cod. 988355
TECHNOTRIS 180
MIG-TIG-MMA
inver ter
MANUALE PER LA
RIPARAZIONE E
RICERCA GUASTI
“riparazione
no
problem!”
TECHNOTRIS 180
ATTREZZATURA NECESSARIA
6
5
1
2
4
7
3
9
8
STRUMENTI INDISPENSABILI
1
2
3
4
5
6
Oscilloscopio doppia traccia
Carico statico
Variac 0 - 300v 1500VA
Multimetro digitale
Sonda di Hall
Alimentatore HV
cod. 802401 (*)
cod. 802110 (*)
cod. 802402 (*)
cod. 802406 (*)
cod. 802403 (*)
STRUMENTI UTILI
7 Stazione dissaldante
VARIE
8 Pinza a becchi piatti
9 Tronchesino
(*) La strumentazione con codice può essere fornita da Telwin. Il prezzo di vendita viene comunicato su richiesta!
2
TECHNOTRIS 180
F) E' necessario prestare la massima attenzione in ogni fase di
smontaggio e montaggio
dei vari elementi della macchina. Per
quello che riguarda in particolare i cablaggi è consigliabile
etichettarli prima di scollegare i connettori.
G) Conservare la minuteria e gli elementi che vengono smontati per
poi posizionarli nel processo inverso di montaggio (particolari
danneggiati non vanno mai omessi ma sostituiti in riferimento
all'elenco ricambi riportato nelle ultime pagine del presente
manuale).
H) Le schede (eventualmente riparate) e i cablaggi non vanno mai
modificati senza preventiva autorizzazione da Telwin.
I) Per una corretta interpretazione e utilizzo del pannello di controllo
e per ulteriori informazioni sulle caratteristiche e funzionalità della
macchina fare riferimento al Manuale Istruzione.
J) ATTENZIONE! La macchina in funzione presenta al suo interno
valori di tensione pericolosi, evitare pertanto di toccare le schede
che la compongono quando essa è sotto tensione.
MODULO ALIMENTATORE HV
L' ALIMENTATORE HV viene utilizzato per garantire il funzionamento
dell'alimentatore switching (circuito su scheda primario che fornisce le
tensioni ausiliarie) anche in caso di funzionamento della macchina in
bassa tensione.
Esso può essere facilmente costruito facendo riferimento agli schemi
elettrici di figura A e utilizzando i seguenti componenti:
T1 = trasformatore di isolamento 230-230V 50VA(*)
D1 = ponte raddrizzatore 36MB 80 (cod. 112357)
C1 = condensatore elettrolitico 470uF 400V ALL
(cod.112514)
R1 = resistenza 10 ohm 5W 5%
R2 = resistenza 100K ohm 2W 5%
F1 = fusibile ritardato 1.5 A Portafusibile 5X20mm
Faston rosso e nero femmina
Scatola in plastica.
GUIDA ALLA RIPARAZIONE DELLA
MACCHINA
Figura A
SCHEMA ELETTRICO ALIMENTATORE (USCITA HV):
F1
R1
T1
10
5
1) Smontaggio della macchina
Ogni manipolazione deve essere svolta in completa sicurezza con il
cavo di alimentazione scollegato dalla presa di rete.
A) Svitare le 2 viti della maniglia vicine alle clips in plastica nere sopra il
mantello (figura 1).
B) Svitare le 12 viti che fissano i due gusci in plastica (6 per ognuno) al
frontale e al retro (figure 2A – 2B).
C) Per liberare il guscio dal frontale ruotare leggermente il pannello di
controllo e passarlo dietro al guscio stesso (figure 2A – 2B).
Tale operazione può essere agevolata scollegando i cablaggi del
pannello e rimuovendolo temporaneamente.
D) Sfilare i 2 gusci spostandoli verso l'esterno (figura 2). NOTA: i due
particolari differiscono leggermente.
E) Svitare le 14 viti che fissano il mantello alla scocca, 7 da un lato e 7
dall'altro (figura 3).
F) Togliere il mantello (figura 3).
G) Rimuovere il fondo levando le 8 viti (figura 4 - conservare le
rondelle dentate).
D1
R2
IL TRASFORMATORE DI ISOLAMENTO PUO’ ESSERE SOSTITUITO CON 2
TRASFORMATORI DELLA STESSA POTENZA COLLEGANDO I
SECONDARI SECONDO QUESTO SCHEMA:
Terminata la riparazione, procedere in senso inverso con il montaggio
di fondo, mantello e gusci.
PRESCRIZIONI GENERALI DI
RIPARAZIONE
2) Pulizia dell'interno della macchina
Tramite aria compressa eseguire un'accurata pulizia dei componenti
del generatore per saldatura poiché la sporcizia rappresenta un
pericolo per le parti soggette ad alte tensioni e pregiudica la
separazione galvanica tra le schede primario e secondario.
E' quindi importante porre attenzione alla pulizia dei seguenti
particolari:
Vengono illustrate delle regole pratiche alle quali è indispensabile
attenersi per una corretta riparazione.
A) Maneggiare i componenti elettronici attivi, in particolare MOSFET,
IGBT e DIODI seguendo elementar i regole di protezione
antistatica (uso di calzari o bracciali antistatici, piani di lavoro
antistatici ecc…).
B) Per garantire il flusso termico tra componenti elettronici e
dissipatore interporre sempre un sottile velo di pasta
termoconduttiva (es. COMPOUND GREASIL MS12) in
corrispondenza della zona di contatto.
C) Le resistenze di potenza (qualora si renda necessaria la
sostituzione) vanno sempre saldate sollevate di almeno 3 mm dalla
scheda.
D) Se viene rimosso il silicone presente su alcuni punti delle schede
esso va poi applicato.
NB. Utilizzare solo siliconi a reticolazione ossimica o neutra che
non siano conduttivi (es. DOW CORNING 7093).In caso contrario il
silicone posto a contatto con punti a diverso potenziale (reofori
IGBT, MOSFET ecc.) deve essere lasciato reticolare prima di
collaudare la macchina.
E) La stagnatura manuale dei dispositivi a semiconduttore va
effettuata rispettando i limiti massimi di temperatura (generalmente
300°C per non più di 10 secondi).
Ventilatore d'estrazione aria fissato al frontale (figura 8):
verificare che la sporcizia non comprometta la corretta rotazione delle
pale, se tale condizione permane anche dopo la pulizia procedere con
la sostituzione dello stesso.
Ventilatore d'immissione aria fissato al retro (figura 8):
verificare che la sporcizia non comprometta la corretta rotazione delle
pale, se tale condizione permane anche dopo la pulizia procedere con
la sostituzione dello stesso.
