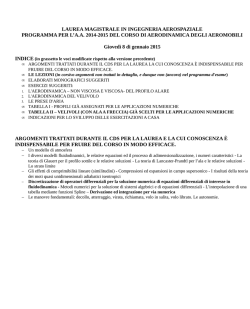
A X A LTA C O AT I N G S Y S T E M S Alesta Primer ZeroZinc ® Best practice per l’utilizzo di ZeroZinc a doppio strato Alesta® Primer ZeroZinc Best practice per l’utilizzo di ZeroZinc a doppio strato Consigli per la verniciatura spray Primo strato: primer L’operatore regola le impostazioni secondo la velocità della linea e l’attrezzatura spray a disposizione (manuale, automatica, con differente numero di pistole), per ottenere uno spessore ottimale di 60 – 80 µm. Nb: un primo strato troppo spesso (> 100 µm) può provocare problemi durante l’applicazione della vernice di finitura (repulsione elettrostatica). Impostazioni: in caso di attrezzatura Corona, suggeriamo un voltaggio di 60 – 80 kV, senza limitazioni per l’intensità. Questo documento fornisce informazioni sull’uso dei primer Alesta® ZeroZinc in sistemi anticorrosione a doppio strato. Primers: Alesta® ZeroZinc Steel Prime Alesta® ZeroZinc Antigassing Prime Alesta® ZeroZinc Edge Prime Topcoat: Alesta® EP*, IP**, AP**, SD** * solo per uso interno ** fare riferimento alla classe di durabilità richiesta nelle specifiche Informazioni generali: Per raggiungere e mantenere il rendimento richiesto dalla specifica questi sistemi devono essere testati e qualificati secondo un procedimento definito (prodotti e processo). Procedimento: 1. cominciare dalle parti più difficili del pezzo da verniciare, dove spesso inizia la corrosione, come saldature, gabbie di Faraday, angoli...; dunque tutte le aree in cui uno spessore minore della vernice in determinati punti potrebbe dare avvio al processo di corrosione; 2. quindi verniciare a spruzzo le zone più facili; 3. infine si consiglia di ricoprire “a nuvola” tutto il pezzo, a una distanza di 15 – 20 cm dalla pistola, per uniformare lo spessore e migliorare la copertura dei bordi. Secondo strato: finitura La finitura viene spruzzata subito dopo che il primo strato si è fuso (o solidificato) e poi raffreddato, senza alcun trattamento o movimento preliminare per evitare la contaminazione. Provvedete alla copertura più velocemente possibile (meno di 4 ore). Nb: se la lavorazione non si completa rapidamente, si consiglia di adottare le misure necessarie per evitare contaminazioni del primo strato (polvere, umidità, grasso ecc.). Prima di iniziare a verniciare la finitura, si consiglia di rispettare alcune regole e/o verificare le seguenti condizioni: • Non toccare le parti da ricoprire • L’appoggio sul pavimento deve essere buono • I ganci devono essere in ordine per assicurare una buona conduttività • Lo spessore del primo strato deve essere inferiore a 100 μm Impostazioni: in caso di attrezzatura Corona, suggeriamo un voltaggio di 35 – 50 kV*, con l’intensità limitata a 10 μA*, e un aumento dell’uscita di polvere come conseguenza del relativo calo della resa elettrostatica. * se l’attrezzatura prevede questi parametri La verniciatura a spray di una finitura metallizzata richiede un test preventivo per valutare il risultato. Procedimento: 1. cominciare dalle parti più difficili e soggette alla corrosione del pezzo da verniciare, come saldature, gabbie di Faraday, angoli ecc.; dunque tutte le aree in cui uno spessore minore della vernice in determinati punti potrebbe dare avvio al processo di corrosione; 2. quindi verniciare a spruzzo le zone più facili; 3. infine si consiglia di ricoprire “a nuvola” tutto il pezzo, a una distanza superiore a 20 cm dalla pistola per uniformare lo spessore. In base all’equipaggiamento, l’operatore regola le impostazioni in modo da ottenere lospessore del rivestimento e il risultato richiesti. Condizioni di solidificazione Primo strato: Si faccia riferimento alla scheda tecnica (TDS) dei primer utilizzati Secondo strato: Il sistema finale a doppio