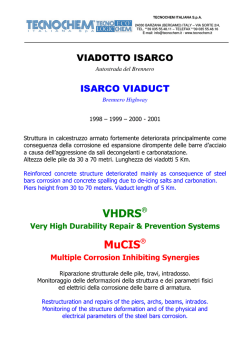
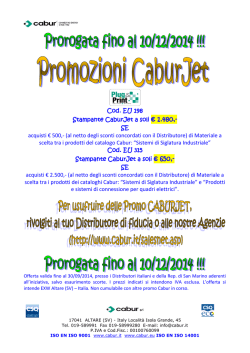
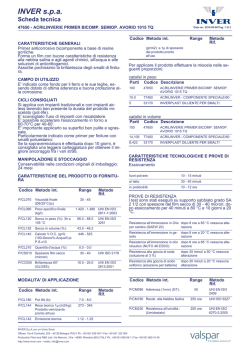
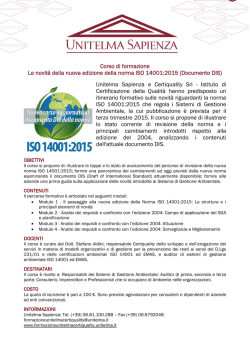
STOP CORROSION! Arresta la Corrosione! Franco Martinazzo The corrosion La corrosione ST Powder Coatings Spa, Montecchio Maggiore (VI), Italy As reported in Treccani encyclopaedia, the corrosion is “a chemical phenomenon which causes a gradual destruction of materials, usually metals, due to external agents”. For most of these materials, the metallic state is not the most thermodynamically favourite one. This means that, in determinate weather atmospheric conditions and with suitable oxidizing agents, the metals tend to react in order to move toward a more stable state, which generally consists of oxides and salts. Not all metals have the same tendency to react with oxidizing substances. Some of them, such as gold, hardly combine with other elements, because of their chemical inertia. Other ones, such as aluminium, tend to react easily with the oxygen, however this reaction forms a very compact oxide layer which acts as a protective barrier stopping the corrosion process (in this case it’s talking about metal passivation compared to the surrounding environment). Other metals, such as iron, instead, are highly reactive toward oxygen and other oxidizing agents, they do not find the protection under their own oxide layer because it is too uneven and porous. In this case, the corrosion process continues till a complete metal consumption. This is the reason why in the nature there are no metallic iron mines, but only iron compounds mines, such as hematite (Fe2O3) and magnetite (Fe3O4). Come riportato nell’enciclopedia Treccani, la corrosione viene definita come un “fenomeno chimico che provoca il graduale deterioramento di una sostanza solida, per lo più un metallo, per effetto di agenti esterni”. Per la maggior parte di questi elementi, lo stato metallico non è la forma termodinamicamente favorita. Questo significa che in determinate condizioni ambientali e in presenza di opportune sostanze ossidanti, i metalli tendono a reagire per portarsi verso uno stato più stabile costituito, in genere, da ossidi e da sali. Non tutti i metalli hanno la stessa tendenza a reagire con le sostanze ossidanti. Alcuni di essi, come ad esempio l’oro, si combinano con molta difficoltà con gli altri elementi, grazie alla loro inerzia chimica. Altri, come l’alluminio, reagiscono facilmente con l’ossigeno ma lo strato di ossido che si forma, di natura molto compatta, si comporta come una barriera protettiva arrestando, di fatto, il processo corrosivo (si parla in questo caso, di passivazione del metallo rispetto all’ambiente che lo circonda). Altri metalli come il ferro, invece, molto reattivi verso l’ossigeno e altre sostanze ossidanti, non trovano alcuna protezione sotto il proprio strato di ossido essendo, quest’ultimo, troppo disomogeneo e poroso. Il processo di corrosione prosegue, in questo caso, fino al completo consumo del metallo. Questo è il motivo per il quale, in natura, non esistono miniere di ferro metallico ma solo miniere di composti del ferro come l’ematite (Fe2O3) e la magnetite (Fe3O4). [email protected] 82 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine INNOVATIONS: PRESENT&FUTURE Tipi di corrosione Depending on the type of reaction between metal and oxidant, the corrosion process can be distinguished between “chemical corrosion” and “electrolytic corrosion”. A seconda del tipo di reazione che intercorre tra metallo e ossidante, il processo di corrosione viene distinto in “corrosione chimica” e “corrosione elettrolitica”. Chemical corrosion: when a metal such as iron is immersed in a solution which contains, for example, hydrochloric acid there is a chemical reaction as reported below: Corrosione chimica: Quando un metallo come il ferro viene immerso in una soluzione contenente, ad esempio, acido cloridrico avviene tra i due una reazione chimica come di seguito riportato: Fe + 2 HCl → FeCl2 + H2 Fe + 2 HCl → FeCl2 + H2 Generally the presence of strong acids and bases entails the complete dissolution of the metal in a very short time. Electrolytic corrosion: an electrolytic corrosion occurs when, in the metal, there is a creation of a system that behaves as a galvanic cell. A galvanic cell is made of two different metals (with different electrochemical potential) combined with an electrolyte that keeps them in contact. In these conditions the less noble metal (i.e. with lower electrochemical potential, the anode) tends to corrode. A classic example is the iron oxidation in case of humidity (Fig. 1). The iron