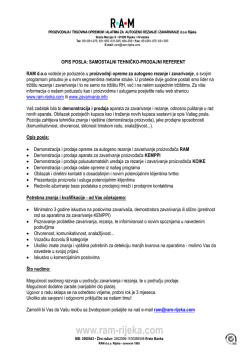
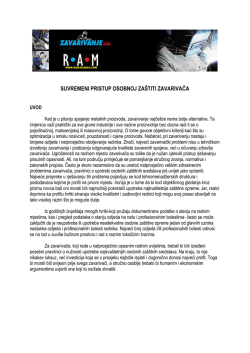
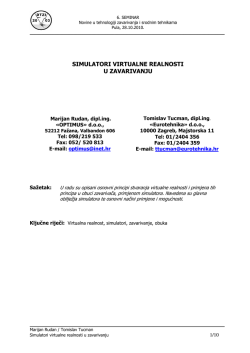
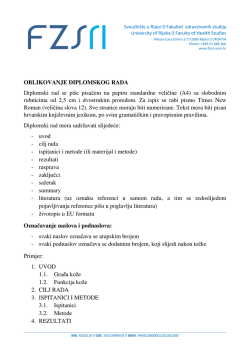
Diplomski rad SADRŽAJ PREGLED VELIČINA I OZNAKA KRATICE 1 2 3 1 UVOD 1.1 NAVARIVANJE 1.2 AKTIVNOSTI NA KONTROLI I OSIGURANJU KVALITETE KOD 1 NAVARIVANJA 1 1.2.1 Kontrola prije početka navarivanja 1 1.2.2 Kontrola tijekom navarivanja 3 1.2.3 Kontrola nakon navarivanja 3 PRIJENOSNI VALJCI ZA ČELIČANE 4 2.1 NAMJENA I UVJETI EKSPLOATACIJE 4 2.2 OSNOVNI MATERIJAL 4 2.3 IZGLED I OSNOVNE MJERE 4 2.3.1 Pogonski i gonjeni valjak 4 2.3.2 Valjak – osovina 5 IZBOR TEHNOLOGIJE NAVARIVANJA 7 3.1 IZBOR POSTUPKA NAVARIVANJA 7 3.2 IZBOR DODATNOG MATERIJALA 8 3.2.1 Dodatni materijal za navarivanje kratkih valjaka 9 3.2.2 Dodatni materijal za navarivanje valjaka – osovina EPP postupkom 3.3 3.4 IZBOR PARAMETARA 10 3.3.1 Utjecajni parametri kod MAG postupka navarivanja 10 3.3.2 Utjecajni parametri kod EPP postupka navarivanja 11 NORMATIVI KOD NAVARIVANJA 3.4.1 3.4.2 12 Utrošak dodatnog materijala i vremena pri navarivanju MAG postupkom 12 Utrošak dodatnog materijala i vremena pri navarivanju EPP postupkom 3.5 9 14 OPREMA ZA NAVARIVANJE 17 3.5.1 Izvori struje zavarivanja 17 3.5.2 Mehanizacija i automatizacija zavarivanja 22 Ivan Vrljić Diplomski rad 4 EKSPERIMENTALNI DIO 24 4.1 OPIS PROVEDBE POSTUPKA NAVARIVANJA 24 4.1.1 Uređaji i oprema za navarivanje 24 4.1.2 Navarivanje valjaka punjenom žicom bez zaštitnog plina 25 4.1.3 Navarivanje valjaka punjenom žicom pod zaštitom praha 29 4.2 4.3 POTEŠKOĆE KOD PROVEDBE NAVARIVANJA UZ OSVRT NA RJEŠAVANJE ISTIH 32 KRITIČKI OSVRT NA PROVEDENU TEHNOLOGIJU 34 5 ZAKLJUČAK 35 6 LITERATURA 36 Ivan Vrljić Diplomski rad PREGLED VELIČINA I OZNAKA Oznaka Naziv veličine Jedinica D nazivni promjer mm Dp polazni promjer mm Dn promjer navarivanja mm ln duljina navarivanja mm δ višak materijala – dodatak za obradu mm I jakost struje zavarivanja A U napon električnog luka V v brzina zavarivanja mm/s η koeficijent iskoristivosti električnog luka - E unos toplinske energije J/mm vž brzina dovoda žice mm/s pž posmak žice mm/okr. b otklon žice mm α nagib žice ° lž slobodni kraj žice mm Gd količina taljenja (depozit) kg/h To temperatura predgrijavanja o C Tm međuslojna temperatura o C ti vrijeme izrade h U0 napon praznog hoda V ε intermitencija - In nazivna jakost struje A I100 jakost struje kod 100 % intermitencije A Ivan Vrljić Diplomski rad KRATICE REL ručno elektrolučno zavarivanje taljivom obloženom elektrodom MAG elektrolučno zavarivanje taljivom elektrodom u zaštitnoj atmosferi aktivnog plina MIG elektrolučno zavarivanje taljivom elektrodom u zaštitnoj atmosferi inertnog plina TIG elektrolučno zavarivanje netaljivom elektrodom od volframa u zaštitnoj atmosferi inertnog plina EPP elektrolučno zavarivanje pod zaštitom praška ZUT zona utjecaja topline Ivan Vrljić Diplomski rad 1 1 UVOD 1.1 NAVARIVANJE Tehnologija zavarivanja materijala se dijeli prema svrsi u dvije skupine: -zavarivanje i - navarivanje. Zavarivanje je spajanje dvaju ili više, istorodnih ili raznorodnih materijala, taljenjem ili pritiskom, sa ili bez dodavanja dodatnog materijala, na način da se dobije homogeni zavareni spoj. Navarivanje je postupak nanošenja dodatnog materijala na površinu radnog predmeta radi postizanja željenih svojstava, dimenzija i oblika. Navarivanje se obično provodi u horizontalnom položaju, rjeđi su slučajevi nekih drugih položaja. Zbog velikih količina topline i plinova izgaranja te rasprskavanja potrebno je predvidjeti odgovarajuće mjere zaštite na radu. 1.2 AKTIVNOSTI NA KONTROLI I OSIGURANJU KVALITETE KOD NAVARIVANJA Postupci kontrole kod navarivanja se prema načinu izvođenja dijele na: - postupci kontrole prije početka navarivanja - postupci kontrole tijekom izvođenja navarivanja - postupci kontrole nakon završetka navarivanja. 1.2.1 Kontrola prije početka navarivanja Sastoji se iz niza postupaka: a) Kontrola projektne i radioničke dokumentacije ili provjera tehnologičnosti Služi za otklanjanje eventualnih dvojbi i nejasnoća kojih može biti pri izvođenju radova. Ivan Vrljić Diplomski rad 2 To je ujedno prilika da se dogovori moguća prilagodba ako određene radove nije moguće izvesti prema zadanom projektu. b) Kontrola osnovnog i dodatnog materijala Najčešće se provodi dali oznake u popratnoj dokumentaciji odgovaraju onima na materijalu ili ambalaži. U posebnim slučajevima potrebno je izvršiti reatestiranje. c) Atestiranje zavarivača i postupka navarivanja Za manje složene proizvode dovoljan je atest zavarivača, dok se pri radu s legiranim i visokolegiranim materijalima redovito zahtjeva probno zavarivanje. Primjer za navedeno je izvršeno atestiranje postupka navarivanja valjaka (opisanog u 4.1.2) na probnom uzorku, te izrada makroizbuska na kojem je izvršeno mjerenje tvrdoće. Mjesta mjerenja tvrdoće i rezultati prema slici 1.1 . 