70% ne
iziskuju kiseli medij i dodatno tretiranje (npr. kandirano voće i kondenzirano
zaslađeno mlijeko). Kod iste koncentracije veću konzervirajuću sposobnost ima
šećer koji stvara veći osmotski tlak (monosaharidi naprama saharozi!).
Kuhinjska sol djeluje putem stvaranja osmotskog tlaka, dehidratacijom (plazmolizom) i specifično (npr. putem Cl¯) uplićući se u metabolizam inhibicijom
nekih enzima. Različiti mikroorganizmi podnose različite određene koncentracije
natrijeva klorida.
Za Clostridium saccharobutyricum kritične su koncentracije 3-6%, za Clostridium botulinum 6.5%, za pojedine grupe Coli 8-9%. Neke plijesni i površinski
kvasci podnose koncentracije i iznad 20%. Smatra se da se približavanjem koncentraciji soli od 20% u namirnici znatno smanjuje broj mikroorganizama i ograničava njihova aktivnost. Sol se u praksi primjenjuje «na suho» (soljenjem) ili u vidu
koncentriranih otopina (salamure).
228
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Uporaba octa za konzerviranje povrća ima dugi vijek. Djelovanje octene kiseline (kao takve ili u vidu octa) proizlazi iz zakiseljavanja sredine (acidoanabioza) u
kojoj se nalaze mikroorganizmi među kojima mnogi (većina bakterija) ne podnose
pH ispod 4.0-4.2, te iz remećenja njihovog metabolizma uplitanjem u neke
enzimske reakcije. Otpornost mikroorganizama je različita, tako da koncentracije
4.0-6.0% djeluju smrtonosno na jedne, dok drugi podnose i veće koncentracije.
Međutim, danas se u praksi primjenjuju niže koncentracije (do 3%) i pojačava
djelovanje kombiniranjem s kuhinjskom soli ili dodatnom pasterizacijom. U ovu
skupinu tvari za konzerviranje može se svrstati i etilni alkohol, čije je antiseptičko
djelovanje poznato. Uglavnom se upotrebljava (eventualno zajedno sa šećerom) za
konzerviranje voća, ali je ta primjena prilično ograničena.
Kemijski konzervansi su tvari čijim se dodatkom u relativno malim koncentracijama u namirnici sprječava razvitak (ili se izaziva uništenje – što je rjeđe)
mikroorganizmima. Mehanizam djelovanja temelji se na oštećivanju stanične stijenke mikroorganizama ili ometanju enzimskih procesa važnih za izmjenu tvari.
Djelovanje konzervansa ovisi o upotrijebljenoj koncentraciji, kemijskom sastavu i
pH proizvoda. Što je pH proizvoda niži, to je u pravilu konzervirajući učinak veći,
jer to svojstvo posjeduje samo nedisocirani dio konzervansa (npr. sorbinske, benzojeve i drugih kiselina i njihovih soli). Konzervans je samo onda djelotvoran ako
je topljiv u vodi; stoga se uglavnom upotrebljavaju (natrijeve) soli kiselina koje
služe kao konzervansi.
Poznatiji konzervansi su: SO2, odnosno H2SO3 i soli, sorbinska kiselina, benzojeva kiselina, etilni ester p-benzojeve, propilni ester p-oksibenzojeve kiseline,
mravlja kiselina, propionska kiselina i njihove soli, i dietilni ester pirougljične kiseline. Ponekad se upotrebljavaju i kombinacije pojedinih konzervansa.
Konzervansi se uglavnom upotrebljavaju u proizvodnji poluprerađevina (te se u
kasnijoj obradi ili potpuno odstranjuju ili se njihova količina smanjuje na neznatnu
koncentraciju), ali i kod nekih gotovih proizvoda, što se u svakoj zemlji regulira
posebnim propisima.
Općenito se smatra da uporaba konzervansa predstavlja nužno zlo u konzerviranju hrane i da je potrebno primijeniti druge metode konzerviranja (fizikalne!)
gdje je to moguće.
4.12.2. Baktericini
Baktericini su proteini male molekule koje proizvode brojne bakterijske vrste,
uključujući i one mliječno-kiselog vrenja,koji imaju baktericidno djelovanje na
određene organizme, među ostalim i na pojedine kontaminante hrane.
Baktericini koje proizvode patogene bakterije, poput Escherichia Coli (kolicin)
ili Staphylococcus aureus (epidermin), nisu prikladni za primjenu na prehrambene
proizvode.
229
Lovrić _______________________________________________________________________________________________
Najznačajniji izvor baktericina su bakterije mliječno-kiselog vrenja, koje se od
davnine koriste u fermentacijskim procesima kod različitih prehrambenih proizvoda.
Između brojnih do sada identificiranih baktericina jedino je nisin našao značajniju industrijsku primjenu.
Nisin je protein koji se sastoji od 34 aminokiseline, koji inhibira razvoj važnih
Gram-pozitivnih patogenih uzročnika kvarenja namirnica, poput L.monocytogenes
i Staphylococcus aureus, i sprječava klijanje spora mnogih Clostridium i Bacillus
vrsta (species).Otporan je pri obradi u autoklavu i posebno učinkovit u kiselim
proizvodima. Ovaj baktericin proizvode različiti sojevi Lactococcus lactis, subsp.
lactis.
Nisin se potpuno razgrađuje u probavnom traktu i kao takav se smatra neškodljivim aditivom, koji sprječava razvitak spora ili smanjuje njihovu otpornost prema
djelovanju topline.
Nisin se najčešće upotrebljava u kombinaciji s drugim agensima (umjerenim
zagrijavanjem, ili hlađenjem, octenom, mliječnom ili limunskom kiselinom, nitritima i sl.) povećavajući na taj način učinak odabranih 'prepreka'.
U tablici 4.21. dani su primjeri upotrebe nisina kod pojedinih prehrambenih
proizvoda.
Tablica 4.21. Upotreba nisina u tehnologiji nekih prehrambenih proizvoda
Prehrambeni proizvod
Švicarski sir
Mlijeko
Sok rajčice
Sterilizirani (pasterizirani) proizvodi
Kiseli kupus
Pivo
Vino
Funkcija
Sprječavanje nadimanja uzrokovanog
djelovanjem Clostridia
Povećanje trajnosti
Smanjenje potrebne toplinske obrade
Sprječavanje ' flat – sour ' kvarenja
uzrokovanog termofilnim bakterijama
Poboljšanje funkcija kompetitivne (starter)
mikroflore
Sprječavanje kontaminacije bakterijama
mliječno-kiselog vrenja
Sprječavanje kontaminacije bakterijama
mliječno-kiselog vrenja
Osim nisina, kao zanimljive baktericine treba spomenuti pediocin (proizvod
određenih sojeva roda Pediococcus, napr. P. Pentosaceus i P. Acidilactici) i sakacine (proizvodi Lactobacillus sake).
Baktericini se mogu primijeniti na prehrambene proizvode kao čista kultura
odgovarajućih mikroorganizama, polupročišćeni pripravak baktericina ili kao 'sirovi' pripravak na prirodnoj podlozi (npr. mlijeku).
230
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Bibliografija
Advances in Food Engineering, edited by R. Paul Singh and M.A.
Wirakartakusumah, CRC Press Boca Raton, Ann Arbor, London, Tokyo
(1992)
American Society of Heating, Refigerating and Air-Conditioning Engineers, Inc.
«ASHRAE Handbook of 1997 Fundamentals», ASHRAE, Atlanta, Georgia
(1997).
Applegate, L., Membrane separation processes, Chem. Eng.11 (1984) 64.
Ball, C. O., and Olson, F. C. W., Sterilization in Food Technology, McGraw-Hill,
New York (1957).
Bigelow, W. D., Bohart, G. S., Richardson, A. C., and Ball, C. O., Heat penetration
in processing canned foods. NationalCanners Association Bulletin, No.16L.
(1920).
Bruin, S., Flavor Retention in Dehydration Processes, in «Advances in Food
Engineering», (R. P. Singh and M. A. Wirakartakusumah eds.), CRC Press,
Boca Raton, Ann Arbor, London, Tokyo (1992) 15.
Chandarana, D., and Gavin, A., III, Establishing thermal procesess for
heterogeneous foods to be processed aseptically: A theoretical comparison of
process development methods., J. Food. Sci. 54(1) (1989) 198.
Chandarana, D. I., Gavin, A. III, and Wheaton, F. W., Particle fluid interface heat
transfer under UHT conditions at low particle/fluid relative velocities, J. Food
Process Eng. 13 (1990) 191.
Cheryan, M., Membrane separations: mechanisms and models, in «Food Properties
and Computer-Aided Engineering of Food Processing Systems» (R. P. Singh
and A. Medina, eds), Kluwer Academic Publishers, Amsterdam (1989).
Cheryan, M., Membrane Technology in Food and Bioprocessing, u Advances in
Food Engineering; R. Paul Singh and Dennis R. Heldman, Co-Editors; 1992.
CRC Press, Inc.
Cheryan, M., Ultrafiltration Handbook, Technomic Publishing Co., Lancaster,
Pensylvania (1998).
Cleland, A. C., Food Refrigeration Processes, Analysis, Design and Simulation,
Elsevier Applied Science, New York (1990).
Dickey, L. C., and Craig, Jr. J. C., Freeze Concentration of Liquid Foods, in
«Physical Chemistry of Food Processes « Vol 2 (Advanced Techniques,
Structures, and Applications), edited by Ion C. Baianu, Helmuth Pessen, and
231
Lovrić _______________________________________________________________________________________________
Thomas F. Kumosinski, an AVI Book (Van Nostrand Reinhold), New York
(1993) 542.
Fennema, O. R., Powrie, W. D., Mart, E. H., Low temperature preservation of
foods and living matter, Marcel Dekker, Inc., New York and Basel (1975).
Fito, P. and Chiralt, A., An update on vacuum osmotic dehydration, «Food
Preservation by Moisture Control. Fundamentals and Applications» (G. V.
Barbosa-Canovas and J. Welti-Chanes, eds.) Technomic, Lancaster, PA,
(1995) 351.
Flink, J. M., Energy analysis in dehydration processes, Food.Technol. 31(3) (1977)
77.
Forrest, J.C., Drying processes, in «Biochemical and Biological Engineerig
Science» (N. Blakebrough, ed.) Academic Press, New York (1968) 97.
Franks, F., Improved freeze drying. An analysis of the basic scientific principles.,
Proc. Biochem. 24(1) (1989).
Heldman, D. R., and Hohner, G.A., Atmospheric freeze-drying processes of food,
J. Food Sci. 39 (1974) 147.
Hribar, J., Skladiščenje sadja v dinamični atmosferi, Energetika, gospodarstvo,
ekologija Slovenije; št. 4 (2000) 2-5.
Joslyn, M. A., Food processing by drying and dehydration, in «Food Processing
Operations» (M. A. Joslyn and J. L. Heid, eds.) Vol. 2, AVI Publ.
Co.,Westport, Connecticut (1963) 545.
Kapsalis, J. G., Moisture sorption hysteresis, in «Water Activity: Influences on
Food Quality» (L. B. Rockland and G.F. Steward, eds.), Academic Press, New
York (1981) 173.
Karel, M., Fennema, D. R., and Lund, D. B., Physical principles of food
preservation (II), Marcel Dekker, Inc., New York and Basel (1975).
King, C. J., Freeze-drying, in «Food Dehydration» (W. B. Van Arsdel, M. J.
Copley, and A. I. Morgan, Jr., eds.) 2nd ed.Vol. 1., AVI Publ. Co., Westport,
Connecticut (1973) 161.
Labuza, T. P., Sorption phenomena in foods. CRC Crit. Rev. Food Technol. 2
(1968) 355.
Labuza, T. P., The properties of water in relationship to water binding in foods; a
review. J. Food Process Preserv. 1 (1977) 169.
Labuza, T. P., Kaanane, A.., and Chen, J. Y. Effect of temperature on the moisture
sorption isotherms and water activity shift of two dehydrated foods., J. Food
Sci. 50 (1985) 385.
232
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Linko, P., Food Process Engineering, Elsevier Applied Science Publishers, Essex
JG118JU, England (1980).
Lovrić, T., Principi sterilizacije namirnica toplinom u suvremenoj tehnologiji
konzerviranja, Prehrambeno-tehnološka revija, 3., Zagreb (1966) 1.
Lovrić, T., Fizikalno-kemijske osnove i neki tehnički aspekti primjene liofilizacije,
Jugoslavenski komitet za vakuumsku tehniku, Bilten, 12 (1971) 73.
Lovrić, T., Konzerviranje hrane, Tehnička enciklopedija, Jugoslavenski
leksikografski zavod, Zagreb, 7. (1980) 268.
Lovrić, T., Procesi u prehrambenoj industriji s osnovama prehrambenog
inženjerstva, (Skripta), Prehrambeno- biotehnološki fakultet, Sveučilište u
Zagrebu (1991).
Lovrić, T., Trends in Application of Low Temperatures to Food Preservation and
Processing. In «Advances in Food Process Engineering», (Short Intensive
Course, EFAPTEM, a Tempus Joint European Project), Technological
Educational Institution (TEI) of Zagreb (1992) 46.
Luyet, B. J. Anatomy of the freezing process in physical systems, in
«Cryobiology» (H. T. Meryman, ed.), Academic Press, New Jork (1966) 115.
Madsen, R. F., Hyperfiltration and ultrafiltration in plate and frame systems,
Elsevier Scientific Publishing Company, Amsterdam, Oxford, New York,
(1977).
Martin, W. M., Flash process, aseptic fill, are used in new canning unit., Food Ind.
20 (1948) 832
Mitchell, E. L., A review of aseptic processing, Adv. Food Res. 32 (1989) 1.
Pham, Q. T., Prediction of cooling/freezing time and heat loads, in «Advances in
Food Refrigeration.» (D. W. Sun, ed), Leatherhead International, Leatherhead,
Surrey, UK (2001).
Reid, D. S., Water Relations of Foods, A Key to Product Stability, in Advances in
Food Engineering, Singh, R.P. and Wirakartakusumah, M. A. Editors, CRC
Press, Inc., Boca Raton, Florida (1992) 3.
Rockland, L. B., and Nishi, S. K. Influece of water activity on food product quality
and stability, Food Technol. 34 (4) (1980) 42.
Salwin, H., Defining maximum moisture content for dehydrated foods, Food
Technol. 13 (1959) 594.
Sastry, S. K., Heskitt, B. F., and Blaisdell, J. L., Experimental and modeling
studies on convective heat transfer at the particle-liquid interface in aseptic
processing systems, Food Technol. 43 (3) (1989) 1323.
233
Lovrić _______________________________________________________________________________________________
Schwimmer, S., Ingraham, L..L., and Highes, H. M., Temperature tolerance in
frozen food processing, Ind. Eng. Chem. 47 (6) (1955) 1149.
Singh, R. P., Scientific principles of shelf life evaluation, in «Shelf Life Evaluation
of Foods», (C. M. D. Man, and A. A. Jones, Eds.), Blackie Academic and
Professionals, London (1994) 3.
Singh, R. P., and Heldman, D. R., Introduction to Food Engineering, 3rd ed., Food
Science and Technology International Series, Academic Press, A Harcourt
Science and Technology Company, San Diego, CA (2001).
Singh, R. P., and Mannapperuma, J. D., Developments in food freezing, in
«Biotechnology and Food Process Engineering», (H. Schwartzberg and A.
Rao, Eds.), Marcel Dekker, New York (1990).
Soekarto, S. T. and Steinberg, M. P., Determination of the binding energy for the
three fractions of bound water. In Rockland, L. B. and Steward, G. F., Water
Activity: Influences on Food Quality, Academic Press, New York (1981) 265.
Spicer, A., Advances in preconcentration and dehydration of foods, London
(1974).
Stumbo, C. R., Thermobacteriology in Food Processing, Academic Press, New
York (1973).
Taub, I. A., and Singh, R. P., Food Storage Stability, CRC Press, Boca Raton,
Florida (1998).
Teixiera, A. A., Thermal process calculation. Ch. 11., in «Handbook of Food
Engineering», (D. R. Heldman and D. B. Lund, eds). Marcel Dekker, New
York (1992).
Van Arsdel, W. B., Copley, M. J., and Morgan, A. I., Jr., eds. «Food Dehydration,»
2nd. ed., Vol. 1. AVI Publ. Co., Westport, Connecticut (1973).
van den Berg, C., Water activity, in «Concentration and Drying of Foods» (D.
MacCarthy, ed.) Elsevier, London (1986) 11.
van Pelt, W. H. J. M., and Jansen, H. A., Freeze concentration economics and
applications., in «Preconcentration and Drying of Food Materials», (S. Bruin,
ed.), Amsterdam, The Netherlands: Elsevier (1988).
234
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
5.0. POSTUPCI «MINIMALNOG
PROCESIRANJA» I ALTERNATIVNI POSTUPCI
5.1.Minimalno procesirana hrana
Najznačajniji suvremeni trendovi u prehrambeno-procesnom inženjerstvu i tehnologiji očituju se u proizvodnji tzv. minimalno procesirane hrane. Minimalno procesirana hrana uz primjenu hlađenja (temperature > 0°C) nailazi na sve veću potražnju. Minimalno procesirana hrana je tražena zbog visoke kakvoće, prehrambene
vrijednosti i jednostavne uporabe. U posljednje vrijeme sve je veća pažnja usmjerena na «proizvode konzervirane hlađenjem s povećanom trajnosti». To su proizvodi kod kojih je primjenjeno «minimalno procesiranje (obrada)» ili (pred-) kuhanje i
imaju ograničenu trajnost, koja se može povećati hlađenjem (tj čuvanjem pri sniženim temperaturama). Uz tradicionalne proizvode (mesni doručak, salamureno, sušeno meso i sl.), to je nova generacija proizvoda djelomično obrađenih (procesiranih) i konzerviranih hlađenjem, kao što su neki mesni proizvodi, jaja, plodovi mora, salate povrća, umaci, svježa tjestenina, neka gotova jela; «sous-vide» proizvodi
(toplinski obrađeni u hermetički zatvorenoj plastičnoj ambalaži prisniženom tlakuvakuumu). Ukoliko je kod takvih proizvoda primjenjena obrada toplinom, ta je obrada manja od one potrebne za postizanje komercijalne sterilnosti. Međutim, zbog
svoje prirode takvi proizvodi predstavljaju izazov u sprječavanju mikrobiološke
aktivnosti, odnosno narušavanja kakvoće i zdravstvene ispravnosti proizvoda. To
zahtijeva stroge mjere predostrožnosti priprimjeni navedenih metoda konzerviranja
i prerade, poput «Good Manufacturing Practices (GMP)»,sanitacije i higijene, te
dosljednim provođenjem koncepta HACCP (Hazard Analysis and Critical Control
Points), baziranog na 7 principa: 1.Analiza rizika, 2.Utvrđivanje kritičnih točaka, 3.
Utvrđivanje kritičnih granica, 4.Utvrđivanje procedure nadzora, 5. Utvrđivanje
aktivnosti, 6. Utvrđivanje postupaka provjere, i 7. Utvrđivanje proceduralne dokumentacije.
Tehnike primjenjive u postupcima minimalnog procesiranja ("blagim" postupcima) ili bez uporabe topline su:
1. Pakiranje u modificiranoj atmosferi (MA) (+ hlađenje)
- fiziološki učinak (neobrađeno ili djelomično obrađeno voće i povrće)
- produžena trajnost različitih namirnica
2. "Sous vide" - postupak i pakiranje u vakuumu
- povećanje trajnosti lakopokvarljivih proizvoda (minimalna obrada,
ambalaža od savitljivog materijala)
3. Ionizirajuće zračenje (E < 10 Mev; D < 10 kGy)
- fiziološki, biološki i fizički učinci
235
Lovrić _______________________________________________________________________________________________
4. Obrada zvukom (čujno: <18 kHz i ultrazvučno: >18 kHz područje)
- poboljšanje separacijskih procesa; emulgiranje; homogenizacija;
inaktivacija mikroorganizama i enzima; kontrola i vođenje procesa
5. Obrada visokim tlakom (p = 200-900 Mpa)
- inaktivacija mikroorganizama i enzima; promjena teksture; želiranje
6. Obrada oscilirajućim magnetskim poljem (B = 5-50 T; f = 5-50 kHz; tp = 25
μs-10ms) -konzerviranje i poboljšanje kakvoće prehrambenih proizvoda
7. Obrada pulsirajućim električnim poljem (5-50 kV/cm; 2-100 μs)
- inaktivacija mikroorganizama i enzima
8. Obrada svjetlosnim pulsovima (λ = 170-2600 nm; E = 0,1-50 J/cm2; 1-20
pulsova; t = 1μs- 0,1 s); - sterilizacija (površinska) hrane i ambalažnog
materijala
9. Obrada elektromagnetskim valovima različite frekvencije (radio valovi),
HF, UHF, IR, UV; -različiti postupci procesiranja i kontrola kvalitete
prehrambenih proizvoda.
5.2. Konzerviranje preprekama
U koncept minimalnog procesiranja i netermičkih metoda uklapa se, danas sve
prisutnija, tehnologija (višestrukih) prepreka (zapreka).
Naime, u suvremenom pristupu procesima (i postupcima) konzerviranja i općenito problemima održivosti hrane sve više prevladava koncepcija zasnovana na djelovanju takozvanih «prepreka» (engl. Hurdle effect) i primjeni odgovarajuće tehnologije, nazvane «tehnologija (konzerviranja) preprekama» (Hurdle technology).
Taj pristup temelji se na kombinaciji djelovanja nekoliko čimbenika na subinhibicijskoj razini (koncentraciji) koji zajedničkim djelovanjem, npr. sinergistički
ostvaruju konzervirajući učinak, a koji se svaki za sebe u primjenjenoj koncentraciji ili intenzitetu ne može postići. To znači da stabilnost većine prehrambenih proizvoda sa stajališta aktivnosti mikroorganizama ovisi o kombiniranom djelovanju
nekoliko čimbenika (prepreka) koji ne smiju biti prevladani prisutnim mikroorganizmima.