Scheda controllo (figura 8):
Microcontrollore U1 con estrema attenzione,
Connettori vari.
3
Scheda primario (figura 5):
A) Reofori IGBT Q6, Q7, Q8 e Q9 (figura 10).
Eliminare anche l'eventuale polvere tra reofori e dissipatore.
TECHNOTRIS 180
B) Reofori diodi di ricircolo D21 e D25 (figura 10).
C) Reofori dei diodi sulle reti snubber D17, D18, D23 e D24 (figura 10).
D) Fotoaccoppiatori ISO4 e ISO5 (figura 10).
In particolare sulla scheda primario (figura 5) bisogna verificare:
A) Il collegamento del cavo di rete ai connettori CN4, CN5 e CN7A.
B) I collegamenti dall'interruttore d'alimentazione ai connettori CN2,
CN10, CN9 e CN11.
C) I terminali del primario del trasformatore di potenza applicati su
CN3 e CN6 (i cavi di collegamento del primario hanno lunghezza
diversa).
D) Collegamenti alimentazioni ausiliarie a 230Vac dalla morsettiera ai
connettori CN1 e CN8.
E) Alimentazione ventilatori e trasformatore ausiliario.
Scheda secondario (figura 6):
A) Diodi di potenza D1, D2, D3, D4, D5.
B) Capsula termostatica su dissipatore.
Gruppo traino - scheda trainafilo - scheda filtro HF (figura 7).
3) Esame visivo della macchina
Sulla scheda secondario (figura 6) bisogna verificare:
A) I 2 collegamenti dal trasformatore di potenza alle prime 2 boccole
(inoltre collegamento di un capo dell'induttanza filtro).
B) Il collegamento dalla dinse positiva alla terza boccola.
C) Il fissaggio dello shunt tra terza boccola e foro del dissipatore (e
relativi fili di lettura).
D) Il cablaggio del termostato su dissipatore.
Verificare che non vi siano deformazioni meccaniche, ammaccature,
connettori danneggiati e/o scollegati.
Verificare che il cavo di alimentazione non risulti danneggiato o
scollegato internamente e che i ventilatori siano funzionanti.
Osservare che i componenti sotto elencati non presentino segni di
bruciature o rotture:
A) Interruttore di alimentazione (figura 8).
Controllare con il tester se i contatti sono incollati o aperti.
Probabile causa: Shock meccanico o elettrico (es. ponte
raddrizzatore o IGBT in corto, manovra sotto carico).
B) Varistore RV1 (figura 10).
Probabile causa: macchina collegata a tensione di linea molto
superiore di 230Vac (es.380Vac).
C) Relè K1e K2 (figura 10).
Probabile causa: vedi interruttore di alimentazione.
NB. Se i contatti del relè sono incollati, non tentare di staccarli e
pulirli ma sostituire i relè.
D) Condensatori elettrolitici C33, C34, C35 e C36 (figura 10).
Probabile causa:
- shock meccanico;
- macchina collegata ad una tensione di linea molto superiore di
230Vac;
- reoforo di uno o più condensatori spezzati: i rimanenti vengono
sollecitati eccessivamente quindi, riscaldandosi si danneggiano.
- invecchiamento dopo un considerevole numero di ore di lavoro.
E) IGBT Q6, Q7, Q8 e Q9 (figura 10).
Probabile causa:
- rete snubber interrotta;
- contatto termico tra l'IGBT e il dissipatore scadente (es. vite di
fissaggio allentata);
- guasto al circuito di comando (driver);
- ferriti del trasformatore di potenza allentate;
- eccessivo surriscaldamento connesso a funzionamento anomalo.
F) Diodi del primario D17, D18, D21, D23, D24 e D25 (figura 10).
Probabile causa:
eccessivo surriscaldamento connesso a funzionamento anomalo.
G) Diodi del secondario D1,D2,D3,D4,D5(figura 10).
Probabile causa:
- rete snubber interrotta;
- contatto termico diodi-dissipatore scadente (es. viti di fissaggio
allentate: controllare).
- condizioni anomale di collegamento dell'uscita della macchina.
H) Fusibile a monte del trasformatore ausiliario (figura 5).
Controllare che non sia interrotto.
I) Qualora la riparazione richieda un controllo più approfondito:
condizioni dell'assieme trasformatore - trasformatore HF induttanza filtro (figura 8).
J) Elettrovalvole TIG e MIG (figura 5).
K) Motore trainafilo 24Vdc (figura 6).
L) Interruttore di sicurezza del pannello laterale (figura 7).
Altre verifiche:
A) Il collegamento che unisce il trasformatore HF con l'uscita dinse
negativa.
B) Il collegamento dalla dinse positiva al vano trainafilo (sul positivo attenzione al coretto fissaggio del volantino ).
C) Il collegamento dall'induttanza filtro al vano trainafilo (sul negativo attenzione al corretto fissaggio del volantino).
D) Il collegamento dalla torcia MIG al positivo o negativo nel vano
trainafilo: CAMBIO POLARITA' (attenzione al corretto fissaggio del
volantino).
E) I 2 collegamenti di comando del motore trainafilo su J1 e J2 della
scheda controllo motore.
F) Il cablaggio tra scheda controllo (su JP4) e presa comando a
distanza.
5) Misure elettriche a macchina spenta
Con multimetro digitale settato in prova diodi controllare i seguenti
componenti (tensioni giunzioni non inferiori a 0.2V):
A) Ponti raddrizzatori D19 e D22 (figura 10).
B) IGBT Q6, Q7, Q8, Q9 (assenza di cortocircuiti tra collettore - gate e
tra emettitore - collettore).
C) Diodi diretti e di ricircolo del secondario tra anodo e catodo (figura
11).
D) IGBT e diodi Q1, Q3, D2, D6 su scheda controllo motore (assenza di
cortocircuiti tra collettore, gate e anodo, catodo.
E) Ponte raddrizzatore D5 e diodo zener D8 sull'alimentazione della
scheda controllo motore.
Con un multimetro digitale settato in ohm controllare i seguenti
componenti:
A) Resistenza R34: 47 ohm ±5% 7W (resistenza precarica in figura
10).
B) Resistenze R35, R39: 20 ohm ±5% 25W (snubber primario in figura
10).
C) Resistenza R4: 10 ohm ±5% 5W (snubber secondario in figura 11).
D) Resistenza R20 (47 ohm ±10% 5W) su scheda controllo motore.
E) Prova continuità capsula termostatica su dissipatore diodi
secondario: scollegare i 2 fili provenienti dalla capsula e misurare la
resistenza ai suoi capi, deve essere circa 0 ohm.