alloys, in fact, are never perfectly homogeneous and may present areas with different electrochemical potential. The inhomogeneity can be of chemical type (due to fluctuations of the chemical composition) or physical type (due to the production process of the iron object as, for example, welding and polishing). In case of condensation (there is always some dissolved oxygen which behaves as electrolyte) a classic galvanic cell is created and the area with lower electrochemical potential is oxidized. In genere la presenza di acidi e basi forti comporta la totale dissoluzione del metallo in tempi molto rapidi. Corrosione elettrolitica: la corrosione elettrolitica avviene quando nel metallo si crea un sistema che si comporta come una cella galvanica. La cella galvanica è costituita da due metalli di natura diversa (con potenziale elettrochimico diverso) associati ad un elettrolita che li tiene a contatto. In queste condizioni il metallo meno nobile (cioè con potenziale elettrochimico minore) tende a corrodersi. Un classico esempio è l’ossidazione del ferro in presenza di umidità (fig. 1). Le leghe di ferro, infatti, non 1 sono mai perfettamente omogenee e possono presentare zone con potenziale elettrochimico diverso. Le disomogeneità possono essere di tipo chimico (dovute a fluttuazioni della composizione chimica) o fisico (dovute alle lavorazioni che i manufatti in ferro possono subire come, ad esempio, saldature e lucidature). In presenza di condensa (la quale contiene sempre dell’ossigeno disciolto e si comporta da elettrolita) si genera la classica pila galvanica e la zona a più basso potenziale elettrochimico si ossida. Corrosion protection The man’s battle against corrosion is almost as long as the human history itself. The use of paints and coatings as a protective system against the corrosion has its roots in the third century BC when, in a small town of North Africa, a particular vegetal resin was used to coat and to protect several objects1. Protezione contro la corrosione La battaglia dell’uomo contro la corrosione è lunga quasi quanto la storia dell’uomo stesso. L’utilizzo delle vernici quale sistema protettivo contro la corrosione affonda le sue radici nel terzo secolo Avanti Cristo dove, in una piccola città del nord Africa, si utilizzava una particolare resina vegetale per rivestire e proteggere diversi tipi di manufatto1. 1 The word “varnish” derived from the Medieval Latin “veronix-icis”, in turn from the Greek “bereníkë” or “beroníkë”, which indicated a “resinous tree” or even a “sweet-smelling resin” itself. This term is originated, probably, from the name of a city in North Africa, Berenice, Benghazi today, where this resin was collected and used to produced a sort of varnish for objects’ protection. 1 Il termine “vernice” deriva dal latino medievale veronix-icis, a sua volta dal greco bereníkë o beroníkë, e indica un ‘albero resinoso’ e forse la sua stessa ‘resina odorifera’. Il termine ha origine probabilmente dal nome di una città in Nord Africa, Berenice, oggi Bengasi, dove questa resina veniva estratta ed utilizzata per produrre delle vernici protettive. © St Powder Coatings Corrosion’s types international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25 83 Stop Corrosion! The coatings’ corrosion protection can be carried out in various ways. Ones of the most important are the “sacrificial anode” effect, through the use of fillers based on metallic zinc, and the “barrier” effect, given by particular fillers that hinder the path of oxidizing agents to the metal. Sacrificial anode: the coatings, which contain a high percentage of zinc, offer a significant cathodic protection when applied to ferrous substrates (Fig. 2). Zinc, in fact, thanks to its low electrochemical potential, acts as the cathode during the corrosion process and degrades in place of ferrous support. Barrier effect: some types of fillers are Water,Oxygen, Corrosive species not limited to “reduce” the cost of a coating formulation but give a high degree of protection against corrosion a. Film pigmented with spherical particles to coating through the socalled barrier effect. The protection, in this case, is physical, a shield that is interposed between the oxidizing agents that are outside (air, humidity, chemical agents, etc.) and the metal. The best fillers used for this specific purpose have lamellar particles which are arranged parallel to the surface, making arduous the infiltration of the external oxidizing agents (Fig. 3). La protezione contro la corrosione offerta dalle vernici può essere espletata in vari modi. Tra i più importanti ricordiamo l’effetto “anodo sacrificale” ottenibile