Naime, za svaki stabilni i zdravstveno ispravni prehrambeni proizvod postoji
određeni sklop svojstvenih «prepreka», koje se razlikuju svojim značajkama i intenzitetom ovisno o vrsti proizvoda, a koji moraju održavati «normalnu» populaciju mikroorganizama u tom proizvodu pod kontrolom. U protivnom, tj. u slučaju
prevladavanja tih prepreka, dolazi do kvarenja proizvoda. Taj pristup ilustriran je
(prema L. Leistner-u) na slici 5.1. sa osam primjera uzimajući u obzir šest «prepreka»: 1. Obrada pri povišenoj temperaturi (F-vrijednost); 2. Skladištenje pri niskoj
temperaturi (t-vrijednost); 3. Aktivitet vode (aw); 4. Kiselost (pH); 5. Redoks potencijal (Eh); te 6. dodatak konzervansa (pres).
236
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Slika 5.1. Prikaz učinaka obrade «preprekama» prema L. Leistner-u (odabrano 6 od 8
primjera)
U pravilu, prisutni mikroorganizmi ne mogu prevladati spomenute prepreke, te
je proizvod s mikrobiološkog stajališta stabilan. Prvi primjer na slici pretpostavlja
samo teoretsku mogućnost kada su primijenjene prepreke istog intenziteta, što se
rijetko događa. Zanimljiv je i ilustrativan primjer pod brojem sedam koji prikazuje
djelovanje slijeda «prepreka» u fermentiranim kobasicama tijekom procesa zrenja.
U početku procesa to su kuhinjska sol i nitriti (pres), a na kraju je to aktivitet vode
(aw)!
Za razumijevanje osnova relevantnih u konzerviranju hrane treba imati u vidu
pojavu homeostaze mikroorganizama. Homeostaza je nastojanje (tendencija) održavanja ujednačenosti i stabilnosti normalnog stanja organizama u unutrašnjem okruženju, kao što je, na primjer, određeni pH (u uskim granicama). To se odnosi kako na više organizme tako i na mikroorganizme.
Ako je homeostaza mikroorganizama, tj. njihova unutrašnja ravnoteža, poremećena nekim sredstvom konzerviranja (preprekom) u hrani, oni se neće razmnožavati, tj. ostat će u lag-fazi ili će uginuti prije nego se ponovno uspostavi stanje homeostaze. To znači da se konzerviranje prehrambenog proizvoda, privremeno ili trajno, postiže remećenjem homeostaze mikroorganizama.
U proizvodima konzerviranim tehnologijom prepreka postoji mogućnost da te
prepreke djeluju ne samo zbirno (aditivno) već i sinergistički, što je prikazano na
slici primjerom pod brojem 8. Sinergistički učinak se može postići ako su sudjelovanjem «prepreka» pogođene različite «mete» (npr. stanične membrane, DNA, enzimski sustav, pH, aw ili Eh) unutar mikrobne stanice. Stoga uporaba različitih
prepreka (tretiranja) može imati prednost kod pojedinih proizvoda, jer se postiže
237
Lovrić _______________________________________________________________________________________________
odgovarajuća stabilnost uz primjenu «blažih» sredstava, odnosno sredstava manjeg
intenziteta. To je tzv. tehnologija višestrukim preprekama (multi-target preservation of foods).
Najvažnije «prepreke» koje se upotrebljavaju u konzerviranju prehrambenih
proizvoda, bilo u vidu procesa, bilo kao aditivi (dodaci), su primjena visoke temperature (izražene kao F vrijednost), niske temperature (t-vrijednost), aktiviteta vode
(aw), kiselosti (pH), redoks potencijala (Eh), kompetitivnih mikroorganizama (npr.
bakterija mliječno-kiselog vrenja) ili konzervansa (npr. nitrita, sorbata, sulfita).
Međutim, uz navedene, posljednjih se godina sve više primjenjuju i mnoge druge
prepreke ili metode, poput modificirane atmosfere (MA), tlaka (visokog ili niskog),
zračenja (UV, mikrovalovi, ionizirajuće zračenje) i drugi fizikalni procesi (zagrijavanje otporom, obrada pulsirajućim električnim poljem ili svjetlosti, odnosno
ultrazvukom), kao i novi ambalažni materijali (selektivno-propusni filmovi, jestivi
premazi) i različita konzervirajuća sredstva (konzervansi).
Treba napomenuti da se pri odabiru raspoloživih postupaka i sredstava za produženje trajnosti prehrambenih proizvoda osim o mikrobiološkom aspektu u sve
većoj mjeri postavljaju kriteriji koji se odnose na sveukupnu kakvoću proizvoda
(“Total quality of foods”). Osim toga, u posljednje se vrijeme u sve većoj mjeri
skreće pažnja na opasnosti pojava adaptacije patogenih mikroorganizama i povećane otpornosti na stresove pri primjeni obrada na subletalnoj razini, što je naročito
važno, ne samo pri odabiru i intenzitetu djelovanja pojedinih «prepreka», već i kod
nekih neadekvatnih procesa, kao što su sporo hlađenje ili zagrijavanje, produženo
sušenje, dugotrajno skladištenje, smanjena razina konzervansa, ...
5.3. Konzerviranje ionizirajućim zračenjem
Počeci primjene ionizirajućih zračenja (IZ) u konzerviranju hrane datiraju iz
prvih godina nakon Drugog svjetskog rata, iako je mogućnost korištenja energije
ionizirajućeg zračenja za uništenje mikroorganizama uočena znatno ranije, tj. neposredno nakon otkrića X-zraka i radioaktivnosti. Naime, tek nakon otkrića procesa fisije i korištenja nuklearne energije, te razvoja visokoenergetskih akceleratora
stvorene su osnove za širu primjenu ove vrste energije. Prva tri istraživačka laboratorija specijalizirana za primjenu IZ za konzerviranje hrane utemeljena su 1946.
godine u SAD. Pedesetih godina pridružile su se tim istraživanjima i druge razvijene zemlje.
5.3.1. Osnove procesa
Već dugo je poznata činjenica da neke vrste zračenja mogu izazvati smrt živih
stanica. Radioterapija, široko primijenjena u liječenju tumora, koristi β-(beta) ili γ238
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
(gama) zrake iz prirodnih ili umjetnih radionuklida, X-zrake ili elektrone iz akceleratora. Takvo letalno ili slično djelovanje ionizirajućih zračenja s odgovarajućom
sposobnosti prodiranja u materijal podvrgnut tretiranju danas se koristi i u drugim
biološkim vidovima: na primjer, za sterilizaciju medicinskih instrumenata i farmaceutskih proizvoda te za konzerviranje hrane. Nas prije svega zanima djelovanje
zračenja na uzročnike kvarenja hrane (mikroorganizme, kukce, enzime) kao i na
same sastojke hrane.
Za ionizirajuće zračenje je karakteristično da posjeduje sposobnost izbijanja
elektrona iz atoma, pri čemu nastaju pozitivni ioni i slobodni elektroni (koji se mogu pridružiti drugim atomima dajući negativne ione). Ako neki elektron ne primi
dovoljnu energiju za napuštanje matičnog atoma, ali pak dovoljnu za prijelaz u drugu orbitu, atom je doveden u pobuđeno stanje. Proces ionizacije ili ekscitacije može biti prenesen na druge atome molekule, što sve dovodi do lanca interakcije pri
čemu dolazi do tvorbe reaktivnih iona, pobuđenih molekula i slobodnih radikala.
Iako postoji više vrsta zračenja s takvim (ili sličnim) učinkom, za konzerviranje
hrane koriste se u pravilu samo elektronske emisije (katodne zrake, odnosno β-čestice), te γ-zračenje, odnosno X-zrake. Alfa (α) čestice nemaju dovoljnu sposobnost
prodiranja, dok je upotreba neutrona isključena zbog opasnosti induciranja radioaktivnosti u hrani.
Mehanizam djelovanja ionizirajućih zračenja na biološki materijal još nije dovoljno osvijetljen. Postoje teorije o «direktnom», odnosno «indirektnom» djelovanju. Naime, zbog poteškoća u utvrđivanju mjesta prvotnog oštećenja, dvojbeno je
da li je utjecaj zračenja na biološke sustave pretežno posljedica neposredne ionizacije ili posrednog djelovanja produkata radiolize vode, ili pak kombinacija tih dvaju učinaka. Razlog tomu je složenost sastava i kompleksna građa biološkog materijala, te će efekti zračenja u velikoj mjeri biti ovisni upravo o prirodi tog materijala i
upotrijebljenoj dozi. Općenito se smatra da transferom energije na ozračeni materijal dolazi do tvorbe ionskih parova, slobodnih radikala, njihove rekombinacije i
reakcije s drugim molekulama, što uvjetuje promjene na mikroorganizmima, enzimima i pojedinim sastojcima hrane. Bez obzira na stvarni mehanizam djelovanja,
činjenica je da određene doze ionizirajućeg zračenja sprječavaju diobu stanica. Kada je riječ o djelovanju na mikroorganizme, to se djelovanje povezuje s mehanizmom inaktivacije. Prema Leau (1946.) promjene na vitalnim molekulama dovode
do uništenja stanica. Takva molekula bi mogla biti dezoksiribonukleinska kiselina
(DNA). Neki autori (npr. Bacq i Aleksander, 1961.) smatraju da su primarne lezije
kao posljedica zračenja povezane s promjenama u permeabilnosti intracelularnih
struktura, zbog čega je omogućen kontakt između pojedinih enzima i odgovarajućih supstrata.
Kod tretiranja mikroorganizama obično se diferenciraju tri stadija:
1. stadij neposredne provedbe operacije zračenja;
2. stadij prije pojave mjerljivog efekta (učinka);
3. stadij u kojemu se očituju promjene (oštećenja) stanica.
239
Lovrić _______________________________________________________________________________________________
Otpornost pojedinih vrsta mikroorganizama prema ionizirajućem zračenju je
različita, slično kao i prema termičkom tretiranju. Na nju utječu i drugi činioci kao
što su uvjeti uzgoja, okolina i slično. Spore bakterija su rezistentnije od vegetativnih oblika kvasca i plijesni. Isto tako su i anaerobne kulture otpornije od aerobnih.
Naime, aeracija pospješuje uništenje mikroorganizama. Tretman prije i poslije zračenja može također imati utjecaj na otpornost mikroorganizama (vidi slike 5.2. do
5.9.).
Slično kao i kod drugih metoda sterilizacije, uništenje mikrobne populacije zračenjem slijedi logaritamski tok. Na osnovi te zakonitosti uveden je pojam doze za
decimalnu redukciju (D10), kojom se označava doza zračenja potrebna za svođenje inicijalne populacije na jednu desetinu, tj. za uništenje 90% (preživjelih) mikroorganizama. Tako npr. za Cl. botulinum u hrani vrijednost za D10 iznosi 3.7 · 103
graya, odnosno za 10–12 razinu inaktivacije, tj. za 12 D10, sterilizacijska doza bi iznosila 12 · 3.7 · 103 = 4.5 · 104 graya, odnosno 45 kGy (kilograya).
Slika 5.2. Osjetljivost aerobnih i anaerobnih stanica zračenih kod malih i velikih doza
kisika
240
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Slika 5.3. Površine preživljavanja spora Cl. botulinum u neutralnom fosfatnom puferu
zračenih u zamrznutom stanju i kod sobne temperature
Slika 5.4. Promjena osjetljivosti Eescherichia coli prema IZ tokom pojedinih faza
razvitka
241
Lovrić _______________________________________________________________________________________________
Slika 5.5. Utjecaj termičkog tretiranja prije IZ na preživljavanje spora (T.A.3814)
Slika 5.6. Preživljavanje spora anaerobnih termofila 3814 kod termičkog tretiranja
nakon zračenja
242
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Slika 5.7. Utjecaj preliminarnog γ-zračenja na termičku otpornost suspenzije spora
Cl. botulinum 213B u 10%-tnoj otopini želatine, pH = 7,0.
Slika 5.8. Djelovanje topline (50ºC), zračenja i kombiniranog tretiranja na D10
vrijednosti Penicillium expansum.
243
Lovrić _______________________________________________________________________________________________
Slika 5.9. Utjecaj sterilizacije toplinom i zračenjem na biološku vrijednost proteina
mesa, mlijeka, graška, leće, pšenice i slatkog kukuruza.
5.3.2. Jedinice i dozimetrija
Mjerenja povezana s primjenom IZ uključuju aktivnost, odnosno jakost izvora,
kumulativni učinak (efekt) na supstrat i brzinu kojom se taj učinak ostvaruje. Izvor
je karakteriziran prirodom i distribucijom energije zračenja te brzinom emisije.
Aktivnost nekog radionuklida dana je izrazom:
A=−
dN
=λ⋅N
dt
(1)
gdje je s dN/dt dan broj atoma supstanci koja se raspada u jedinici vremena dok je
λ konstanta radioaktivnog raspada. Jedinica za aktivnost izvora je 1 Becquerel (Bq)
koja odgovara jednom raspadu radioaktivne jezgre u sekundi, dakle
1 Bq =
1
, odnosno s–1
1s
Prije usvajanja SI jedinica, za (radio)aktivnosti se upotrebljavala jedinica curie
(Ci).
1 Ci = 3.7 · 1010 Bq
244
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Energija čestica može se izraziti jedinicom eV (elektron volt), koja ne pripada
SI sustavu, ali se dozvoljava u nuklearnim znanostima, i sustavskom jedinicom za
energiju J (joule), gdje je 1 eV = 1.6 · 10–19 J, 1 MeV = 106 eV = 1.6 · 10–13 J.
Za izračunavanje interakcija zračenja s materijom navest ćemo SI jedinice i
odgovarajuće izvansustavske jedinice koje susrećemo u literaturi iz razdoblja prije
usvajanja međunarodnog sustava jedinica.
Apsorbirana doza zračenja se definira veličinom
D=
dE D
dm
(2)
gdje je dED predana energija, tj. energija koju IZ predaje ozračenoj tvari mase dm u
nekom volumenu. Jedinica za apsorbiranu dozu zračenja u SI sustavu je gray (Gy);
to je doza zračenja kojom je u tijelu mase 1 kg unesena energija od 1 J.
1Gy = 1 J kg–1
Ranije upotrebljavana (sada izvansustavska) jedinica za apsorbiranu dozu je
rad.
1 rad = 100 erg g–1 = 10–2Gy
Brzina apsorbirane doze dana je izrazom dD/dt; prema tome, jedinica za brzinu apsorbirane doze je Gy s–1, odnosno rad–1; ili kao što često upotrebljava Gy h–1,
odnosno rad h–1.
(Kerma – Ako se želi opisati kvantitativno prijenos energije od indirektno ionizirajućih čestica na direktno ionizirajuće čestice u ozračenoj tvari, upotrebljava se veličina nazvana kerma (K) – prema engleskom «Kinetic energy released per unit
mass», tj. kinetička energija oslobođena po jedinici mase:
K=
dE K
dm
(3)
Kerma se izražava u istim jedinicama kao i apsorbirana doza.)
Ekspozicija – (ekspozicijska doza zračenja) (X) definirana je izrazom:
X=
dQ
dm
(4)
u kojem dQ predstavlja sumu električnih naboja iona nastalih u zraku kočenjem
elektrona u određenom volumenu zraka mase dm. Jedinica za ekspoziciju je coulomb po kg u SI sustavu; odnosi se na ekspoziciju rentgenskog ili gama zračenja
245
Lovrić _______________________________________________________________________________________________
pri kojoj s njom povezana korpuskularna emisija proizvede u svakom kilogramu
suhog zraka toliko iona da oni nose naboj od jednog coulomba.
Prije upotrebljavana jedinica za ekspozicijsku dozu bio je roentgen (r); veza
između SI jedinice i roentgena je:
1 r = 2.58 · 10–4 C/kg.
Jedinica za brzinu ekspozicije je C kg s–1 ili C kg h–1.
Ekvivalent doze (H)
Budući da različiti materijali izloženi istoj ekspoziciji apsorbiraju različitu
energiju zračenja ovisno o individualnim svojstvima apsorpcije energije i energetskom spektru zračenja, što je osobito važno za biološku efikasnost zračenja, uvedeni su svojevremeno pojmovi za tkiva rep (roentgen equivalent physical) i rem
(roentgen equivalent man), koji su definirane na ovaj način:
• rep je ona doza IZ koja odgovara apsorbiranoj energiji od 9.8 J po 1 g tkiva;
• rem je doza zračenja (rad) koja proizvodi isto biološko djelovanje kao 1 rad
X-ili γ-zračenja.
Slično značenje u SI sustavu ima pojam ekvivalentna doza (ionizirajućeg zračenja) ili ekvivalent doze. Ekvivalent doze (H) je definiran kao produkt apsorbirane doze (D), faktora kvalitete (Q), faktora distribucije doze (DF) i eventualno
drugih faktora modifikacije.
H = D · Q · DF
(Q – faktor s kojim treba množiti D kako bi ova mogla služiti kao mjera za oštećenja kod osoba izloženih zračenju; DF služi za izražavanje promjena u biološkom
efektu uzrokovanih nejednoličnom raspodjelom radionuklida u organizmu). Jedinica ekvivalenta doze je sievert (Sv). Budući je Q bezdimenzionalna veličina, sievert se izražava u istim jedinicama kao i gray:
1 Sv = J kg–1
1 rem = 10–2 Sv
Precizno određivanje doze ionizirajućeg zračenja prenesene na neki materijal
povezano je sa značajnim poteškoćama. Naime, ne uzimajući u obzir i praktične aspekte, potrebno je imati u vidu činjenicu da se energija koja apsorbira neki materijal može očitovati na različite načine (ionizacija, ekscitacija, toplinsko gibanje,
emitiranje svjetla). Te pojave ovisne su ne samo o energiji zračenja, već i o značaj246
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
kama samog materijala. Prema tomu, mjerenje jedne od tih pojava može dati dovoljno točne podatke (vrijednosti) jedino ako su sve ostale pojave zanemarive.
Danas je u uporabi više sustava za mjerenje doza zračenja (dozimetrije) ovisno
o fizičkim ili kemijskim promjenama u materijalu podvrgnutom ionizirajućem zračenju. Osnovne metode (sustavi), koje služe za baždarenje ostalih, zasnivaju se na
mjerenju ionizacijske ili toplinske energije (ionizacijska komora odnosno kalorimetar). To su takozvani primarni dozimetri (standardi) koji su neprikladni za rutinski
rad.
Sekundarni dozimetri ili aktinometri baždareni prema primarnim su mnogo
praktičniji (dozimetri su instrumenti u kojima se mjeri integrirani učinak nekoliko
vrsti IZ, ali ne registriraju pojedine čestice). Za mjerenje doza do 5 · 109 Gy bila je
raširena upotreba Frickeovog dozimetra koji se temelji na oksidaciji željezo (II)
sulfata u željezo (III) u prisutnosti atmosferskog kisika pod djelovanjem zračenja.
(H2O+ → H+ + OHׁ ; OHׁ + Fe++ → OH¯ + Fe+++).
Koncentracija željeznog (III) iona koja se može odrediti mjerenjem apsorbance
kod λ = 305 nm proporcionalna je apsorbiranoj dozi.
Između ostalih dozimetara vrlo su prikladni oni koji se temelje na promjeni
boje stakla ili nekog plastičnog materijala u funkciji apsorbirane doze zračenja.
Kao primjer navedimo one na bazi kobaltovog stakla (Co – F – 0621 slajdovi) ili
srebro fosfatnog stakla, zatim (plavog) celofana i polimetilmetakrilata (perspex)
koji mogu poslužiti za mjerenje većih doza (do 100 i više MGy). Spomenuti sustavi
mjerenja nemaju točnost kao npr. oni zasnovani na kolorimetriji ili oksidaciji
željeznog sulfata, ali su znatno jednostavniji. Najjednostavniji su dozimetri tipa
«go or not go», koji daju samo informaciju o tome da li je (ili nije) ostvarena neka
određena doza.
5.3.3.Djelovanje zračenja na biološke sustave i sastojke hrane
Smatra se da doze manje od 0.5 Sv kod izlaganja čitavog tijela predstavljaju
neznatan rizik za čovjeka. Doze između 0.5 i 1 Sv izazivaju veća ili manja oštećenja organizma uz vjerojatnost od 5% oboljelih. Povećanjem doze povećat će se broj
oboljelih uz moguće smrtne slučajeve. Kod ekvivalentne doze 4 Sv očekuje se
smrtnost u 50% slučajeva (tzv. MLD50).
Kod doza većih od 6 Sv može se računati sa 100% smrtnosti s nastupom unutar
dužeg ili kraćeg perioda. Kod profesionalne izloženosti zračenju u toku dužeg
razdoblja preporuča se da tjedna maksimalna dopuštena doza (MDD) ne prelazi 1
mSv, odnosno 0.1 rem. Ovu dozu trebalo bi primjenjivati kod projektiranja zaštite.
U tablici 5.2. dan je prikaz djelovanja određenih doza zračenja na pojedine biološke sustave (organizme, organe i sl.).
247
Lovrić _______________________________________________________________________________________________
Tablica 5.2. Djelovanje ionizirajućeg zračenja na biološke sustave
Objekt zračenja
Čovjek
a.
b.
Kukci
a.
b.
Nesporogene bakterije
Sporogene bakterije i plijesni
Gomolji, lukovice i sl.
Virusi
Enzimi
Doza
(Sv)
Učinak
3-5
>5
50% smrtnost (Man LD50)
100% smrtnost
100
1000
1000
10000
50-150
30.000
100000
sterilnost
uginuće (smrt)
uništenje (radiopasterizacija)
uništenje (radiopasterizacija)
inhibiranje klijavost
inaktivacija
inaktivacija
Djelovanje ionizirajućeg zračenja na većinu sastojaka u pravilu se odvija posredstvom vode, tj. ionizacijom dijela vode i kroz tvorbu sekundarnih produkata zračenja.
