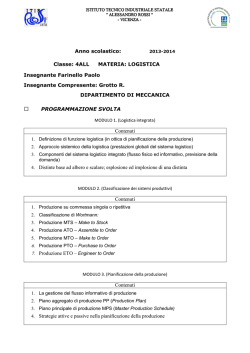
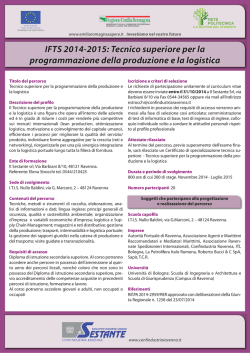
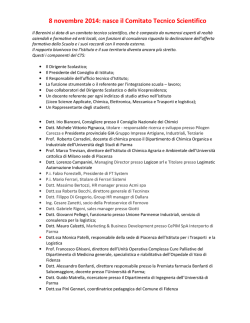
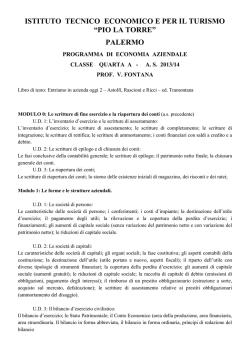
LOGISTICA INTERNA e GESTIONE MAGAZZINI - BOZZA Gianluca Venturi logistica interna e gestione magazzini rev.0.9 LOGISTICA INTERNA e GESTIONE MAGAZZINI Indice generale Introduzione...........................................................................................................................2 Il flusso dei beni.....................................................................................................................2 Gestione delle informazioni....................................................................................................3 Cartellino (Kamban)...........................................................................................................4 La distinta base..................................................................................................................4 Ciclo di lavoro....................................................................................................................5 Gestione di magazzini............................................................................................................6 Dimensionamento dei magazzini.......................................................................................6 Indice di rotazione.........................................................................................................6 Analisi ABC....................................................................................................................7 Gestione delle scorte.........................................................................................................9 Gestione scorte a “RIPRISTINO”..................................................................................9 Gestione scorte a “FABBISOGNO”.............................................................................14 Sistemi per controllo del magazzino e delle scorte.............................................................15 Anagrafica di magazzino.................................................................................................15 Giornale di magazzino (lista movimenti)..........................................................................15 Controllo giacenze ed inventario (scorte)........................................................................16 Layout...................................................................................................................................18 La progettazione del layout..............................................................................................18 Metodi per l'analisi dei processi.......................................................................................19 Dipendenza del layout dai volumi di produzione.............................................................22 Bibliografia / sitografia..........................................................................................................24 BOZZA 1 di 23 LOGISTICA INTERNA e GESTIONE MAGAZZINI - BOZZA Gianluca Venturi logistica interna e gestione magazzini rev.0.9 Introduzione La logistica interna si occupa della gestione, all'interno dello stabilimento, dei beni e delle informazioni ad essi legati. Questa materia comprende il controllo degli ingressi e delle uscite, la gestione del loro flusso internamente all'azienda, controllo della qualità ed accettabilità, controllo e mantenimento dei giusti livelli di scorta di materie prime nel tempo, la movimentazione, la conservazione, ottimizzazione dei tempi e dei costi dei flussi. Cercheremo qui di affrontare alcuni di questi aspetti con un livello di approfondimento che vuole essere una introduzione ai singoli temi, fornendo comunque strumenti concettuali ed operativi per impostare, ove possibile, stime, calcoli e valutazioni quantitative. Il flusso dei beni Il flusso dei beni all'interno di un'azienda comprende una serie di tappe che scandiscono le fasi di trasformazione degli stessi, passando attraverso lavorazioni (che forniscono un vero e proprio valore aggiunto), controlli e giacenze (magazzini). La logistica si occupa di fare in modo che queste tappe siano tra loro ben connesse e non comportino operazioni inutili (quindi dannose) e che avvengano in modo sicuro e veloce. I magazzini principali sono: – Magazzino materie prime: dove vengono stoccati i materiali che costituiranno fisicamente il prodotto finale. BOZZA 2 di 23 LOGISTICA INTERNA e GESTIONE MAGAZZINI - BOZZA Gianluca Venturi logistica interna e gestione magazzini