6 4 2 7 Navar 1. i 2. sloja 5 ZUT 3 1 M 2:1 Mjerno mjesto Tvrdoća; HB 1 2 3 4 5 6 7 230 236 265 270 282 439 450 Slika 1.1 Rezultati i mjesta mjerenja tvrdoće na probnom uzorku Zahtijevana tvrdoća navarenog sloja je 40-45 HRC a izmjerena na uzorku ~ 47 HRC. d) Kontrola izvođenja i temperature predgrijavanja U postupcima pod 4.1.2 i 4.1.3 opisan je način predgrijavanja a kontrola je vršena termokredom odgovarajućom za propisanu temperaturu. Ivan Vrljić Diplomski rad 3 1.2.2 Kontrola tijekom navarivanja Najvažniji postupci su: a) Kontrola postupka navarivanja Praćenjem radnih aktivnosti po propisanom postupku, te na osnovu dobivenih rezultata ujedno se provjerava ispravnost postupka. b) Vizualna kontrola Omogućuje otkrivanje okom vidljivih grešaka: poroznosti, zareza i pukotina. Pri automatiziranom postupku omogućuje nadzor nad gorenjem električnog luka. 1.2.3 Kontrola nakon navarivanja Sadrži slijedeće postupke kontrole: a) vizualna kontrola Za opisani postupak navarivanja valjaka uključuje detaljan pregled navarene površine prije i nakon grube strojne obrade jer je tada moguće izvršiti popravak bez poteškoća. b) Kontrola popravaka - vizualna i penetrantska kontrola c) Završna kontrola - nakon završene strojne obrade Uključuje dimenzionalnu kontrolu i detaljan pregled obrađene navarivane površine. Mjerenje tvrdoće navara prijenosnim instrumentom te kontrola metodom prozvučavanja u opsegu propisanom po planu kontrole. Ivan Vrljić Diplomski rad 4 2 PRIJENOSNI VALJCI ZA ČELIČANE 2.1 NAMJENA I UVJETI EKSPLOATACIJE Prijenosni valjci služe pri transportu užarenih ingota od peći do valjaoničkog stana. Izloženi su složenim naprezanjima u teškim uvjetima rada, te se od njih zahtjeva velika nosivost uz minimalno trošenje radne površine. Obzirom na zahtjeve potrebno je odabrati osnovni materijal koji ima određenu čvrstoću i žilavost, a nanošenjem tvrdog sloja na radnu površinu postići otpornost na habanje pri povišenim temperaturama. 2.2 OSNOVNI MATERIJAL Odabrani materijal je Cr–Mo čelik za poboljšanje Č 4732 koji se koristi za izradu statički i dinamički opterećenih dijelova vozila, strojeva i za dijelove većih presjeka. Zbog visokog sadržaja ugljika zavarivanje je moguće uzevši u obzir oprezno predgrijavanje i hlađenje. Kemijski sastav Č 4732 u % je: C Si 0,38-0,45 0,15-0,4 Mn 0,5-0,8 P S Cr max. 0,035 max. 0,035 0,9-1,2 Mo 0,15-0,3 [1] U poboljšanom stanju za promjere presjeka veće od 160 do 250 mm zatezna čvrstoća iznosi 740 do 890 N/mm2. 2.3 IZGLED I OSNOVNE MJERE U ovome radu obrađene su dvije vrste valjaka različite po obliku i mjerama. 2.3.1 Pogonski i gonjeni valjak Izgled valjka prema slici 2.1 i osnovne mjere prema tablici 2.1. Ivan Vrljić Diplomski rad 5 Bitno je naglasiti da se poslije navarivanja i strojne obrade navlače po 3 komada na izrađenu osovinu i sastavljaju u sklop s kućištima u koje se ugrađuju ležaji. Valjci prikazani na slici 2.1 rađeni su u tri dužine i promjera. Osnovne mjere dane su u tablici 2.1 . D Dp ln Slika 2.1 Pogonski i gonjeni valjak D – nazivni promjer (dobiven nakon navarivanja i strojne obrade) Dp – polazni promjer (grubo obrađeni otkivak pripravan za navarivanje) ln – duljina navarivanja Tablica 2.1 Osnovne dimenzije valjka D Dp ln mm mm mm 1 2 3 4 1 230 223 2 250 243 3 300 293 Redni broj 2.3.2 620, 710, 790 Valjak – osovina Izgled prema slici 2.2 i osnovne mjere prema tablici 2.2 . Od prethodnika se razlikuje osim po obliku još i po debljini navarenog sloja. Ivan Vrljić Diplomski rad 6 Tablica 2.2 Osnovne dimenzije za valjak – osovinu D Dp ln l mm Mm mm mm 1 2 3 4 5 1 240 220 2 260 240 3 280 260 4 320 300 Redni broj 1952 1500 1952 1968 2622 Valjak osovina sa slike 2.2 rađen je u 4 promjera, mjere prema tablici 2.2 . Dp D l n l Slika 2.2 Valjak – osovina D – nazivni promjer (dobiven nakon navarivanja i strojne obrade) Dp – polazni promjer (grubo obrađen otkivak pripravan za navarivanje) ln – duljina navarivanja l – ukupna duljina. Ivan Vrljić Diplomski rad 7 3 IZBOR TEHNOLOGIJE NAVARIVANJA 3.1 IZBOR POSTUPKA NAVARIVANJA Gotovo svi klasični postupci zavarivanja mogu biti primijenjeni u svrhu navarivanja. Najčešće korišteni postupci su: - plinski postupak: za navarivanje tvrdih metala i karbida - ručni elektrolučni postupak (REL): za navarivanje manjih površina, npr. zupčanika ili tvrdih slojeva na zubima utovarivača, čeljustima drobilica i sl. - elektrolučni postupak taljivom elektrodom pod zaštitom aktivnog ili inertnog plina (MIG/MAG): za navarivanje rotacionih dijelova npr. osovina. Povećana učinkovitost se postiže uz primjenu praškom punjenih žica - elektrolučni postupak taljivom elektrodom pod zaštitom praška (EPP): za navarivanje većih ploha. Učinkovitost se povećava korištenjem trake kao elektrode - elektrolučni postupak netaljivom elektrodom pod zaštitom inertnog plina (TIG), ali uz dodavanje dodatnog materijala u obliku žice u električni luk tijekom zavarivanja. Ovaj se postupak koristi za manje popravke, npr. kod navarivanja zupčanika. Pri izboru postupka navarivanja treba izabrati onaj koji s tehnološkog i ekonomskog gledišta daje najbolje rezultate. Kod ocjenjivanja pogodnosti primjene, pojedine postupke treba uspoređivati prema kriterijima kao što su: - kvaliteta navarenog sloja - utjecaj navarivanja na osnovni materijal - oblik i dimenzije radnog komada - broj komada u seriji - mogućnost mehaniziranja i automatiziranja postupka - količina istaljenog metala u jedinici vremena Iz navedenog slijedi da su za navarivanje radnih komada u obliku valjaka, u serijskoj proizvodnji pogodni postupci MAG i EPP čija će primjena u radioničkim uvjetima biti prikazana u poglavlju 4 ovoga rada. Ivan Vrljić Diplomski rad 8 3.2 IZBOR DODATNOG MATERIJALA Posebna učinkovitost postupaka nanošenja tvrdih slojeva otpornih na trošenje postiže se korištenjem praškom punjenih žica za navarivanje bez zaštite plina. Prednosti primjene praškom punjenih žica su: - Dobra iskoristivost vremena (50 – 60%) zbog kontinuiranog dodavanja žice. Pomoćne radnje kao što su mijenjanje elektrode i čišćenje šljake u ovom slučaju nisu potrebne - Povećana količina istaljenog metala (5 – 10 kg/h), zbog veće strujne opteretivosti. Usporedba