Već su ranije spomenuti osnovni mehanizmi te vrste. Ovdje navodimo, primjera radi, samo neke:
hν
1. H2O ⎯⎯→ H2O+ + e–
e– + H2O → H2O–
2. H2O+ → H+ + OH
H2O– → OH– + H
3. H + O2 → HO2
2HO2 → H2O2 + O2
OH + OH → H2O2
H2 + O2 → H2O2 itd.
Radikali stvoreni u vodi mogu djelovati na organske molekule mijenjajući njihov kemijski sastav. Npr. neka organska molekula R:H može reagirati s radikalima
na ovaj način:
hidroksilacija OH radikala
R:H + OH → R + H2O
R + OH → R: HO, ili
248
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
dehidrogenacija i aditivni kompleksi s H radikalima
R:H + H → R + H2
R + R’ → R:R’;
daljnja mogućnost u reakcijama s kisikom:
R + O2 → ROO (peroksidradikal)
ROO + R’H → ROOH + R’ (hidroperoksid), ili
tvorba peroksida:
ROO + R’ → ROOR’
Ovdje je potrebno istaknuti i tzv. radioprotektore, tj. tvari koje, ako su prisutne
za vrijeme djelovanja zračenja, smanjuju učinke zračenja. Takve tvari sadrže grupe, npr. SH (merkaptan) ili NH2 (aminospojevi) koje «hvataju» OH radikale, vodikove, atome i hidratizirane elektrone (e- aq). Mehanizmi takvih procesa su sljedeći:
OH + RSH → H2O + RS
H + RSH → H2 + RS
e– aq + RSH → R + SH–;
ili u slučaju
R1H + OH → R1 + H2O
R1 + RSH → R1H + RS;
Ovaj posljednji mehanizam tj. ponovog hidriranja (R1) nazivamo mehanizmom reparacije.
Promjene aminokiselina pod utjecajem IZ očituju se u prvom redu u dezaminaciji uz istodobnu tvorbu NH3, npr.:
OH + H3+NCH2 ─ COOH– → OHCH2COO– + NH3+.
Nastali produkti, kao npr. aldehidi i keto kiseline uvjetuju i promjenu organoleptičkih svojstava (prvenstevno mirisa). Slično se događa i s aminokiselinama koje sadrže sumpor, pri čemu nastaju hlapljivi spojevi sa sumporom. Utjecaj IZ nije
jednak kod svih aminokiselina (glicin, alanin i aginin lakše podliježu dezaminaciji
nego npr. histidin). IZ izaziva na proteinima promjene kemijskih, fizičkih i bioloških svojstava. Te promjene su različite, kao i sami mehanizmi koji dovode do njih,
što je posljedica raznolikog i složenog sastava tih tvari. Pritom određeni utjecaj
imaju ne samo jačina doze, već i koncentracija supstrata. U razrijeđenim vodenim
otopinama (i kod malih doza) dolazi do oksidacije –SH i –NH2 grupa i polimeriza-
249
Lovrić _______________________________________________________________________________________________
cije. Kod većih doza i veće koncentracije supstrata proces degradacije do precipitacije se odvija ovim slijedom:
1. otvaranje peptidnog lanca,
2. polimerizacija,
3. koagulacija,
4. precipitacija.
Kod toga nastaju NH3, S-spojevi i CO2.
Djelovanje zračenja na svojstva proteina pojedinih vrsta hrane (meso, mlijeko,
jaja), iako se očituje na sličan način kao npr. kod termičkog tretiranja (sterilizacije),
u biti je ipak različito. U pogledu probavljivosti i biološke vrijednosti proteina razlike između netretiranog, tretiranog termički ili zračenjem su veće ili manje, zavisno o vrsti supstrata, kao što se vidi iz sljedećih tablica (5.3. i 5.4.) i slike 5.9.
Tablica 5.3. Indeks kortštenja čistog proteina
Vrsta proteina
Goveđe meso
Svinjsko meso
Pureće meso
Evaporirano mlijeko
Netretirano
86
88
74
75
Termički tretirano
85
80
71
75
Zračeno (2 · 104Gy)
87
89
74
74
Askorbinska kiselina smanjuje djelovanje zračenja na proteine, isto kao i još
uvijek nedovoljno definirani akceptori slobodnih radikala, koji su prisutni u prirodnim supstratima (hrani).
Utjecaj zračenja se očituje i na ugljikohidratima. Kod škroba dolazi do polimerizacije i degradacije. Veće doze zračenja mijenjaju makromolekularnu strukturu celuloze uz oslobađanje CO2, H2O, kiselih i reducirajućih grupa. Značajne su
promjene i na pektinskim tvarima: protopektin prelazi u topljivi pektin i nepektinske tvari što se odražava na promjenama teksture (omekšavanje tkiva!)
I jednostavni šećeri doživljavaju pod djelovanjem IZ određene promjene. Tako
su kod zračenja otopine glukoze identificirani sljedeći degradacijski produkti:
glukonska i glukuronska kiselina, glioksal, arabinoza, eritroza, glikoaldehid i dr.
Lipidi spadaju među najosjetljivije sastojke hrane kada je u pitanju IZ. Tim
više ako su pod djelovanjem IZ razoreni prirodni antioksidansi. Najznačajnije promjene koje se mogu uočiti kod lipida jesu:
• otvaranje ugljikovodikovog lanca uz rekombinaciju fragmenata i tvorba
kraćih ili dužih lanaca, odnosno postranih lanaca;
• reakcija slobodnih radikala s kisikom i tvorbom peroksida;
• dekarboksilacija uz tvorbu ugljikovodika.
IZ utječe i na pigmente, kako vegetabilne tako i animalne (mioglobin → oksimioglobin, odnosno metmioglobin, zavisno o prisustvu kisika).
Vitamini su različito osjetljivi na IZ, što je uostalom slučaj i kod djelovanja
drugih (tehnoloških) faktora. U priloženoj tablici 5.3. dana je usporedba između
250
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
očuvanja pojedinih vitamina u hrani konzerviranoj termičkom sterilizacijom i ionizirajućim zračenjem.
Tablica 5.4. Utjecaj obrade ionizirajućim zračenjem i toplinom na stabilnost vitamina
hrane
Vitamini
Tiamin
Riboflavin
Piridoksal
Niacin
Folna kiselina
Vitamin A
Vitamin E
Vitamin K
Očuvano vitamina (%)
Termičkasterilizacija
Radiosterilizacija
35
35
80
90
70
75
75
75
70
90
80
75
90
75
90
20
5.3.4. Tehnološki i tehnički aspekti
Izbor izvora zračenja uvjetovan je zahtjevom da zračenje ne smije predstavljati ni najmanji rizik od induciranja radioaktivnosti u hrani u ambalažnom materijalu
koji je u dodiru s hranom. Prvenstveno radi toga izvori IZ za konzerviranje (i općenito tretiranje) hrane ograničeni su na izotope 60Co, 137Cs, te različite akcelatore
elektrona. Energija gama–zračenja spomenutih izotopa (60Co – 1.25 i 137Cs – 0.66
MeV) je dovoljna za provedbu sterilizacije hrane, a daleko ispod praga induciranja
mjerljive radioaktivnosti elemenata prisutnih u hrani (slika 5.10.).
Slika 5.10. Elektromagnetski spektar
251
Lovrić _______________________________________________________________________________________________
Kod zračenja strujom elektrona u većini zemalja dozvoljen je maksimum upotrijebljene energije od 10 MeV. U slučaju upotrebe X–zraka ponegdje se dozvoljava primjena energije do 5 MeV. Danas se smatra, na osnovi teoretskih postavki i
eksperimentalnih potvrda, da je kemijski odnosno biološki učinak jednake doze
elektronskog i gama– (odnosno X-) zračenja jednak. Važan čimbenik u primjeni je
moć prodiranja zračenja u ozračeni materijal. Dok UV zrake ne prolaze kroz staklo, gama– i X–zrake prodiru kroz staklo i druge ambalažne materijale. Sposobnost
prodiranja gama–zraka kroz upakirani (ambalažirani) proizvod ovisi o ovim faktorima:
• energiji zračenja
• specifičnoj masi ambalažnog materijala
• gustoći proizvoda.
Gustoća proizvoda je obično najvažniji faktor. Ako je npr. gustoća 1, polovica gama–zračenja bit će apsorbirana u sloju proizvoda od 11 cm. Kod gustoće 0.5, ta će
vrijednost iznositi 22 cm. Dimenzija pakiranja, osim o gustoći proizvoda (međutim), ovisi i o traženoj jednakomjernosti raspodjele doze, što je dano odnosom
Dmax/Dmin (gdje je Dmax maksimalno dozvoljena, a Dmin – minimalno potrebna
apsorbirana doza u proizvodu). (Vidi sliku 5.11.).
Slika 5.11. Krivulja prodiranja i krivulja (raspodjela) doze kod γ - zračenja s dviju
strana.
252
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Jednakomjernost raspodjele doze povećava se zračenjem proizvoda (hrane) sa
dviju strana. Ukoliko se traži velika ujednačenost doze u proizvodu, što znači mali
odnos Dmax/Dmin, tada treba tomu prilagoditi dimenzije pakovanja. Kod mogućeg
većeg omjera Dmax/Dmin npr. 3, kao što je slučaj kod sprječavanja (zračenjem) klijanja luka, moguće je upotrijebiti i box-palete zapremine 1m3. Ujednačenost doze
ovisi o osjetljivosti proizvoda prema zračenju. Za razliku od gama–zračenja, zračenje elektronima ima manju moć prodiranja u materijal i pogodno je prvenstveno za
površinsko tretiranje poluprerađevina u obliku granula ili praha te proizvoda ograničene debljine. Prodiranje elektrona je također određeno energijom zraka i gustoćom materijala (slika 5.12. i tablica 5.5.). Budući da raspodjela doze u pakovanju
može znatno varirati, treba računati s 3/5 moguće dubine prodiranja.
Slika 5.12. Prodiranje elektrona različitih energija.
Tablica 5.5. Dubina prodiranja elektrona u materijal debljine 1 cm kod zračenja s
jedne i dviju strana
Energija (MeV)
1
2
4
6
8
10
Maksimalna dubina (cm)
0.5
1.0
2.0
3.0
4.0
5.0
Efektivna debljina pakovanja (cm)
S jedne strane S dvije strane
0.3
0.9
0.6
1.7
1.2
3.5
1.9
5.1
2.5
7.0
3.1
8.9
253
Lovrić _______________________________________________________________________________________________
Ako je moć prodiranja elektrona u materijal prilično ograničena, dotle je elektronskim fluksovima moguće postići velike brzine procesa (zbog velike brzine doze) – reda veličine 0.1 sekunde kod suvremenih postrojenja uz angažiranje relativno male snage (10 MW za sterilzaciju 1 t/h, odnosno dezinsekciju 100 t/h proizvoda). Na slici 5.13. shematski je prikazan jedan akcelerator elektrona, tzv. rezonantni transformator.
Slika 5.13. Rezonantni transformator
Primjena IZ pruža sve veće mogućnosti u tehnologiji hrane. Njih možemo svrstati sa stajališta učinka u nekoliko osnovnih grupa:
• kod fiziološkog učinka IZ uplitanjem u biokemijske procese može inhibirati klijanje (krumpir, luk, mrkva i sl.), te usporiti dozrijevanje (voće, gljive);
• biološki odnosno mikrobiološki učinak povezan je s uništenjem različitih
organizama ovisno o dozi (dezinsekcija, dekontaminacija, pasterizacija,
sterilizacija);
• fizički učinak se očituje u promjeni permeabilnosti, tako da se zračenjem
može skratiti vrijeme sušenja odnosno kuhanja dehidratiranog povrća.
Procesom zračenja samo se neznatno povećava temperatura proizvoda, što je u
svakom slučaju povoljno za većinu prehrambenih proizvoda. Osim toga, ovaj način
254
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
konzerviranja, sam ili u kombinaciji s drugim, vrlo je fleksibilan u pogledu vrste
hrane, a što je osobito važno, i veličine pakovanja odnosno količine proizvoda koji
se odjednom tretira.
U tablici 5.5.a dani su osnovni podaci za najznačajnije grupe primjene IZ u
konzerviranju hrane.
Tablica 5.5.a Djelovanje doza IZ i njihova primjena na pojedine prehrambene
proizvode
Proizvod
Gomoljasto, korjenasto i
lukovičasto povrće
Cerealije, brašno i slični
proizvodi, sušeno voće
Voće i neke vrste povrća
(kombinirano s tretiranjem kod
40-55ºC)
Mirodije i posebni sastojci hrane
Meso i druga hrana potencijalno
kontaminirana patogenim
parazitima
Meso, perad, riba i druga
lakopokvarljiva hrana
Zamrznuto meso, perad, jaja i
sl., stočna hrana
Meso, perad, riba i druga
lakopokvarljiva hrana
Doza (kGy)
0.003 – 0.15
0.1 – 0.5
0.5 – 3.0
(0.2 – 1.0)
10 - 30
0.1 – 0.3
0.5 - 10
3 - 10
40 - 60
Svrha
Produžena trajnost, inhibiranja
klijanja
Dezinsekcija (uništenje ili
sterilizacija kukaca)
Produženje trajnosti, usporavanje
dozrijevanja i smanjenje broja kvasca
i plijesni
Dekontaminacija
Zaštita od parazitnih bolesti;
uništenje parazita npr. Trichinella
spiralis i sl.
Produženje trajnosti ispod 3ºC
smanjenjem populacije psihrofilnih
mikroorganizama
Sprečavanje trovanja hranom;
uništenje Salmonella
Sterilizacija, uništenje patogenih
mikroorganizama poput Cl.
botulinum; trajni proizvod bez
hlađenog skladištenja
Ranije su opisane negativne popratne promjene koje se javljaju u hrani tijekom
zračenja, a koje se, ovisno o vrsti hrane i upotrijebljenoj dozi, mogu odraziti u tvorbi nepoželjnih tvari i mirisa ili okusa te u smanjenju prehrambene vrijednosti.
Sprječavanje odnosno usporavanje nepoželjnih reakcija u hrani izazvanih ionizirajućim zračenjem moguće je ostvariti:
• zračenjem proizvoda u zamrznutom stanju;
• zračenjem kod sniženog tlaka (u vakuumu) ili u internoj atmosferi;
• komplementarnim djelovanjem energije ionizirajućeg zračenja i drugih
energija, (npr. Na-askorbata);
• dodatkom sredstava za povećanje osjetljivosti mikroorganizama (vitamin
K5).
255
Lovrić _______________________________________________________________________________________________
Ambalažni materijal predstavlja važan čimbenik u konzerviranju hrane zračenjem. Proces kao takav pruža mogućnost tretiranja većih jediničnih pakovanja i
uporabu široke palete relativno jeftinih ambalažnih materijala, pretežno sintetskih
folija i laminata koji čine grupu tzv. fleksibilnih (savitljivih) materijala. Međutim,
ti materijali moraju biti dovoljno stabilni prilikom zračenja (ne smiju biti izvorom
tvorbe stranog mirisa, okusa i toksičnih tvari) i moraju ostati savitljivi i kod tretiranja na vrlo niskim temperaturama (do –40ºC). Radi ojačanja i zaštite od svjetla
često se primjenjuju laminati s aluminijskom folijom. Primjer takva dva laminata je
prikazan u tablici 5.6.
Tablica 5.6. Primjer ambalažnog materijala u vidu laminata
Unutrašnji sloj (film)
Polietilen visoke gustoće
gustoće (0.0051 cm)
Kemijski vezani
polietilentereftalat-polietilen
ilen srednje gustoće (0.0051 cm)
Srednji sloj
Aluminijska folija
(0.0009 cm)
Aluminijska folija
(0.0009 cm)
Vanjski sloj
Polietilentereftalat
(0.0013 cm)
Poliiminokaproil
(najlon 6)
(0.0025 cm)
Iz postrojenja u principu su jednostavne konstrukcije. Srce postrojenja čini
izvor zračenja: obično je to izotop 60Co, odnosno za specifične namjene akcelerator
elektrona. Transport proizvoda do izvora i natrag je automatiziran. Položaj proizvoda za vrijeme tretmana mora biti takav da se zračenje odvija (po mogućnosti) sa
svih strana kako bi se osigurala što jednakomjernija raspodjela doze u proizvodu.
Transportni sustav se sastoji iz transportnih traka ili jednotračnog kolosijeka.
Izvor zračenja (ako se radi o permanentnom, tj. radionuklidu) može biti smješten u dva položaja:
• radnom, tj. položaju za zračenje (ekspoziciju) proizvoda;
• sigurnosnom, tj. uskladišten obično u udubljenju okruženom vodom.
Komora za zračenje okružena je zaštitnim oklopom (štitom) od betona ili u
kombinaciji betona i drugih materijala.
Određenim sustavom osiguranja kod bilo kakvog zastoja u normalnom radu,
izvor zračenja automatski se spušta u spomenuto udubljenje (položaj 2.). Ulazak u
komoru (za zračenje) moguć je tek nakon određene procedure koja osigurava potpunu odsutnost zračenja. Na slikama 5.14. i 5.15. shematski su prikazani osnovni
elementi postrojenja za zračenje radionuklidom, odnosno strujom elektrona iz akceleratora, dok su na slikama 5.16. i 5.17. prikazana dva tipična pogona s različitim
sustavom transporta (transportna traka, kolosijek), rukovanja i pakovanja.
256
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
5.3.5. Zdravstveni i zakonodavni aspekt
Primjenom ionizirajućeg zračenja u tretiranju hrane sa zdravstvenog i legislativnog stajališta bave se različite organizacije međunarodnog karaktera kao što su
FAO (Food and Agriculture Organisation), WHO (World Health Organisation) i
IAEA (International Atomic Energy Agency).
Najveći problem u toj primjeni predstavlja pružanje dovoljno dokaza nadležnim zdravstvenim organima u svakoj zemlji o zdravstvenoj ispravnosti, odnosno
neškodljivosti hrane tretirane ionizirajućim zračenjem. Naime, osnovni uvjeti koji
mogu biti zadovoljeni da bi se postigla neškodljivost ozračene hrane su:
1. odsutnost mjerljive inducirane radioaktivnosti;
2. odsutnost patogenih mikroorganizama i njihovih toksina;
3. odsutnost toksičnih produkata radiolize.
Prikupljanje potrebnih znanstvenih dokaza zahtijeva dugotrajan istraživački
rad. Nakon intenzivnih istraživanja koja se provode u svijetu više od trideset godina Združeni komitet stručnjaka FAO/IAEA/WHO 1980. godine zaključio je da zračenje bilo koje vrste hrane prosječnim dozama do 10 kGy ne predstavlja nikakvu
opasnost u toksikološkom pogledu. U vezi s primjenom većih doza koje su potrebne u pojedinim tehnološkim slučajevima spomenuti komitet preporučio je nastavak
istraživanja kako bi se dobile još dodatne informacije o prehrambenim, mikrobiološkim i toksikološkim aspektima takvih procesa. Treba nadalje istaknuti da današnje mjere zaštite od zračenja, naravno ako se adekvatno provode, otklanjanju svaku
opasnost za osobe uključene u proces. No, usprkos očitim tehničkim, ekonomskim
i drugim prednostima koje pruža ionizirajuće zračenje za konzerviranje hrane, još
uvijek su u pojedinim zemljama prisutni otpori i oklijevanja oko legaliziranja
njegove primjene. Razlozi tomu su pretežno psihološke prirode.
Danas je ipak u mnogim zemljama (prvenstveno razvijenim) regulirana odgovarajućim propisima primjena IZ u obradi hrane, zahvaljujući u velikoj mjeri stajalištima i preporukama već spomenutih međunarodnih institucija, odnosno njihovih
komisija, kao što je npr. Komisija za Codex Alimentarius. I u našoj zemlji su jednim pravilnikom (prosinac 1984.) regulirani uvjeti «uz koje se mogu stavljati u
promet živežne namirnice i predmeti opće upotrebe konzervirani zračenjem». Tim
pravilnikom, osim što je utvrđeno koja se hrana može konzervirati zračenjem,
utvrđeni su i mogući izvori zračenja (zrake radionukleotida 60Co i 137Cs, rentgensko
zračenje uređajima koji rade na energetskoj razini od 5 MeV ili nižoj, elektroni
proizvedeni uređajima koji rade na energetskoj razini od 10 MeV ili nižoj) kao i
maksimalna ukupna prosječna doza apsorbirana u hrani (10 kGy).
257
Lovrić _______________________________________________________________________________________________
Slika 5.14. Shematski prikaz postrojenja za zračenje radionuklidom; 1. Mehanizam za
dizanje izvora, 2. Krovni zasuni, 3. Biološki štit, 4. Komora za zračenje, 5. Spremnici s
proizvodom, 6. Kontrola zračenja, 7. Kontrolni instrumenti, 8. Električna razvodna
ploča, 9. Pneumatska ploča, 10. Deionizator, 11. Alarmno svjetlo, 12. D.L.2 uređaj za
kontrolu radioaktivnosti, 13. Kontrolna ploča, 14. Ljestve, 15. Sistem za eshaustiranje,
16. Spremnici s proizvodom, 17. Izvor u položaju za zračenje, 18. Bazen za odlaganje
izvora, 19. Izvor položaja izvan pogona, 20. Shema toka proizvoda
Slika 5.15. Uređaj za sterilizaciju elektronskim mlazom («elektronski top»)
258
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Slika 5.16. Shematski prikaz pogona za tretiranje zračenjem pakiranih proizvoda
(Wantage Research Laboratory –USA); 1. komora za zračenje, 2. jedinica (uređaj) za
zračenje, 3. izvor zračenja u sigurnosnom položaju, 4. servouređaj za vertikalno
pokretanje, 5. servouređaj za horizontalno pokretanje, 6. izlazni transporter, 7. ulazni
transporter, 8. prihvatno (ulazno) regalno skladište br.1, 9. transporter i platforma za
utovar, 10. ulazno regalno skladište br.2, 11. izlazno regalno skladište (gornje),
11.a. izlaz za donje regalno skladište, 12. transporteri za istovar
259
Lovrić _______________________________________________________________________________________________
Slika 5.17. Shematski prikaz pogona za ozračivanje hrane na paletama konvejerskim
transportom; 1. Uređaj za podizanje izvora, 2. Krovni zasuni, 3. Ventilator za
eshaustiranje, 4. Udubljenje (bazen) za odlaganje izvora, 5. Filter za zrak,
6. Deionizator, 7. Hladnjak bazena, 8. Kompresor za zrak, 9. Strojarnica, 10. Kontrolna
ploča, 11. Konvejer za nesterilizirane proizvode, 12. Utovarni prostor, 13. Istovarni
prostor, 14. Konvejer za sterilizirane proizvode, 15. Konvejeri za povezivanje,
16. Transport do izvora zračenja
5.4. Obrada (zagrijavanje) otporom i indukcijom
Zagrijavanje otporom (engl. Ohmic heating, Joule heating) je proces u kojem
se električna struja (prvenstveno izmjenična) provodi kroz prehrambeni proizvod u
cilju zagrijavanja. Zagrijavanje se očituje kao posljedica tvorbe energije unutar materijala. Zagrijavanje otporom se razlikuje od drugih električnih metoda po primjeni elektroda koje su u neposrednom dodiru s proizvodom (za razliku od mikroval260
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
nog ili indukcijskog zagrijavanja gdje ih nema), frekvenciji (bez ograničenja) i
obliku valova (također bez ograničenja ali u pravilu sinusoidnih).