rev.0.9 – Magazzini semilavorati: in cui vengono stoccati temporaneamente i materiali che hanno subito alcune lavorazioni e sono in attesa di subire le successive (WIP: Work In Progress). Tra questi ci sono i cosiddetti “Buffer” (cuscino) che svolgono l'importante funzione di dare continuità operativa a due lavorazioni successive 1 e, al contrario di altri magazzini, vengono quasi sempre posti all'interno della linea di produzione. – Magazzino prodotti finiti: creati per ospitare i prodotti che hanno completato tutti i processi di lavorazione e sono pronti per il cliente. Oltre ai magazzini dei materiali che concorrono alla composizione fisica del prodotto finale esistono altri tipi di magazzino spesso presenti in azienda che però, dal punto di vista di questo testo, hanno una importanza minore: – magazzino attrezzi (attrezzeria): contiene utensili, stampi, e attrezzi che, insieme alla macchine di produzione, ci consentono di realizzare attraverso le necessarie lavorazioni il prodotto finale; – magazzino materiali ausiliari: contiene materiali necessari alla realizzazione del prodotto ma che non ne faranno parte (ex. Materiali di consumo per le lavorazioni); – magazzini periferici: sono magazzini che, per motivi organizzativi e di costi sono esterni allo stabilimento produttivo e collocati in posizioni “logisticamente strategiche” ovvero in prossimità di uno o più infrastrutture di trasporto (ferrovie, aeroporti, porti, autostrade) Per quanto riguarda la gestione dei beni all'interno dello stabilimento produttivo si rimanda al capitolo sul Layout. Gestione delle informazioni A questo schema che rappresenta un flusso ideale di beni si deve far corrispondere un flusso, forse ancora più importante, che è quello delle informazioni. In alcuni casi un materiale sebbene riconoscibile ed apparentemente in buono stato potrebbe anche correre il rischio di dover essere scartato qualora non si riesca a reperire il relativo “Cartellino” (Kamban) o il ciclo di lavoro. Le informazioni in azienda si trasmettono in diversi modi: 1. convenzioni organizzative 2. comunicazioni verbali 3. comunicazioni cartacee 4. comunicazioni informatiche Per fare un esempio, nell'ambito delle convenzioni organizzative possiamo stabilire che un materiale possa essere posizionato in un posto piuttosto che un altro indicando in questo modo che esso abbia, ad esempio, già passato il controllo di qualità e sia pertanto impiegabile in produzione. Questo tipo di comunicazione, sebbene apparentemente efficiente e funzionale, può 1 Dare continuità operativa a due lavorazioni successive vuol dire consentire ad un'area in cui viene effettuata la lavorazione 2 di avere sempre disponibile il materiale prodotto dalla lavorazione 1 senza rischiare di dovere interrompere perchè non ci sono pezzi da lavorare. I buffer vengono dunque dimensionati in funzione della rapidità con cui le varie lavorazioni successive possono essere eseguite. BOZZA 3 di 23 LOGISTICA INTERNA e GESTIONE MAGAZZINI - BOZZA Gianluca Venturi logistica interna e gestione magazzini rev.0.9 aiutare nella organizzazione interna di un'azienda ma non può sostituirsi sempre ad una più ricca serie di informazioni, scritte e certificate dal responsabile del controllo (magari attraverso un timbro e una firma). Le comunicazioni verbali ugualmente hanno l'importante vantaggio di essere di rapida comunicazione ma non possono essere asincrone e in rari casi possono essere complete e inequivocabili. Le comunicazioni di tipo cartaceo ed informatico sono spesso tra di loro collegate (cartaceo stampato dall'applicativo) e garantiscono un messaggio strutturato, completo ed efficace. Avremo modo in seguito di esaminare alcuni esempi di organizzazione che utilizza questi due mezzi. Tra i sistemi cartacei nelle nostre industrie rivestono un ruolo fondamentale il cartellino, la distinta base e il ciclo di lavorazione Cartellino (Kamban) Il cartellino è un documento prettamente cartaceo (talvolta plastificato) legato ad un singolo componente o una unità di carico, che identifica lo stesso e fornisce altre informazioni sul suo stato. La distinta base [Wikipedia] Una distinta base (in inglese Bill of Materials - BOM), è l'elenco di tutti i componenti, sottassiemi, semilavorati e materie prime necessari per realizzare un prodotto. Nel mondo alimentare, chimico e farmaceutico essa si chiama ricetta o anche formula. Talvolta la distinta base non viene stampata ma rimane su supporto informatico per esigenze di progettazione, gestione costi e scorte, di calcolo dei fabbisogni. Una distinta base è organizzata gerarchicamente, e si rappresenta come un albero, con la