attraverso l’uso di filler a base di zinco metallico e l’effetto barriera dato da particolari filler che ostacolano il percorso degli agenti ossidanti verso il metallo. Anodo sacrificale: Le vernici contenenti una elevata percentuale di zinco offrono una rilevante protezione catodica quando applicate su substrati ferrosi (fig. 2). Lo zinco, infatti, dato il suo basso potenziale elettrochimico, funge da catodo durante il processo di corrosio2 ne e si degrada al posto del supporto ferroso. Water,Oxygen, Corrosive species Effetto barriera: Alcuni tipi di cariche non si limitano solo a “ridurre” il costo formulativo di un rivestimento ma impartiscono alla b. Film pigmented with lamellar particles vernice una ele3 vata protezione contro la corrosione attraverso il cosiddetto effetto barriera. La protezione è, in questo caso, una protezione fisica, uno scudo che si interpone tra gli agenti ossidanti che si trovano all’esterno (aria, umidità, agenti chimici, etc.) e il metallo del manufatto. I migliori filler usati per questo specifico scopo hanno le particelle di tipo lamellare le quali si dispongono parallele alla superficie rendendo impervio il cammino degli agenti ossidanti esterni (fig. 3). Correlation between corrosion and environment – ISO 12944 description The type and the amount of corrosion to which a metal is subjected depend strongly on the environment where the manufactured object is located. It is well know, in fact, that articles identical for composition and manufacture, placed in different locations, can be damaged by the corrosion in very different ways. Starting from this assumption, the International Organization for Standardization (ISO) has classified, in the Standard ISO 12944, different environments (outdoor and indoor) as a function of their corrosivity levels. Legame tra corrosione e ambiente - Descrizione della ISO 12944 Il tipo e l’entità di corrosione al quale un manufatto in metallo è sottoposto dipende fortemente dall’ambiente ove esso si trova. È risaputo, infatti, che manufatti identici per composizione e manifattura, posizionati in località diverse, possono subire danni dovuti alla corrosione molto diversi tra loro. Partendo da questo presupposto, la International Organization for Standardization (ISO) ha classificato, all’interno della norma ISO 12944, i diversi ambienti (interni ed esterni) in funzione della loro classe di corrosività. 84 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine INNOVATIONS: PRESENT&FUTURE The classification is summarized in the table below: Corrosivity Level C1 Very Low C2 Low C3 Medium C4 High C5-I Very High (Industrial) C5-M Very High (Marine) La classificazione è riassunta nella seguente tabella: Typical outdoor environment Typical indoor environment - Heated buildings with clean/neutral atmosphere, for example offices, schools, hotels, shops. Environments with low pollution, mainly rural areas. Not heated buildings where condensation may be formed, for examples warehouses, sport’s room. Urban and industrial environments, moderate sulphur dioxide pollution. Coastal areas with low salinity. Production areas with high humidity and a relative pollution level; for example alimentary industry, laundries, breweries, dairies. Industrial and coastal areas with moderate salinity. Chemical processing plants, swimming pools, coastal sites for boats. Industrial areas with high humidity and aggressive atmosphere. Buildings or areas with almost permanent condensation and with high pollution. Coastal and offshore areas with high salinity. Buildings or areas with almost permanent condensation and with high pollution. The ISO Standard just mentioned, besides the corrosive environments’ classification, establishes also the protection type necessary for a steel object according to the environment where it will stay. The sense of the ISO 12944, in other words, is to give an adequate support in choosing the right pre-treatment and the right curing La norma ISO appena citata, oltre a classificare i diversi ambienti corrosivi, stabilisce anche quale tipo di protezione deve essere data ad un manufatto in acciaio in funzione dell’ambiente dove esso dovrà operare. Il senso della Norma ISO 12944, in altre parole, è quello di dare un adeguato supporto nella scelta del tipo Stop Corrosion! cycle in order to have a maximum durability according to the environment where the coated object will stay. The durability of a coating system should then be tested through the accelerated aging tests contained in Standard UNI EN ISO 12944-6. It is important to note that the term “durability” indicates a forecast of the effectiveness of