Dostignuća u razvoju materijala za elektrode povećala su zanimanje za primjenu zagrijavanja otporom, osobito za sterilizaciju prehrambenih proizvoda. Pokazalo
se, naime, da se ovom tehnikom može postići brzo i jednolično zagrijavanje proizvoda na željenu temperaturu.
Kritični parametri koji utječu na zagrijavanje su električna vodljivost kontinuirane i diskontinuirane faze i njihovi volumni udjeli. Brzina zagrijavanja pojedine
faze zavisi od navedenih parametara, raspodjele vremena zadržavanja i promjena u
materijalu tijekom obrade (grijanja).
Zagrijavanje otporom uključuje prolaz električne struje kroz proizvod koji se
zagrijava iznutra (J2R), ponašajući se kao otpornik.
Osnovni odnos pri konstantnom naponu dan je izrazom:
2
u = ∇V σ
za konstantnu struju odnos postaje:
u=
J
σ
gdje je: u = brzina tvorbe energije u jedinici volumena; ∇ = gradijent; V = napon;
σ = električna vodljivost; J = gustoća struje (po presjeku površine).
Električna vodljivost prehrambenih proizvoda se povećava s temperaturom (iako taj trend zavisi od strukture proizvoda). Za većinu primjene zagrijavanjem otporom prisutan je linearni odnos električne vodljivost (σ) i temperature (T). Tipičan je
odnos dan odnosom: σT = σref [1 + m (T – Tref)]; gdje je: m = temperaturni
koeficijent električne vodljivosti; subskript: ref = referentna vrijednost;
Tablica 5.6. Vrijednosti električne vodljivosti (σref) pri 25˚C i temperaturnog
koeficijenta (m) za neke prehrambene proizvode
Proizvod
σ25 (S/m)
m (˚C)–1
Krumpir
0.32
0.035
Mrkva
0.13
0.107
Piletina
0.37
0.019
Govedina
0.44
0.016
Džem
0.11
0.094
(Palamappan S.,and Sastry S.K.; Electrical conductivity of selected solid foods during
ohmic heating; Food Proc. Eng. 14 (3) 221-236; 1991.)
261
Lovrić _______________________________________________________________________________________________
Brojne su mogućnosti primjene zagrijavanja otporom, kao npr. u blanširanju,
uparavanju, dehidrataciji (sušenju), fermentaciji ili ekstrakciji. Danas je ipak ta primjena prije svega usmjerena na toplinsku inaktivaciju mikroorganizama. Naime,
osnovna prednost zagrijavanja otporom je u brzini i u relativnoj ujednačenosti toplinske obrade, što je od posebnog značenja za tekuće proizvode koji sadrže suspendirane čestice tkiva.
U slučaju indukcijskog zagrijavanja, električne navojnice smještene u blizini
prehrambenog proizvoda stvaraju (generiraju) elekromagnetska polja kojima električna struja prolazi kroz proizvod i prvenstveno ga zagrijava.
Zagrijavanje indukcijom se razlikuje od mikrovalnog frekvencijom i prirodom
izvora koji se u ovom slučaju sastoji od magneta i navojnica za razliku od magnetrona kod proizvodnje mikrovalova.
U priloženoj tablici prikazani su podaci za vrijeme decimalne redukcije (D) i
konstante reakcije.
Tablica 5.7. D – vrijednosti i kinetičke konstante brzine reakcija (k) za spore Bacillus
subtilis pri konvencionalnom i zagrijavanju otporom (Cho i sur.1999)
Temperatura (˚C)
D–vrijednost
konvencionalno
zagrijavanje
(min)
32.8
9.87
5.06
88
92.3
95
95.5
97
3.05
99.1
z-vrijednost (˚C)
8.74
energija aktivacije (Ea kcal/mol)
D–vrijednost
zagrijavanje
otporom
(min)
30.2
8.55
k
konvencionalno
zagrijavanje
(s–1)
0.00117
0.003889
0.007586
4.38
k
zagrijavanje
otporom
(s–1)
0.001271
0.004489
0.008763
0.012585
1.76
9.16
0.021809
70.0
67.5
5.5. Obrada (procesiranje) pulsirajućim električnim poljem
(High intensity electric field)
Procesiranje pulsirajućim električnim poljem visokog intenziteta (jačine–jakosti) zasniva se na primjeni pulseva visokog napona (tipično 20–80 kV/cm) na prehrambeni proizvod smješten između dviju elektroda. Proces se provodi na približno
sobnoj temperaturi u trajanju manje od jedne sekunde. Gubici energije zbog zagrijavanja proizvoda su minimalni, dok je kakvoća proizvoda znatno očuvanija u usporedbi s konvencionalnom toplinskom obradom.
Tehnologija primjene pulsirajućeg elekričnog polja uključuje stvaranje (generiranje) električnog polja visokog intenziteta, izvedbu komore koja omogućuje
262
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
jednoličnu obradu proizvoda uz minimalno zagrijavanje i elektrode s minimalnim
učinkom elektrolize (slika 5.18.).
Slika 5.18. Kontinuirani uređaj za obradu tekućeg proizvoda električnim pulsevima
Slika 5.19. Utjecaj jakosti električnog polja i broja pulseva na brzinu uništenja
Escerichia coli
263
Lovrić _______________________________________________________________________________________________
Jako električno polje se postiže pohranom (velike količine) energije u kondenzator (odnosno seriju kondenzatora) iz izvora jednosmjerne struje, koja se otpušta
(prazni) u obliku pulseva visokog napona. Ovaj je proces energetski znatno učinkovitiji nego oni toplinski, pogotovo u slučaju kada se primjenjuju kontinuirani
sustavi.
Pulsirajuće elekrično polje (PEP) se može primijeniti u vidu eksponencijalno
padajućih ili pravokutnih ('square') valova, bipolarnih ili oscilirajućih pulseva (slike 5.20.i 5.21.). Pulsevi pravokutnih valova imaju veći letalni i energetski učinak
nego oni eksponencijalnog oblika.
Slika 5.20. a) Generator eksponencijalno padajućih električnih pulseva,
b) Eksponencijalno padajući valni oblik
Predložena su dva moguća mehanizma inaktivacije mikroorganizama pulsirajućim električnim poljem: razaranje stanične stijenke zbog nametnute razlike potencijala i tzv. elektroporacija. U suštini, ti mehanizmi se svode na isto mjesto – staničnu membranu. Elektroporacija je pojava u kojoj se izlaganjem pulsevima električnog polja visokog napona destabilizira lipidno-proteinski međusloj staničnih stijenki, koje postaju propusne za male molekule, što uzrokuje bubrenje (nadimanje) i
eventualno kidanje stijenke. (Ovaj mehanizam se pokazao primjenjivim u genetskoj transformaciji stanica nekih mikroorganizama !).
264
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Slika 5.21. a) Shematski prikaz generatora pulseva četverokutnih valova, b) Pulsevi
četverokutinh valova
Na slici 5.22. prikazan je shematski mehanizam elektroporacije stanične stijenke (Vega-Mercado, 1996.).
Slika 5.22. Elektroporacija stanične membrane
265
Lovrić _______________________________________________________________________________________________
Za opisivanje utjecaja intenziteta električnog polja na brzinu smanjenja mikrobne populacije, primijenjeni su slični modeli (izrazi) onima za temperaturu i tlak:
log
E − Er
D
=−
Dr
z
gdje je: Dr = vrijeme decimalne redukcije pri referentnoj jačini električnog polja
(Er) i z(E) = koeficijent električnog polja = povećanje jakosti električnog polja (E),
koja odgovara smanjenju vremena decimalne redukcije (D) za jedan log. ciklus pri
danoj temperaturi i tlaku.
Drugi model dao je Peleg (1995.) baziran na Fermijevom izrazu:
1
N
=
E − Ed ⎤
N0 ⎡
⎢1 + exp k ⎥
⎣
⎦
gdje je Ed = jačina električnog polja za 50 % redukciju mikrobne populacije i k =
koeficijent nagiba krivulje preživljavanja, dobivene na osnovi primjene el. polja
različitog intenziteta.
Sličan su model predložili Hulsheger i sur. (1981.) i primijenili Jeyamkonden i
sur. (1999.). Taj model opisuje broj preživjelih u funkciji jačine el. polja i vremena
obrade:
N ⎧ t ⎫⎡ E − E c ⎤
=⎨ ⎬ −
N 0 ⎩ t c ⎭⎢⎣
k ⎥⎦
gdje je t = vrijeme obrade, tc = kritično vrijeme tretiranja mikroorganizama, Ec =
kritična jakost el. polja (tj. jakost ispod koje nema inaktivacije mikroorganizama) i
k = specifična konstanta brzine djelovanja
U tablicama (5.8. i 5.9.) prikazane su kinetičke konstante za Hulsherger-ov i
Peleg-ov model.
Primjena: mlijeko, sok naranče i jabuke, jaja u tekućem obliku (stanju), kruh
(fermentacijska svojstva pekarskog kvasca).
266
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Tablica 5.8. Kinetičke konstante za Hulsheger-ov model za različite mikroorganizme u
pufernoj otopini Na2HPO4 /KH2PO4
Mikroorganizam
E
(kV/cm)
4-20
10-20
8-20
t
(µs)
0.07 – 1.1
0.07 – 1.1
0.07 – 1.1
Ec
(kV/cm)
0.7
8.3
7.2
tc
(µs)
11
18
29
K
(kV/cm)
8.1
6.3
6.6
r
(%)
97.7
97.6
95.7
Esherichia coli (4 h)
E.coli (30 h)
Klebsiella pneumo
Pseudomonas
8-20
0.07 – 1.1
6.0
35
6.3
98.4
aureginosa
Staphylococcus
14-20
0.07 – 1.1
13.0
58
2.6
97.7
aureus
Listeria
12-20
0.07 – 1.1
10.0
63
6.5
97.2
monocytogenes I
Listeria
10 –20
0.07 – 1.1
8.7
36
6.4
98.5
monocytogenes II
Candida albicans
10 –20
0.14 – 1.1
8.4
110
2.2
96.6
E, električno polje; t, vrijeme obrade; Ec, kritično elekrično polje; K, kinetička konstanta; r,
koeficijent korelacije pravca regresije. (Hulsheger i sur. 1983)
Tablica 5.9. Kinetičke konstante za Peleg-ov model
K
broj
Ed
r2
(kV/cm)
(kV/cm)
pulseva
Lactobacillus brevis
–
11.4
1.6
0.973
Saccaromyces cerevisia
–
13.2
2.3
0.994
Staphylococcus aureus
–
14.1
2.0
0.991
Candida albicans
2
21.2
3.1
0.999
4
15.3
3.1
0.993
10
10.1
1.3
0.997
30
7.5
1.2
0.999
Listeria monocytogenes
2
14.9
2.8
0.981
4
12.7
2.0
0.994
10
10.3
2.4
0.990
30
8.5
2.0
0.999
Pseudomonas aeruginosa
2
12.9
2.6
0.982
4
10.6
2.4
0.994
10
8.3
2.1
0.990
30
6.7
1.8
0.999
Ed, električno polje za 50% redukciju populacije; K, kinetička konstanta; r2, koeficijent
regresije; (Peleg 1995)
Mikroorganizam
267
Lovrić _______________________________________________________________________________________________
5.6. Obrada (procesiranje) pulsirajućim svjetlom
Primjena pulsirajućeg svjetla u cilju konzerviranja prehrambenih proizvoda
zasniva se na kratkotrajnim pulsevima svjetla jakog intenziteta širokog spektra - od
ultravioletnog do bližeg infracrvenog područja. Proizvod za obradu se izlaže najmanje jednom (1) pulsu gustoće energije od 0.01 – 50 J/cm2 na površini. Obično je
to 1 – 20 bljeskova po sekundi u trajanju od 1 μs do 0.1 s. U većini slučajeva nekoliko bljeskova u sekundi omogućuje visoku razinu inaktivacije mikroorganizama.
Potrebno je da se barem 70% elektromagnetske energije koristi u području (rasponu) od 170 do 2600 nm.
Pulsirajuće svjetlo se dobiva akumuliranjem električne energije u jednom kondenzatoru kroz djelić sekunde i otpuštanjem tako pohranjene energije u mnogo kraćem vremenu (od 1x10–3 do 1x10–6 sekunde), što se odražava u višestrukom povećanju snage.
Letalni učinak svjetlosnih pulseva ovisi o valnoj dužini. Za obradu prehrambenih proizvoda se koristi ili čitavi spektar ili određeno valno područje. Valne dužine
odgovorne za nepoželjne promjene u hrani eliminiraju se odgovarajućim (staklenim ili tekućim) filterima.
Svjetlosni pulsevi induciraju fotokemijske ili fototermičke reakcije. Svjetlo bogato UV zrakama izaziva fotokemijske promjene, dok ono vidljivog i infracrvenog
područja uzrokuje toplinske promjene.
UV zrake inaktiviraju patogene mikroorganizme putem apsorpcije na višestruko konjugiranim dvostrukim ugljikovim vezama proteina i nukleinskih kiselina.
Primarna stanična meta su nukleinske kiseline čija se inaktivacija odvija kroz nekoliko mehanizama, uključujući kemijske promjene i "cijepanje" DNA. Udar pulsirajućeg svjetla na proteine, membrane i druge stanične sastojke vjerojatno teče usporedo s razgradnjom nukleinskih kiselina.
Tehnološka primjena svjetlosnih pulseva osobito je značajna u sterilizaciji i
smanjenju mikrobne populacije na površini ambalažnog materijala, prozirnih farmaceutskih proizvoda i u drugim, pretežno površinskim, obradama.
Svjetlosni pulsevi mogu poslužiti kao zamjena (nepoželjnih) kemijskih sredstava, npr. za dezinfekciju ili konzerviranje, kao što je zamjena za upotrebu vodikovog peroksida u sterilizaciji ambalaže pri aseptičnom pakiranju (procesiranju
aseptičnim postupcima) (Slike 5.23. do 5.25.).
Slika 5.23. Shematski prikaz uređaja za obradu pulsirajućim svjetlosnim bljeskovima
268
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Slika 5.24. Uređaj za aseptično pakiranje uz primjenu oblikovane ambalaže
sterilizirane svjetlosnim pulsevima
Slika 5.25. Uređaj za punjenje i obradu tekuće namirnice pulsirajućim svjetlom;
A) Sklop lampi za osvjetljavanje, B) Vanjska cijev, C) Električni vod za osvjetljavanje,
D) Sterilna cijev za pregled, E) Trake za hlađenje (opcija), F) Izvor pulsirajućeg svjetla
(bljeskova), G) Kretanje sterilnog zraka, H) Sterilni proizvod, I) Uređaj za zatvaranje,
J) Proizvod u potrošnoj ambalaži
269
Lovrić _______________________________________________________________________________________________
5.7. Fotodinamička inaktivacija mikroorganizama
Fotodinamička inaktivacija (mikroorganizama) pruža brojne nove mogućnosti
u konzerviranju prehrambenih proizvoda i za održavanje higijenskih uvjeta u prehrambenoj industriji.
Fotodinamička aktivnost se javlja kada neki senzibilizator apsorbira svjetlost
specifične valne dužine u prisutnosti kisika. Apsorpcija svjetla u živim organizmima posredstvom endogenih ili egzogenih fotosenzibilizatora u prisutnosti kisika
dovodi do različitih kemijskih i bioloških učinaka, od kojih su mnogi štetni za vitalne stanične procese, kao što su oštećenje stanične stijenke, uplitanje u metabolizam i reprodukciju, mutageneza i slično.
Dosadašnja istraživanja su ukazala na dva moguća mehanizma djelovanja fotosenzibilizatora, nazvana reakcijama I. i II. tipa. Mehanizam prvog (I.) tipa uključuje neposrednu interakciju ekscitiranog senzibilizatora sa supstratom, pri čemu
nastaju slobodni radikali i reakcija s kisikom. Kod reakcije tipa II. dolazi do transfera (prijenosa) energije na molekularni kisik i tvorbe kisikovog singletona (1O2),
snažnog oksidacijskog posrednika fotooksidacije, koji može reagirati s brojnim
supstratima.
Senzibilizatori poput akridina, porfirina, ksantena (eozin), bengalskog crvenila
i tiazina (metilensko modrilo) daju dobre rezultate u reakciji sa singletom kisika.
Fotodinamička inaktivacija pruža brojne nove mogućnosti dezinfekciji i konzerviranju hrane, pogotovu danas kada su poznati osnovni mehanizmi djelovanja. Međutim, ova metoda ima i određena ograničenja s obzirom na specifične zahtjeve na
svjetlo, kisik i prisutnost fotosenzibilizatora u blizini ciljanih mikroorganizama.
Dosadašnja uspješna primjena usmjerena je uglavnom na površinsku obradu (dezinfekciju) materijala i granične slojeve dvofaznih sustava: čvrsto-tekuće i čvrstoplinovito te mikroorganizme (sojevi Escherichia coli, Staphylococus aureus i faecium, Pseudomonas aeruginosa).
5.8. Obrada oscilirajućim magnetskim poljem
Za razliku od statičnog magnetskog polja (SMP) kod kojeg je jačina magnetskog polja vremenski konstantna, oscilirajuće magnetsko polje (OMP) se primjenjuje u vidu sinusoidalnih valova, bilo konstantne bilo opadajuće amplitude.
Magnetsko polje može biti homogeno ili heterogeno, ovisno o tome da li je intenzitet (jakost) polja (B) ujednačen ili ne unutar prostora obuhvaćenog oscilirajućom magnetskom zavojnicom.
Konzerviranje prehrambenih proizvoda s OMP se sastoji u podvrgavanju prethodno upakiranog proizvoda u plastičnoj vrećici pulsevima (1 – 100) oscilirajućeg
magnetskog polja jačine 5 – 50 T, frekvencije 5 – 500 kHz, u temperaturnom rasponu 0 –50°C, ukupnog trajanja 25 – 100 μs (slike 5.26. i 5.27.).
270
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Slika 5.26. Sklop uređaja za obradu oscilirajućim magnetskim poljem
Slika 5.27. Shematski prikaz uređaja za obradu oscilirajući magnetskim poljem
5.9. Obrada (procesiranje) visokim tlakom
Procesiranje visokim tlakom (engl. High pressure processing), ili procesiranje
visokim hidrostatičnim tlakom (High hydrostatic pressure), odnosno ultravisokim
tlakom (Ultra high pressure), odnosi se na izlaganje (podvrgavanje) tekuće ili
čvrste (krute) namirnice, sa ili bez ambalaže, tlaku od 100 do 800 (900) Mpa. Temperatura pri obradi može se kretati od <0°C (radi smanjenja adiabatskog zagrijavanja) do >100°C. Uređaji su takve konstrukcije koja omogućava višestruku primjenu
visokog tlaka. Radno vrijeme izlaganja tlaku kreće se od pulseva trajanja jedne
271
Lovrić _______________________________________________________________________________________________
milisekunde (10–3 s) pomoću 'oscilirajućih pumpi', do > 1200s (20 min). Za razliku
od toplinske obrade, zbog ekonomskih razloga, trajanje obrade visokim tlakom je
ograničeno na manje od dvadeset (20) minuta.
Zbog neznatnog utjecaja na kovalentne vezove sastojaka hrane, kemijske promjene pri obradi visokim tlakom (pri sobnoj temperaturi) su neznatne i općenito su
u funkciji temperature i vremena procesiranja. Naime, da bi se ubrzao proces inaktivacije mikroorganizama i enzima, moguće je kombinirati obradu visokim tlakom
s toplinskom obradom. Taj pristup se uklapa u koncepciju primjene tzv. 'prepreka',
odnosno tehnologije preprekama (hurdles technology), pa se sukladno tome, osim u
kombinaciji sa zagrijavanjem, obrada visokim tlakom može kombinirati s obradom
s ugljičnim dioksidom (CO2); p < 15 Mpa, ultrazvukom ili dotatkom baktericina.
Visoki tlak djeluje trenutno i ujednačeno na masu prehrambenog proizvoda, neovisno o obujmu (zapremini), obliku ili sastavu, što znači da ta svojstva ne određuju procesne parametre. Rad kompresije tijekom obrade odražava se povišenjem
temperature proizvoda adiabatskim zagrijavanjem za približno 3°C za svakih 100
Mpa ovisno o sastavu (na primjer, ako proizvod sadrži veći udio masti zagrijavanje
je veće). Nakon dekompresije temperatura proizvoda se snizuje do početne, ako
nije tijekom procesa došlo do izmjene topline kroz stijenku uređaja.
Kompresija se može odraziti i na promjenu pH vrijednosti. Ako dođe do sniženja pH, mnogi mikroorganizmi postaju osjetljiviji na djelovanje visokog tlaka, što
uz povišenje temperature može povećati učinkovitost procesa.