forma simile ad un grappolo genealogico, con in testa il prodotto finito, ed a scendere nei vari livelli si trovano i sotto-assiemi, i semilavorati e le materie prime. Per convenzione la cima dell'albero, ovvero il prodotto finito, si trova a livello zero. I suoi componenti diretti sono a livello uno, e così via. Considerando come esempio una Bicicletta, i suoi "figli" nella Distinta Base sono il telaio, la sella, il manubrio e le ruote. A sua volta il componente telaio potrebbe essere composto BOZZA 4 di 23 LOGISTICA INTERNA e GESTIONE MAGAZZINI - BOZZA Gianluca Venturi logistica interna e gestione magazzini rev.0.9 da un tubo di alluminio, ad un livello ancora inferiore. Esiste quindi un legame, detto legame padre-figlio, che collega insieme ogni articolo con il suo componente. I prodotti finiti non hanno mai padri, i componenti di acquisto non hanno mai figli, e gli oggetti prodotti o assemblati dall'azienda hanno sempre figli. Laddove c'è un legame padre figlio, vi è collegato un documento che si chiama Ciclo di lavorazione che descrive in dettaglio la sequenza delle operazioni da compiere. L'importanza delle distinte base risiede nella possibilità di conoscere analiticamente cosa occorre (e in quali quantità) per costruire un prodotto, ovvero quali e quanti componenti o materiali occorre acquistare per produrlo (vedi Materials Requirements Planning). ESERCITAZIONE PROPOSTA: Provare a costruire la distinta base di una bicicletta rappresentandola con un diagramma ad albero. Ciclo di lavoro Contiene la sequenza ordinata di tutte le operazioni necessarie per trasformare il prodotto dal prelievo delle materie prime fino al prodotto finito o semilavorato da riversare a magazzino. Ad esempio per realizzare il telaio di una bicicletta bisogna eseguire le seguenti operazioni: 0. prelevare a magazzino i tubolari; 1. Taglio; 2. Piegatura. 3. Saldatura 4. controllo 5. Verniciatura 6. controllo finale; 7. riversamento a magazzino. Per chiarire le idee con un esempio culinario se la distinta base è la lista degli ingredienti per fare una torta, il ciclo di lavorazione è la ricetta che ci spiega passo per passo come procedere. Ogni ciclo inizia di solito con un prelievo a magazzino ed un riversamento in un magazzino. (Il codice identificativo del prodotto (part number) tra il prelievo ed il riversamento di solito varia). Per ogni operazione è definito un tempo di operazione, chiamato anche tempo standard. A fianco alle singole lavorazioni talvolta vengono lasciati degli spazi per registrare la partita o il numero seriale dei componenti utilizzati (se richiesto un tracciamento) o per apporre firme e timbri degli operatori che hanno effettuato lavorazioni o controlli di qualità. BOZZA 5 di 23 LOGISTICA INTERNA e GESTIONE MAGAZZINI - BOZZA Gianluca Venturi logistica interna e gestione magazzini rev.0.9 Gestione di magazzini La gestione di un magazzino riguarda molti aspetti logistici ed economici. Dimensionamento dei magazzini Il primo, in ordine cronologico, è il dimensionamento e progetto che deve definirne le caratteristiche in base a: ingombro dei beni in gioco, i livelli di scorte necessari ad assicurare continuità alla produzione, la pericolosità (infiammabilità, peso, tossicità,...) e la possibilità di caricare/scaricare i beni con la dovuta modalità e velocità. Detto questo bisogna tener conto che, se da un lato sarebbe comodo avere magazzini immensi in cui stoccare tutto quanto possa essere funzionale alla nostra attività produttiva, dall'altro un magazzino generoso comporta questi aggravi di onere per chi lo deve mantenere: – maggior costo di acquisto dei beni necessari a riempirlo; – costi di realizzazione e di gestione derivanti dai maggiori spazi; – costi per il maggior tempo necessario a prelevare materiali in un magazzino più grande; – maggior costo di realizzazione del magazzino stesso; – costi derivanti dal rischio che le scorte possano: – subire danni a causa di eventi imprevedibili, – subire eccessiva obsolescenza o diventare superati dal punto di vista tecnologico e del mercato – deperirsi o deteriorarsi – ... Tutti questi aspetti hanno spinto molte aziende a cercare di minimizzare il più possibile la dimensione dei magazzini fino ad arrivare ad una gestione del Just In Time, in cui non ho bisogno di fare scorte poiché è il mio fornitore che mi consegna il materiale quando ne ho bisogno. Indice di rotazione Il tasso di rotazione è l’indice che permette di valutare l’efficienza sulle scorte di magazzino. Viene indicato con il rapporto tra il materiale uscito dal magazzino in una determinata frazione di tempo e la giacenza di materiale che si torva in