punjene žice s drugim vrstama dodatnog materijala prikazana je na slici 3.1 - Praškom punjenom žicom je moguće načiniti legure kao i kod pune, a još je bitna pogodnost da se u prahu mogu nalaziti legirajući elementi koji će dodatno poboljšati leguru navara npr. otpornost na trošenje. - Samozaštitne praškom punjene žice omogućuju navarivanje na otvorenom bez dodatne zaštite plina pa nema problema s otpuhivanjem zaštite zbog propuha i vjetra. Područje električnog luka se štiti plinovima koji nastaju izgaranjem dodataka. Brzo skrućivanje i lagano čišćenje troske. Pri zavarivanju s optimalnim parametrima čak i kad nema dovoljno vremena za hlađenje zavara troska se odvaja i otpada sama. Ostatke troske koja nije otpala pretaljuje slijedeći sloj tako da ona ispliva na površinu gdje se skrutne. Količina istaljenog metala, kg/h - 10 9 8 7 6 5 4 3 2 1 0 REL - ELEKTRODA EPP - žica MAG - puna žica MAG - punjena žica 100 200 300 400 500 Jakost struje, A Slika 3.1 Količina istaljenog metala kod različitih postupaka i pri korištenju odgovarajućih dodatnih materijala [2] Ivan Vrljić Diplomski rad 9 3.2.1 Dodatni materijal za navarivanje kratkih valjaka, prikazanih na slici 2.1 Prema tehničkim zahtjevima za izradu valjaka, za navarivanje u dva sloja i debljinom navarenog sloja nakon strojne obrade min. 3 mm, odabrana je punjena žica, sastava prema tablici 3.1, proizvođača Welding Alloys Ltd. UK. Tablica 3.1 Vrsta i kemijski sastav žice za navarivanje kratkih valjaka Redni Naziv broj žice sloja 1 1 2 2 Chromecore 430 – 0 Chromecore 414 - N [3] Kemijski sastav % Tvrdoća HRC C Mn Si Cr Ni Mo S P N 3 4 5 6 7 8 9 10 11 12 0,043 0,83 0,84 17,99 - - 0,005 0,006 - 18-25 0,044 1,01 0,74 13,67 4,45 0,51 0,006 0,008 0,1 40-45 Žica je promjera φ 2,4 mm, pakovana je u kartonske bačve u namotaje od 330 kg. 3.2.2 Dodatni materijal za navarivanje valjaka–osovina EPP postupkom (prikazanih na slici 2.2) Prema zahtjevu za tvrdoću površinskog sloja 45-47 HRC i minimalnom debljinom nakon strojne obrade 10 mm po strani za navarivanje EPP postupkom odabrana je kombinacija žice i praška. - Punjena žica Chromecore 420–S Φ 3,2 mm kemijskog sastava: 0,03 C %, 13 % Cr, 0,73 % Si i 0,86 % Mn - [4] Prašak WAF 325. Proizvođač žice i praška je Welding Alloys Ltd. UK. Žica je pakovana u bačvama u namotajima od 330 kg a prašak u količine od 25 kg u papirnoj ambalaži. Ivan Vrljić Diplomski rad 3.3 10 IZBOR PARAMETARA Pravilnim izborom parametara postiže se miran i stabilan električni luk, a uz izbor odgovarajućeg dodatnog materijala imaju najveći utjecaj na kvalitetu zavara. 3.3.1 Utjecajni parametri kod MAG postupka zavarivanja Utjecajni parametri kod MAG postupka zavarivanja su: - jakost struje zavarivanja - napon električnog luka - brzina zavarivanja - promjer žice - slobodni kraj žice - količina zaštitnog plina - polaritet žice - nagib pištolja (glave) - unos toplinske energije. Jakost struje zavisi o debljini materijala. Podešava se brzinom dovoda žice, tako što je veća brzina dovođenja veća je i jakost a time i učinak taljenja. Prekomjerno povećanje jakosti dovodi do većeg prskanja i veće penetracije što kod navarivanja nije dobro jer dolazi do povećanog miješanja osnovnog i dodatnog materijala. Napon električnog luka utječe na širinu zavara te zavisi direktno o dužini luka. Što je duži luk veći je napon time i širina zavara te penetracija. Smanjenjem napona povećava se nadvišenje zavara. Brzina zavarivanja zavisi o položaju zavarivanja. Velika brzina daje uzak zavar i veliko nadvišenje dok mala daje veliku količinu taline što može dovesti do naljepljivanja i uključaka. Promjer žice se odabire prema debljini osnovnog materijala tako da se odabiranjem većeg promjera uz veću jakost struje ostvaruje veći učinak taljenja. Slobodni kraj žice predstavlja udaljenost od izlaza iz kontaktne vodilice do mjesta početka gorenja luka. Povećanjem dužine dobiva se veći učinak taljenja. Preporuka odabira dužine slobodnog kraja žice je 10 × φ žice. Prekomjernim povećanjem dolazi do iskrivljenja zavara i nemirnog luka dok prekomjerno smanjenjem dolazi do povećanog onečišćenja sapnice. Ivan Vrljić Diplomski rad 11 Nagib pištolja tj. položaj glave utječe na oblik zavara i prikazan je u poglavlju 4 slika 4.2 . Polaritet žice je najčešće (+), a količina zaštitnog plina utječe na kvalitetu zavara tako da pri maloj količini zaštitnog plina utječe na kvalitetu zavara tako da pri maloj količini zaštitnog plina dolazi do poroznosti. Unos toplinske energije je za konkretan slučaj obrađen po 4.1.4 a . Stvarni parametri su rezultat probnog navarivanja i navarivanja radnih komada a dani su u 4 poglavlju pod 4.1.2 . 3.3.2 Utjecajni parametri kod EPP postupka zavarivanja Parametri uz izbor dodatnog materijala žice i praška određuju oblik i dimenzije zavara te kemijski sastav i mehaničke osobine. Utjecajni parametri su: - jakost struje - napon - brzina zavarivanja - dužina slobodnog kraja žice - nagib žice u odnosu na radni komad - vrsta i polaritet struje - redoslijed polaganja i broj slojeva - unos toplinske energije. Jakost struje utječe na količinu rastaljenog metala. Povećanjem jakosti struje uz jednake ostale parametre postiže se povećanje nadvišenja zavara, penetracije a s time i učinka taljenja. Napon utječe na penetraciju i širinu zavara te potrošnju praška i prijelaz legirajućih elemenata iz praška u zavar. Povećanjem napona smanjuje se penetracija dok se povećava učinak ostalih navedenih pojava. Brzina zavarivanja utječe na izgled zavara, penetraciju, izgled površine i potrošnju praška. Njen izbor ovisi o jakosti struje, naponu i karakteristikama praška. Povećanjem brzine smanjuje se penetracija, širina zavara i potrošnja praška. Dužina slobodnog kraja žice najviše utječe na količinu rastaljenog metala. Nagib žice tj. položaj glave u odnosu na radni komad za konkretni primjer navarivanja prikazan je u 4 poglavlju slika 4.4 . Ivan Vrljić Diplomski rad 12 Vrsta i polaritet struje utječu na količinu istaljenog metala koje je veća kada je žica spojena na + pol. Broj slojeva utječe u opisanom slučaju višeslojnog navarivanja valjka – osovine na mehaničke osobine navara tako što pri nanošenju novog sloja dolazi do toplinske obrade prethodno nanesenog sloja. Unos toplinske energije je za konkretan slučaj obrađen pod 4.1.4 b . 