a complete curing cycle (substrate’s preparation, pre-treatment, pre-treatment’s quality, coating, polymerization, etc.) in order to obtain a good protection against corrosion. The durability, therefore, does not equate to a guarantee time but it is only an indication of time that can elapse the painting and the subsequent maintenance’s action. The durability is divided in 3 levels according to the UNI EN ISO 12944-1: • Low (L) = from 2 to 5 years • Medium (M) = from 5 to 15 years • High (H) = more than 15 years di pretrattamento e del ciclo di verniciatura per ottenere la massima durabilità in funzione dell’ambiente in cui è situato il manufatto. La durabilità di un sistema verniciante deve poi essere provato mediate i test di invecchiamento accelerato riportati nella normativa UNI EN ISO 12944-6. È importante precisare che con il termine durabilità si intende una previsione indicativa dell’efficacia di un ciclo completo di verniciatura (preparazione del supporto, pretrattamento, qualità del pretrattamento, verniciatura, polimerizzazione, etc.) al fine di ottenere una buona protezione anticorrosiva. La durabilità, quindi, non è una garanzia di durata ma solo un’indicazione dell’intervallo di tempo che può intercorrere tra la verniciatura ed il successivo intervento di manutenzione. La durabilità è suddivisa, in base alla norma UNI EN ISO 12944-1, in 3 classi: • Bassa (L) = da 2 a 5 anni • Media (M = da 5 a 15 anni • Alta (H = oltre 15 anni The durability is also associated to some chemical-physical tests. Some of these tests, according to corrosion levels, are shown in the table below. ed è associata ad una serie di test chimico-fisici. Alcuni di essi sono riportati nella seguente tabella in funzione della classe di corrosione. Corrosion level as determinated by ISO 12944-2 Durability Level C2 Low (L) Medium (M) High (H) Low (L) Medium (M) High (H) Low (L) Medium (M) High (H) Low (L) Medium (M) High (H) Low (L) Medium (M) High (H) C3 C4 C5-I C5-M ISO 28121 (chemical resistance) hours _ _ _ _ _ _ _ _ _ 168 168 168 _ _ _ As mentioned before, the Standard UNI EN ISO 12944, besides giving information about the tests to be performed, gives also information about the type of pre-treatment and coating to be done in order to reach the goal. Let’s consider, for example, a C4 aggressive environment. For this type of environment, the ISO Standard enunciates that the steel structures must be: a) sandblasted with SA 2,5 grades; 86 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine ISO 28122 (water immersion) hours _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ ISO 6270 (water’s condensation) hours 48 48 120 48 120 240 120 240 480 240 480 720 240 480 720 ISO 9227 (neutral salt spray) hours _ _ _ 120 240 480 240 480 720 480 720 1440 480 720 1440 Come già detto in precedenza, la Norma UNI EN ISO 12944, oltre a dare informazioni sui test da eseguire, da indicazioni anche sulla tipologia di pretrattamento e di verniciatura da eseguire per il raggiungimento dell’obiettivo. Consideriamo, ad esempio, l’ambiente aggressivo di tipo C4. Per questo tipo di ambiente la norma dice che le strutture in acciaio devono essere: a) sabbiate con grado SA 2,5; INNOVATIONS: PRESENT&FUTURE b) coated with one or two layers of a suitable primer (80 micron thickness); c) finished with two or three layers of a suitable “top coat” (120 -240 micron thickness, according to the type of powder coating and the durability required); d) the final thickness of the film should be between 200 and 320 micron, according to the durability required. Salt spray test for a C4 environment is showed below: Environment C4 Durability Level Low (L) Medium (M) High (H) ST Powder Coatings’ Anticorrosive Primer In order to meet the needs of many customers, ST Powder Coatings’ R&D labs have developed two specific anticorrosive primer to prevent the corrosion and to protect steel objects from it. EZ-658-7300-010 The primer EZ-658-7300-010, based sed on “sacrificial anode” technology, y, carries out its protection thanks to its high content of metallic zinc. The anticorrosive performances of this primer, combined with a suitable pre-treatment cycle, closely matches the hot dip galvanized steel ones. EY-658-7300-001 The anticorrosive primer EZ-658-7300-010, although carrying outt his anticorrosive duties perfectly, may not be be accepted by the final users because of raw materials considered dangerous for the environment (zinc powder). ST Powder Coatings’ R&D labs, therefore, have studied and developed an Anticorrosive Primer, totally dangerous substances free, based on an exceptional “barrier effect”. The product code of