U pravilu bakterije otporne na toplinu otpornije su i na djelovanje tlaka (iako
ima i iznimaka). Gram pozitivne bakterije otpornije su od gram negativnih. Općenito, stanice u eksponencijalnom stadiju razvoja osjetljivije su na djelovanje tlaka
nego u stacionarnom stadiju.
Učinci visokog hidrostatskog tlaka odražavaju se na promjene stanične ovojnice i u samoj stanici, odnosno na biokemijske i genetske mehanizme. Visoki tlak
ne razara kovalentne vezove, ali utječe na vodikove i ionske veze odgovorne za
zadržavanje proteina u njihovom biološki aktivnom stanju.
Zook i suradnici (1999.) primijenili su za opis utjecaja tlaka na smanjenje mikrobne populacije izraz temeljen na parametru analognom pri opisivanju termičke
otpornosti z(T):
P − Pr
D
log
=−
Dr
z
gdje je Dr = vrijeme decimalne redukcije pri referentnom tlaku (Pr), dok je koeficijent za tlak z(P) definiran potrebnim povećanjem tlaka za postizanje 1 – log ciklusa vremena decimalne redukcije (D) mikrobne populacije.
Alternativni model predložili su Weemaes i sur.(1999.) opisom konstante brzine reakcije (k) kako slijedi:
V (P − Pr )
ln k = ln k r −
RT A
272
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
gdje je kr = konstanta brzine reakcije pri referentnom tlaku (Pr), V = konstanta (zapreminske aktivacije), odnosno koeficijent tlaka dobiven iz nagiba k krivulje ln(k)
naprama (P – Pr), P = tlak, TA = apsolutna temperatura
Slika 5.28. Uređaj (šaržni) za obradu visokim tlakom
Slika 5.29. Uređaj za obradu visokim tlakom s pojačalom tlaka
273
Lovrić _______________________________________________________________________________________________
Uređaj (šaržni) za obradu visokim tlakom sastoji se od šest osnovnih dijelova:
1.
2.
3.
4.
5.
tlačne komore cilindričnog oblika;
dva dna za zatvaranje;
elemenata (uređaja) za brtvljenje;
niskotlačne pumpe;
pojačala tlaka, koje koristi tekućinu dobavom niskotlačnom pumpom za
sustav kompresije na visoki tlak;
6. sistema kontrole i instrumentacije.
5.10. Procesiranje mikrovalovima i radiofrekvencijama
(idielektrično zagrijavanje)
5.10.1. Uvod (teorijske osnove)
Zagrijavanje mikrovalovima i radiofrekvencijama uključuje u osnovi dva mehanizma: dielektrični i ionski. Voda u hrani je u pravilu glavni sastojak odgovoran
za dielektrično zagrijavanje. Zbog svog dipolarnog karaktera molekule vode slijede
električno polje povezano s elektromagnetskim zračenjem koje oscilira pri visokim
frekvencijama. Takvo promjenljivo gibanje molekula vode ima za posljedicu zagrijavanje.
Drugi važan mehanizam zagrijavanja mikrovalovima i radiofrekvencijama odnosi se na oscilatorno kretanje iona u hrani pod utjecajem oscilirajućeg električnog
polja.
Mikrovalovi, poput svjetlosti, su oblik elektromagnetskih vibracija. Prijenos
topline ovisi o stupnju pobuđenosti molekula u mediju i frekvenciji polja kojem je
taj medij izložen.
Dielektrično zagrijavanje je pojam koji se rabi kada se primjenjuju relativno
male frekvencije na materijal smješten između dviju elektroda kroz koje prolazi
električna struja.
Kod dielektričnog zagrijavanja primjenjuju se frekvencije između 60 Hz i 100
Hz.
Zagrijavanje mikrovalovima koristi elektromagnetske valove vrlo visoke frekvencije, najčešće 2450 MHz i 915 MHz (u domaćinstvu 2450 MHz).
Izrazi kojima se opisuje prijelaz topline u mikrovalnim i dielektričnim sustavima (uređajima) su isti.
274
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Apsorpcija energije u hrani izlaganjem mikrovalnom polju može se opisati slijedećim izrazom:
Q
= 0.556 ⋅ 10 −12 ⋅ f ⋅ E 2 ⋅ e ⋅ tan δ
V
gdje je Q/V = apsorbirana energija (W/cm3); f = frekvencija (Hz); e = dielektrična
konstanta, indeks brzine prodiranja energije u materijal – bezdimenzijska veličina;
tan(δ) = dielektrični faktor gubitaka – indeks pretvorbe unešene energije u toplinu bezdimenzijska veličina; E = jakost polja (volt/cm2); e i tan(δ) opisuju svojstva
materijala u funkciji sastava i temperature; f i E označavaju ovisnost o frekvenciji
generatora.
U tablici 5.10. i 2.11. (vidi poglavlje 2.11) su dani podaci za dielektrične konstante i dielektrične gubitke nekih prehrambenih proizvoda i materijala.
Tablica 5.10. Dielektrična svojstva nekih prehrambenih proizvoda i materijala
Proizvod
Temperatura (˚C)
Sirova govedina
-15
Sirova govedina
25
Pečena govedina
23
Kuhani grašak
-15
Kuhani grašak
23
Sirova svinjetina
-15
Pečena svinjetina
35
Kuhani krumpir
-15
Kuhani krumpir
23
Kuhani špinat
-15
Kuhani špinat
23
Loj
25
Žitna kaša
-15
Žitna kaša
23
Pyrex
25
Voda
1.5
Voda
25
0.1 M NaCl
25
Izvor: Copson, (1971)
e′
5.0
40.0
28.0
2.5
9.0
6.8
23.0
4.5
38.0
13.0
34.0
2.50
5.0
47.0
4.80
80.5
76.7
75.5
tan (δ)
0.15
0.30
0.20
0.20
0.50
1.20
2.40
0.20
0.30
0.50
0.80
0.07
0.30
0.41
0.0054
0.31
0.15
0.24
Zagrijavanje mikrovalovima i radiofrekvencijama zbog pasterizacije i sterilizacije ima prednosti pred konvencionalnim termičkim postupcima zbog brzine kojom
se proces ostvaruje. To je od osobito značajno za čvrste i polučvrste prozvode, kod
kojih je toplinska difuzivnost mala pri primjeni konvencionalnih postupaka.
275
Lovrić _______________________________________________________________________________________________
Slika 5.30. Usporedba kinetike degradacije kvalitete i inaktivacije mikroorganizama
mikrovalnim i konvencionalnim zagrijavanjem (izraženo kao F0 vrijednost);
1. zagrijavanje: a) mikrovalovima, b) konvencionalno, 2. degradacija prehrambenih
sastojaka (kvalitete): a) mikrovalnim zagrijavanjem, b) konvencionalnim
zagrijavanjem, 3. inaktivacija mikroorganizama: a) mikrovalnim zagrijavanjem,
b) konvencionalnim zagrijavanjem, 4) ciljana letalnost; F0-zbirna letalnost
Za opis inaktivacije mikroorganizama mikrovalovima predložena su dva mehanizma.
Prema prvom, inaktivacija mikroorganizama se odvija u potpunosti mehanizmom analognim drugim biofizikalnim procesima izazvanim djelovanjem topline,
kao što su denaturacija enzima, proteina, nukleiskih kiselina ili drugih vitalnih
sastojaka te oštećenjem membrana. (O ovom mehanizmu dosad nije bilo dvojbi!).
Drugi mehanizam uključuje i netermičke učinke, poput elektroporacije, razaranja
staničnih membrana uzrokovanih transmembranskim potencijalom i izlaženjem
staničnog soka, te lezijom stanica djelovanjem magnetskog polja na bitne molekule
unutar stanice. Ovaj mehanizam pretpostavlja i selektivan utjecaj, prema kojem su
mikroorganizmi (kao 'čvrsti' sastojci) u većoj mjeri 'pogođeni' toplinom nego sredina u kojoj se nalaze.
Treba, međutim, istaknuti da su učinci obrade mikrovalovima (i radiovalovima)
mnogo složeniji od uobičajenih interpretacija (prikaza) koji su često pojednostavljeni i moguće ih je pobliže upoznati samo svrsishodnim pokusima ili primjenom
odgovarajućih matematičkih modela.
Mikrovalno postrojenje se sastoji od jednog generatora mikrovalova (magnetrona), transformatora, ispravljača i uređaja za kontrolu prijenosa energije mikrova276
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
lova na proizvod. Za rad magnetrona potrebna je istosmjerna struja od nekoliko
kilovolta. Međutim, industrijska postrojenja su uglavnom moduli snage 25 - 50
kW. Njihova je učinkovitost 50-65%, računajući na ulaznu snagu struje.
Snaga mikrovalova se prenosi na prehrambeni proizvod pomoću posebnog uređaja – aplikatora različite izvedbe prilagođenog zahtjevima procesa.
Slika 5.31. Shematski prikaz elemenata mikrovalne pećnice
Zagrijavanje mikrovalovima se u industriji ponajviše koristi za (djelomično)
odmrzavanje blokova mesa, ali i za kuhanje te dehidrataciju (sušenje). Primjena na
tekuće proizvode je prilično ograničena i svodi se u industriji uglavnom na kuhanje
mesnih ili ribljih emulzija.
Prijelaz topline kod takvih proizvoda svodi se na pretvorbu primijenjene snage
mikrovalova iz magnetrona u toplinu zagrijavanja proizvoda, pri čemu se bilanca
topline može izraziti sljedećim izrazom:
Pη = Mc p ΔT
gdje je P izlazna snaga mikrovalova i η učinkovitost (stupanj djelovanja) u odnosu
na gubitke pri prijelazu energije mikrovalova s magnetrona na proizvod (hranu).Učinkovitost uređaja za obradu tekućih proizvoda se kreće od 90 do 95 %.
Dubina prodiranja mikrovalova je ograničena na nekoliko centimetara u vlažnim proizvodima, a u osnovi ovisi o sastavu proizvoda i primijenjenoj frekvenciji.
Procesiranje mikrovalovima ponekad se kombinira s konvencionalnim zagrijavanjem.
277
Lovrić _______________________________________________________________________________________________
5.10.2. Konzerviranje hrane visokofrekventnom (HF) i mikrovalnom
energijom
Između mogućnosti koje pruža visokofrekventna i mikrovalna tehnika u procesiranju hrane izdvajamo one koji se odnose na pasterizaciju i sterilizaciju, tj. na
konzerviranje. Inače, dielektrično zagrijavanje mikrovalovima primjenjuje se u različitim procesima prehrambene industrije (i u domaćinstvu), npr. za kuhanje, pečenje, odmrzavanje, kod sušenja uključujući liofilizaciju, blanširanje itd. Kod spomenutih procesa koristi se pretvorba energije elektromagnetskih valova u toplinu u
materijalima koji posjeduju tzv. dielektrična svojstva. Ta dva svojstva imaju materijali koji sadrže elementarne električne dipole (molekule) koje izložene djelovanju
elektromagnetskog polja polariziraju. Kod izlaganja promjenljivom izmjeničnom
elektromagnetskom polju takvi dipoli se zaokreću brzinom koja ovisi o frekvenciji.
Takvo gibanje dovodi do međusobnog trenja molekula i stvaranja topline. Ima različitih mehanizama zagrijavanja elektromagnetskim valovima (zagrijavanje električnim otporom, indukcijsko zagrijavanje, zagrijavanje dielektričnim gubicima
itd.) Zagrijavanje hrane temelji se na zagrijavanju dielektričnim gubicima, za što je
karakteristično djelovanje elektromagnetskih valova na loše provodnike. Intenzitet
stvaranja topline ovisi o vrsti molekularnog polja, odnosno o dielektričnim svojstvima materijala. Dielektrični gubici kod frekvencija koje se koriste za toplinsko
tretiranje hrane uvjetovani su pretežno dielektričnim svojstvima vode. Takvi
dielektrici koji sadrže znatnu količinu vode pogodni su za dielektrično zagrijavanje
jer imaju veći koeficijent pretvorbe energije elektromagnetskih valova u toplinu.
Postoje ograničenja u pogledu korištenja frekvencija za rad pojedinih uređaja.
Tako npr. za rad visokofrekventnih uređaja za potrebe industrije, medicine i domaćinstva Međunarodna elektrotehnička komisija (IEC) odredila je frekvencije koje
su navedene u tablici 5.11.
Tablica 5.11. Dozvoljene frekvencije uređaja za obradu prehrambenih proizvoda
Visoke frekvencije
Frekvencije
Tolerancije
13.56 MHz
± 0.05 %
27.12 MHz
± 0.06 %
40.68 MHz
± 0.05 %
Mikrovalovi
Frekvencije
Tolerancije
433,92 MHz
± 0.2 %
915.00 MHz
± 25 MHz
2450.00 MHz
± 50 MHz
5800.00 MHz
± 75 MHz
22120.00 MHz
± 125 MHz
Izbor određene frekvencije za rad pojedinih uređaja ovisi o više čimbenika: efikasnosti zagrijavanja materijala kod neke frekvencije, sposobnosti prodiranja u materijal, vrsti aplikatora, veličini uređaja i sl. Za primjenu u prehrambenoj industriji
najviše se koriste frekvencije od 915 MHz i 2450 MHz u mikrovalnom (UHF) i
27.12 MHz i 40.68 MHz u visokofrekventnom (HF) području.
278
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
HF valovi imaju veću sposobnost prodiranja u materijal, ali uz slabiji intenzitet
zagrijavanja nego mikrovalovi koji posjeduju manju moć prodiranja uz znatno veći
intenzitet zagrijavanja. Ta svojstva HF i UHF valova su iskorištena za konstrukciju
kombiniranih uređaja.
5.10.3. Djelovanje HF i mikrovalova na biološke sustave
Prevladava mišljenje da je učinak HF i UHF valova na mikroorganizme i sastojke hrane termičkog karaktera, što znači posredan, odnosno posljedica stvaranja
topline u tretiranom materijalu. Međutim, ima dokaza da djelovanje HF i mikrovalova nije samo termičko. Za razliku od gama- i X-zračenja, koja posjeduju dovoljno energije za cijepanje kemijske veze i stvaranje slobodnih radikala, kvantum
energije HF i mikrovalova nije dovoljan za takve učinke. Međutim, u biološkom
materijalu postoje strukture na koje se može (netermički) djelovati relativno malim
kvantima energije mikrovalova. To su strukture s vodikovim vezama koje određuju
biološku funkciju makromolekula, uključujući i nosioce genetskih informacija u
stanici, a koje je moguće poremetiti energijom mikrovalova. Na osnovi toga i činjenice da se određeni letalni efekti na organizme ostvaruju i kod subletalnih temperatura, može se pretpostaviti da je djelovanje HF i mikrovalova kompleksno i da se
ne svodi samo na termički učinak.
5.10.4.Tehnoloko-tehnički aspekti
Za provođenje sterilizacije (odnosno pasterizacije) izbor i podešavanje uređaja
potrebno je poznavati dielektrična svojstva hrane u ovisnosti temperature i frekvencije, te dubinu prodiranja HF i mikrovalova u hranu također ovisno o temperaturi i
frekvenciji, kao i o sastavu i strukturi. Osnovni elementi elektronskog sklopa mikrovalnog industrijskog uređaja su:
• magnetron (za velike snage klistron),
• koaksijalni kabel ili valovod,
• antena i rezonantni prostor,
• uređaj za regulaciju i upravljanje;
a kod HF uređaja:
• HF generator,
• koaksijalni kabel,
• elektrode (antene),
• uređaj za regulaciju i upravljanje.
HF i mikrovalni uređaji za pasterizaciju i sterilizaciju hrane u pravilu su kontinuiranog tipa. Tri takva uređaja: za tekuće, visoko konzistentne (pastozne) i čvrste
proizvode prikazani su shematski na slikama 5.32. do 5.34.
279
Lovrić _______________________________________________________________________________________________
Slika 5.32. Komora uređaja za kontinuirano zagrijavanje tekuće hrane energijom
mikrovalova; 1. komora za nastajanje struje tekućine, 2. ulazni otvor, 3. tubularna
cijev, 4. koaksijalni priključak magnetrona, 5. antena, 6. cilindrična otplata, 7. ulazni
otvor za hladnu tekućinu, 8. izlazni otvor za tretiranu tekućinu, 9. središnja cijev
Pasterizacija (mlijeka ili druge tekuće hrane) provodi se kod atmosferskog tlaka. Kod temperature iznad 100ºC potrebno je u uređaju ostvariti odgovarajući predtlak. Taj predtlak se kod pojedinih uređaja održava s pomoću dušika. Zbog stvaranja topline u samom proizvodu moguće je primjenom HF i mikrovalova provesti
HTST postupak (sterilizaciju) i kod čvrstih (upakiranih) proizvoda. Razumljivo je
da postoje ograničenja u pogledu debljine sloja (pakovanja) s obzirom na sposobnost prodiranja vrsta valova (eventualno kombinacija HF i mikrovalova, kao što je
prije spomenuto). U praksi se primjenjuju spljoštena pakovanja u vrećicama od
plastičnih laminata. Ne smiju se upotrebljavati Al-laminati, jer kod ovih dolazi do
reflektiranja mikrovalova.
280
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Slika 5.33. Mikrovalni uređaj za sterilizaciju topljenog sira; 1. protok sira, 2. valovod,
3. izlazni otvor za obrađeni sir
Slika 5.34. Shematski prikaz mikrovalnog uređaja za sterilizaciju hrane; 1 i 13. ulazni i
izlazni zaporni otvor, 2. zaporni uređaj, 3 i 10. manometri, 4. vodilica, 5. magnetron,
6. valovod, 7. proizvod, 8. transporter, 9. radna komora, 11. izlazna komora,
12. sigurnosni ventil, 14. komora za hlađenje
281
Lovrić _______________________________________________________________________________________________
5.11. Obrada ultrazvukom
Posljednjih se godina sve više radi na primjeni energije zvuka u procesima
prehrambene industrije, bilo u zvučnom (čujnom, < 18 kHz) bilo u ultrazvučnom
(> 18 kHz) području.Osim za kontrolu, praćenje i upravljanje procesima radi osiguranja kakvoće proizvoda, što se već u velikoj mjeri koristi, sve se više postavljaju u
prvi plan mogućnosti neposredne primjene ove vrste energije u pojedinim tehnološkim procesima. Naročito je obrada (procesiranje) ultrazvukom na komercijalnoj
osnovi, kao relativno novo područje, naglo uznapredovala u različitim oblicima
primjene u tehnologiji i istraživanju.
Mehanizam primjene ultrazvuka u procesiranju može se podijeliti u dva pravca: 1. ispod praga kavitacije; 2. iznad praga kavitacije. Za primjenu u prehrambenoj (i kemijskoj) tehnologiji naročito su važni procesi koji se zasnivaju na pojavi
kavitacije. To područje (zvuka) uključuje, npr. primjenu u emulgiranju, homogeniziranju, dispergiranju, ubrzanju otapanja i kemijskim reakcijama.
Kada se neka tekućina podvrgne vibracijama, bilo zvučnim ili ultrazvučnim,
nastaju sitni mjehurići. Pri dovoljno snažnim vibracijama, kada su amplitude nastalog tlaka veće od hidrostatskog, tada se tekućina «razbija» tijekom negativne faze
ciklusa i dolazi do kavitacije. To se očituje u svojevrsnom «vrenju» s ekstremno
malim mjehurićima, koje je ponekad poznato pod pojmom «hladnog vrenja»! Rad
proizveden kavitacijom je posljedica šoka valova do kojeg dolazi pri kolapsu mjehurića. Intenzitet tog šoka valova ovisi o značajkama tekućine, početnom polumjeru mjehurića i primjenjenoj frekvenciji (manje frekvencije proizvode valove većeg
intenziteta).
Slika 5.35. Uređaj za obradu tekuće namirnice ultrazvukom.
Baktericidno djelovanje ultrazvuka se općenito pripisuje intracelularnoj kavitaciji. Smatra se da mikro-mehanički šok nastaje stvaranjem i razbijanjem mikroskopskih mjehurića kao posljedice fluktuacije tlaka pri ultrazvučnom procesu. Ti
šokovi razaraju staničnu strukturu i funkcionalne sastojke, što dovodi do lezije stanica.
282
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Vjerojatno najširu primjenu obrade ultrazvukom nalazimo u procesima emulgiranja. Uređaji velike energije omogućuju proizvodnju emulzije ekstremno malih
ćestica, u pojedinim slučajevima gdje to nije moguće postići drugim postupcima, i
to sa neznatnim dodatkom sredstva za emulgiranje. Unaprjeđenje procesa difuzije
ultrazvukom (frekvencije > 18 kHz) pokazalo se je uspješnim pri postupcima ekstrakcije, dok se u procesu sušenja primjenom zvučnih valova (frekvencije < 18
kHz) skraćuje proces pospješivanjem difuzije kroz produljenje perioda konstantne
brzine sušenja. Ultrazvuk se može koristiti i za inaktivaciju enzima i mikroorganizama, za promjene viskoznosti i teksture, u nekim fermentacijskim procesima
(vino, pivo), te za homogeniziranje pojedinih tekućih prehrambenih proizvoda
(slika 5.35.).
5.12. Kombinirane i ostale metode konzerviranja
Ponekad se primjenjuje kombinacija dviju ili više osnovnih metoda konzerviranja koristeći prednosti, a izbjegavajući nedostatak svake od njih. Npr. parcijalna dehidratacija + zamrzavanje ili apertizacija («dehydrofreezing», «dehydrocaning»), zakiseljavanje + pasterizacija, soljenje + dimljenje + dehidratacija i sl.
Kod voćnih sokova moguće je konzerviranje ultrafiltracijom upotrebom bakterioloških filtera, često u kombinaciji s CO2 pod tlakom (cca 7 bara) – tzv. Seitz Boehi postupak.
Konzerviranje preprekama, je tipičan primjer kombiniranih metoda (vidi
poglavlje 5.2.)!
