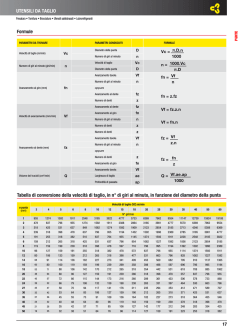
Tolleranze e Sovrametalli per Fucinati • UNI 7486: 1975 DIMENSIONE boh dopo lavorazione meccanica mm > 100 > 125 > 160 > 200 > 250 > 315 > 400 > 500 > 630 > 800 < 125 < 160 < 200 < 250 < 315 < 400 < 500 < 630 < 800 < 1000 PER I PRODOTTI CON LUNGHEZZE MAGGIORI DI 6000 mm, LA TOLLERANZA E I SOVRAMETALI VANNO CONCORDATI IN FASE D’ORDINE acciai non legati o basso legati con L 3500 max (% di ogni elamento di lega < 5) maggiorazione su b o h (2 a) 14 16 18 21 25 30 36 44 54 66 scostamento su B o H ± 3,8 ± 4,2 ± 4,9 ± 5,6 ± 6,5 ± 7,7 ± 9,2 ± 11,0 ± 13,5 ± 16,3 maggiorazione su l (2 a) 17 19 22 24 28 32 38 45 55 67 scostamento su L + 17 / - 10 + 18 / - 11 + 20 / - 13 + 22 / - 14 + 26 / - 15 + 28 / - 18 + 33 / - 22 + 39 / - 25 + 45 / - 30 + 55 / - 36 acciai non legati o basso legati con L 3500 - 6000 (% di ogni elamento di lega < 5) maggiorazione su b o h (2 a) 17 19 21 24 28 33 40 48 58 71 scostamento su B o H ± 4,8 ± 5,4 ± 6,3 ± 7,2 ± 8,4 ± 10,0 ± 11,9 ± 14,3 ± 17,4 ± 21,3 maggiorazione su l (2 a) 22 24 26 29 32 36 42 49 58 69 scostamento su L + 21 / - 13 + 22 / - 14 + 22 / - 15 + 26 / - 17 + 29 / - 19 + 33 / - 22 + 38 / - 25 + 46 / - 29 + 51 / - 34 + 61 / - 41 acciai alto legati con L 3500 max (% di un elemento di lega > 5) maggiorazione su b o h (2 a) 10 12 14 17 21 26 32 39 49 61 scostamento su B o H ± 2,0 ± 2,3 ± 2,8 ± 3,4 ± 4,2 ± 5,1 ± 6,3 ± 7,8 ± 9,8 ± 12,1 maggiorazione su l (2 a) 16 18 20 23 26 30 36 42 52 63 scostamento su L + 14 / - 11 + 14 / - 11 + 14 / - 14 + 16 / - 16 + 18 / - 18 + 21 / - 21 + 25 / - 25 + 29 / - 29 + 35 / - 35 + 42 / - 42 Le misure sono espresse in mm. Esempio: tondo in acciaio non legato b = 330 mm e l ≤ 3500 mm. Diametro del prodotto grezzo di fucinatura B = 330 + 30 = 360 ± 7,7 DIMENSIONE boh dopo lavorazione meccanica mm > 100 > 125 > 160 > 200 > 250 > 315 > 400 > 500 > 630 > 800 < 125 < 160 < 200 < 250 < 315 < 400 < 500 < 630 < 800 < 1000 PER I PRODOTTI CON LUNGHEZZE MAGGIORI DI 6000 mm, LA TOLLERANZA E I SOVRAMETALI VANNO CONCORDATI IN FASE D’ORDINE acciai alto legati con L 3500 - 6000 (% di ogni elamento di lega > 5) maggiorazione su b o h (2 a) 13 15 18 21 24 29 35 42 52 64 scostamento su B o H ± 4,0 ± 4,6 ± 5,2 ± 6,0 ± 7,0 ± 8,4 ± 10,0 ± 12,0 ± 14,9 ± 18,1 maggiorazione su l (2 a) 21 22 25 27 30 35 40 47 55 66 acciai da utensili con L 3500 max scostamento su L + 18 / - 12 + 20 / - 13 + 22 / - 14 + 24 / - 16 + 27 / - 18 + 31 / - 21 + 35 / - 24 + 42 / - 28 + 49 / - 33 + 59 / - 40 maggiorazione su b o h (2 a) 7 9 11 13 16 19 24 30 37 46 scostamento su B o H ± 1,5 ± 1,8 ± 2,2 ± 2,6 ± 3,2 ± 4,0 ± 4,9 ± 6,0 ± 7,4 ± 9,3 maggiorazione su l (2 a) 14 15 17 20 23 27 32 38 47 57 acciai da utensili con L 3500 - 6000 scostamento su L + 14 / - 11 + 14 / - 11 + 14 / - 14 + 16 / - 16 + 18 / - 18 + 21 / - 21 + 25 / - 25 + 29 / - 29 + 35 / - 35 + 42 / - 42 maggiorazione su b o h (2 a) 10 12 14 17 21 26 32 39 49 61 scostamento su B o H ± 2,1 ± 2,5 ± 2,9 ± 3,5 ± 4,2 ± 5,0 ± 6,2 ± 7,5 ± 9,4 ± 11,6 maggiorazione su l (2 a) 17 19 21 23 26 30 35 41 49 59 scostamento su L + 14 / - 10 + 15 / - 12 + 16 / - 14 + 17 / - 17 + 19 / - 19 + 22 / - 22 + 26 / - 26 + 31 / - 31 + 36 / - 36 + 44 / - 44 Le misure sono espresse in mm. Esempio: tondo in acciaio da utensili b = 260 mm e l ≤ 4000 mm. Diametro del prodotto grezzo di fucinatura B = 260 + 21 = 281 ± 4,2. L’ovalizzazione, solo per tondi, non deve essere maggiore della tolleranza corrispondente al diametro B. Le tolleranze e i sovrametalli per i piatti, sono validi quando si hanno i seguenti rapporti: b/h ≤ 8 per acciai non legati o legati, di qualità o speciali; b/h ≤ 5 per acciai non legati di base. Il Gruppo Lucefin ha fissato la tolleranza su b o h dei prodotti sgrossati in + 1 mm / + 3 mm.
© Copyright 2026 Paperzz