F) Prova continuità capsula termostatica su reattanza filtro: scollegare
uno dei fili provenienti dalla capsula e misurare la
resistenza ai suoi capi, che deve essere circa 0 ohm.
4) Controllo cablaggi di potenza e di segnale
6) Misure elettriche a macchina funzionante
E' importante controllare che tutti i collegamenti siano in buono stato e i
connettori correttamente inseriti e/o fissati (attenzione al corretto
serraggio delle viti che fissano le boccole).
Attraverso le prove in seguito illustrate è possibile verificare la
funzionalità della macchina nelle sue parti di potenza e di controllo in
relazione alle diverse modalità di saldatura selezionabili.
4
TECHNOTRIS 180
che l'indicazione numerica sul display cambi.
E) Verificare attraverso i tasti che si accendano i leds sul pannello
relativi alle diverse funzioni: vedi tabelle 1 e 2 riepilogo modalità e
parametri.
F) Effettuare un ciclo di caricamento e programmazione dei parametri
di saldatura (vedi Manuale Istruzione: programmazione).
NB. Per le successive prove impostare le modalità LOCAL (controllo a
pannello) e saldatura MMA (elettrodo).
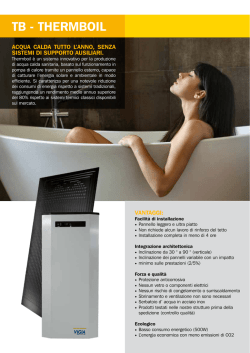
G) Con sonda di tensione x10 posta tra il pin 4 di JP8 e TP1 (connettore
di massa su quest'ultimo) di scheda controllo (angolo dietro
pulsante LOAD), verificare con oscilloscopio che sia presente una
forma d'onda analoga a quella di figura C.
Predisposizione alle prove:
A) Fissare il pannello di controllo, estratto come illustrato
precedentemente, al frontale tramite le quattro le viti e verificare sia
collegato correttamente. NB. Per evitare cortocircuiti, ogni azione e
manipolazione che interessa il pannello va svolta con estrema
attenzione: tenerlo lontano dalla scocca metallica della macchina
quando essa è accesa.
B) Scollegare i cablaggi dai faston J2 e J5 sulla scheda del generatore
HF (figura 6).
C) Scollegare da scheda primario su CN3 e CN6 i collegamenti al
trasformatore di potenza.
D) Predisporre l'oscilloscopio con sonda di tensione x100 collegata tra
reoforo della resistenza R14 dal lato di Q5 (drain di Q5) e reoforo
della resistenza R33 in prossimità a PIN4 di U5 (massa) su scheda
primario.
E) Scollegare su scheda primario il ponticello JP1.
F) Collegare l'uscita HV dell'alimentatore HV su scheda primario nel
seguente modo (figura 10):
- (+) Positivo (pinza) sul PIN del connettore JP1 dal lato della
resistenza R54,
- (-) Negativo (faston) sul faston negativo del ponte a diodi D19.
G) Rimuovere i 2 cavi dai connettori CN1 e CN8 su scheda primario e
prevedere 2 collegamenti a tali cavi liberi (collegati alla morsettiera –
figura 8) che consentano di applicare l'alimentazione (tensione 230
Vac) in maniera separata.
H) Collegare la spina della macchina ad un variac monofase con uscita
variabile 0-300 Vac.
Figura C
Prove di funzionalità pannellino e scheda primario in bassa
tensione:
A) Accendere l'alimentatore HV e l'alimentazione separata 230 Vac alla
morsettiera.
Verificare che dopo un transitorio di circa 4 secondi (display del
pannello indica "_ _ _ _" ) i relè K1 e K2 (figura 10) commutino e il
pannello di controllo si aggiorni senza riportare alcun allarme.
NOTA: L'eventuale corretta accensione del pannello con mancato
aggiornamento del display è indice di un probabile guasto che
interessa il pannello stesso oppure la scheda controllo motore.
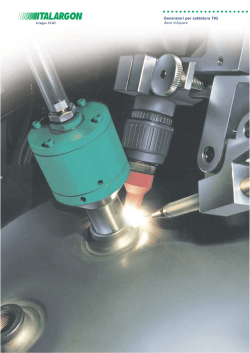
B) Verificare con oscilloscopio che la forma d'onda della tensione tra
drain di Q5 e massa sia analoga a quella riportata in figura B.
H) Controllare che tra il pin 7 e 8 degli opto-accoppiatori ISO4 e ISO5
della scheda primario (figura 9) ci sia una tensione di 26 Vdc ±15%.
I) Verificare con oscilloscopio (sonda di tensione x10) che la forma
d'onda della tensione tra gate ed emettitore degli IGBT Q6, Q7, Q8,
Q9 su scheda primario (figura 10) sia analoga a quella di figura D.
Figura B
Figura D
Frequenza: 33KHz ± 5%
C) Verificare su scheda primario i seguenti valori delle tensioni di
alimentazione:
- tra catodo di D14 e PIN4 di U5 pari a+15V ±5%,
- tra PIN 3 di U2 e case di U2 = +12V ±3%,
- tra PIN 3 di U3 e case di U2 = -12V ±3%,
- tra PIN 3 di U4 e case di U2 = +5V ±3%.
D) Ruotare l'encoder del pannello di controllo (figura 2A) e controllare
NB. Nel caso le verifiche dei punti G,H,I abbiano esito negativo e/o la
macchina indichi la presenza di un allarme (vedere su Manuale
Istruzione il riepilogo degli allarmi) il guasto potrebbe interessare la
scheda controllo (in tal caso si consiglia la sostituzione del pannello
di controllo) o il circuito di driver degli IGBT.
J) Spegnere l'HV e ripristinare i 2 faston di collegamento tra scheda
5
TECHNOTRIS 180
primario e trasformatore di potenza( CN3 e CN6).
- Accendere l'HV, l'alimentazione separata 230 Vac alla morsettiera
e il variac (impostato inizialmente al valore 0Vac). Chiudere
l'interru ttore generale di a limentazio ne d ella macchina e
aumentare progressivamente la tensione al valore 26Vac.
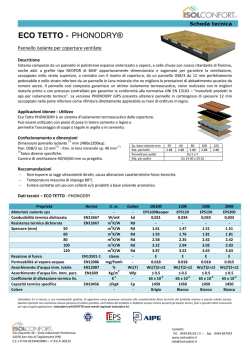
K) Verificare (sonda di tensione x100) che la forma d'onda della
tensione tra collettore ed emettitore degli IGBT Q6, Q7, Q8, Q9 della
scheda primario (figura 10) sia analoga a quella di figura E.
connettore JP6 sulla scheda di controllo (pannello). Se quindi
l'elettrovalvola si eccita è possibile che sia danneggiato il circuito di
chiusura del pulsante torcia: scheda filtro HF e/o collegamenti
verso/nella torcia (in tal caso procedere con un riscontro più
approfondito in modo da identificare precisamente l'origine del
problema).