Za suzbijanje kukaca i termofilnih mikroorganizama u nekim namirnicama s
osjetljivom aromom (kakao i čokolada u prahu, mirodije), i u nekim dehidratiranim
proizvodima, primjenjuje se fumigacija metil bromidom i epoksidima (npr. etilen i
propilen oksidom) ili u kombinaciji s CO2. Danas se nastoji i te postupke zamijeniti fizikalnim, uglavnom netermičkim, alternativnim postupcima, odnosno metodama, slično nastojanjima zamjene tradicionalnih sintetskih (kemijskih) aditiva
«prirodnim».
U nekim zemljama bila je također dozvoljena primjena nekih antibiotika u
konzerviranju pojedinih proizvoda, međutim, i u ovom slučaju prisutna je tendencija zabrane njihove upotrebe u proizvodima koji se koriste u prehrani.
283
Lovrić _______________________________________________________________________________________________
Bibliografija
Adegote, G. O., Iwahashi, H., and Komatsu, Y., Inhibition of Saccharomyces
cerevisiae by combination of hydrostatic pressure and monoterpenes, J. Food
Sci. 62 (2) (1997) 40.
Barbosa-Canovas, G. V., Pothakamury, U. R., Palou, E., and Swanson, B. G.,
Nonthermal Preservation of Foods, Marcel Dekker, Inc., New York, Basel,
Hong Kong (1998)
Barbosa-Canovas, G. V., Pierson, M. D., Zhang, Q. H., and Schaffner, D. W.,
Pulsed Electric Fields, in Journal of Food Science (JFS) Supplement, (Kinetics
of Microbial Inactivation for Alternative Food Processing Technologies), Vol.
65 (4) (2000) 65.
Barbosa-Canovas, G. V., Zhang, Q. H., Pierson, M. D., and Schaffner, D. W., High
Voltage Arc Discharge, in JFS Supplement (2000) 80.
Barbosa-Canovas, G. V., Schaffner, D. W., Pierson, M. D., and Zhang, Q. H.,
Pulsed Light Technology, in JFS Supplement, Vol.65 (4) (2000) 82.
Barbosa-Canovas, G. V., Schaffner, D. W., Pierson, M. D., and Zhang, Q. H.,
Oscillating Magnetic Fields, in JFS Suplement, Vol. 65 (4) (2000) 86.
Barbosa-Canovas, G. V., Schaffner, D. W., Pierson, M. D., and Zhang, Q. H.,
Pulsed X-Rays, in JFS Supplement, Vol. 65 (4) (2000) 96.
Cheftel, J. C., Review: high pressure, microbial inactivation and food preservation,
Food Sci. Tecnol. Int. 1 (2/3) (1995) 75.
Copson, D. A., Microwave Heating, AVI Publ. Co., Westport, Connecticut (1975).
Datta, A. K., and Davidson, P. M., Microwave and Radio Frequency Processing, in
JFS Supplement, (2000) 32.
Davidson, P. M., and Branen, A. L., Antimicrobials in Foods, Marcel Dekker, New
York (1993).
Decareau, R. V., Microwave Foods: New Product Development, Food and
Nutrition Press, Trumbull, Connecticut (1992).
Diehel, J. F., Safety of Irradiated Foods, 2nd ed., Marcel Dekker, New York
(1995).
Dunn, J., Clarc, R. W., and Ott, T., Pulsed- light treatment of food and packaging,
Food. Technol. 49 (9) (1995) 95.
Farkas, J., Physical methods of food preservation. Food Microbiology.
Fundamentals and Frontiers. (M.P. Doyle, L.R. Beauchat, T. J. Montville,
eds.), Washington, D.C. ASM Press. (1997) 497.
284
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Farkas, D. F., and Hoover, D. G., High Pressure Processing, in JFS Supplement,
Vol 65 (4) (2000) 47.
Floros, J. D., and Liang, H., Acoustically assisted diffusion through membranes
and biomaterials, Food Technol., 48 (1994) 74.
Food in radiation now, Proceeding of Symposium, Eden, 21. 10. 1981, Martinos
Nijhkoff, Haag (1982).
Hoover, D. G., Pressure effects on biological systems, Food Technol. 47 (6) (1993)
99.
Hoover, D. G., Ultrasound, in JFS Supplement, Vol. 65 (4) (2000) 93.
Leistner, L., Introduction to hurdle technology, « Food Preservation by Combined
Processes», Final Report of FLAIR concerned action No. 7, subgroup B (L.
Leistner and L.G.M. Morris, eds.), (1994).
Knorr, D., New developments in non-thermal food processing, 1995 IFT Annual
Meeting: Book of Abstracts, (1995) 187.
Leistner, L., and Gorris, L.G.M., Food preservation by hurdle technology. Trends
in Food Science & Tecnology, 6 (2) (1995) 41.
Lovrić, T., Procesi u prehrambenoj industriji s osnovama prehrambenog
inženjerstva, (Skripta), Prehrambeno-biotehnološki fakultet, Sveučilište u
Zagrebu (1991).
Mertens, B. and Knorr, D., Developments of nonthermal processes for food
preservation, Food Tecnol. 46(5) (1992) 124.
Ohlson, T., Minimal processing – preservation methods of the future: a review,
«Trends in Food Science and Tecnology» 5(12) (1994) 341.
Olson, D. G., Irradiation of Food, Food Technol., 52 (1998) 56.
Paić, V. i B., Osnove radiacione dozimetrije i zaštite od zračenja, Sveučilište u
Zagrebu, Zagreb (1983).
Sastry, S. K., and Barach, J. T., Ohmic and Inductive Heating, in JFS Supplement,
Vol 65 (4) (2000) 42.
Sastry, S. K., Datta, A. K., and Worobo, R. W., Ultraviolet Light, in JFS
Supplement, Vol 65 (4) (2000) 90.
Sharpe, P. H. G., Dosimetry for food irradiation, «Food Irradiation an the Chemist»
(D. E. Johnston and M. H. Stevenson, eds.), Royal Society of Chemistry,
Cambridge, U.K. (1990) 109.
Thorne, S., Food Irradiation, Elsevier Appl. Sci., London (1991).
285
Lovrić _______________________________________________________________________________________________
286
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
6.0. EKSTRUZIJA (EKSTRUZIJSKO KUHANJE)
Zbog svoje višestruke primjene i energetske učinkovitosti proces ekstruzije, ili
kako ga se ponekad naziva «ekstruzijsko kuhanje» (engl. extrusion cooking), razvio se u posljednje vrijeme u jedan od najznačajnijih jediničnih procesa u proizvodnji hrane, koji vrlo često zamjenjuje istovremeno dva ili više tradicionalnih procesa.
Po definiciji, ekstruzija je kontinuirani mehanički i termički proces u kojem se
neki materijal prisiljava na gibanje s pomoću klipa (stapa) ili prolazom između jednog (ili dva) rotirajućeg puža i stacionarnog kućišta i izlaskom kroz sapnicu specifičnog oblika.
Iako je postupak ekstrudiranja primijenjen već krajem 18. stoljeća u metalurgiji
pri proizvodnji bešavnih cijevi i krajem 19. stoljeća u tehnologiji mesnih proizvoda
(za nadijevanje kobasica), počeci šire primjene ekstruzije u prehrambenoj industriji
povezani su prvenstveno s proizvodnjom tjestenine, zatim instant proizvoda na bazi
cerealija (žitarica) i tzv. snack proizvoda.
U tehnološkoj primjeni ekstruzije na prehrambene proizvode obično se razlikuju tri osnovna postupka:
• hladno ekstrudiranje;
• želatinizacija (geliranje);
• toplo ekstrudiranje.
Razvojem početnih funkcija miješanja i oblikovanja proizvoda, te uvođenjem
novih jediničnih operacija i procesa, poput kuhanja i teksturiranja i njihovim povezivanjem u jedinstveni kontinuirani proces, suvremeni uređaji za ekstruziju (ekstruderi) mogu se smatrati kao HTST bioreaktori, koji služe za pretvorbu različitih sirovina u modificirane sastojke hrane ili gotove prehrambene proizvode.
Osnovne značajke suvremenih uređaja za ekstruziju, posebice onih namijenjenih ekstruzijskom kuhanju su sljedeće:
• visoka temperatura: 150 – 220°C, postignuta trenjem, prijelazom topline
kroz kućište i/ili injektiranjem pare;
• kratko vrijeme (zadržavanja materijala): 10 – 200 sekundi za dužinu
kućišta od 0.2 – 3 metra;
• visoki tlak: 100 - 200 bara, zavisno o karakteristikama puža;
• velika brzina smicanja: ≥ 100 s-1, za brzine (broj okretaja) puža 50 – 1000
rpm;
• niska vlažnost: 10 – 30 %;
• veliki unos energije: 0.3 - 2 MJ/kg;
• veliki kapacitet: do 10 T/h;
(J. C. Cheftel, 1990).
287
Lovrić _______________________________________________________________________________________________
Ekstruzijsko kuhanje ponajčešće se primjenjuje na škrobom ili proteinima bogate proizvode. Iako je ta primjena danas pretežno ograničena na proizvode s niskim udjelom vode, novija su istraživanja usmjerena i na proizvode s većim sadržajem vode (40 – 80%). (J. C. Cheftel, 1990).
Glavne prednosti ekstruzije u odnosu na tradicionalne procese se mogu svesti na
slijedeće:
• brza izmjena topline s HTST obilježjima (i prednostima);
• veliki kapacitet s obzirom na ulaganja i prostor;
• veliki energetski učinak zbog relativno niske vlažnosti materijala;
• kontinuiranost i automatizacija procesa uz mali utrošak radne snage;
• precizna kontrola trajanja i temperaturnog režima procesa, što se odražava
u dobroj ujednačenosti proizvoda;
• mogućnost upotrebe različitih sastojaka i dobivanje širokog spektra
proizvoda;
• bez otpada.
Temeljni pristup razmatranju procesa ekstruzije u tehnologiji prehrambenih
proizvoda, koji uključuje fizikalne i kemijske aspekte (čimbenike), je manje razrađen nego sama primjena, ili numerička analiza i modeliranje, kao što je to slučaj
kod polimernih materijala. Razlozi leže u različitosti i kompleksnosti namirnica
namijenjenih ekstruziji.
Modeliranje procesa ekstruzije pretpostavlja poznavanje reoloških svojstava
pretežno ne-Newtonskih sustava te, u većini slučajeva, neizotermne uvjete, tj. složene uvjete prijelaza topline i općenito ireverzibilne procese.
Kao prvi korak grube aproksimacije u numeričkoj analizi/modeliranju procesa
ekstruzije namirnica, pretpostavljen je proces Newtonskog fluida pod izotermnim
uvjetima, zanemarujući kemijske reakcije ili druge ireverzibilne promjene u materijalu tijekom ekstruzije.
Drugi je pristup razvijen u novije vrijeme na eksperimentalnoj osnovi, pri čemu
se promjene u materijalu tijekom procesa procjenjuju odnosom unesene mehaničke
energije i stupnja degradacije proizvoda. Primjenom suvremenih fizikalnih i kemijskih tehnika (metoda), poput dinamičke mehaničko-termičke analize (DMTA),
NMR, DSC/DTA i sl. moguće je definirati različite parametre procesa.
Treba, međutim, napomenuti da se s tehnološkog stajališta proces ekstruzije ne
može izdvojeno promatrati od cjelokupnog procesa prerade, jer uvjeti prethodne i
završne obrade proizvoda također utječu pri definiranju parametara ekstruzije.
Ekstruderi u tehnologiji prehrambenih proizvoda mogu se razvrstati na osnovi
nekoliko kriterija, kao što su: 1. termodinamički uvjeti; 2. način stvaranja tlaka u
uređaju; 3. veličina smicanja.
1. Sa termodinamičkog stajališta ekstruderi se svrstavaju u: - ekstrudere koji rade pri približno adijabatskim uvjetima, tj. u kojima se razvija toplina konverzijom
mehaničke energije prilikom gibanja (protjecanja) materijala u uređaju (tzv. autogeni ekstruderi; u pravilu se u ovim ekstruderima ne dovodi niti odvodi toplina);
288
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
- izotermne ekstrudere u kojima se održava određena (konstantna) temperatura hlađenjem, tj. odvođenjem topline nastale pretvorbom mehaničke energije u toplinu; politropske ekstrudere koji rade između navedenih adijabatskih i izotermnih uvjeta.
Ustvari, to su svi ekstruderi u prehrambenoj industriji, s tim da se jedni u većoj
mjeri približavaju adijabatskim, a drugi izotermnim uvjetima.
2. Prema načinu stvaranja tlaka razlikujemo: ekstrudere pozitivnog tlaka (tzv.
direktnog tipa) i ekstrudere viskozno-vlačnog toka (tzv. indireknog tipa). Ekstruderi prvog (direktnog) tipa rade pomoću klipa ili dva vijka, pri čemu tijekom rada u
jednom slučaju ne dolazi do smika, dok je u drugom slučaju materijal zbog viskoznog gibanja izložen smiku.
3. Prema veličini (intenzitetu) smicanja kojem je materijal izložen tijekom ekstruzije razlikujemo: nisko-, srednje-, i visoko-smične ekstrudere.
Za određeni tehnološki proces u kojemu se primjenjuje ekstruzija vrlo je važno
definiranje kritičnog intenziteta i mjesta smicanja u ekstruderu.
Kod proizvoda kod kojih nije poželjna (značajnija) promjena svojstava ekstrudata u odnosu na ishodišni materijal (kobasice, flips, čokolada, žvakaće gume) primjenjuju se u pravilu ekstruderi s pozitivnim tlakom.
Ekstruderi s viskoznim tečenjem (ekstruderi indirektnog tipa) su tako izvedeni
da se u njima materijal tijekom prolaza (gibanja) ponaša kao ne-Newtonski fluid,
što bitno utječe na promjenu svojstava ishodišnog materijala i definiranje svojstava
gotovog proizvoda. Osnovna primjena ovih ekstrudera je u konditorskoj industriji.
Karakteristike ekstrudera u velikoj mjeri zavise o geometrijskoj konfiguraciji
ključnih elemenata uređaja, kao što su geometrija puža i kućišta (cilindra). Tako,
na primjer, prema izvedbi puža (vijka), odnosno kućišta (plašta), ekstruderi se svrstavaju na: - one kod kojih se korak puža smanjuje prema kraju; - one kod kojih se
korak puža širi prema kraju; - one s navojem na unutrašnjoj površini kućišta; - one
kod kojih se kućište konično sužava; - one kod kojih se korak puža smanjuje, a
kućište je konično.
Na slici 6.1. prikazani su neki osnovni geometrijski parametri koji definiraju
značajke rada pužnog ekstrudera.
Danas su u uporabi ekstruderi širokog raspona značajki, jednopužni i dvopužni,
različitih konstrukcija, prilagođeni specifičnim zahtjevima pojedinih procesa.
Jednopužni (jednovijčani) ekstruderi su prikladni za postizanje visokih tlakova,
zavisno o dužini pužnice, dubini kanala, usponu puža i prividnoj viskoznosti materijala.
Osnovna razlika između jedno- i dvopužnih ekstrudera je u mehanizmu transporta unutar uređaja. U jednopužnom ekstruderu transport materijala prvenstveno
proistječe iz razlika sila trenja i smicanja na mjestima dodira materijala s pužnicom
i kućištem.
U dvopužnom ekstruderu s uzajamno zahvaćajućim pužnicama (vijcima) onemogućeno je okretanje materijala zajedno s pužnicom. U ovom je slučaju trenje od
manjeg značenja nego kod jednopužnih ekstrudera, iako geometrija pužnice ima
određeni utjecaj.
289
Lovrić _______________________________________________________________________________________________
Slika 6.1. Parametri karakteristični za geometrijsku konfiguraciju pužnog ekstrudera
I u slučajevima uporabe jednog vijka (puža), variranjem njegove konfiguracije
duž osovine moguće je postići različitost učinaka (procesa).
U pravilu se ekstruderi sastoje iz tri zone (sekcije): zone napajanja (uvlačenja),
zone prijelaza (kompresije) i zone istiskivanja (slika 6.2.).
Slika 6.2. Presjek jednopužnog ekstrudera s odgovarajućim sekcijama (zonama)
290
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Promjenom geometrije pojedinih elemenata uređaja (na primjer, promjera puža,
dimenzija rebara i sl.), te drugih ograničenja toka, izaziva se u drugoj (i trećoj) zoni
kompresija materijala, veličina koje se prikazuje omjerom kompresije, koji se obično kreće u rasponu od 1: 1 do 5: 1.
Prijelazna zona je mjesto gdje se omjer kompresije naglo povećava i većina
mehaničke energije se pretvara u toplinu viskoznom disipacijom, što uzrokuje porast temperature i plastificiranje materijala (koji je u početku bio praškast ili u vidu
granula).
Specifična mehanička energija (mehanička energija na ulazu podijeljena s masenim tokom, W/m) je dobar pokazatelj radnih značajki ove zone. Ove značajke u
velikoj mjeri ovise o intenzitetu smicanja i mjestu pojave sile smicanja.
Cilindri (kućište) ekstrudera se često s unutarnje strane ožljebljuju kako bi se
smanjilo proklizavanje po površini, do kojeg dolazi kada smično naprezanje postaje veće od adhezije materijala uz stijenke cilindra. Žljebovi u cilindru pomažu
lijepljenju materijala uz stijenku. Ovisno o smjeru spiralnih žljebova moguće je podešavanje brzine protoka materijala kroz ekstruder.
Mehanizam toka kroz ekstruder obično se interpretira razdvajanjem ukupnog
toka na dvije komponente: 1. vlačni tok i 2. tlačni tok. K ovome se može pridodati
još jedan tok, koji se odnosi na istjecanje preko rubova spirale puža.
Matematička interpretacija ovih tokova polazi od dva modela, od kojih se jedan
temelji na zamišljenom rotirajućem kućištu i stacionarnom pužu, a drugi na suprotnoj pretpostavci, tj. na stacionarnom kućištu i pužu koji rotira.
Prvi se model pretežno primjenjuje u analizi tokova u jednopužnom, a drugi u
dvopužnom ekstruderu. I kod jednog i kod drugog modela vlačni je tok pozitivna
uzdužna komponenta, koja prilikom okretanja (puža) povlači materijal duž puža
prema naprijed, izazivajući profil brzine toka proporcionalne brzini okretanja puža.
U uobičajenim uvjetima postojanja gradijenta tlaka duž puža, proizvod koji se
nalazi u pužnom kanalu kreće se prema području nižeg tlaka. To može doprinijeti
povećanju ili smanjenju vlačnog toka, ovisno o smjeru gradijenta tlaka. Osim toga,
gradijenti tlaka mogu uzrokovati tok i u poprečnom smjeru, pogotovo ako je veliki
razmak između vrhova pužnice i kućišta. Taj tok «istjecanja» (preko puža) i područje negativnih brzina tlačnog toka u blizini puža izazivaju stvaranje jednog povratnog toka i na taj način utječu na veličinu ukupnog toka.
Na osnovi rečenog ukupni tok (volumni) – Qu u ekstruderu predstavlja sumu
navedena tri toka:
Qu = Qv + Qt + Qi
gdje je Qv = volumni vlačni tok, Qt = volumni tlačni tok i Qi = volumni tok istjecanja.
Vlačni tok je proporcionalan brzini (okretaja) puža i funkcija geometrije, dok je
tlačni tok obrnuto proporcionalan viskoznosti i također u funkciji geometrijskih
značajki. Geoetrijske značajke za pojedine uvjete mogu se naći u literaturi (Bernhardt, 1967.).
291
Lovrić _______________________________________________________________________________________________
Pri opisu ukupnog toka u jednopužnom ekstruderu obično se zanemaruje tok
istjecanja, tako da se ukupni volumni tok može prikazati:
Qu =
W
H 3W dP
U z ⋅ H ⋅ Fv −
⋅
⋅ Ft
2
12 μ dz
gdje je W = širina kanala puža, H = visina (dubina) kanala puža, Uz = brzina puža u
odnosu na kućište duž osi z, (Uz = π N D cosφ; gdje je N = broj okretaja puža, D =
promjer puža, φ = kut pužne spirale), a Fv i Ft su faktori korekcije (geometrijske
značajke) za vlačni, odnosno tlačni tok, koji se mogu očitati iz dijagrama na slici.
U gornjem izrazu za ukupni tok u estruderu (Qu), prvi se član na desnoj strani
jednadžbe odnosi na vlačni, a drugi na tlačni tok.
Za jednostavniji opis pojava koje se događaju u jednopužnom ekstruderu može
se prije dani izraz za ukupni tok prikazati u bezdimenzijskom obliku, dijeljenjem s
komponentom vlačnog toka i uvođenjem pojma kvocijenta (omjera) protjecanja
(a):
2Q
=1− a
U z WH
gdje a označava odnos između tlačnog i vlačnog toka:
a=
H 2 ΔP
6 μU z Z
dok Z označava dužinu kanala ekstrudera.
Osim što pojednostavnjuje opisivanje tokova u ekstruderu, spomenuti kvocijent
(omjer) protjecanja služi i pri određivanju učinkovitosti potiskivanja («pumpanja»;
engl. pumping efficiency), ε, koja se definira kao dio energije motora (E) potrebne
za transport materijala i stvaranje potrebnog tlaka. To pretpostavlja da je (1 – ε) dio
energije koja ne pridonosi potiskivanju, nego zagrijavanju materijala viskoznom
disipacijom, odnosno faznom promjenom entalpije. Prema tomu, učinkovitost potiskivanja je definirana odnosom:
ε=
Ep
E
Energija potiskivanja (Ep) može se izraziti kao produkt (umnožak) volumnog protoka i tlaka pri sapnici:
E p = Qv ⋅ P
292
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
odnosno primjenom ranije danih izraza:
Ep =
[
3μ ⋅ (π ⋅ N ⋅ D )2 ⋅ W ⋅ L
a(1 − a ) ⋅ cos 2 φ
H sin φ
]
gdje L označava duljinu puža.