magazzino nella stessa frazione di tempo. indice di rotazione, uscita dei materiali nel tempo t, giacenza media nel tempo t Ir = Ut / Gm Ir=indice di rotazione BOZZA 6 di 23 LOGISTICA INTERNA e GESTIONE MAGAZZINI - BOZZA Gianluca Venturi logistica interna e gestione magazzini rev.0.9 Ut=uscita di materiali nel tempo t Gm=giacenza media nel tempo t La giacenza media si calcola sommando alle rimanenze iniziali, le giacenze alla fine di ciascuna frazione di tempo, che si trovano con la differenza tra le giacenze iniziali più le entrate meno le uscite materiali di ogni periodo. L’efficienza della gestione delle scorte è maggiore quanto più il tasso di rotazione è elevato. Nel caso dei prodotti finiti, grazie al calcolo del tasso di rotazione, viene valutata la velocità di rinnovo degli articoli che sono sul mercato. L’unità di misura di base è un unità fisica, e esprime quante volte il magazzino si rinnova fisicamente in una certa frazione di tempo. A seconda dell’attività di vendita e produzione dipende la gestione delle scorte di prodotti. Una giusta programmazione serve a minimizzare i costi e i rischi per ottenere un’ efficienza dell’impresa. Non esiste una gestione ottimale per la gestione del magazzino valida per tutti i tipi di imprese. Per esempio, le PMI possono utilizzare il sistema della gestione del lotto economico rispetto a quella del just in time, la quale è più adatta per l’impresa trasformatrice. Analisi ABC Consiste nell'esaminare dal punto di vista statistico l'intera anagrafica dei materiali e componenti gestiti all'interno di un magazzino, separandoli in tre categorie, in modo da permettere di valutare il loro livello di criticità e quindi selezionando quelli su cui focalizzare la maggiore attenzione. Questa analisi può essere condotta sia dal punto di vista quantitativo (numerosità) che dal punto di vista del valore economico (“analisi ABC secondo valore”), raggruppandoli in tre categorie: A, B e C, dal più rilevante al meno rilevante. A partire da questo principio, si riescono ad analizzare in modo oggettivo i dati delle scorte ottenendo talvolta risultati sorprendenti. Una teoria da utilizzare con cautela (si tratta solo di una teoria gestionale di massima!) è quella di “Pareto” detta “80/20” secondo la quale il 20% del magazzino è composta da componenti che da soli costituiscono circa l'80% di valore. ESERCITAZIONE Ecco come procedere per effettuare un'analisi di questo tipo: volendo ad esempio analizzare la vendita degli articoli di un’azienda per determinare la composizione del fatturato. 1) Prendere i dati di giacenza (stock) per singolo articolo, espresso in valore o in quantità BOZZA 7 di 23 LOGISTICA INTERNA e GESTIONE MAGAZZINI - BOZZA Gianluca Venturi logistica interna e gestione magazzini rev.0.9 2) Ordinare in modo decrescente secondo il valore della giacenza (utilizzando per esempio un foglio di calcolo) 3) Calcolare il “valore cumulato” per articolo in modo da poterlo poi riportare su un grafico ed ottenere (se come si sospetta il venduto per articolo osserva una distribuzione Paretiana) un diagramma di Pareto come quello illustrato nella figura seguente Gestione delle scorte La gestione delle scorte è un argomento che rientra nell'ambito del controllo del flusso dei materiali all'interno di un processo produttivo, il cui obiettivo è minimizzare il costo di mantenimento a magazzino delle scorte, pur garantendo una corretta alimentazione dei flussi produttivi. [Wikipedia] Il livello delle scorte solitamente ha un andamento oscillante che dipende dai fattori sopra indicati e dal livello di velocità con cui queste vengono utilizzate. Un tipico andamento è quello a dente di sega che prevede che periodicamente queste vengano ricaricate con un nuovo arrivo dal fornitore prima che il livello di scorta non diventi troppo basso da mettere a rischio la produzione. Esistono due differenti metodi per mantenere sotto controllo le scorte che ordiniamo secondo un criterio di complessità crescente: 1. ripristino 2. fabbisogno BOZZA 8 di 23 LOGISTICA INTERNA e GESTIONE MAGAZZINI - BOZZA Gianluca Venturi logistica interna e gestione magazzini rev.0.9 Gestione scorte a “RIPRISTINO” Nel primo caso, il metodo più diffuso è quello “a punto di riordino” o minimo-massimo: quando la scorta raggiunge la soglia di sicurezza che tiene conto tempi di consegna e di eventuali incertezze. Illustrazione 1: La linea tratteggiata indica il valore della giacenza più gli ordini emessi e la cui merce non è stata ancora ricevuta. E' importante notare che questo modello per funzionare non ha bisogno di tener conto di una previsione dei fabbisogni ma è necessario