3.4 NORMATIVI KOD NAVARIVANJA 3.4.1 Utrošak dodatnog materijala i vremena pri navarivanju MAG postupkom Radni komadi su valjci opisani u poglavlju 2, slika 2.1. Navarivanje je izvedeno D Dp D1 D2 ln δ punjenom žicom u dva sloja. Uzdužni presjek navarenog valjka prikazan je na slici 3.2. Slika 3.2 Uzdužni presjek navarenog valjka D – nazivni promjer je ujedno i konačna mjera nakon strojne obrade Dp – polazni promjer prije navarivanja 1. sloja D1 – promjer nakon navarivanja 1. sloja D2 – promjer nakon navarivanja 2. sloja δ - višak materijala (dodatak za strojnu obradu) ln – duljina navarivanja Iz slike je vidljivo da se višak materijala δ može izračunati formulom: Ivan Vrljić Diplomski rad 13 δ= D2 − D 2 (3.1) Tijekom rada mjerenjem je utvrđena vrijednost δ = 2 – 2,5 mm . Vrijednosti za D, Dp, D1 i D2 dane su u tablici 3.2. Pošto su tri vrste valjaka ( D = 230, 250 i 300 mm) rađene u duljinama ln = 620, 710 i 790, radi pojednostavljenja prikaza količina navarenog materijala po pojedinom promjeru izražena je u kg/m i dana u tablici 3.3. Ako se navedeno primjeni na 1 seriju valjaka od: D = 230 mm = 108 komada D = 250 mm = 120 komada D = 300 mm = 126 komada Tablica 3.2 Karakteristične veličine presjeka navarenog valjka Redni Veličina D Dp D1 D2 mm mm mm Mm 1 2 3 4 5 1 230 223 228 235 2 250 243 248 255 3 300 293 298 305 broj Tablica 3.3 Količina navarenog materijala zavisno od promjera valjka Količina navarenog materijala Redni broj sloja kg/m D = 230 D = 250 D = 300 1 2 3 4 1 13,9 15,2 18,3 2 20,1 21,7 26,1 Ivan Vrljić Diplomski rad 14 Količina materija koju je potrebno navariti je: za prvi sloj 3922 kg žice φ 2,4 mm za drugi sloj 5628 kg žice φ 2,4 mm. Cijena za žicu prvog i drugog sloja je 6 Eur/kg. Ukupna količina dodatnog materijala (uobzirena troska i rasprskavanje) za navedenu seriju valjaka je 9550kg žice φ 2,4 mm. Uz rad na tri stroja i u tri smjene sa po 2 djelatnika u svakoj smjeni, ostvarena je potrošnja žice 200 – 250 kg po danu. Uz ostvarenu potrošnju dodatnog materijala od 4,1 kg/h po jednom radnom mjestu vrijeme zavarivanja za jedan valjak zavisno od promjera i dužine dano je u tablici 3.4 . Tablica 3.4 Ukupno vrijeme potrebno za navarivanje 1 valjka izraženo u h Dužina navarivanja, ln Nazivni promjer, D mm mm 620 710 790 1 2 3 4 230 5,2 5,9 6,6 250 5,6 6,4 7,1 300 6,7 7,7 8,5 3.4.2 Utrošak dodatnog materijala i vremena pri navarivanju EPP postupkom Radni komadi su oblika opisanog u poglavlju 2, slika 2.2. Navarivanje je izvedeno punjenom žicom u zaštiti praška. Uzdužni presjek navarenog komada prikazan je na slici 3.3. Vrijednosti za D, Dp, Dn, ln prikazane su u tablici 3.5, uz napomenu da su navarivani komadi četiri nazivna promjera. Ivan Vrljić Diplomski rad 15 δ D Dn Dp ln Slika 3.3 Uzdužni presjek navarenog valjka - osovine D - nazivni promjer (konačna mjera nakon strojne obrade) Dp - polazni promjer Dn - promjer navarivanja δ - višak materijala (dodatak za strojnu obradu) ln - duljina navarivanja Prema slici višak materijala δ može se izračunati prema formuli: δ= Dn − D 2 (3.2) Tijekom rada se pokazalo da je potrebna vrijednost δ = 2 - 2,5 mm. Tablica 3.5 Karakteristične mjere navarenog valjka-osovine Redni Mjera D Dp Dn ln mm mm mm mm 1 2 3 4 5 1 240 220 245 2 260 240 265 3 280 260 285 4 320 300 325 broj 1500 Ivan Vrljić Diplomski rad 16 Količina navarenog materijala za valjak-osovinu prema nazivnom promjeru i duljini navarivanja ln=1500 mm dana je u tablici 3.6 . Tablica 3.6 Količina navarenog materijala Redni Nazivni promjer, D Količina navarenog materijala za 1 kom broj mm kg 1 2 3 1 240 107,8 2 260 117,0 3 280 126,3 4 320 144,8 Ako se navedene vrijednosti primjene na 1 seriju valjaka - osovina: D = 240 mm -6 kom D = 260 mm -4 kom D = 280 mm -11 kom D = 320 mm -19 kom Iz naprijed navedenog može se zaključiti da je ukupna potrošnja dodatnog materijala: - 5260 kg žice Chromecore 420-S (AISI 420) φ 3,2 - 6500 kg praška WAF 325. Cijena dodatnog materijala: 1 kg žice Chromecore 420 φ 3,2 = 7 Eur 1 kg praška WAF 325 = 2 Eur. Uz prosječnu potrošnju 3,6 kg/h vrijeme izrade za valjak-osovinu zavisno od promjera dano je u tablici 3.7 . Ivan Vrljić Diplomski rad 17 Tablica 3.7 Ukupno vrijeme navarivanja za valjak-osovinu zavisno od promjera za 1 komad Redni Nazivni promjer, D Vrijeme navarivanja, t broj mm h 1 2 3 1 240 30,0 2 260 32,5 3 280 35,1 4 320 40,2 3.5 OPREMA ZA NAVARIVANJE 3.5.1 Izvori struje zavarivanja Izvori se prema vrsti struje zavarivanja dijele na: izvore istosmjerne struje i izvore izmjenične struje. Osnovni izvori struje zavarivanja su: - Generatori istosmjerne struje U radioničkim uvjetima pogone se elektromotorom, a na gradilištima gdje nema električne energije pogonjeni su dizel motorom. Primjenjivi su za sve postupke osim za TIG postupak