Snaga motora potrebna za okretanje puža jednaka je umnošku sile (F), koju
treba svladati materijal u dodiru sa stijenkom kućišta, i odgovarajuće brzine (v):
E = F ⋅v
Uz pretpostavku da se materijal u ekstruderu ponaša kao Newtonski fluid, potrebna
snaga motora za njegovo pokretanje u zoni istiskivanja jednopužnog ekstrudera
može se izračunati pomoću izraza:
E=
[
μ ⋅ (π ⋅ N ⋅ D )2 ⋅ W ⋅ L
cos 2 φ + 4 sin 2 φ + 3a cos 2 φ
H sin φ
]
Tri člana u zagradama gornjeg izraza odnose se na vlačni tok u smjeru kanala, na
tok poprečan tom smjeru, i na tlačni tok.
Iz navedenog slijedi da se učinkovitost potiskivanja u jednopužnom ekstruderu
može izračunati na sljedeći način:
ε=
3a(1 − a )
1 + 3a + 4 tan 2 φ
Za pužnice koje se najčešće primjenjuju, i kod kojih je uspon puža jednak
polumjeru, odgovarajući kut iznosi 17°40'. U tom je slučaju učinkovitost potiskivanja samo 27.9 % pri kvocijentu protjecanja a = 0.36, što znači da se ekstruzijom u
jednopužnom ekstruderu najmanje 72 % energije (motora) neposredno prevodi u
toplinu viskoznim rasipanjem.
Nakon prolaza kroz ekstruder, djelovanjem stvorenog tlaka, materijal prolazi
kroz sapnicu gdje se oblikuje. Iz toga slijedi:
Qv =
1 Pd
⋅
k μ
gdje se Pd odnosi na tlak, a k na otpor u sapnici, koji ovisi samo o geometrijskim
parametrima, a ponajčešće se određuje eksperimentalno (za Newtonske fluide odnos Qv/Pd predstavlja pravac s nagibom 1/(kμ)).
293
Lovrić _______________________________________________________________________________________________
Tokovi u dvopužnim (dvovijčanim) ekstruderima (slika 6.3.) u pravilu su
znatno složeniji nego u jednopužnim, pa je prema tome i njihova matematička
interpretacija zbog dodatnih parametara, povezanih ponajviše s načinom rada
pužnica, složenija. Naime, pužnice kod dvopužnog ekstrudera mogu se okretati u
istom ili suprotnom smjeru, s tim da se vijčani navoji međusobno ili ne zahvaćaju,
odnosno da se djelomično ili potpuno (po čitavoj površini vijaka) zahvaćaju. Nadalje, moguće su i promjene geometrije pužnice po dužini (konusne pužnice), ili se
ugrađuju diskovi ili neke vrste lopatica.
Slika 6.3. Dvopužni ekstruder za prehrambene proizvode; A. pogonski mehanizam,
B. lijevak za doziranje, C. kućište, D. termostatski sustav, F. zona istiskivanja;
G. sapnica
Pojedini autori ponudili su različite matematičke modele za opis rada spomenutih mogućih varijanti tipova ekstrudera, što se može naći u odgovarajućoj literaturi.
Bilanca energije u ekstruderu uključuje nekoliko elemenata (članova), što se
može (matematički) izraziti:
(
W + q = Qv P + ρ C p ΔT + ρ H
)
Unošenje energije sastoji se od mehaničke energije za pokretanje puža (W), i
toplinske, dovedene kroz plašt kućišta, ili ubrizgavanjem vodene pare (prilikom
294
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
kondicioniranja materijala) (q). Mehanička energija se djelomično koristi za povišenje tlaka (P), a djelomično je prevedena u toplinu viskoznim rasipanjem. Toplinska energija, bilo ona nastala viskoznim rasipanjem (iz mehaničke), bilo dovedena
izvana, uzrokuje porast temperature materijala (ρCpΔT), odnosno (fazne) promjene
entalpije (ρH).
Nakon izlaza materijala iz sapnice, energija tlaka je također prevedena u toplinu, pa se navedena energetska bilanca svodi na sljedeće članove:
(
W + q = Qv ρ C p ΔT + ρ H
)
gdje ΔT označava promjenu temperature neposredno nakon izlaska materijala iz
sapnice.
Omjer između mehaničke energije (za pokretanje puža) i dovedene toplinske
energije (kroz stijenku kućišta i sl.) može se procijeniti pomoću Brinkmanovog
broja na ovaj način:
Br =
μ ⋅ v2
λ ⋅ ΔT
gdje je μ = viskoznost; v = brzina; λ = toplinska vodljivost; ΔT = temperaturna razlika između prehrambenog proizvoda i stijenke kućišta.
Posebice pri procesiranju jako viskoznih proizvoda, Brinkmanov broj je u pravilu znatno veći od jedinice, što znači da toplina stvorena pokretanjem puža uvelike premašuje onu koja se dovodi izvana ili se odvodi kroz stijenku.
Kako je mehanička energija najskuplji oblik energije u procesu ekstrudiranja,
za procesiranje proizvoda s visokim udjelom vlage koristi se obrada materijala ubrizgavanjem vodene pare, to tim više što je dovođenje topline kroz stijenku (plašt,
oblogu) kućišta prilično ograničeno (naročito kod velikih jednopužnih ekstrudera).
Specifična energija ekstrudiranja po jedinici mase može se izračunati pomoću
izraza:
E=
W − q p − ql
m
(kWh/kg)
gdje je W = mehanička energija za pokretanje puža (kWh/kg), qp = toplina koja se
prenosi kroz plašt ekstrudera (kWh/kg) i ql = latentna toplina ubrizgane pare
(kWh/kg)
U tablici 6.1. dan je pregled osnovnih tipova ekstrudera za prehrambenu industriju.
295
Lovrić _______________________________________________________________________________________________
Tablica 6.1. Tipovi ekstrudera svrstani prema funkciji
Tip ekstrudera
Ekstruder za tjesteninu
Visokotlačni ekstruder
za oblikovanje
Niskosmični ekstruder
za kuhanje
Ekstruder sa hlađenjem
(i/ili grijanjem)
Visokosmični ekstruder
za kuhanje
296
vlaga
%
31
Specifični procesni uvjeti
temperatura smična brzina
°C
s–1
52
5
25
80
10
20-35
150
20- 200
12
200
140
20
180
120-180
Vrsta proizvoda
rezanci, makaroni
cerealije za
doručak, snack
proizvodi
sočni i mokri
proizvodi, osnove
za juhe i umake
ekspandirani
snack proizvodi
teksturirani biljni
proteini, suhe
cerealije, hrana za
kućne ljubimce
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Bibliografija
Basic Aspects of Food Extrusion, in «Physical Chemistry of Food Processes», Vol
I, Fundamental Aspects, edited by Ion C. Baianu, An AVI Book, Van Nostrand
Reinhold, New York (1992).
Bruin, S., Van Zuilichem, D. J., and Stolp, W., A review of fundamental and
engineering aspects of extrusion of biopolymers in a single screw extruder, J.
Food Proc. Eng. 2 (1978) 1.
Cheftel, J. C. Extrusion Cooking: Operating Principles, Research Trends and Food
Applications, in «Processing and Quality of Foods», Vol.1 (P. Zeuten, ed.)
Elsevier, London and New York, (1990) 60.
Halstrom, B., Skjoldebrand, C., and Tragardh, C., Heat Transfer and Food
Products, Elsevier Applied Science Publishers LTD, London and New York
(1988) 177 (Cooking extruders)
Harper, J. M., Extrusion of Foods, vols. 1 and 2. Boca Raton, Fla.: CRC Press.
(1981).
Hauck, B. W, and Huber, G. R., Single Screw vs Twin Screw Extrusion, in Cereal
Foods Wordl, 34(11) (1989) 931.
Karlović, D., Progress in Food Extrusion, in «Advances in Food Process
Engineering» (Short Intensive Course, EFAPTEM, A Tempus Joint European
Project) Tecnological Educational Institution (TEI) of Zagreb (1992) 141.
Kokini, J. L., Ho, C.-T., and Karwe, M. V., Food Extrusion Science and
Technology, Marcel Dekker, New York, Basel, Hong Kong (1992).
Lai-Fook, R. A., Senouci, A., Smith, A. C., and Isherwood, D. P., Pumping
characteristics of self-wiping twin-screw extruders - A theoretical and
experimental study on biopolymer extrusion. Polym. Eng. Sci. 29 (1989) 433.
Martelli, F. G., Twin Screw Extruders: a Basic Understanding, Van Nostrand
Reinhhold Company, New York (1983).
Meuser, F., and van Lengerich, B., System Analytical Methods for the Extrusion of
Starches, in «Thermal Processing and Quality of Food» (P. Zeuthen, ed.),
Elsevier, London and New York, (1984) 175.
Tayeb, J., Vergnes, B., and Della Valle, G., A Basic Model for a Twin-Screw
Extruder, J. Food Sci. 53(4) (1988) 1047.
Tripalo, B., Advances in Food Extrusion Equipment, in «Advances in Food
Process Engineering» (Short Intensive Course, EFAPTEM, A Tempus Joint
European Project) Technological Educational Institution (TEI) of Zagreb
(1992) 157.
297
Lovrić _______________________________________________________________________________________________
Yacu, W. A., Modelling a twin-screw co-rotating extruder. J. Food Eng., (1985) 1.
298
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
7.0. PROCESI EKSTRAKCIJE U
PREHRAMBENOJ INDUSTRIJI
7.1. Osnove procesa
Ekstrakcija je jedan od temeljnih separacijskih procesa u pojedinim granama
prehrambene industrije, kao što su proizvodnja ulja i šećera, ili se koristi za dobivanje različitih aromatičnih sastojaka iz biljnih sirovina (na primjer mirodija i sl.),
za dekafeinizaciju kave ili za proizvodnju ekstrakta kave (prije liofilizacije ili sušenja raspršivanjem), u proizvodnji pektina itd.
Ekstrakcija se definira kao proces izdvajanja neke tvari iz čvrste (krute) ili tekuće smjese prikladnim otapalom u kojem je ta tvar topljiva ili ima bolju topljivost
od preostalih sastojaka smjese. S obzirom na agregatno stanje dviju faza, razlikujemo ekstrakciju: čvrsto-tekuće i tekuće-tekuće. Spomenuti prvi tip ekstrakcije
(čvrsto-tekuće) naziva se i izluživanje (engl. leaching).
Princip ekstrakcije je sadržan u pojavi molekulske difuzije, koju karakterizira
izjednačavanje koncentracija otopljenih tvari u sustavima koji dođu u međusobni
dodir, a matematički se opisuje prvim zakonom A. Ficka:
N = −D
dc
dx
gdje N (kg/s ili kmol/s) označava brzinu prijelaza mase, c (kg/m3 ili kmol/m3)
masenu ili molnu koncentraciju, x (m) udaljenost, a D (m2/s) koeficijent difuzije ili
difuzivnost.
Proizlazi da je količina prodifundirane tvari (po jedinici površine i vremena)
direktno proporcionalna koeficijentu difuzije i razlici koncentracija u graničnom
sloju, a obrnuto proporcionalna dužini puta difuzije, odnosno veličini čestica (u
gruboj aproksimaciji). Naime, općenito se uzima da je difuzivnost u tekućoj fazi
približno obrnuto proporcionalna promjeru čestica.
Povišenjem temperature značajno se povećava difuzivnost, o čemu govori Stokes-Einsteinov izraz, prema kojemu difuzivnost ovisi o temperaturi (T) i viskoznosti (μ):
T
D=k
μ
Slijedi, da povišenje temperature samo po sebi pospješuje difuziju, ali, kao što
je poznato, i utječe na smanjenje viskoznosti.
U priloženoj tablici (7.1.) dani su podaci za difuzivnost određenih sastojaka u
nekim prehrambenim proizvodima.
299
Lovrić _______________________________________________________________________________________________
Tablica 7.1. Difuzivnost sastojaka u prehrambenim proizvodima
Prehrambeni
proizvod
Kriške jabuke
Šećerna repa
Pržena
mljevena
kava
Pržena kava u
zrnu
Kiseli
krastavci
Soja (listićipahuljice)
Sastojak
(topljivi)
Šećeri
Saharoza
Otapalo
Voda
Voda
Temperatura
(°C)
75
75
Difuzivnost
x10m2s–1
11.8 ± 0.9
7.2
Topljivi
sastojci
Voda
70-85
0.8 – 1.1
Topljivi
sastojci
Voda
90-100
3.05
NaCl
Voda
25
5.3 – 11
Ulje
Heksan
69
1.13-0.13
Napomena
ovisno o
veličini ploda
opadanje
tijekom
ekstrakcije
(Schwartzberg and Chao, 1982.)
Procesi ekstrakcije mogu se provesti diskontinuirano («šaržno»), pseudokontinuirano ili kontinuirano.
Diskontinuirani postupci koriste jedan uređaj za ekstrakciju ('difuzer'), dok se
međusobnim povezivanjem određenog broja takvih uređaja u 'bateriju' postiže proces koji ima značajke (i prednosti) kontinuiranog procesa, a naziva se 'pseudokontinuiranim' procesom.
U suvremenim tehnologijama danas se proces ekstrakcije najčešće provodi u
kontinuiranim uređajima različitih operativnih i konstrukcijskih rješenja, prilagođenih specifičnim zahtjevima u pogledu svojstava sirovina, načinu pripreme, kapacitetu i sl. Tipične primjere specifičnih postrojenja za ekstrakciju nalazimo u industriji šećera i ulja.
(Napomena: Pobliže o teoretskim osnovama difuzije i procesima ekstrakcije u pojedinim tehnologijama, zainteresirani čitatelj može naći u odgovarajućoj literaturi
iz kolegija Fizikalna kemija, Tehnološke operacije i Prehrambene tehnologije.)
7. 2. Ekstrakcija superkritičnim fluidima
Primjena ovog procesa ekstrakcije na prehrambene proizvode je relativno novog datuma.
Prednost u odnosu na tradicionalna (organska) otapala, od kojih su poneka toksična, je upravo u netoksičnosti fluida, odnosno plinova koji se upotrebljavaju za
ekstrakciju.
Ekstrakcija superkritičnim fluidima može se primijeniti kako na krutine tako i
na tekućine.
300
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
U ovom procesu otapalo je plin u uvjetima temperature i tlaka pri kojima ne
dolazi do kondenzacije (odabranog plina u kapljevinu). Naime, pojedini plinovi
posjeduju pojačanu sposobnost otapanja kada su komprimirani iznad kritične točke
(temperature i tlaka) (slika). U tim uvjetima plin ima gustoću približno kao kapljevina, iako nije u kapljevitom stanju, neovisno o tlaku. K tome topljivost topljivih
tvari je vrlo velika, skoro kao u kapljevini. To znači da je, na primjer, primjenom
superkritičnih fluida moguće uspješno provesti ekstrakciju tipa kruto-tekuće. Topljivost tvari koje se ekstrahiraju superkritičnim fluidima u velikoj je mjeri zavisna o
primijenjenom tlaku.
Slika 7.1. Fazni dijagram za CO2, kao sredstva za ekstrakciju u «superkritičnom»
području.
301
Lovrić _______________________________________________________________________________________________
Ugljični dioksid je bez sumnje najzanimljiviji fluid za ekstrakciju prirodnih
tvari i u tehnologiji pojedinih prehrambenih proizvoda. Relativno je jeftin, lako
dostupan, netoksičan, neškodljiv za okolinu i dobrih svojstava otapanja većine sastojaka koji se koriste u proizvodnji hrane, uz razmjerno nisku kritičnu temperaturu
(31.3°C pri kritičnom tlaku 72.9 bara).
Osim ugljičnog dioksida za ekstrakciju prirodnih tvari superkritičnim fluidima
korišteni su i dušični oksid, etan, propan, butan, i neki halogeni ugljikovodici.
Princip rada uređaja za ekstrakciju superkritičnim fluidima je jednostavan, ali u
provedbi relativno složen i skup.
Na komercijalnoj razini ponajčešće se ekstrakcija superkritičnim CO2 primjenjuje za dekafeinizaciju kave, u pripremi ekstrakta hmelja (za potrebe industrije
piva), i sve više za dobivanje prirodnih tvari arome (eteričnih ulja i aroma voća) i
boje, ekstrakata mirodija, te različitih aktivnih tvari za industrije farmaceutskih i
kozmetičkih proizvoda. Nadalje, sve značajnije mjesto ovaj proces zauzima u tehnologiji ulja, uključujući dobivanje lecitina, te za uklanjanje kolesterola iz maslaca
i životinjskih masti itd.
Postrojenje za ekstrakciju s jednim ekstraktorom može raditi sa ili bez recikliranja superkritičnog fluida. Ukoliko je primijenjeno recikliranje, u procesu se vrši
sniženje tlaka radi izdvajanja otopljene tvari iz otopine (zbog gubitka topljivosti u
fluidu), nakon čega se fluid (plin) pri nešto nižem tlaku komprimira ponovno na
superkritične uvjete, te reciklira, tj. vraća u proces, slika 7.2. Alternativno, moguće
je i sniženjem temperature, te naknadnim zagrijavanjem fluida bez rekompresije,
ostvariti isti učinak odvajanja ekstrahirane tvari i recikliranja otapala. Tipični uvjeti
rada takvog postrojenja su pri temperaturi 35-40°C i tlaku 300 bara.
Slika 7.2. Shema postrojenja za ekstrakciju superkritičnim fluidom
302
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Bibliografija
Bailey, A. E., «Bailey's Industrial Oil and Fat Products», Vol. 3 (T. H. Applewhite,
ed.), John Wiley & Sons, New York (1989) 11.
Blenford, D. E., Progress in food eng., In «Proceedings of the European
Symposium of the Food Working Party of the E.F.C.E.», (C. Cantarelli and C.
Peri, eds.), Forster Publishing Ltd. (1983).
Brogle, H., Progress in food eng., In «Proceedings of the European Symposium of
the Food Working Party of the E.F.C.E.», (C. Cantarelli and C. Peri, eds.),
Forster Publishing Ltd. (1983) 207.
Chester, T. L., Burkes, L.J., Delany, T. E., Innis, D. P., Owens, G.D., and Pinkston,
J. D., In « Supercritical Fluid Extraction and Chromatography: Techniques and
Applications», (B. A. Charpentier and M. R. Sevenants, eds.), American
Chemical Society, Washington, DC, (1988) 145.
Johnston, K. P., and Penninger, J.M.L.(eds.)., «Supercritical Fluid Science and
Technology», ACS Symposium Series, American Chemical Society,
Washington, D.C. (1989), 406.
Loncin, M., and Merson, R. L., Food Engineering – Principles and Selected
Applications, Academic Press, New York, San Francisco, London, (1979).
Krukonis, V. J., Processing with supercritical fluids., In «Supercritical Fluid
Extraction and Chromatography», (B.A. Charpentier and M. R. Sevenants,
eds.) American Chemical Society, Washington, DC. (1988) 26.
Singh, R. P., and Heldman, D. R., Introduction to Food Engineering, 2nd ed.,
Academic Press., Harcourt Brace&Company, San Diego, CA (1993).
Štrucelj, D., Extraction with Supercritical Fluids in Food Technology, in
«Advances In Food Process Engineering», (Short Intensive Course EFAPTEM,
a Tempus Joint European Project) Technological Educational Institution (TEI)
of Zagreb (1992) 113.
Toledo, R. T., Fundamentals of Food Process Engineering, 2nd. ed. Aspen
Publishers,Inc. Gaithersburg, Maryland (1999).
303
Lovrić _______________________________________________________________________________________________
304
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
8.0. EMULGIRANJE
Emulgiranje je proces u proizvodnji emulzija.
Brojni prehrambeni proizvodi su emulzije, u pravilu ulja i vode, bilo tipa - ulje
u vodi (u/v), odnosno tipa - voda u ulju (v/u), kao na primjer: mlijeko, maslac, margarin, majoneza, (mliječni) sladoled, začini za salatu (salatne kreme) i slično.
Emulzije se obično definiraju kao sustavi, stabilne suspenzije, dviju tekućina
koje se (inače) ne miješaju, površinski tako odijeljenih, da su kapljice jedne tekućine (disperzna faza) obavijene drugom tekućinom (kontinuirana faza).
Tekućine koje su fino dispergirane, tj. imaju veliku dodirnu površinu nastoje
prijeći u stanje manje površine. To znači da će takvi sustavi biti nestabilni, tj. težiti
spajanju kapljica dispergirane tekućine. Naime, u pravim emulzijama voda-ulje,
male dispergirane čestice «stisnute» su na dodirnoj površini dviju tekućih faza. Kako se dodirna površina mora znatno proširiti da se dobije emulzija, potrebna je
određena energija, što se postiže emulgiranjem.
Emulzija je stabilna kada se može održati bez promjene kroz određeni period a
da se kapljice disperzne faze međusobno ne povezuju, niti skupljaju na površini ili
pri dnu (talože).
Tvorba stabilne emulzije zahtijeva da napetost na granici faza bude dovoljno
mala da omogući što veće povećanje površine u slučaju primjene određene količine
rada ili povećanja energije, što se odražava u sprječavanju ili usporavanju međusobnog povezivanja globula energetskom barijerom (električnom ili mehaničkom)
većom od kinetičke energije globula.
Rad potreban za emulgiranje je proporcionalan napetosti površine (između
faza) i povećanja površine čestica (globula):
w = σ · dA
gdje je w = rad, σ = napetost površine i dA = povećanje površine disperzne faze.
Veličina globula disperzne faze se kreće od 0.01 do 100 μm. Na osnovi toga
razlikujemo mikroemulzije, dimenzija 0.01 – 0.5 μm, i makroemulzije, veličine
globula 0.5 – 100 μm.
Međutim, stabilnost emulzije, osim o površinskim silama, zavisi i o veličini udjela disperzne faze, viskoznim svojstvima kontinuirane faze, i o razlici gustoća između dviju faza.
Površinske pojave su, prema tome, ovisne o svojstvima tvari dviju faza, ali često i o trećoj komponenti koja se dodaje, i adsorbirana je u međusloju, koja sprječava povezivanje globula (kapljica). Te tvari nazivaju se emulgatori.
U slučaju prisutnosti emulgatora međusloj zapravo ima dva lica (sloja), po jednog sa svake strane filma između dodirnih površina. Na taj način disperzna faza
postaje faza s većom međufaznom napetosti, tako da su energetski zahtjevi tvorbe
emulzije značajno smanjeni.