strato sarà solidificato secondo la finestra di solidificazione della finitura che si trova nella relativa scheda tecnica (TDS). Qualsiasi finitura solidificata presenterà una mancanza di flessibilità e problemi di adesione dell’interstrato. Le informazioni contenute in questo documento sono basate sullo stato attuale delle nostre conoscenze in materia alla data della sua pubblicazione e riguardano esclusivamente i sistemi a doppio strato Axalta Coating Systems. Queste informazioni non rappresentano in alcun caso una forma di garanzia. Homologated by Qualisteelcoat In base alle attrezzature disponibili e alle aree da verniciare, le impostazioni potrebbero essere ottimizzate per migliorare i risultati della verniciatura. ARIA - azione da svolgere Angolo, saldatura, piegatura… Iniezione d’aria Parte vuota Aria aggiuntiva Aria aggiuntiva Aria aggiuntiva VOLTAGGIO POTENZA 80 kV – Libero - Utilizzare la forma dello spray - Lavorare accanto alla gabbia di Faraday - Utilizzare un erogatore di piccolo diametro - Lavorare velocemente a breve distanza 50 kV – 20 μA - Utilizzare un erogatore a beccuccio - piatto - Lavorare a breve distanza Libero Bordo tagliente Posizione della pistola 100 kV – 100 μA - Utilizzare il bypass del campo - elettrostatico - Lavorare parallelamente alla gabbia per evitare di far sollevare la polvere Norway Axalta Coating Systems Norway AS Postboks 6154 Etterstad NO - 0602 Oslo Tel: +47 22 08 79 00 Fax: +47 22 08 79 21 [email protected] Belgium, Luxembourg Axalta Coating Systems Belgium bvba Dellestraat 45 B - 3550 Heusden-Zolder Tel: +32 13 53 90 90 Fax: +32 13 53 90 80 [email protected] Poland Axalta Coating Systems Poland Sp. z o.o. ul. Lodowa 130 PL - 93 - 232 Łódź Tel: +48 426 77 16 70 Fax: +48 426 77 16 80 [email protected] France Axalta Coating Systems France SAS Z.I. de la Croix Meyssant BP 33 – Savigneux F - 42601 Montbrison Cedex Tel: +33 477 96 70 00 Fax: +33 477 96 70 10 [email protected] Spain, Portugal Axalta Coating Systems Spain S.L. c/ Jesus Serra Santamans nº4, 2º A E - 08174 Sant Cugat del Vallès Tel: +34 93 61 06 02 2 Fax: +34 93 52 07 06 5 [email protected] Germany Axalta Coating Systems Germany GmbH Siemensstraße 4 D - 84051 Essenbach-Altheim Tel: +49 87 03 93 18 0 Fax: +49 87 03 93 18 10 65 [email protected] Italy Axalta Coating Systems Italy S.r.l. Socio Unico Via Roma 80 I - 20873 Cavenago di Brianza (MB) Tel: +39 02 959 19 61 Fax: +39 02 36 04 92 56 [email protected] Netherlands Axalta Coating Systems Teodur BV Nikkelstraat 45 NL - 4823 AE Breda Tel: +32 13 53 90 95 Fax: +32 13 53 90 80 [email protected] Axalta Coating Systems GmbH Horbeller Straße 15 D - 50858 Köln Tel: +49 (0) 22 34 60 19 22 70 Fax: +49 (0) 22 34 60 19 11 10 www.alestapowder.com www.axaltacs.com Sweden, Denmark, Finland Axalta Powder Coating Systems Nordic AB Box 520 SE - 593 25 Västervik Tel: +46 49 06 62 00 Fax: +46 49 01 40 72 [email protected] UK, Ireland Axalta Powder Coating Systems UK Limited Whessoe Road, Darlington UK - DL3 OHX Tel: +44 13 25 34 70 00 Fax: +44 13 25 28 89 97 [email protected] Russia Axalta Coating Systems Rus Krylatskaya, 17, block 3 RUS - 121614 Moscow Tel: +7 49 57 97 22 00 Fax: +7 49 57 97 22 01 [email protected] The Axalta logo, Axalta™ , Axalta Coating Systems™ and all products denoted with ™ or ® are trademarks or registered trademarks of Axalta Coating Systems, LLC and its affiliates. Axalta trademarks may not be used in connection with any product or service that is not an Axalta product or service. Cover Picture: © Richard Kittenberger, Dingalt | Dreamstime, Inside Picture: © Dinga | 123RF Austria Axalta Coating Systems Austria GmbH Mödlinger Straße 15 A - 2353 Guntramsdorf Tel: +43 223 65 00 0 Fax: +43 223 65 30 41 www.axaltacs.com
© Copyright 2026 Paperzz