D) Posizionare una sonda di tensione x10 tra J2 e J1 su scheda
controllo motore e impostare un valore di velocità del filo pari a
20m/min.
- Premere il pulsante torcia (o in sostituzione il pulsante di
avanzamento manuale nel vano trainafilo – figura 7) e verificare che
la forma d'onda ai capi del motore sia analoga a quella di figura F.
NOTA: Se al motore dc non giunge alcun comando controllare se
premendo il pulsante torcia il segnale tra il reoforo della resistenza R8
verso U1 e il case di U3 (massa) commuta dal valore +5V ±5% al valore
0V. Nel caso tale condizione sia soddisfatta è probabile che un guasto
interessi la scheda controllo motore stessa: si consiglia la sostituzione o
un'analisi più approfondita (es. alimentazioni a +18V ±3% tra PIN3 di
U3 e massa e a +15V ±3% tra PIN3 di U1 e massa oppure presenza
onda rettangolare di comando tra PIN6 di U4 e massa).
Figura E
Figura F
Tolleranza tempo: 5%
L) Spegnere la macchina, l'alimentatore HV e l'alimentazione separata
230 Vac alla morsettiera Inoltre:
- scollegare l'HV dalla macchina,
- ripristinare il ponticello JP1 su scheda primario.
- rimuovere i 2 collegamenti che forniscono l'alimentazione separata
alla morsettiera e ricollegare i cavi su CN1 e CN8 (scheda primario).
M) Riaccendere la macchina (con variac a 150Vac) e controllare indichi
la presenza di un allarme ("AL.1") con led giallo del pannello acceso
(figura 2A).
- Aumentare la tensione fino al valore 190Vac e controllare che la
macchina sia sempre in allarme.
- Aumentare nuovamente la tensione sul variac e verificare che entro
la fascia 200Vac e 260Vac (circa) la macchina non sia in allarme.
- Infine portare la tensione sul variac al valore 270Vac e verificare
che la macchina ritorni in allarme (non salire mai con il variac sopra
il valore 275Vac).
- Riportare subito il variac a 230Vac e controllare che i ventilatori
funzionino correttamente e con saldatura in modalità MMA il led
verde sul pannello si accenda.
- Spegnere la macchina.
N) Ricollegare i cablaggi J2 e J5 sulla scheda del generatore HF
(figura 6).
Tolleranza tempo:
E) Applicare una torcia TIG all'uscita della macchina.
Settare la macchina in TIG HF DC e verificare che in questo caso il
led verde sul pannello (figura 2A) si accede alla pressione del
pulsante torcia (in 2T).
F) Controllare che dopo la pressione del pulsante torcia si eccita
l'elettrovalvola TIG di comando del circuito del gas di protezione.
G) Verificare la corretta gestione del pulsante torcia in 2T e in 4T (per
dettagli vedi tabella 4).
H) Settata la macchina in TIG LIFT e predisposta la stessa alla
saldatura verificare la corretta partenza in LIFT (corrente 20A) sia in
2T e 4T: il ciclo rimane simile alla partenza con HF. Terminate le
prove spegnere la macchina.
NOTA: Qualora l'innesco dell'arco di saldatura tramite HF risulti
difficoltoso (alta frequenza debole), un guasto potrebbe interessare la
torcia o il circuito d'innesco dell'HF (controllare che alla pressione del
pulsante torcia non vi siano scariche all'interno della macchina).
Prove di funzionalità trainafilo in MIG elettrovalvole gas MIG e TIG,
partenza TIG-HF e TIG-LIFT:
A) Accendere la macchina (alimentata a 230Vac), impostarla in
modalità MIG e applicare una torcia MIG.
B) Verificare che in queste condizioni (carpenteria rimossa) premendo il
pulsante torcia la macchina indichi la presenza di un allarme ("AL.3")
con led giallo del pannello acceso (figura 2A).
NOTA: Per inibire la sicurezza dell'interruttore posto nel vano
trainafilo (figura 7) applicarvi sopra del nastro adesivo in modo tale
da mantenere permanente chiuso il contatto (terminate le prove si
raccomanda di rimuovere il nastro adesivo).
C) Controllare ora che dopo la pressione del pulsante torcia si ecciti
l'elettrovalvola MIG del circuito del gas di protezione, il motore entri in
rotazione e si accenda il led verde del pannello (per dettagli su
gestione del pulsante torcia in 2T e 4T vedi tabella 3).
NOTA: Se ciò non avviene provare a cortocircuitare i PIN 1e 2 del
7) Rimozione e riparazione scheda primario,
scheda secondario
Qualora la riparazione di una o entrambe le due schede risulti
complessa o impossibile procedere alla sostituzione integrale delle
stesse.
Ogni scheda è contraddistinta da un codice a 6 cifre (serigrafato in
bianco su lato componenti dopo la sigla TW). Tale codice rappresenta il
riferimento per un'eventuale sostituzione: Telwin si riserva sulla
possibilità di fornire schede con diverso codice compatibili.
Attenzione: prima di inserire la nuova scheda controllare attentamente
6
TECHNOTRIS 180
che questa non abbia subito danni dovuti al trasporto. Le schede da noi
fornite sono state precedentemente collaudate quindi, dopo una
corretta sostituzione, se il guasto per mane controllare i rimanenti
elementi della macchina. Se non espressamente richiesto dalla
procedura non agire mai sui trimmer delle schede.
- unire l'assieme dissipatori/componenti allo stampato inserendo tutti i
reofori nelle piazzole e i distanziali filettati sui 4 fori di fissaggio,
- fissare i dissipatori con i dadi e serrare ora definitivamente nel
seguente ordine:
- dadi fissaggio dissipatori a stampato con coppia di serraggio pari a 2
Nm ±20%,
- viti fissaggio raddrizzatori a dissipatori con coppia di serraggio pari a
2 Nm ±20%,
- viti fissaggio IGBT a dissipatori con coppia di serraggio pari a 1 Nm
±20%,
- saldare i terminali prestando attenzione che lo stagno non coli lungo
gli stessi.
- tagliare su lato componenti la parte sporgente dei reofori e verificare
che gli stessi non siano in corto (in particolare gate ed emettitore).
NB. I 4 IGBT devono appartenere allo stesso Kit di selezione fornito da
Telwin.