zavarivanja aluminija i Al-legura. Ističu se dugim vijekom trajanja (i do 20 godina) i daju stabilan električni luk. Loša strana ovih uređaja u odnosu na ostale je visoka nabavna cijena te povećani troškovi održavanja. Dosta su bučni u radu. Pogonski troškovi veći su u odnosu na ostale izvore jer troše električnu energiju i u praznom hodu. Ivan Vrljić Diplomski rad - 18 Ispravljači - izvori istosmjerne struje Koriste se za sve postupke osim za TIG zavarivanje aluminija i Al-legura. Prednosti su im u jednostavnom rukovanju i održavanju, te u radu gotovo ne proizvode nikakvu buku. Dosta su osjetljivi na prašinu i pogonske nečistoće. Manje su nabavne cijene u odnosu na generatore, ali veće u odnosu na transformatore. - Transformatori - izvori izmjenične struje Njihove osobine su: niska nabavna cijena, jednostavnost u održavanju, ne proizvode buku u radu i nisu osjetljivi na pogonske radne uvjete. - Generatori visokofrekventne struje - Invertori - daju istosmjernu ili visokofrekventnu impulsnu struju U odnosu na prethodno navedene vrste izvora znatno su smanjenih dimenzija i težine. Uz vrstu izvora i struje, ostali važni elementi pri izboru izvora struje zavarivanja su: a) napon praznog hoda U0 Predstavlja napon na sekundarnim izvodima izvora struje bez ikakvog opterećenja tj. u praznom hodu. Minimalni napon je ograničen radi paljenja i stabilnosti električnog luka, dok se maksimalni ograničava radi sigurnosti zavarivača. Napon praznog hoda mora biti veći od radnog napona, i kreće se u granicama U0 = 35 - 80 V. Ne bi trebao biti viši od 60 V jer može biti opasan za zavarivača niti niži od 40 jer se tada luk teško pali. Kod zavarivanja u zatvorenim posudama ograničen je napon praznog hoda na 42 V. To se postiže transformatorima koji su snabdjeveni posebnim uređajima pomoću kojih se povisuje ili snižava napon praznog hoda na uvjetovani. Proizvođači izvora teže izvedbama izvora s većim naponom praznog hoda, jer je tada masa i cijena izvora manja. Kod izmjenične struje napon praznog hoda treba biti viši jer poslije prekida električnog luka (100 puta u sekundi za struju 50 Hz) dolazi do lakšeg ponovnog uspostavljanja luka. [7] Ivan Vrljić Diplomski rad 19 b) Intermitencija ε ε= vrijeme gorenja elektricnog luka* radni period = ⋅100% ukupno radno vrijeme ukupni period [7] * - uključuje i vrijeme kratkog spoja pri paljenu luka (npr. 2 s) Intermitencija koja je označena na izvoru odnosi se na nazivno ili maksimalno opterećenje. Većina izvora za ručno zavarivanje ima označenu dozvoljenu jakost struje za intermitenciju 60%, dok kod izvora za automatsko zavarivanje označena je jakost struje za 100 % intermitenciju. Izvor kod manjeg opterećenja ima veću intermitenciju. Ako je poznata nazivna struja izvora In i intermitencija ε, može se izračunati struja I100 tj. koju izvor može davati kod 100 % intermitencije, prema formuli: I100 = In ε (3.1) c) Karakteristike izvora Svaki izvor struje zavarivanja ima statičku i dinamičku karakteristiku. - Statička karakteristika prikazuje odnos struje i napona za pojedino opterećenje. Izvori struje za ručno zavarivanje imaju strmu statičku karakteristiku, prikazanu na slici 3.4 . U radnom području jakost struje je praktički konstantna što znači i brzina taljenja. Radna točka sustava se dobije ucrtavanjem statičke karakteristike luka. Iz slike 3.4 je vidljivo da relativno velike promjene duljine luka uzrokuju veće promjene napona ali ne i jakosti struje. Ivan Vrljić Diplomski rad 20 U, V Dugački luk Kratki luk U max U min Radna točka I min I max I, A Slika 3.4 Strma statička karakteristika izvora struje [8] Izvori struje za automatske postupke zavarivanju su tzv. ravne ili blago padajuće karakteristike. Odnos jakosti struje i napona luka prikazan je na slici 3.5 . Energija koja se troši u električnom luku za vrijeme zavarivanja, može se održati samo unutar jednog određenog područja napona luka i jakosti struje. Kod toga važnu ulogu ima dužina luka, koja se za vrijeme zavarivanja mijenja. Mijenjanjem dužine električnog luka mijenja se napon luka, a time i jakost struje zavarivanja. Pri takvim promjenama izvor reagira na način prikazan na slici 3.5 . Povećanjem dužine električnog luka L2 na L3 napon električnog luka se poveća, a jakost struje smanji sa I2 na I1, time se manji i brzina taljenja žice. Budući da je brzina dovoda žice vž za vrijeme zavarivanja stalna, dužina luka će se brzo vratiti na dužinu L2. Obrnuto kod smanjenja električnog luka sa L2 na L1, jakost struje se poveća sa I2 na I3, a s tim i brzina taljenja žice vt. Kod stalnog dovođenja žice dužina električnog luka se vrlo brzo vrati na prethodnu dužinu koja je određena parametrima zavarivanja. Tako se zahvaljujući posebnoj gradnji izvora struje obavlja "samoregulacija" električnog luka za vrijeme zavarivanja. Ivan Vrljić Diplomski rad U, V 21 statička karakteristika izvora karakteristike električnog luka L3 L2 L1 I1 I2 I3 I, A Slika 3.5 Prikaz djelovanja statičke karakteristike izvora struje za MIG-MAG zavarivanje na održavanje električnog luka [9] Moguća je i vanjska regulacija visine luka. Visina luka L je stabilna kada je brzina taljenja vt jednaka brzini dodavanja žice vž ,što je prikazano na slici 3.6 . Kada zbog poremećaja u dovodu žice dođe do skraćenja luka, napon luka se smanji. Niži napon uzrokuje manji broj okretaja motora za dovod žice, i sa sporijim dovođenjem žice dolazi do produženja luka, povećanja napona i s time se uspostavlja ravnoteža vž i vt . vt L vž Slika 3.6 Visina električnog luka L u zavisnosti od vž i vt [7] Ivan