this primer is EY-658-7300-001. The tables below show the results of the salt spray tests carried out in parallel on samples coated with Primer EZ-658-7300-010 and with the new Primer EY658-7300-001, both over coated with white polyester. b) rivestite con 1 o 2 mani di un adeguato primer (spessore 80 micron); c) finite con un 2 o 3 mani di un adeguato “top coat” (spessore da 120 a 240 micron a seconda del tipo di vernice e della durata richiesta). d) Lo spessore totale del film di vernice deve essere tra i 200 e i 320 micron, a seconda della durata richiesta. Il test di nebbia salina previsto per l’ambiente C4 è riportato nella seguente tabella: ISO 9227 (Neutral salt spray) 240 hours 480 hours 720 hours Primer Anticorrosivi di produzione ST Powder Coatings Per far fronte alle esigenze di molti clienti, i laboratori della ST Powder Coating hanno sviluppato due specifici primer anticorrosivi per prevenire e proteggere i manufatti in acciaio dalla corrosione. EZ-658-7300-010 EZ 658 58 7300 010 0 EZ-658-7300-010, basato sulIl primer p tecnologia dell’anodo sacrificale, la tecn svolge la sua azione protettiva grazie aal suo elevato contenuto di zinco metallico. Le performance antim corrosive di questo primer, in ccombinazione con un adeguati ciclo di pretrattamento, si avvicinano a quelle dell’acciaio zincato a caldo. EY-658-7300-001 EY-658 primer anticorrosivo EZ-658-7300-010, Il prim egregiamente le sue funziopur svolgendo svolg lg anticorrosive, ni anticorro osive può ppu non essere accettato dagli utilizzatori finali in quanto contenente materie prime considerate pericolose per l’ambiente (lo zinco in polvere). I laboratori di Ricerca e Sviluppo ST, perciò, hanno studiato e realizzato un Primer Anticorrosivo totalmente privo di sostanze pericolose che basa la sua efficacia anticorrosiva su un eccezionale effetto barriera. Il codice del primer in questione è EY-658-7300-001. Le seguenti tabelle riportano l’esito dei test in nebbia salina effettuati in parallelo su provini verniciati con il Primer EZ-658-7300-010 e con il nuovo EY-658-7300-001 e sovra verniciati con un poliestere liscio lucido bianco. international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25 87 Stop Corrosion! Table 1:Corrosion resistance of EY-658-7300-001 and EZ-658-7300-010 on Zinc phosphate steel panels, over coated with polyester powder coatings code P2-8589010-010 (ISO 9227 neutral salt spray). Tabella 1:Resistenza alla corrosione di EY-658-7300-001 e EZ-658-7300-010 applicati su pannelli in acciaio pretrattati con Fosfati di Zinco e sovraverniciati con finitura poliestere cod. P2-858-9010-010 (ISO 9227 neutra). Primer Tested 1.000 hours 2.000 hours 3.000 hours 4.000 hours 5.000 hours EY-658-7300-001 No blistering. No blistering. No blistering. No blistering. No blistering. No film detachment. No film detachment. No film detachment. No film detachment. No film detachment. EZ-658-7300-010 No blistering. No blistering. No blistering. No blistering. No blistering. No film detachment. No film detachment. No film detachment. No film detachment. No film detachment. Table 2: Corrosion resistance of EY-658-7300-001 and EZ-658-7300-010 on Iron phosphate steel panels, over coated with polyester powder coatings code P2858-9010-010 (ISO 9227 neutral salt spray). Tabella 2: Resistenza alla corrosione di EY-658-7300-001 e EZ-658-7300-010 applicati su pannelli in acciaio pretrattati con Fosfati di Ferro pesante e sovraverniciati con finitura poliestere cod. P2-858-9010-010 (ISO 9227 neutra). Primer Tested EY-658-7300-001 500 hours No blistering. No film detachment. 1.000 hours No blistering. No film detachment. 2.000 hours No blistering. Film detachment near the crosscut (3-6 mm) EZ-658-7300-010 No blistering. No film detachment. No blistering. No film detachment. No blistering. Film detachment near the crosscut (1-8 mm) The anticorrosive properties of both primer (EZ and EY), combined with an appropriate pretreatment cycle, allow to reach and widely exceed the corrosion resistance tests for the highest durability levels described in Regulation ISO 12944 (C5-I e C5-M). Some coated panels subjected to accelerating aging test are shown in the images below. 88 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine Le proprietà anticorrosive di entrambi i primer, combinati con un adeguato ciclo di pretrattamento, consentono di raggiungere e superare ampiamente i test di resistenza alla corrosione previsti per le più alte classi di durabilità descritte nella Norma ISO 12944 (C5-I e C5-M). Una immagine dei provini sottoposti al test di invecchiamento accelerato è riportata di seguito.
© Copyright 2026 Paperzz