C) Rimozione scheda secondario (figura 11)
La scheda secondario, a meno che non sia danneggiato il
dissipatore a causa di uno scoppio distr uttivo dei diodi, in genere
non va rimossa e i diodi possono essere sostituiti direttamente su
scheda montata in macchina. In ogni caso, si precisa che per
rimuoverla, è necessario svitare le 4 viti che la fissano alle spalle,
rimuovere le 3 viti a testa esagonale che fissano shunt e collegano il
trasformatore di potenza quindi infine scollegare i cablaggi della
capsula termostatica e procedere con la sostituzione.
A) Rimozione assieme parte di potenza (figura 8)
- svincolare dalle fascette i vari cablaggi che corrono lungo il fianco
della macchina,
- staccare il cablaggio collegato sul connettore JP9 dal pannello di
controllo,
- staccare il cablaggio collegato sul connettore J2 della scheda
primario,
- scollegare il faston dalla capsula termostatica che collega
quest'ultima al pannello di controllo.
- dalla morsettiera fissata sul fianco della macchina scollegare i 2 fili
che garantiscono 0V e 230V al trasformatore ausiliario,
- rimuovere dalla scheda primario i faston collegati su CN4, CN5,
CN7A che fanno capo al cavo di alimentazione,
- rimuovere i faston che collegano il primario all'interruttore generale
di alimentazione,
- rimuovere dal frontale e dal retro gli attacchi che vincolano il tubo del
gas TIG e i faston collegati all'eletrovalvola TIG,
- rimuovere i dadi che fissano i cavi OUT+ e OUT- alle dinse + e -,
- staccare il collegamento OUT- anche nel vano trainafilo (fissato con
volantino per cambio polarità),
- scollegare infine gli altri cablaggi che vincolano l'assieme di
potenza, - svitare sul retro le 4 viti dai 4 angoli del ventilatore,
- svitare sul frontale le 4 viti dai 4 angoli del ventilatore,
- rimuovere completamente dalla struttura metallica l'assieme parte
di potenza sfilandolo lateralmente (divaricare leggermente la
struttura metallica per agevolare la rimozione). Per il montaggio
procedere in senso inverso: fissare l'assieme e ripristinare i vari
collegamenti.
Si richiama l'attenzione sulla procedura di sostituzione dei diodi
del secondario (figura 11):
- agendo su macchina capovolta svitare le viti che fissano al
dissipatore i componenti danneggiati e dissaldare la linguetta
metallica,
- rimossi i componenti pulire poi il dissipatore da asperità o sporcizie,
- applicare la pasta termoconduttiva seguendo le prescrizioni
generali,
- appoggiare i componenti sul dissipatore in corrispondenza delle
zone di saldatura e fissarli con le viti (coppia di serraggio viti 1.4 Nm
±20%),
- saldare le linguette prestando attenzione che lo stagno non formi
cortocircuiti.
NB. Verificare che la resistenza e il condensatore (snubber secondario)
siano saldati correttamente sullo stampato.
B) Rimozione scheda primario (figura 9)
- operando esclusivamente sull'assieme parte di potenza staccare
tutti i cablaggi collegati alla scheda primario (CN1, CN2, CN3 e
CN6),
- svitare le 2 viti che vincolano la morsettiera sul fianco dell'assieme,
- svitare le quattro viti (due per lato) che fissano il diatore primario alle
spalle in plastica (figura 8),
- svitare le quattro viti (due per lato) che fissano il PCB della scheda
primario alle spalle (figura 9),
- sfilando verso l'alto rimuovere la scheda primario completa di
radiatore dall'assieme. Per il montaggio procedere in senso inverso:
fissare la scheda e ripristinare i cablaggi.
8) Sostituzione schede HF, scheda controllo
motore e pannello di controllo
Nel caso in cui fossero danneggiate la scheda HF, o la scheda filtro HF
oppure la scheda controllo motore procedere con la sostituzione
integrale delle stesse svincolandole dalle colonnine in plastica che le
fissano alla struttura metallica (figura 12). Nel caso del pannello di
controllo (composto da: scheda controllo, scheda comandi e supporto
metallico) rimuovere semplicemente le viti che lo fissano alla struttura
della macchina.
Si richiama l'attenzione sulla procedura di sostituzione degli IGBT
e/o ponti raddrizzatori:
Anche se il danneggiamento interessa solo un IGBT vanno sempre
sostituiti tutti e 4.
- Sulla scheda rimossa dalla macchina svitare i 4 dadi di fissaggio dei
dissipatori (figura 10),
- dissaldare i componenti, liberare le piazzole dello stampato dallo
stagno e separare il dissipatore dalla scheda,
- prima di procedere alla sostituzione verificare che non siano
danneggiati anche i componenti che pilotano gli IGBT:
con multimetro in ohm controllare su stampato che non vi sia
cortocircuito tra la 1° e 3° piazzola (tra gate ed emettitore) in
corrispondenza di ogni componente, alternativamente le resistenze
R36, R37, R40 e R41 potrebbero essere scoppiate e/o i diodi D1,
D2, D4 e D5 non in grado di funzionare a una tensione di Zener
corretta (questo sarebbe stato rilevato nelle prove preliminari),
- rimuovere i componenti (IGBT, ponti a diodi o entrambi) allentando le
viti che li fissano ai dissipatori,
- pulire i dissipatori da eventuali asperità o sporcizie. Nel caso gli IGBT
siano scoppiati è possibile che i dissipatori siano stati danneggiati in
modo irreversibile: in tal caso sostituirli,
- applicare la pasta termoconduttiva seguendo le prescrizioni
generali,
- preparare i componenti da sostituire. Nel caso degli IGBT bisogna
piegare di 90° i reofori (evitare nel modo più assoluto di piegare e/o
tensionare la parte degli stessi vicina al case),
- posizionare le viti di tenuta dei componenti senza però fissarle in
modo definitivo,
9) Rimozione gruppo trainafilo
Si consiglia di agire con macchina capovolta.
A) Rimozione traino (figura 7)
- Se la bobina di saldatura è posizionata riavvolgere il filo in modo da
liberare il traino,
- svincolare il controrullo e allontanarlo dal rullo inferiore, - svitare la
vite che fissa la guaina guidafilo dal lato della bobina di saldatura ed
estrarla,
- svitare le 3 viti che fissano il taino al motore,
- svitare la vite che fissa il rullino all'albero motore e rimuovere il
rullino,
- svitare le 3 viti che fissano il traino al supporto metallico,
- svitare la vite che fissa il tubetto trainafilo dal lato dell'attacco torcia
MIG,
- svitare le 2 viti che sul pannello frontale fissano l'attacco torcia MIG e
allontanarlo dal traino, - estrarre il traino.
B) Rimozione motore (figura 6)
- con traino rimosso svitare le 4 viti che fissano il supporto metallico al
diaframma metallico,
- scollegare della scheda controllo motore i 2 faston J1 e J2,
- sempre con macchina capovolta estrarre il motore verso l'alto.