Vrljić Diplomski rad - 22 Dinamička karakteristika izvora struje prikazuje reagiranje izvora na nagle promjene kao što su uspostavljanje i prekid električnog luka. Na dinamička svojstva izvora struje zavarivanja tj. na brzinu porasta struje kod kratkih spojeva može se utjecati dodatnim induktivitetom, odnosno prigušnicom koja je posebno ugrađena u izvor struje zavarivanja. Ukoliko u pogonu radi veći broj zavarivača, pogotovo ako su grupirani na manjem radnom prostoru ekonomična je primjena matičnih ili grupnih izvora. Postoje dvije vrste matičnih izvora: - Sa promjenjivim brojem radnih mjesta - izvori konstantnog napona i velikog kapaciteta. Broj zavarivača ovisi o potrošnji struje na pojedinim radnim mjestima. Ovi matični izvori ekonomični su samo za male intermitencije (25-35 %). - Sa stabilnim brojem radnih mjesta - češće se upotrebljavaju iako su nešto skuplji. Kod pretvarača jedan elektromotor pogoni više generatora, a kod matičnih ispravljača jedan transformator napaja nekoliko ispravljača, za svako rano mjesto po jedan s tim da svaki od njih ima svoju regulaciju. 3.5.2 Mehanizacija i automatizacija zavarivanja Naprave i automati za zavarivanje služe za: - poboljšanje proizvodnosti (količine taljenja, brzine zavarivanja), niža kvalifikacija zavarivača zadovoljava uz primjenu naprava - poboljšanje kvalitete zavarenih spojeva, smanjenje grešaka - smanjenje deformacija - poboljšanje zaštite zdravlja na radu - humanizacija rada (izbjegava se težak rad i rad u prisilnim položajima). [7] Vrste naprava koje se najčešće koriste pri zavarivanju su: a) Naprave za pripajanje - stezne naprave kojima se predmeti dovode u propisani položaj za pripajanje, i ujedno za kasnije zavarivanje. Ivan Vrljić Diplomski rad b) 23 Stezne naprave - sprječavaju deformacije zavarenih proizvoda tako što se pomoću njih onemogućavaju slobodne deformacije. Poslije zavarivanja i vađenja radnog komada uz elastični povrat, ukupne deformacije su znatno smanjene u odnosu da se zavarivalo bez naprave. c) Naprave za osiguranje kupke zavarivanja - najčešće se koriste keramičke, metalne, podloške od praha i Cu-podloške koje omogućavaju kvalitetno provarivanje korijena zavara. d) Naprave za okretanje radnih komada - cilindričnog oblika (okretaljke). Služe za dovođenje mjesta zavarivanja u povoljan položaj npr. kod zavarivanja kružnih zavara na posudama i slično. e) Okretni i nagibni stolovi - služe za okretanje i nagibanje radnog komada zbog dovođenja u najpovoljniji položaj koji daje najbolju proizvodnost i kvalitetu. f) Nosači uređaja za zavarivanje - služe za učvršćenje glave automata za zavarivanje, te za njeno kretanje (rotacija, translacija, poprečno njihanje). Pri tome se rad nosača obično kombinira sa radom okretaljki ili okretnih stolova. Ostale naprave za zavarivanje su: - podesti za zavarivače - naprave za zaštitu na radu (ventilacija, platforme) - specijalne naprave npr. za točkasto zavarivanje - automati za zavarivanje - orbitalne naprave - senzori za praćenje i mjerenje upravljanja procesom zavarivanja - roboti, manipulatori, uređaji za prijem, transport, okretanje i vožnju. Tehnološka vremena samog zavarivanja relativno su mala ~ 10 % od ukupnog vremena proizvodnje a za sastavljanje, okretanje, transport i pripremno završna vremena i do 90 %. Primjenom mehaniziranih linija može se postići znatna ušteda i ubrzanje procesa proizvodnje. Ivan Vrljić Diplomski rad 24 4 EKSPERIMENTALNI DIO 4.1 OPIS PROVEDBE POSTUPKA NAVARIVANJA U RADIONIČKIM UVJETIMA 4.1.1 Uređaji i oprema za navarivanje Iz zahtijevanog obima radova, 6 valjaka na dan zaključilo se da je potrebno sastaviti najmanje tri uređaja za zavarivanje uz ostalu opremu za okretanje valjaka pri navarivanju. Pošto se nije raspolagalo odgovarajućom opremom, a nastojalo se izbjeći prilično velika ulaganja u kupnju nove, prišlo se sastavljanju uređaja za okretanje od dva rashodovana tokarska stroja. Treći uređaj je sastavljen od postojećeg pozicionera, navojnog vretena s pogonskim elektromotorom i nosača šiljka pričvršćenog na postolje, prema slici 4.1. E C D F B A Slika 4.1 Uređaj za navarivanje valjaka (A – pozicioner, B – šiljak, C – pogonski elektromotor, D – EPP glava, E – vodilica, F – navojno vreteno) Za izvor struje zavarivanja korišteni su postojeći 500 A kod 100-postotne intermitencije izvori raznih proizvođača (ESAB, Iskra, Končar). Ivan Vrljić Diplomski rad 25 Za dodavanje žice korištene su glave koje su služile u EPP zavarivanju zajedno s pripadajućim mehanizmom za dodavanje žice i upravljačkim kutijama u kojima su smješteni instrumenti za praćenje zavarivanja. Žica za zavarivanje dodavana je izravno iz posuda u kojima je dopremljena i smještena iza uređaja za navarivanje. Mjesto navarivanja ograđeno je limenim zastorima s ugrađenim otvorima sa zaštitnim staklom za neposredno promatranje procesa navarivanja. Pošto je kao dodatni materijal korištena praškom punjena žica koja pri taljenju daje velike količine plinova, iznad svakog radnog mjesta je ugrađena fleksibilna cijev za odvod plinova pomoću ventilatora. Za postavljanje valjaka na stroj i skidanje po završetku postupka navarivanja korištena je konzolna dizalica postavljen tako da poslužuje sva radna mjesta. 