capire quando riordinare e quanto riordinare il materiale. Per ogni singolo materiale gestito in magazzino si dovranno definire 2 parametri: • La soglia limite di giacenza raggiunta la quale deve essere effettuare di riordino • La quantità q da riordinare (fissa nei vari riordini dell'anno) In sostanza questo sistema funziona con quantità fisse di riordino “q” che vengono riordinate in tempi variabili poiché l’ordinazione scatta ogni qualvolta il valore della giacenza (ce devo monitorare costantemente!) è al di sotto di un certo limite. Bisogna quindi definire BOZZA 9 di 23 LOGISTICA INTERNA e GESTIONE MAGAZZINI - BOZZA Gianluca Venturi logistica interna e gestione magazzini rev.0.9 quando riordinare? → quando la sogli della giacenza + ordinato 2 < soglia limite quanto riordinare? → si può effettuare un calcolo secondo un modello semplice Quando riordinare La definizione della soglia di riordino va calcolata tenendo conto della velocità con cui i prodotti vengono utilizzati (pendenza della curva discendente che è solitamente assimilabile ad una retta) e lead time che è il tempo che intercorre tra il momento in cui l'ordine viene effettuato ed il tempo in cui potremo avere in magazzino il materiale (dipende di solito dal fornitore). Quanto ordinare La quantità di riordino viene calcolata in modo tale che i costi siano minimizzati. I costi sono di tre tipi: • costo di mantenimento dello stock • prezzo della materia prima • costo di ordinazione Considerando S = fabbisogno annuale (quantità di materiale di un anno) q = quantità di materiale in ogni singolo riordino (q < S) p = prezzo unitario del materiale g = costo fisso di ordinazione (indipendente dalla quantità): addebitato all'ordine, per la consegna e per la gestione interna della pratica m = costo unitario per il mantenimento della merce nei magazzini (comprende quota parte del costo di gestione dei magazzini stessi) Dunque la funzione di costo totale annuo è uguale alla somma di Costi di acquisto = costo unitario di acquisto (p) moltiplicato la quantità annua (S): pS Costi di riordino = costo fisso di ordinazione (g) moltiplicato il numero di ordinazioni di in un anno (S/q): g S/q Costi di immagazzinamento = costo unitario annuale di detenzione della merce (m) moltiplicato la quantità media delle scorte q/2 m q/2 il costo annuo è dunque una funzione che dipende alla quantità di riordino q espresso come segue: C(q) = pS + gS/q + mq/2. La quantità da riordinare (q) è quella che mi dà il miglior compromesso tra questi due costi, e quindi è quella che mi consente di avere il costo complessivo minore. Osservando la mia funzione C(q) si nota che il primo termine (costo di acquisto) in questo 2 Giacenza di magazzino più quello degli ordini emessi e non ancora ricevuti BOZZA 10 di 23 LOGISTICA INTERNA e GESTIONE MAGAZZINI - BOZZA Gianluca Venturi logistica interna e gestione magazzini rev.0.9 semplificato modello che abbiamo scelto non dipende dalla quantità annuale ordinata. ESEMPIO NUMERICO Per comprendere l'andamento di questi parametri effettuiamo un esercitazione numerica con i seguenti dati: S 10000 N quantità annuale p 0,8 € prezzo unitario m 0,4 € costo di immagazzinamento g 70 € costo riordino La nostra analisi deve individuare la quantità da riordinare al fine da minimizzare il costo totale. Aiutiamoci con un foglio di calcolo e ripetiamo il calcolo per vari valori di q: Tracciando un diagramma contenente i soli costi di riordino e di immagazzinamento separati al variare di q: 3000 2500 2000 gS/q mq/2 1500 1000 500 0 0 500 1000 1500 2000 2500 3000 3500 4000 4500 Illustrazione 2: Illustrazione 2: Costi di riordino (gS/q), Costi di immagazzinamento (mq/2) Da cui si osserva che scegliendo quantitativi di riordino maggiori una voce diminuisce e l'altra aumenta. Rappresentando invece tutti costi ed il relativo totale: BOZZA 11 di 23 LOGISTICA INTERNA e GESTIONE MAGAZZINI - BOZZA Gianluca Venturi logistica interna e gestione magazzini rev.0.9 Illustrazione 3: Costi di acquisto (pS), Costi di riordino (gS/q), Costi di immagazzinamento (mq/2), Costi totali. Come è possibile vedere graficamente il costo minimo si ottiene per una q circa 1750 (vedere anche tabella). E' possibile anche determinare in modo analitico il quantitativo q ottimale attraverso metodi matematici (e non grafici) (si fa la derivata della funzione C(q) e si eguaglia a zero). Da cui si ottiene: q = (2Sg/m)^0,5 Utilizzando questa formula, nello stesso caso numerico illustrato supra, si ottiene q= 1673 che corrisponde ad un numero di ordini annuali da effettuare (S/q) è circa pari a 6. BOZZA 12 di 23 LOGISTICA INTERNA e GESTIONE MAGAZZINI - BOZZA