7
TECHNOTRIS 180
- Ripristinare il ponticello JP1.
- Rimuovere i 2 collegamenti che forniscono l'alimentazione separata
alla morsettiera e ricollegare i cavi su CN1 e CN8 (scheda primario).
COLLAUDO DELLA MACCHINA
Il collaudo va svolto su macchina assemblata prima della chiusura con
il mantello.
Durante le prove è vietato commutare i selettori o azionare il
telerruttore del carico ohmico con macchina in funzione.
B) Prova a carico minimo:
- Predisporre il carico statico con commutatori settati come da tabella
di figura H.
- Collegare attraverso il cavo di alimentazione la macchina alla rete e
accenderla.
- Impostare tramite l'encoder la corrente a 20A.
- Con carico inserito, verificare che le forme d'onda di tensione e
corrente siano analoghe quelle di figura H.
Predisposizione alle prove.
A) Scollegare i faston J2 e J5 sulla scheda del generatore HF (figura
6). B) Collegare tramite cavi dotati di apposite prese dinse la
macchina al carico statico.
C) Collegare una sonda di tensione x100 tra collettore (punta) e
emettitore (massa).
D) Passare la sonda di corrente del trasduttore a effetto Hall sul cavo
che collega il trasformatore di potenza al faston CN6 su scheda
primario (figura 5). (Freccia di riferimento del verso della corrente
entrante in CN6).
E) Collegare l'Hall Probe e la sonda di corrente all'oscilloscopio.
F) Scollegare su scheda primario il ponticello JP1.
G) Collegare l'uscita HV dell'alimentatore HV su scheda primario nel
seguente modo (figura 10):
(+) Positivo (pinza) sul PIN del connettore JP1 dal lato della
resistenza R54,
(-) Negativo (faston) sul faston negativo del ponte a diodi D19.
H) Rimuovere i 2 cavi dai connettori CN1 e CN8 su scheda primario e
prevedere 2 collegamenti a tali cavi liberi (collegati alla morsettiera
– figura 8) che consentano di applicare l'alimentazione (tensione
230 Vac) in maniera separata.
I) Collegare la spina della macchina al un variac monofase con uscita
variabile 0-300 Vac
Figura H
Tolleranza tempo: 10%
Scala corrente: 500mV=5A
Prove previste.
A) Prova a vuoto:
- Con carico disinserito accendere l'alimentatore HV e
l'alimentazione separata 230 Vac alla morsettiera.
- Controllare che i relè di precarica K1 e K2 commutino e i ventilatori
entrino in funzione.
- Controllare che si accenda il pannello di controllo e verificarne la
funzionalità: vedi misure elettriche a macchina funzionante.
- Effettuare un ciclo di caricamento e programmazione dei parametri
di saldatura (vedi Manuale Istruzione: programmazione).
NB. Per le successive prove impostare le modalità LOCAL (controllo
a pannello), saldatura MMA (elettrodo) e selezionato il parametro
Arc Force, portarlo al minimo tramite l'encoder.
- Accendere la macchina, il variac e partendo da 0 Vac portare
progressivamente quest'ultimo al valore 230 Vac.
- Verificare che le forme d'onda della tensione e della corrente
visualizzate con oscilloscopio siano analoghe a quelle di figura G.
1
2
3
4
5
6
Numero commutatore
Tensione ai capi del carico: 20.8V ±1V
Corrente sul carico: 20A ±2A
C) Prova a carico medio:
- Settare il car ico come la tabella di figura I, riaccendere la
macchina, impostare una corrente di 80A e attivare il carico.
- Verificare che le forme d'onda di tensione e corrente siano analoghe
a quelle di figura I.
Figura I
Figura G
Tolleranza tempo: 10%
Scala corrente: 1V=10A
1
2
Tolleranza tempo: 10%
Frequenza: 33KHz 10%
Scala corrente: 200mV=2A
2
2
3
2
4
2
5
2
6
1
Numero commutatore
Tensione ai capi del carico: 23.2V ±2V
Corrente sul carico: 80A ±3A
- Spegnere la macchina,il variac e l'alimentatore HV.
- Scollegare la macchina dal variac e dall'alimentatore HV.
8
TECHNOTRIS 180
D) Prova a carico nominale:
- Settare il car ico come la tabella di figura J, riaccendere la
macchina, impostare una corrente di 170A e attivare il carico.
- Verificare che le forme d'onda di tensione e corrente siano analoghe
a quelle di figura J.
G) Verifiche funzionali:
- Prove in modalità MIG facendo riferimento ai punti in seguito riportati:
- predisporre il carico statico con i commutatori settati in posizione
2-1-1-1-1-1;
- accendere la macchina, effettuare un ciclo di caricamento del
programma P01 e collegare una torcia MIG (vedi Manuale
Istruzione: programmazione);
- con vano trainafilo aperto premere l'interruttore di sicurezza (figura
7), premere il pulsante torcia e controllare che il motore del traino
funzioni correttamente (NOTA: tutti i parametri vanno lasciati
secondo le impostazioni di fabbrica del programma P01);
- verificare che la corrente sul carico sia pari a 30A ±2A mentre la
tensione sia pari a 15.5V ±1V;
- controllare che sul display della macchina compaiano
alternativamente le indicazioni dei valori di tensione e corrente sul
carico confermando (con eventuale leggero scarto) le misure
effettuate sul carico;
- rilasciare il pulsante torcia e premere il pulsante di avanzamento
manuale del filo (figura 7): nel caso il motore trainafilo funzioni
correttamente ma non risulti soddisfacente l'avanzamento del filo
fare riferimento al manuale istruzione per la risoluzione di eventuali
anomalie di origine diversa da quella elettrica.
- Scollegare l'oscilloscopio e tutti gli strumenti.
- Scollegare la macchina dal carico statico e spegnerla.
- Collegare il generatore HF (collegamenti originali sui faston J2 e J5
della scheda HF).
ATTENZIONE! La tensione dell'alta frequenza è letale per il carico e
per qualsiasi strumento collegato alla macchina. Prima di proseguire
controllare accuratamente che tutti gli strumenti siano scollegati.
Evitare anche il contatto di parti del corpo con le uscite o con parti
interne del generatore.
- Riaccendere la macchina, caricare il programma P13 e premere il
pulsante torcia: deve scattare l'elettrovalvola TIG e deve attivarsi il
generatore HF.
L'HF deve terminare il suo intervento dopo circa 2 secondi.
Rilasciare il pulsante torcia e controllare che si disecciti
l'elettrovalvola TIG.