305
Lovrić _______________________________________________________________________________________________
(Naime, s energetskog stajališta, tvorba emulzije se ostvaruje ili mehaničkim radom - miješanjem i smicanjem - ili fizikalno-kemijski, dodatkom emulgatora. U
praksi je to kombinacija spomenutih dvaju čimbenika).
Prema «adsorpcijskoj teoriji» stabilnosti emulzije, emulzija se stabilizira monomolekularnim slojem (filmom) emulgatora s polarnim skupinama okrenutim prema
vodenoj fazi i nepolarnim skupinama usmjerenim prema uljnoj fazi. Na priloženoj
slici (8.1.)je prikazano djelovanje emulgatora između dvije faze, iz čega slijedi da
tvorba emulzije nastaje kada odgovarajući koeficijenti površinske napetosti ispunjavaju odnos: γ12 > γ23.
Slika 8.1. Prikaz djelovanja emulgatora
Emulgatore se razvrstava na osnovi različitih principa, odnosno svojstava.
Tako, na primjer: prema molekulskoj masi (niskomolekulski i visokomolekulski
emulgatori); prema izraženosti hidrofilnog ili lipofilnog karaktera (obično opisanog
tzv. HLB brojem); prema ionskom karakteru (anionski, kationski, amfoterni, neionogeni), te po tome jesu li dobiveni (izolirani) iz prirodnih substrata ili su proizvedeni sintezom.
Hidrofilno-lipofilna ravnoteža (HLB; prema engl. Hydrophile-Liphophile Balance) je određena masenim udjelom (u %) hidrofilnog dijela molekule emulgatora
podijeljenim s 5, a izražava se HLB brojem, koji ima vrijednosti 1 – 20. Što je taj
broj veći, jače je izražen hidrofilni karakter emulgatora, a što je manji, jače je
izražen lipofilni karakter.
306
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Primjer određivanja HLB za polietilen-sorbitan-monolaureat:
Ukupni sastav:
Sorbitan (1 mol)
= 164.16
Laurinska kiselina (1 mol) = 200.32
Etilen oksid (20 mola)
= 881.00
Voda esterifikacije
= –18.02
———
Ukupni broj molova 1227.46
_____________________________________
Hidrofilni udio
_____________________________________
Sorbitan (1 mol)
= 164.16
Etilen oksid (20 mola) = 881.00
_______
Ukupni broj hidrofilnih mola 1.045.16
_____________________________________
HLB broj = 1045.16/1227.46 · 100/5 = 17
_____________________________________
U tablici br. 8.1. dan je pregled područja HLB brojeva i njihove primjene.
Tablica 8.1. Područja primjene HLB brojeva
Područje HLB
3-6
7-9
8 - 18
13 - 15
15 - 18
Primjena
Emulgatori v/u
Sredstva za vlaženje
Emulgatori u/v
Deterdženti
Sredstva za povećanje topljivosti
Vrijednost primjene HLB brojeva nalazi se u mogućnosti njihovog zbrajanja (tj.
algebarskoj aditivnosti), odnosno mogućnosti kombiniranja emulgatora za traženu
namjenu.
U prehrambenoj industriji najčešće se koriste prirodni emulgatori, kao što su
lecitin i pojedine frakcije fosfolipida soje. Od ostalih emulgatora značajniju primjenu imaju i mono- i di- gliceridi.
307
Lovrić _______________________________________________________________________________________________
Izbor prikladnog emulgatora nije jedini čimbenik o kojem ovisi uspješnost dobivanja stabilnih emulzija.
Kao što je već ranije rečeno, značajnu ulogu igraju i kvantitativni odnosi dviju
faza, što je naročito izraženo pri tzv. inverziji faza (na primjer, pri proizvodnji
maslaca).
Nadalje, i viskoznost kontinuirane faze ima određeni utjecaj, kao i način, te redoslijed dodavanja pojedinih komponenata.
Viskoznost emulzije (η) može se odrediti primjenom modificiranog izraza koji
je predložio E. Hatschek:
η=
η0
1
1 − (hφ ) 2
gdje je η0 = viskoznost kontinuirane faze; φ = volumni udio disperzne faze h =
(hidratacijska) konstanta (postojanje hidratacije dispergiranih čestica u pojedinim
slučajevima se koristi za objašnjenje stabilnosti emulzija).
Za dobivanje «grubih» emulzija upotrebljavaju se različite miješalice (u pravilu
diskontinuirane), odnosno rotori s lopaticama, propelerske i turbinske miješalice,
dok se za fine stabilne emulzije koriste uređaji kojima se postiže visoki stupanj
smicanja prolazom tekućine pri visokom tlaku (do 700 i više bara) između metalnih
površina malog razmaka (procijepe) ili kroz otvore (sapnice) malog promjera, nakon čega se pri izlasku naglo smanjuje tlak. U tu svrhu se upotrebljavaju visokotlačne pumpe, koloidni mlinovi i homogenizatori.
U koloidnim mlinovima učinak smicanja se ostvaruje okretanjem rotora brzinom 1000 – 20.000 o/min., unutar statora, između kojih je razmak 0.02 mm.
Homogenizator je uređaj u kojemu se dispergiranje vrši prisilnim strujanjem
smjese koja se podvrgava emulgiranju kroz sapnicu pri visokom tlaku, u koju svrhu
služe posebne pumpe. Ovi uređaji se mnogo koriste za homogeniziranje mlijeka,
pri čemu je moguće znatno smanjiti čestice mliječne masti (≤2 · 10–6 m).
Ultrazvučni homogenizatori rade na principu primjene nečujnih vibracija (oko
16 kHz), kojima se ostvaruje učinak kavitacije u tekućini koja se procesira (u ovom
slučaju emulgira), razbijanjem čestica unutarnje (disperzne) faze i njihovim dispergiranjem u vanjskoj (kontinuiranoj) fazi (vidi sliku 5.35.).
Mikrofluidizator je relativno novi uređaj koji se koristi za proizvodnju finih
emulzija, liposoma i za razbijanje staničnih stijenki (proizvodi ga tvrtka «Microfluidicts Corporation», Newton, SAD). Industrijski uređaji ostvaruju tlak do 4000 bara pri protoku 2-190 l/min.
U tablici 8.2. dan je pregled metoda i uređaja za proizvodnju emulzija, a na slici shematski prikaz jednog postrojenja za kontinuiranu proizvodnju emulzija.
308
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Tablica 8.2. Uređaji i metode za proizvodnju emulzija
Uređaji i metode
Trešenje
Protok kroz
cjevovod
A. laminarni tok
B. turbulentni tok
Ubrizgavanje
Miješanje
A. jednostavna
miješalica
B. rotor-stator
C. strugač
D. uređaj za
vibriranje
Koloidalni mlin
Kuglični mlin i mlin
s valjcima
Visokotlačni
homogenizator
Ultrazvučni valovi
Pjenjenje ili kuhanje
Način
emulgiranja(a)
Potrošnja
energije(b)
Način
rada(c)
T
N
D
Vrsta
kontinuirane
faze(d)
SV
L
T
N-U
N-U
K
K
V
SV
-
N
K
-
N
D, K
-
U–V
N–U
N
D, K
D, K
D, K
V
SV
L
U-V
K
V
L
U
D, K
V
T, K, L
V
K
SV
K, T
U-V
D, K
VO
-
N-U
-
VO
T, L
T, L
L
-
a
L-viskozne sile u laminarnom toku, T-turbulencija, K-kavitacija
N-niska, U-umjerena, V-velika
c
D-diskontinuiran, K-kontinuiran
d
V-viskozna, SV-srednje viskoznosti, VO-vodena
b
Proces suprotan od emulgiranja, kojim se destabilizira, odnosno «razbija»
emulzija, naziva se demulgiranje. Tipičan primjer primjene tog procesa susrećemo
u proizvodnji maslaca. Demulgiranje se odvija kroz tri koraka: 1.odvajanje faza, 2.
flokulacija-alomeriranjem ćestica (kapljica), 3.njihovo ireverzibilno povezivanje,
što dovodi do inverzije faza.
309
Lovrić _______________________________________________________________________________________________
Slika 8.2. Odnos kapaciteta i snage pogona pojedinih uređaja za emulgiranje
Slika 8.3. Shematski prikaz
diskontinuiranog postrojenja za
proizvodnju emulzija; 1-3 Kotlovi za
grijanje i hlađenje, 4 Homogenizator,
5 Votator, 6 Izmjenjivač topline,
7 Propelerska miješalica, 8 Stator-rotor
miješalica, 9 Dovod vode
310
Slika 8.4. Shematski prikaz
kontinuiranog postrojenja za proizvodnju
emulzija; 1-2 Kotlovi za grijanje i
hlađenje, 3 Propelerska miješalica,
4 Visokotlačna pumpa, 5 Sapnica za
ubrizgavanje, 6 Statični mješač,
7 Međuspremnik, 8 Pumpa za napajanje,
9 Homogenizator, 10 Izmjenjivač
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Odvajanje faza iz emulzija obično se opisuje poznatim Stokes-ovim izrazom:
v=
2 r 2 ⋅ g ( ρ1 − ρ 2 )
9η
gdje je v = brzina odjeljivanja faza, r = polumjer čestice, η = viskoznost, g = akceleracija sile teže i ρ1 i ρ2 = gustoća dviju faza.
Uvrštenjem akceleracije centrifugalne sile u navedeni izraz (umjesto g), vidljivo je da se proces odjeljivanja faza može znatno ubrzati, što se postiže primjenom
centrifugalnih separatora.
311
Lovrić _______________________________________________________________________________________________
Bibliografija
Adam, N. K., The Physics and Chemistry of Surfaces, 3rd ed., Oxford University
Press, London (1941).
Atkin, W. R. et al., Emulsion Technology, Theoretical and Applied, 2nd ed.,
Chemical Publishing Co., Brooklin (1946).
Becher, P., Principles of Emulsion Tecnology, Reinhold Publishing Corp., New
York (1955)
Bennett, H., Practical Emulsions, 2nd ed., Chemical Publishing Co., Brooklin
(1947)
Dickinson, E., Hydrocolloids at interfaces and the influence on the properties of
dispersed systems (Review), Food Hydrocolloids. 17 (1), Elsevier SCI LTD,
Oxford (2003) 25.
Encyclopedic Handbook of Emulsion Technology, edited by Johan Sjoblom,
Emulsion Technology Handbook from C.H.I.P.S. (2001).
Jiao, J., Rhodes, D. G., and Burgess, D. J., Multiple emulsion stability. Pressure
balance and interfacial film strength, J. Colloid Interface Sci. 250 (2),
Academic Press Inc Elsevier Science, San Diego, CA (2002) 444.
Katoh, R., Asano, Y., Furuya, A., Sotoyama, K., Tomita, M., Okonoki, S.,
Conditions for preparation of W/O food emulsions using a membrane
emulsification system, Journal of the Japanese Society for Food
Science&Technology, Nippon Shokuhin Kagaku Kogaku Kaishi 44(1) (1997)
44.
Kobayashi, I., Nakajima, M., Effects of emulsifiers on the preparation of foodgrade oil-in-water emulsions using a straight-through extrusion filter, Eur. J.
Lipid Sci. Technol. 104 (11) (2002) 720.
Le Denmat, M., Anton, M., Beaumal V., Characterisation of emulsion properties
and of interface composition in O/W emulsions prepared with hen egg yolk,
plasma and granules, Food Hyddrocolloids, 14 (6), Elsevier Sci LTD, Oxford,
GB (2000) 539.
Liu, X. D., Atarashi, T., Furuta, T., Yoshii, H., Aishima, S., Ohkawara, M., Linko,
P., Microencapsulation of emulsified hydrophobic flavors by spray drying,
Dry. Technol. 19 (7) Marcel Dekker Inc, New York, NY (2001) 1361.
Manegold, E., Emulsionen, Strassenbau, Chemie und Technik Verlagegesellschaft,
Heidelberg (1952)
McBain, J. W., Colloid Science, D. C. Heath&Co., Boston (1950)
312
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
Sisley, J. P., «Encyclopedia of Surface - active Agents,» (trans. From French and
revised by P.J. Wood), Chemical Publishing Co., Brooklin, (1952).
313
Lovrić _______________________________________________________________________________________________
314
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
KAZALO
A
Brzina zamrzavanja, 110, 114-117, 124
Brzo zamrzavanje, 102, 114, 116, 118
Buckinghamov ili π teorem sličnosti, 48
Abioza, 59
Acidoanabioza, 229
Adijabatski uređaji za sušenje, 195
Adsorpcija, 95, 110, 184-187, 306
Aglomeriranje, 15, 191, 206, 208, 213
Akceleracija sile teže, 17, 311
Aktivitet vode, 39, 56, 57, 184-186, 189,
191-194, 236-238
Alternativni postupci, 16, 179, 235, 283
Anabioza, 59
Arrheniusov izraz (jednadžba), 38, 58,
64, 65, 88, 134
Aseptični postupci, 82, 268
aseptično pakiranje, 87, 268, 269
aseptično skladištenje, 86, 87
Autoklavi, 75
diskontinuirani, 79
kontinuirani, 79, 80
hidrostatski, 80, 81
normalni, 75, 78
pretlačni, 77-79, 89
sa hlađenjem pod tlakom, 76-78
Dehidratacija, 179
dehidratacija osmozom, 211
Demulgiranje, 309
Dielektrična konstanta, 22, 31, 32, 275
Dielektrična svojstva, 31
Dielektrično zagrijavanje, 221, 274
Difuzija, 109, 211
koeficijent difuzije, 109, 182, 183, 193,
299
difuzijski izmjenjivači, 95
Dijagrami stanja, 39
Dimenzijske jednadžbe, 17
Duboko zamrzavanje, 116, 122, 124, 129
B
E
Baktericini, 229
Bezdimenzijske značajke (brojevi,
grupe), 17, 47, 50, 51
Biot, 18, 50
Euler, 49
Froude, 49
Hooke, 49
Nusselt, 18, 49
Prandtl, 18, 49
Reynolds, 18, 49
Sherwood, 50
Schmidt, 49
Blanširanje, 80, 194, 278
Brze metode sterilizacije, 13, 59, 69, 72,
82
C
Casson-ov izraz, 39
Centar temperature, 116
D
Energija aktivacije, 38, 65, 68, 108, 134,
262
Ekshaustiranje, 80, 82
Ekstrakcija, 299
ekstrakcija superkritičnim fluidima, 300
Ekstrapolacija, 51
Ekstruzija, 287
Ekstruzijsko kuhanje, 287
Ekstruderi, 287-290, 294
geometrijska konfiguracija, 289
tipovi ekstrudera, 296
Električno polje, 262
pulsirajuće, 262
Elektroporacija, 264, 265
Entalpija, 29
315
Lovrić _______________________________________________________________________________________________
F
K
Fizičke veličine i jedinice, 16
Fizička svojstva, 11
Fizikalno modeliranje, 51
Fiziološka ambalaža, 96, 97
Fo vrijednost, 71
FP vrijednost, 72
Fotodinamička inaktivacija
mikroorganizama, 270
Fumigacija, 227, 283
Kinetika degradativnih promjena u hrani,
57
Kinetičke konstante, 262
Hulsheger-ov model, 267
Peleg-ov model, 267
Kinetika uništenja mikroorganizama, 70
Koeficijent prijelaza topline, 122, 128,
138, 139
Koeficijent prolaza topline, 138, 139
Koeficijent toplinske vodljivosti, 138,
139
Koligativna svojstva, 38
Komercijalna sterilnost, 70
Kontrolirana atmosfera (CA), 94
hipobarična atmosfera, 98
kontrolirano (ubrzano) dozrijevanje, 99
Konverzija dimenzijskih jednadžbi, 17
Konzerviranje biološkim putem, 227
Konzerviranje dodacima, 228
Konzerviranje hlađenjem, 88
prethlađenje, 89
toplinske promjene pri hlađenju, 92
Konzerviranje ionizirajućim zračenjem,
238
Konzerviranje koncentriranjem, 133
selektivnost procesa, 133
sistemi za koncentriranje, 136
Koncentriranje uparavanjem, 137
tipovi i izbor isparivača, 140-147
niskotemperaturna isparna stanica, 147
rekuperacija i koncentriranje arome,
146, 148
serum postupak koncentriranja, 148
Koncentriranje membranskim
procesima, 159
granica odjeljivanja, 163
membrane, 95, 162-173, 176, 178
membranska kompresija, 172
membransko onečišćenje («membrane
fouling»), 172
mikrofiltracija, 161, 163
moduli, 169, 174, 176
nanofiltracija, 161
permeabilnost, 164, 167, 171
polarizacija koncentracije, 168
G
Gibbs-Thomson-ov izraz, 106, 153
Gordon-Taylor-ov izraz, 40
Gustoća, 23
nasipna gustoća, 24
gustoća tekućina (specifična gustoća),
25
gustoća aeriranih proizvoda – pretičak,
26
H
Hershel-Bulkely-ev izraz, 36
Histereza, 187
Homeostaza mikroorganizama, 237
I
Ionizirajuće zračenje, 235, 238, 239, 257
aktivnost radionuklida, 244
djelovanje na biološke sustave, 239,
247
doza: apsorbirana, ekvivalentna, 247
dubina prodiranja, 253
ekspozicija, 245
kerma, 245
Izmjenjivači topline, 74, 84, 91, 201
Izoterme sorpcije, 184
B.E.T. izoterma, 185, 188
monosloj, vrijednost monosloja, 185,
188, 189
transformacija po Caurie-u, 188
Izotermna desorpcija, 214
316
______________________ PROCESI U PREHRAMBENOJ INDUSTRIJI S OSNOVAMA PREHRAMBENOG INŽENJERSTVA
povratno pranje membrane
(«backflush»), 173
reverzna osmoza (hiperfiltracija), 136,
163, 167
transmembranski tlak, 171, 173, 178
ultrafiltracija, 133, 136, 161, 163, 169
zadržavanje, 167, 171
Koncentriranje zamrzavanjem
(kriokoncentriranje), 149
«step-freeze process», 154
Sperti proces, 155
Grenco postupak, 155-158, 226
Perevaporacija 136, 178
Konzerviranje preprekama, 236
Konzerviranje termičkom sterilizacijom,
59
HTST postupci, 13, 59, 69, 72, 82
termička otpornost mikroorganizama,
60
temperaturni koeficijent, 64, 88, 261
vrijeme decimalne redukcije (D), 63,
66, 67, 262, 266, 272
vrijeme toplinske smrti (TDT), 61, 62,
64, 68
Konzerviranje sušenjem
(dehidratacijom), 179
higroskopične namirnice, 180
nehigroskopične namirnice, 180
postupci i uređaji, 195
višefazni (multifazni) uređaji, 195
Konzerviranje zamrzavanjem, 101
eutektikum, 112, 114, 150, 217
kriogenici, 128-131
krioskopska konstanta, 111
sniženje ledišta, 38
ledolike nakupine, 104, 105
nukleacija: homogena, heterogena, 106
Pauling-ov model «poluvodika», 102
«pelofreezer», 126, 127
pothlađivanje, 106-108, 111, 217
rekristalizacija, 41, 115, 116
struktura vode i leda, 102
toplinske promjene pri zamrzavanju,
131
«votator», 125, 126, 310
L
Latentna toplina, 28
isparavanja, 29, 38, 92, 138, 181
taljenja (zamrzavanja), 29, 38, 132
Liofilizacija, 212
M
Modeliranje, 51
fizikalno, 51
matematičko, 51
Modificirana atmosfera (MA), 94
pakiranje u MA, 99
P
Postupci minimalnog procesiranja, 235
Procesiranje (obrada)
indukcijom, 260
(el.) otporom, 260
mikrovalovima, 274
oscilirajućim magnetskim poljem, 270
pulsirajućim električnim poljem, 262
pulsirajućim svjetlom, 268
ultrazvukom, 282
visokim tlakom, 271
visokofrekventnom energijom (HF),
278
Procesi prehrambene industrije, 14
R
Ravnotežna vlažnost, 188
Referentni mikroorganizam, 60
Referentni proces, 71
Referentna temperatura, 68
Rehidratacija, 190
koeficijent rehidratacije, 190, 191
rehidratacioni omjer, 190, 191
Relativna vlažnost, 89-91, 94, 98, 99
Reološka svojstva, 11, 18, 32, 37
S
Specifična toplina, 27, 28, 31, 132, 216
Spektroskopske tehnike, 21
Strukturalne tehnike, 21
Sublimacija, 214-216
317
Lovrić _______________________________________________________________________________________________
T
Temperaturni gradijent, 138, 221
Temperaturni koeficijent, 64, 88, 261
Temperaturni kvocijent, 69
Teorija sličnosti, 47
Termoanalitičke tehnike, 21
diferencijalna termička analiza (DTA),
21, 23, 131, 185, 288
diferencijalna motridbena kalorimetrija
(DSC), 21, 23, 40, 131, 288
dinamička mehaničko-termička analiza
(DMTA), 21, 40, 288
Toplinska difuzivnost, 31
Toplinski kapacitet, 17, 21, 22, 27, 129,
212
Toplinska vodljivost, 30
V
Viskoznost, 33
dinamička, 34
kinematička, 34
Newtonski fluidi, 33-36, 138, 289, 293
ne-Newtonski fluidi, 35, 36, 288, 289
prividna, 36
318
Voda (u hrani), 274
hidratna, 185
nesmrzljiva, 29
površinska, 124, 185
slobodna, 110, 185, 213
vezana, 185
Z
Zagrijavanje, 69, 84, 213
dielektrično, 221, 274
indukcijom, 260
infracrvenim zrakama, 86, 207, 221,
268
mikrovalovima, 84
otporom, 84
Zakon potencije (Oswald-Reinerov), 35
© Copyright 2026 Paperzz



![(Microsoft PowerPoint - 2-voda [Na\350in kompatibilnosti])](http://s3.paperzz.com/store/data/005153932_1-f0f8fe0314182e2d458241de727b5fb5-250x500.png)