Gianluca Venturi logistica interna e gestione magazzini rev.0.9 Gestione scorte a “FABBISOGNO” Nel secondo caso si esegue preventivamente la stima di un ipotetico fabbisogno (necessità) sulla base degli ordinativi, dei tempi di approvvigionamento, delle scorte attuali ecc... si effettua dunque una pianificazione conosciuta con la sigla MRP (Material Requirements Planning) Il fabbisogno di materiale dipende da quanti prodotti finiti prevedo di realizzare e da quante materie prime mi occorrono per realizzarli (distinta base) MRP I sistemi MRP sono molto utili per aziende che hanno distinte base molto complesse e/o lead time di approvvigionamento molto lunghi. L'MRP è un algoritmo che riceve in ingresso la domanda di mercato e/o le previsioni di vendita, la distinta base, i lead time, la situazione delle scorte, e produce in uscita gli ordini di produzione, di conto lavorazione e di acquisto necessari per rispondere alla domanda di mercato. L'MRP è un sistema di pianificazione a medio termine, che sta a metà strada tra il Master production schedule, il sistema di pianificazione a lungo termine, e gli schedulatori, ovvero i sistemi di pianificazione a breve termine. L'intervallo temporale di pianificazione dell'MRP è di solito il giorno o la settimana, mentre l'orizzonte di pianificazione di solito è tra i 2 ed i 4 mesi. ESERCITAZIONE Calcolo manuale del fabbisogno BOZZA 13 di 23 LOGISTICA INTERNA e GESTIONE MAGAZZINI - BOZZA Gianluca Venturi logistica interna e gestione magazzini rev.0.9 Sistemi per controllo del magazzino e delle scorte Il controllo del magazzino è fondamentale per un'azienda manifatturiera poiché consente di garantire la presenza dei materiali necessari per la produzione gestendoli in modo efficiente e senza sprechi. Gli strumenti di base per un sistema di gestione di magazzino produce i seguenti risultati: • anagrafica • giornale di magazzino • inventario delle giacenze In pratica il sistema mantiene la storia di tutti i versamenti (carichi) e i prelievi (scarichi) intervenuti effettivamente all'interno della fabbrica, dai fornitori alla fabbrica, dalla fabbrica ai clienti, tra la fabbrica e i conto-terzisti, a partire da una certa data di riferimento, quella di inizio esercizio (spesso coincidente con l'inizio di un anno). Tali versamenti e prelievi costituiscono i movimenti (o transazioni) di magazzino. Anagrafica di magazzino L'anagrafica di magazzino è rappresentata dall'elenco di tutti i componenti (materiali) utilizzati nella produzione corredato da in formazioni di tipo tecnico, produttivo, contabile e gestionale. Vale la pena di precisare che i materiali in anagrafica possono essere presenti o non presenti in magazzino in un certo momento. Ad ogni materiale viene assegnato un codice (parlante o meno) detto anche Part Number (PN) che lo individua univocamente. Altri dati sono la descrizione più o meno dettagliata, una serie di caratteristiche per il suo corretto impiego, stoccaggio e quant'altro possa essere ritenuto utile ai fini della sua gestione ivi compresi prezzo ed unità di misura. Giornale di magazzino (lista movimenti) Il giornale di magazzino non e' altro che la lista ordinata per parte e per data dei movimenti avvenuti dalla data di inizio esercizio alla data richiesta (al massimo alla data odierna). Un tipico formato di una pagina del giornale di magazzino e' riportato nel seguito. Sia la colonna versamenti che quella prelievi riportano sulla destra la quantità del movimento avvenuto in una certa data, sulla sinistra il documento di entrata o uscita della merce. Tale documento ha di solito una valenza ufficiale per i movimenti che avvengono tra l'azienda e l'esterno, quindi quelli che coinvolgono clienti, fornitori, conto-terzisti. Partendo dalla conoscenza della giacenza a inizio esercizio (che normalmente coincide con l'inizio dell'anno), e' possibile calcolare la giacenza a qualunque data intermedia tra quella odierna e quella di inizio esercizio. In particolare sono di solito utili le giacenze calcolate a fine mese, per calcolare l'andamento delle giacenze e analizzare la dinamica dei carichi e degli scarichi tra un periodo e l'altro e tra un periodo e quello corrispondente BOZZA 14 di 23 LOGISTICA INTERNA e GESTIONE MAGAZZINI - BOZZA Gianluca Venturi logistica interna e gestione magazzini rev.0.9 nell'anno precedente. Giornale magazzino per un determinato materiale: Solitamente si distinguono i carichi e gli scarichi in varie categorie, ognuna identificata da un'opportuna causale, come nell'esempio che segue: versamenti • entrata da fornitore • entrata da c/terzista • versamento da produzione • reso da cliente (*) • reso