H) Prova di durata e chiusura macchina:
Con commutatori del carico settati in posizione 3-3-3-2-2-2 e
selezionata la modalità MMA (elettrodo) con corrente impostata al
valore 150A, lasciare la macchina in funzione fino all'intervento delle
capsule termostatiche (macchina in allarme).
- Verificato il corretto posizionamento dei cablaggi interni assemblare
definitivamente la macchina.
I) Prove di saldatura:
- Saldatura MMA
Con macchina predisposta secondo le prescrizioni del manuale
istruzione provare a saldare in modalità MMA a corrente 80A
(elettrodo diam. 2.5 mm) con parametro Arc Force settato al
massimo (100%): controllare il comportamento dinamico della
stessa e verificare il funzionamento dell'Hot Start e dell'Arc Force.
- Saldatura TIG
Con macchina predisposta secondo le prescrizioni del manuale
istruzione collegare una torcia TIG (elettrodo verde 1.6 mm e gas a
4.5 l/min), caricare il programma P13 e fare una prova di saldatura su
ferro o acciaio in 2T DC HF a 40A con rampa di discesa e postgas per
controllare le funzioni in TIG.
- Saldatura MIG
Con macchina predisposta secondo le prescrizioni del manuale
istruzione collegare una torcia MIG (bobina di filo d'acciaio 0.8 mm e
gas in miscela Argon/CO2 a 10 l/min), caricare il programma P05 e
fare una prova di saldatura su ferro controllando la regolarità
dell'avanzamento e della fusione del filo (può essere necessario
ritoccare leggermente la tensione o la velocità del filo in modo da
ottenere cortocircuiti regolari e frequenti: indice questo di buon
funzionamento della macchina).
Figura J
Tolleranza tempo: 10%
Scala corrente: 1V=10A
1
3
2
3
3
3
4
3
5
2
6
2
Numero commutatore
Tensione ai capi del carico: 26.8V ±2V
Corrente sul carico: 170A ±3A
E) Prova a carico massimo (tensione nominale):
- Sempre con corrente a 170A, settare il carico con tutti i commutatori
in posizione 3.
Verificare che il valore massimo della corrente rilevata la sonda
(sempre su CN6 del primario) non superi il valore di 63A +0A -5A.
F) Verifica tensioni diodi scheda secondario:
- Collegare 2 sonde di tensione x100 tra le 2 uscite del trasformatore
di potenza della scheda secondario (puntali) e shunt verso
dissipatore (masse).
- Connesse le 2 sonde all'oscilloscopio e nelle condizioni di carico
secondo tabella di figura J accendere la macchina.
Sempre con una corrente pari a 170A verificare che le forme d'onda
delle tensioni visualizzate con oscilloscopio siano analoghe a quelle
di figura K.
Spegnere la macchina.
Figura K
Tolleranza tempo: 10%
Il picco di tensione inversa non deve superare 250V
9
TECHNOTRIS 180
TAB. 1
TAB. 3
MODALITA' DI FUNZIONAMENTO
FUNZIONI BASE:
CICLO MACCHINA MIG 2 T e 4T in Fe/Ss Al (
) - NO GAS (
)
MMA (elettrodo)
CONTINUO
TIG HF DC
V/I
TENSIONE ARCO / CORRENTE SALDATURA
PRE GAS
POST GAS
FINE CICLO
PULSATO
EV= OFF
EV= ON
EV= ON
EV= ON
EV= OFF
MIG/MAG Fe/Ss
MIG/MAG AI
MOG NO GAS
INNESCO
ARCO
TIG LIFT (in tutte le modalità TIG HF illustrate)
FUNZIONI AGGIUNTIVE:
O
t
Comandi operatore a pannello (LOCAL)
Comandi operatore a distanza (CAD)
2T (ciclo pulsante torcia 2 tempi)
2 T:
P.T. OFF
4 T:
P.T. OFF
P.T. ON
P.T. ON
P.T. ON
P.T. OFF
P.T. ON
P.T. OFF
P.T. OFF
P.T. OFF
4T (ciclo pulsante torcia 4 tempi)
Possibilità di scelta parametro Rampa di salita e corrente di base (TIG)
SPOT (con temporizzatore di puntatura)
Possibilità di scelta parametro Tempo di spot
LEGENDA:
EV = Elettrovalvola
(
)=
PT = Pulsante torcia
SALDATURA
A TENSIONE
COSTANTE
SALDATURA
(
)= A CORRENTE
COSTANTE
TAB. 4
TAB. 2
PARAMETRI PER OGNI MODALITA' (in 2T)
FUNZIONI
PARAMETRI BASE
MMA
Corrente principale
Arc Force
TIG HF DC CONTINUO
TIG HF DC PULSATO
MIG/MAG Fe/Ss
MIG/MAG AI
CICLO MACCHINA TIG 2 T CON HF (
I
PRE GAS
INNESCO
ARCO
FINE CICLO
EV= ON
EV= ON
EV= ON
EV= ON
EV= ON
EV= OFF
HF=OFF
HF= OFF
HF= ON
HF= OFF
HF= OFF
HF= OFF
HF= OFF
I=0
I=0
I=0
I=0
t
P.T. OFF
P.T. ON
P.T. ON
P.T. ON
P.T. OFF
CICLO MACCHINA TIG 4 T CON HF (
Tensione arco
Velocità filo
Reattanza elettronica
I
P.T. OFF
P.T. OFF
) - LIFT (
RAMPA
SALITA
CORRENTE
SALDATURA
RAMPA
DISCESA
POST GAS
FINE CICLO
EV= ON
EV= ON
EV= ON
EV= ON
EV= ON
EV= OFF
HF= ON
HF= OFF
HF= OFF
HF= OFF
HF= OFF
HF= OFF
I=0
I=0
PRE GAS
INNESCO
ARCO
EV= OFF
EV= ON
HF=OFF
HF= OFF
I=0
I=0
)
Corrente
principale
Corrente
di base
INNESCO
ARCO
O
t
{
Stessi parametri di tutte
le modalità TIG HF
POST GAS
O