4.1.2 Navarivanje valjaka punjenom žicom bez zaštitnog plina Pošto je radni komad postavljen na uređaj za navarivanje pritegnut je na pogonskom dijelu uređaja, steznoj glavi tokarilice ili steznoj glavi na ploči okretnog stola-pozicionera. Slika 4.2 Pretokareni valjci spremni za navarivanje Ivan Vrljić Diplomski rad 26 Redoslijed postupaka je sljedeći: - čišćenje i odmašćivanje površina navarivanja - predgrijavanje - priprema za navarivanje, provjera položaja glave - navarivanje prvog sloja po cijeloj dužini radnog komada - skidanje preostale šljake i čišćenje navarenog sloja - vizualni pregled - brušenje i popravak pogrešaka - prijenos radnog komada na uređaj za navarivanje drugog sloja - navarivanje drugog sloja po cijeloj površini radnog komada - skidanje preostale šljake i čišćenje navarenog sloja - vizualni pregled - brušenje i popravak pogrešaka - skidanje radnog komada i stavljanje na mjesto za polagano hlađenje do temperature okoline Slika 4.3 Navarivanje valjaka - 1. sloja Odmašćivanje površina obavljeno je krpom namočenom acetonom uz okretanje radnog komada. Ivan Vrljić Diplomski rad 27 Predgrijavanje je provedeno plinskim plamenom, posebnim plamenikom. Gorivi plin je bio propan sa kisikom. Predgrijavana je početna strana navarivanja 200 mm po izvodnici uz istovremeno okretanje , na 200 oC. Daljnje predgrijavanje nije bilo potrebno jer se valjak dovoljno zagrijavao navarivanjem. Navarivanje je izvođeno u dva sloja žicom istog promjera, φ 2,4 mm, ali značajno različite kvalitete: - za prvi sloj žica Chromecore 430-0 - za drugi sloj žica Chromecore 414 N-0. Da bi se dobilo na uštedi radnog vremena potrebnog za mijenjanje žice i da ne bi došlo do zabune pri odabiru vrste, na jednom radnom mjestu se radilo samo s jednom vrstom žice. Nakon obavljenog navarivanja prvog sloja još zagrijan valjak se prenosi i postavlja na stroj za navarivanje drugog sloja. Potrebna temperatura predgrijavanja za drugi sloj je 250 oC, i ukoliko se valjak ohladio ispod temperature ponovno je potrebno predgrijavanje. Međuslojna temperatura kod prvog i drugog sloja je 420 oC. Ostali parametri prema tablici 4.1. Tablica 4.1 Parametri navarivanja Redni broj [3] Veličina Jakost struje, I Napon luka, U Brzina zavarivanja, v A V cm/min 1 2 3 4 1 300-320 25-27 60-65 2 340-360 28-30 48-52 sloja Uz posmak žice 9-10 mm/o debljina navarenog sloja je bila 2,2-2,5 mm za prvi sloj i 33,2 mm za drugi sloj. Nakon navarivanja valjak je ugrijan na 450-500 oC. Slijedi čišćenje šljake i otkrivanje, vađenje brušenjem i popuna mjesta mogućih grešaka, i tada se valjak odlaže u posebnu posudu obloženu vatrostalnom vunom da bi se polagano hladio max 50 oC/h do temperature okoline. Ivan Vrljić Diplomski rad 28 Da bi se postigla odgovarajuća površina navara, bez udubina i izbočina između pojedinih prolaza bilo je potrebno naći najpovoljniji nagib glave uređaja u odnosu na slaganje prolaza te položaj glave u odnosu na presjek valjka radi relativno malog promjera. Na slici 4.5 prikazan je položaj glave koji ima bitan utjecaj na kvalitetu navarivanja. Slika 4.4 Navarivanje valjaka - 2. sloja 3-5 O 8-10 A A Presjek A - A Slika 4.5 Položaj glave uređaja kod navarivanja Ivan Vrljić Diplomski rad 29 Slika 4.6 Navareni valjci s popravljenim površinskim greškama 4.1.3 Navarivanje valjaka punjenom žicom pod zaštitom praha Radni komad je postavljen na tokarski stroj i stegnut u steznoj glavi s jedne strane i okretni šiljak s druge strane. Zbog relativno malog promjera (200-300 mm) prašak nije prikupljan s usisnom cijevi EPP glave, nego je neposredno ispod samog mjesta navarivanja ugrađena posuda za prikupljanje praška. Shematski prikaz uređaja prikazan je na slici 4.7. Redoslijed postupaka je slijedeći: - čišćenje i odmašćivanje površine navarivanja - predgrijavanje - priprema, provjera položaja glave u odnosu na radni komad - navarivanje u 4 sloja na zadani promjer - pregled navarene površine i mjerenje debljine navara - brušenje i popuna eventualnih grešaka - skidanje i odlaganje na mjesto za polagano hlađenje do temperature okoline - mjerenje tvrdoće navara. Čišćenje i odmašćivanje je obavljeno acetonom namočenom krpom. Ivan Vrljić Diplomski rad 30 Predgrijavanje je vršeno cijevnim gorionikom dužine 700 mm po izvodnici uz okretanje radnog komada. Dogrijavanje je po potrebi provođeno propan-kisik gorionikom. Položaj glave u odnosu na radni komad prikazan je na slici 4.8. Navarivanje je izvedeno u 4 sloja žicom Chromecore 420-S, φ 3,2 mm u zaštiti praška WAF325. Tijekom navarivanja je potrebno čistiti šljaku kako ne bi došlo do njena pretapanja i poroznosti u slijedećem prolazu. p o sm ak B D A E C Slika 4.7 Uređaj za navarivanje valjka - osovine A - radni komad B - EPP - glava C - posuda za prikupljanje praška D - stezna glava sa četkicama za spoj (-) pola na radni komad E - pogonski elektromotor s reduktorom Glavni parametri prema tablici 4.2. [5] Tablica 4.2 Glavni parametri navarivanja osovina Redni broj Veličina Jakost struje, I Napon, U Brzina zavarivanja, v A V cm/min 1 2 3 4 1-4 300 - 350 28 - 30 35 – 40 sloja Ivan Vrljić Diplomski rad 31 Ostali parametri zavarivanja: - posmak žice pž = 10-12 mm/okr - brzina dovoda žice vž = 2,5-3 m/min - slobodni kraj žice lž koji predstavlja udaljenost od donje površine kontaktne provodnice do početka električnog luka; preporučuje se 10x debljina žice α 2-3 o b 10-15 mm Slika 4.8 Položaj glave u odnosu na radni komad U opisanom primjeru usvojeno je 15 mm jer je daljnjim povećanjem dolazilo do iskrivljivanja gusjenice. Žica φ 3,2 mm je izravnavana koliko je bilo moguće samo prolazom kroz kontaktnu provodnicu. Temperatura predgrijavanja je 250 oC, a između prolaza 420 oC Nakon navarivanja na zadani promjer slijedi skidanje radnog komada i odlaganje u posudu izoliranu vatrostalnom vunom i hlađenjem do temperature okoline. Ivan Vrljić