da c/terzista su prelievo (*) • reso da produzione su prelievo (*) prelievi • prelievo a c/terzista • prelievo a produzione • vendita a cliente • scarto • impegni di materiale • reso da fornitore (*) • reso da c/terzista su versamento (*) • reso da produzione su versamento (*) Da questa lista si può vedere come assieme ai movimenti veri e propri di versamento e di prelievo siano di solito previste causali che descrivono movimenti di storno, come quelli contrassegnati da (*). Controllo giacenze ed inventario (scorte) La giacenza di un magazzino viene calcolata sulla base di una quantità nota in una certa data sottraendo o aggiungendo le quantità uscite o entrate da quella data in poi. L'esperienza però insegna che le quantità calcolate, dopo qualche tempo (settimane o mesi) non corrispondono mai a quella reale. Questo disallineamento è causato dalla mancata o errata registrazione di alcuni movimenti di magazzino o dall'errato conteggio delle scorte alla data iniziale. Per questo periodicamente è necessario effettuare una conta dei materiali fisicamente presenti nel magazzino → Inventario l'inventario delle giacenze ad una certa data e' una lista che riporta per ogni materiale la rispettiva giacenza reale. Oltre ad essere un utile strumento di verifica dello stato delle giacenze rispetto a quello calcolato dall'elaboratore. In funzione delle esigenze il controllo stock può gestire una serie di dati che ci permettono di tenere sotto controllo diversi aspetti: • tracciamento per lotti; • tracciamento del Serial Number (SN) o serializzazione; • posizionamento e ubicazione (magazzino/posizione); BOZZA 15 di 23 LOGISTICA INTERNA e GESTIONE MAGAZZINI - BOZZA Gianluca Venturi • logistica interna e gestione magazzini rev.0.9 gestione della scadenza e quindi del prelievo secondo FIFO o LIFO; La tracciabilità di un prodotto consiste nel “tracciare” (appunto) la provenienza del materiale monitorando, ad esempio, il tempo di scadenza di prodotti deperibili o il certificato di conformità di un lotto. Il controllo scorte e' inoltre necessario ai fini contabili, per una corretta stesura del bilancio d'esercizio e quindi calcolo della redditività di impresa. La grande maggioranza delle aziende di produzione e' quindi dotata di procedure informatiche di gestione di magazzino sufficienti almeno a supportare la produzione di documenti dovuti per motivi civilistici o fiscali. BOZZA 16 di 23 LOGISTICA INTERNA e GESTIONE MAGAZZINI - BOZZA Gianluca Venturi logistica interna e gestione magazzini rev.0.9 Layout Il termine layout possiamo tradurlo come “disposizione”, organizzazione, distribuzione delle risorse (macchinari, postazioni di lavoro, magazzini, spazi di lavoro, di transito o manovra, servizi e utenze impiantistiche....) all'interno di uno stabilimento produttivo. La produzione di un certo bene può essere infatti portata a termine facendolo transitare attraverso un percorso (linea di produzione) più o meno efficiente costituita da un certo numero di passaggi alcuni dei quali indispensabili, alcuni dei quali “a valore aggiunto” ed altri ancora inutili e quindi dannosi. Il layout è sempre frutto di uno studio che ha lo scopo di • Ottimizzare lo spazio a disposizione. • Minimizzare i trasferimenti di materiale e/o persone tra i vari reparti dell'impianto. • Evitare operazioni che non aggiungono valore o che, peggio, rischiano di danneggiare il prodotto o il processo produttivo. Tale studio deve essere condotto tenendo conto dei seguenti fattori: • Lo spazio fisico disponibile e la conformazione della struttura reale dell'edificio che si andrà ad allestire. • Le relazioni (determinata dai cicli di lavoro) tra le diverse risorse. • Le infrastrutture di servizio: movimentazione, impianti (acqua, elettricità, gas, scarichi, aria compressa, … ) e comunicazione (rete dati, telefono …). La progettazione del layout Un'azienda manifatturiera trasforma materie prime in prodotti finiti. Si può quindi iniziare col definire la posizione dei magazzini materie prime e prodotti finiti tra i quali verranno collocate tutte le risorse necessarie alla trasformazione ovvero il reparto produttivo: BOZZA 17 di 23 LOGISTICA INTERNA e GESTIONE MAGAZZINI - BOZZA Gianluca Venturi logistica interna e gestione magazzini rev.0.9 Un layout particolareggiato viene poi definito tenendo conto dei volumi di produzione, della varietà dei prodotti realizzati e di molteplici altri fattori di cui bisogna tener conto caso per caso facendo appello all'esperienza e la competenza specifica legate al settore di interesse. Metodi per l'analisi dei processi Per affrontare lo studio del layout di una linea di produzione