Tensione arco
Velocità filo
Reattanza elettronica
TIG LIFT
RAMPA
DISCESA
)
INNESCO
ARCO
Corrente principale
Corrente di base
Frequenza
Duty cycle
Postgas
Rampa di discesa
MOG NO GAS
CORRENTE
SALDATURA
EV= OFF
Corrente principale
Postgas
Rampa di discesa
Corrente principale
Velocità filo
Reattanza elettronica
) - LIFT (
P.T. OFF
NOTA: le funzioni 4T e SPOT consentono di modificare anche i
parametri a esse correlati
LEGENDA:
10
P.T. ON
P.T. ON
EV = Elettrovalvola
I = Corrente di saldatura
P.T. OFF
P.T. ON
P.T. OFF
P.T. OFF
PT = Pulsante torcia
HF = Alta frequenza (se attiva)
TECHNOTRIS 180
RIFERIMENTI ILLUSTRATI
FIG. 1
FIG. 2A
MANIGLIA
FRONTALE
CLIP
LEDS PANNELLO
DISPLAY
ENCODER
TASTO
CARICAMENTO
VITE
GUSCIO
VITE
GUSCIO
PANNELLO DI
CONTROLLO
TASTO
RICHIAMO
PROGRAMMI
SELEZIONE
PARAMETRI
VITE GUSCIO
VITE
GUSCIO
VITI MANIGLIA
TASTI
FUNZIONI
CLIP
FIG. 3
VITI MANTELLO
CHIUSURE
A SLITTA
MANTELLO
VITI MANTELLO
VITE
GUSCIO
ATTACCO
TORCIA MIG
VITE
GUSCIO
DINSE
NEGATIVA
ATTACCO
TORCIA TIG
FIG. 2B
INTERRUTTORE
GENERALE
ALIMENTAZIONE
ATTACCO
ARIA TIG
DINSE
POSITIVA
RETRO
ATTACCO
ARIA MIG
ATTACCO
ARIA TIG
PRESA
COMANDO
A DISTANZA
VITI GUSCIO
VITI GUSCIO
VITE MANTELLO PANNELLO
LATERALE
CAVO
ALIMENTAZIONE
FIG. 4
VITI FONDO
FONDO
VITI FONDO
VITI GUSCIO
11
TECHNOTRIS 180
FIG. 5
FUSIBILE PRIMARIO
E TRASFO AUX
MORSETTERIA
SCHEDA
PRIMARIO
VANO TRAINAFILO
ELETTROVALVOLE
TIG E MIG
TRASFORMATORE
AUSILIARIO
PANNELLO
DI CONTROLLO
FIG. 6
PRESA DINSE
NEGATIVA
MOTORE TRAINAFILO
ATTACCO
TORCIA MIG
TRAINO
SCHEDA
CONTROLLO
MOTORE TRAINAFILO
SCHEDA
SECONDARIO
SCHEDA
FILTRO HF
SCHEDA
GENERATORE HF
(SOTTO NOMEX)
TERMOSTATO SU
DISSIPATORE
12
PRESA DINSE
POSITIVA
TECHNOTRIS 180
FIG. 7
ASPO
PULSANTE
AVANZAMENTO
MANUALE FILO
BOBINA FILO
SALDATURA
VOLANTINI
INTERRUTTORE
SICUREZZA
PANNELO
LATERALE
FISSAGGIO
CONTRORULLINO
CAVI CAMBIO
POLARITA’
VITI
PER
SUPPORTO
ATTACCO TORCIA
MIG
TUBETTO
TRAINAFILO
LATO TORCIA
SUPPORTO
TRAINO
FIG. 8
TUBETTO
TRAINAFILO
LATO MOTORE
CONTRORULLINO
RULLINO
VITI FISSAGGIO MORSETTIERA
INTERRUTTORE
GENERALE
PANNELLO
DI CONTROLLO
VITI FISSAGGIO
ASSIEME
PARTE DI POTENZA
VITI FISSAGGIO
ASSIEME PARTE
DI POTENZA
VENTILATORE
RETRO
VITI FISSAGGIO
SCHEDA
PRIMARIO
VENTILATORE
FRONTALE
ASSIEME
TRASFORMATORE POTENZA
+
TRASFORMATORE HF
+
INDUTTANZA FILTRO
(SOTTO)
MORSETTIERA
ALIMENTAZIONI
AUSILIARIE 230Vac
13
VITI FISSAGGIO
ASSIEME
PARTE DI POTENZA
TECHNOTRIS 180
FIG. 9
STRUTTURA
PORTANTE
VITI FISSAGGIO
SCHEDA PRIMARIO
ASSIEME PARTE DI POTENZA
FIG. 10
C33, C34, C35, C36
RV1
Q6
Q1
D17
D21
D25
D24
JP1
K1
Q9
K2
Q8
ISO4
14
ISO5
TECHNOTRIS 180
FIG. 11
TERMOSTATO
DISSIPATORE
SECONDARIO
VITI
FISSAGGIO DIODI
D3, D4, D5
D1, D2
VITI
FISSAGGIO DIODI
SNUBBER
DEL SECONDARIO
FIG. 12
STRUTTURA METALLICA
MOTORE
TRAINAFILO
SCHEDA
FILTRO HF
SCHEDA CONTROLLO
MOTORE
TRAINAFILO
15
COLONNINE
FISSAGGIO SCHEDE
TECHNOTRIS 180
ELENCO PEZZI DI RICAMBIO
LISTE PIECES DETACHEES
SPARE PARTS LIST
TECHNOTRIS 180
ERSATZTEILLISTE
PIEZAS DE REPUESTO
Esploso macchina, Dessin appareil, Machine drawing, Explosions Zeichnung des Geräts, Diseño seccionado maquina.
16
TECHNOTRIS 180
Chiusura Slitta
Schema elettrico, Schéma électrique, Diagram, Schaltplan, Esquema de conexiones.
17
TECHNOTRIS 180
Note:
Scheda tecnica di riparazione:
Con lo scopo di migliorare il servizio, alla fine di ogni riparazione chiediamo ad ogni Centro Assistenza di compilare
e restituire a Telwin la scheda tecnica riportata nella pagina seguente.
18
TECHNOTRIS 180
Centri assistenza autorizzati
Scheda riparazione
Data:
Modello macchina:
Matricola:
Ditta:
Tecnico:
In quale ambiente ha lavorato la macchina:
Cantiere
Officina
Altro:
Alimentazione:
Gruppo elettrogeno
Da rete senza prolunga
Da rete con prolunga m:
Stress meccanici subiti dalla macchina.
Descrizione:
Grado di sporcizia.
Distribuzione della sporcizia nella macchina
Descrizione:
Tipo di guasto
Sigla componente
Sostituzione scheda primario:
si
no
Sostituzione pannello controllo: si
no
Problemi riscontrati durante la riparazione:
Ponti raddrizzatori
Condensatori elettrolitici
Relè
Resistenza precarica
IGBT
Reti snubber
Diodi secondario
Encoder su pannello
Altro
19
TELWIN S.p.A. - Via della Tecnica, 3
36030 VILLAVERLA (Vicenza) Italy
Tel. +39 - 0445 - 858811
Fax +39 - 0445 - 858800 / 858801
e-mail: [email protected] http://www.telwin.com
ISO
9001
CERTIFIED QUALITY SYSTEM
© Copyright 2026 Paperzz