Diplomski rad 32 4.2 POTEŠKOĆE KOD PROVEDBE NAVARIVANJA UZ OSVRT NA RJEŠAVANJE ISTIH Mogu se podijeliti u dvije grupe karakteristične za postupak navarivanja: a) Navarivanje valjaka MAG postupkom (opis postupka pod 4.1.2) Uslijed velikih zahtjeva za količinom navarenog materijala rad se odvijao u 3 smjene, što je predstavljalo veliko opterećenje osoblja i opreme. Vrijeme gorenja luka po jednom radnom mjestu bilo je najmanje 5,5 sati u smjeni. Rezultat toga bila je velika količina plinova izgaranja i svjetlosnog zračenja, čiji su se nepovoljni utjecaji bitno smanjili ugradnjom ventilacijske opreme i zaštitnih ograda. Ipak štetan utjecaj svijetla nije se mogao sasvim izbjeći jer su zavarivačka mjesta postavljena tako da bi mogla biti posluživana jednom konzolnom dizalicom. Glavni oblici pogrešaka u navaru su bili u obliku: - Poroznosti koje su se pojavljivale uglavnom po sredini navarenog prolaza. Najčešće su posljedica neravnomjernog dovoda žice, pri čemu dolazi do kraćeg prekida luka tj. dolazi do neusklađenosti struje i napona luka. - Uključci šljake koji su se pojavljivali u obliku listića zarobljenih između dva prolaza po crti staljivanja. Uzrok pojavljivanja je istrošenje kontaktne vodilice što dovodi do njihanja luka. - Loša geometrija navara čiji je nastanak vezan uz neusklađenost parametara i neodgovarajućim položajem glave u odnosu na radni komad. Namještanjem odgovarajućih parametara zavarivanja, položaja glave u odnosu na radni komad te odstranjivanjem nakupljenih prskotina s vrha kontaktne provodnice prije pada u kupku greške su svedene na minimum. Pri završetku navarivanja zbog nemogućnosti odvođenja topline dolazilo je do pregrijavanja valjaka pa je bilo potrebno praviti stanku 5 minuta na 4 prolaza prije kraja i zatim završiti navarivanje. Ivan Vrljić Diplomski rad 33 Unos toplinske energije za opisani MAG postupak je: E= I ⋅ U ⋅ 60 ⋅η v ⋅1000 [6] (4.1) I - jakost struje, A U - napon električnog luka, V v - brzina zavarivanja cm/min η - koeficijent iskoristivosti električnog luka, za MAG je 0,85. Za vrijednosti iz tablice 4.1, 2. sloj: I=350 A, U=29 V, v=48 cm/min. E= 350 ⋅ 29 ⋅ 60 0,85 = 10,78 kJ/cm. 48 ⋅1000 b) Navarivanje valjaka – osovina EPP postupkom (opis postupka pod 4.1.3) Navarivanjem pod zaštitom praška izbjegnut je štetni utjecaj svjetla i nema velikih količina plinova, ali se pojavljuju poteškoće vezane uz primjenu praška. Pošto je presjek radnog komada kružnog oblika relativno malog promjera i radi toga što je potreban pomak glave suprotno od smjera vrtnje dolazi do rasipanja praška. Navedena pojava je spriječena ispravnim namještanjem tako da se podešavanjem razmaka sapnice i radnog komada održava potrebna visina sloja praška (vidi sliku 4.4). Naprijed navedeno je rezultiralo povećanom potrošnjom praška, uslijed ručnog skupljanja i prosijavanja. Neravnine navara su posljedica istrošenosti kontaktne vodilice zbog čega dolazi do njihanja luka što dovodi do nadvišenja i ulegnuća na navarenoj površini. Tijekom rada uslijed pregrijavanja dolazi do težeg odvajanja šljake i pojave grube površine. Unos toplinske energije za opisani postupak je. Za vrijednosti iz tablice 4.2: I=350 A, U=29 V, v =37 cm/min i η koeficijent iskoristivosti električnog luka za EPP 0,9. E= I ⋅ U ⋅ 60 350 ⋅ 29 ⋅ 60 ⋅η = ⋅ 0,9 = 14,813 kJ/cm v ⋅1000 37 ⋅1000 Ivan Vrljić Diplomski rad 34 4.3 KRITIČKI OSVRT NA PROVEDENU TEHNOLOGIJU Prilikom analize provedene tehnologije postavlja se pitanje promjene iste, radi povećanja učinkovitosti uz postizanje zahtijevane kvalitete. Pri tome je potrebno poduzeti slijedeće: a) Neposredno uz mjesto navarivanja instalirati plinsku peć ili komoru za predgrijavanje gdje bi se radni komadi postupno brzinom 50 oC/h predgrijavali na potrebnu temperaturu. b) Radi povećanja učinkovitosti moguća je primjena postupka navarivanja s dvije glave istovremeno na radnom komadu. Za opisani postupak pod 4.1.2 to bi značilo navarivanje oba sloja istovremeno. c) Uz nabavku odgovarajuće opreme potrebna je dodatna obuka zavarivača i atestiranje postupka navarivanja Ivan Vrljić Diplomski rad 35 5 ZAKLJUČAK U radu su prikazani automatizirani postupci navarivanja novih valjaka za čeličane uz korištenje nestandardne opreme kao što su stari tokarski strojevi te rabljeni izvori i EPP glave koji su služili kao dodavači žice. Unatoč tome, ostvarena je zadovoljavajuća kvaliteta i potrebni učinak kako ne bi bilo zastoja u proizvodnom ciklusu. Može se zaključiti da bi se upotrebom nove standardne opreme i dodatnom obukom osoblja postigao veći učinak i kvaliteta rada što bi utjecalo na smanjenje troškova proizvodnje. Ivan Vrljić Diplomski rad 36 6 LITERATURA [1] Čelici za cementiranje, nitriranje i poboljšanje, Katalog Slovenske železarne-Železarne Ravne 1976, str. 191-197 [2] Winkler F.: Primjena suvremenih praškom punjenih žica za navarivanje površina podložnih trošenju, Zavarivanje 31, 1988, 5-6, str. 239-244 [3] Pepić M, Vrljić I.: Tvrdo navarivanje površina prijenosnih valjaka za čeličane, Zavarivanje 42, 1999, 1-2. str. 31-34 [4] Lukačević Z.: Tehnološke podloge za navarivanje osovina, 1998, str. 1-2 [5] Tehnološka dokumentacija, Đuro Đaković – Strojna obrada d.o.o. [6] Živčić M.: MAG zavarivanje punjenom žicom dio II, Zavarivanje 40, 1997, 4, str. 172 [7] Lukačević Z.: Zavarivanje, Strojarski fakultet Slavonski Brod 1998 [8] Anzulović B.: Zavarivanje i srodni postupci, Fakultet el. str. i brod. Split ,1990 [9] Živčić M.: Elektrolučno MIG-MAG zavarivanje, Zavarivanje 27, 1984, 3 Ivan Vrljić
© Copyright 2026 Paperzz