vengono in nostro aiuto metodi che ci aiutano a razionalizzare e schematizzare la complessa realtà. Il primo livello di analisi va condotta sulla sequenza di operazioni che dobbiamo eseguire ovvero il ciclo di lavoro. Questo tipo di analisi può essere impostato in modo visuale con uno schema funzionale (sotto forma di diagramma di flusso). BOZZA 18 di 23 LOGISTICA INTERNA e GESTIONE MAGAZZINI - BOZZA Gianluca Venturi logistica interna e gestione magazzini rev.0.9 Illustrazione 4: Diagramma funzionale (diagramma di flusso del processo) Nei 2 schemi funzionali di seguito riportati vengono rappresentate due possibili soluzioni, una delle quali può essere ritenuta migliore dell'altra. Nel secondo caso ovviamente le due macchine devono avere la stessa velocità di lavorazione (ad esempio 2 macchine automatiche) altrimenti sarà necessario allestire, tra le due, almeno un buffer. Una ulteriore miglioria potrebbe essere fatta ponendo le macchine vicine, in modo che non sia necessario effettuare il trasporto dall'una all'altra. Anche se, osservando lo schema, sembra semplice individuare eventuali elementi di miglioramento, all'interno di realtà produttive complesse non è sempre così immediato: A tale scopo l'American Society of Mechanical Engineers (A.S.M.E.) ha standardizzato una serie di simboli (simboli ASME) → BOZZA 19 di 23 LOGISTICA INTERNA e GESTIONE MAGAZZINI - BOZZA Gianluca Venturi logistica interna e gestione magazzini rev.0.9 Utilizzando questi simboli possiamo costruire uno schema logico, della situazione esaminata più su, in cui vengono esaminate le due differenti soluzioni : Illustrazione 5: Diagramma secondo analisi A.S.M.E. Da questo schema appare subito evidente l'inefficienza della soluzione 1 che comporta operazioni di trasporto, attesa e stoccaggio che, non dando valore aggiunto alla lavorazione, possono essere saltate. Da due differenti soluzioni deriveranno inevitabilmente 2 diversi layout che andranno pianificate e rappresentate su una planimetria o con metodi di rappresentazione ridimensionali: BOZZA 20 di 23 LOGISTICA INTERNA e GESTIONE MAGAZZINI - BOZZA Gianluca Venturi logistica interna e gestione magazzini rev.0.9 Illustrazione 6: Layout di un impianto produttivo Dipendenza del layout dai volumi di produzione Per riflettere su questo tema, proviamo, per esempio, ad esaminare il lavoro di un artigiano che produce mobili su misura. Questo avrà poco interesse a mettere i vari macchinari (sega circolare, smerigliatrice, banco verniciatura ecc....) in una particolare configurazione poiché, producendo un armadio al mese, utilizzerà gli strumenti in modo non perfettamente programmato e comunque passando dall'uno all'altro magari a distanza di ore o giorni. Al contrario, un'azienda che produce migliaia di unità l'ora (immaginiamo ad esempio una fabbrica di imbottigliamento o di stampaggio chip elettronici) ottimizzando la linea produttiva otterrà grossi vantaggi nel migliorare di 30 secondi il tempo morto una lavorazione e la successiva, di conseguenza mirerà a studiare un layout appropriato. E' necessario dunque “personalizzare” il layout sulla base di una indicazione proveniente dalle quantità in gioco oltre che dalle specificità dell'attività. Abbiamo dunque due approcci diametralmente opposti: layout per processo e per layout per prodotto: più il prodotto è realizzato in modo ripetitivo e ad alto volume e più l'organizzazione dello stabilimento verrà ottimizzato e personalizzato per tale prodotto. BOZZA 21 di 23 LOGISTICA INTERNA e GESTIONE MAGAZZINI - BOZZA Gianluca Venturi logistica interna e gestione magazzini rev.0.9 PER PROCESSO: è quello più diffuso per le piccole e media aziende. I macchinari sono utilizzati per più prodotti. Il vantaggio è il massimo sfruttamento di tutte le macchine presenti nellʼazienda. I costi di gestione sono relativamente bassi. PER PRODOTTO: è particolarmente impiegato nelle industrie medio-grandi con un programma di produzione standard e costante nel tempo. In questo caso cʼè una riduzione dei tempi necessari per la produzione nonché dei costi unitari (per singolo prodotto) al costo di dedicare una catena produttiva (cioè risorse come spazi e macchinari) al singolo prodotto e di non renderli utilizzabili per altri prodotti. BOZZA 22 di 23 LOGISTICA INTERNA e GESTIONE MAGAZZINI - BOZZA Gianluca Venturi logistica interna e gestione magazzini rev.0.9 Bibliografia / sitografia Logistica integrata e flessibile Progetto Leonardo Pareschi, Ferrari, Persona, Regattieri Wikipedia Bomasoftware http://www.news.bomasoftware.it/index.php/la-gestione-del-magazzino-e-delle-scorte-12/ BOZZA 23 di 23
© Copyright 2026 Paperzz