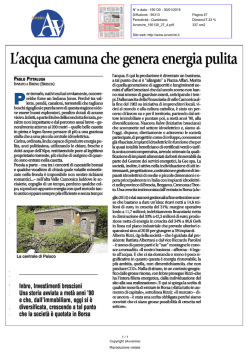
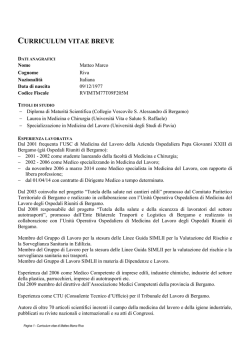
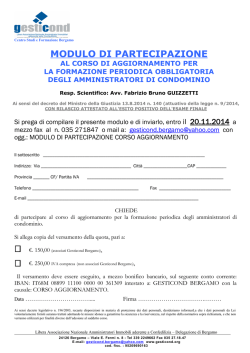
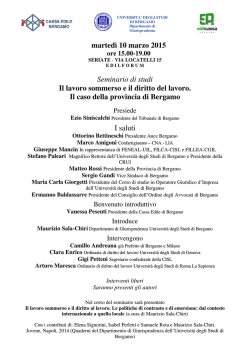
METODI E TECNICHE DI PROTOTIPAZIONE RAPIDA DANIELE REGAZZONI DIPARTIMENTO DI INGEGNERIA INDUSTRIALE î ... IN QUESTA LEZIONE § Proto9pazione rapida e metodologie – Tecniche per accrescimento – Applicazioni – CAD-‐RP Fabbricazione CAM, RP MODELLO FISICO MODELLO VIRTUALE Generazione Modello CAD Università degli Studi di Bergamo Caterina Rizzi 2 1 î CONTESTO § Per produrre oggeN fisici – modelli – proto9pi – aPrezzature per produrre proto9pi § Mo9vazioni – ridurre tempi e cos9 – ridurre fino ad eliminare il numero di proto9pi fisici – ridurre gli errori e le modifiche dovute ad errori di progePazione Università degli Studi di Bergamo Caterina Rizzi î 3 TRE PROBLEMI DI TIPO DIVERSO § Rapid Prototyping – Produzione automa9ca di modelli fisici a par9re da modelli CAD § Rapid Tooling – Produzione automa9ca o semiautoma9ca di stampi per produrre proto9pi a par9re da modelli CAD dell’oggePo § Rapid Manufacturing – Produzione automa9ca di proto9pi fisici a par9re da modelli CAD Applicazioni di proto9pazione e fabbricazione: RAPID PROTOTYPING AND MANUFACTURING (RP&M) Università degli Studi di Bergamo Caterina Rizzi 4 2 î TECNICHE PER LA PROTOTIPAZIONE RAPIDA § Tradizionali – per asportazione – per deformazione – per formatura § Per accrescimento Università degli Studi di Bergamo Caterina Rizzi î 5 TECNICHE TRADIZIONALI (1/4) § per asportazione – oggePo costruito a par9re da un grezzo per asportazione successiva di volumi (lavorazioni per asportazione di truciolo o eleProerosione) pur disponendo del modello CAD è necessario – generare i percorsi utensili e verificarli (CAM) Università degli Studi di Bergamo Caterina Rizzi 6 3 î TECNICHE TRADIZIONALI: MU-‐CN (2/4) Macchina Utensile a Controllo numerico 5 assi Percorso utensile Controllo Numerico Macchina Utensile Pezzo Università degli Studi di Bergamo Caterina Rizzi î 7 TECNICHE TRADIZIONALI (3/4) per deformazione – oggePo oPenuto a par9re da un semilavorato per deformazioni plas9che successive (a caldo e/o a freddo) mediante stampi pur disponendo del modello CAD dell’oggePo è necessario – progePare e generare il modello CAD degli stampi – generare i percorsi per la lavorazione degli stampi e verificarli ( CAM ) – produrre gli stampi Università degli Studi di Bergamo Caterina Rizzi 8 4 î TECNICHE TRADIZIONALI (4/4) per formatura – oggePo oPenuto a par9re da materiale allo stato di liquido o polvere formato mediante uno stampo pur disponendo del modello CAD dell’oggePo è necessario – progePare e generare il modello CAD dello stampo di formatura – generare i percorsi per la lavorazione dello stampo e verificarli (CAM) – produrre lo stampo Università degli Studi di Bergamo Caterina Rizzi î 9 TECNICHE PER ACCRESCIMENTO (1/2) § OggePo/proto9po oPenuto per accrescimento mediante aggiunta ed aggregazione successiva di par9celle, fili o stra9 di materiale disponendo del modello CAD dell’oggePo – il proto9po può essere prodoPo automa9camente Università degli Studi di Bergamo Caterina Rizzi 10 5 î TECNICHE PER ACCRESCIMENTO (2/2) § Primi tenta9vi di produrre oggeN partendo da modelli solidi risalgono agli inizi degli anni ‘70 § Nuova tecnologia denominata: – – – – – Rapid Prototyping Layered Manufacturing 3D prin9ng Desktop Manufacturing Solid Freeform Manufacturing Università degli Studi di Bergamo Caterina Rizzi î 11 PREREQUISITI COMUNI § Disporre di un modello 3D solido del pezzo proveniente dal sistema CAD § Disporre di un conver9tore nel formato STL § Il soiware di controllo del sistema RP che provvede a: – sezionare per piani paralleli il modello – generare contorni e traiePorie di riempimento delle singole sezioni – generare in modo più o meno automa9co struPure di supporto se e dove necessario Università degli Studi di Bergamo Caterina Rizzi 12 6 î DAL CAD AL RAPID PROTOTYPING Sistema CAD 3D Generazione modello Generazione file STL File STL Preparazione parte Verifica modello CAD ed ev. modellazione Verifica/correzione errori file STL Piazzamento/orientamento modello Generazione struPure di supporto Slicing File di costruzione Macchina RP -‐ SW controllo processo Generazione proto9po per sezioni Proto9po Post-‐processamento e Finitura Università degli Studi di Bergamo Caterina Rizzi î 13 GEOMETRIA DI INPUT (1/3) § Rappresentazione approssimata dell’oggePo mediante una mesh di triangoli § Formato STL (.stl) introdoPo da 3D Systems nel 1987 Solid example facet normal 6.89114779e-‐2 -‐9.96219337e-‐01 -‐5.28978631e-‐02 outer loop vertex 2.73239994e+01 1.08957005e+01 4.57905006e+01 vertex 2.81019993e+01 1.09582005e+01 4.56250000e+01 vertex 2.75955009e+01 1.09116001e+01 4.58456993e+01 endloop endfacet : : endsolid example Esempio file STL in formato ASCII Università degli Studi di Bergamo Caterina Rizzi 14 7 î GEOMETRIA DI INPUT (2/3) § Esempio: scatola pompa a pistoni Modello CAD 3D Rappresentazione a triangoli Università degli Studi di Bergamo Caterina Rizzi î 15 GEOMETRIA DI INPUT (3/3) § Vantaggi – Conversione semplice – Qualsiasi forma geometrica può essere conver9ta in un modello a triangoli – Algoritmo di slicing è semplice poiche’ lavora su triangoli – Modelli STL sono facilmente suddivisibili per adaParli allo spazio di lavoro della macchina § Svantaggi – Verbosità e ridondanza dei da9 nei file STL – Errori dovu9 all’approssimazione (superfici ridoPe a faccePe) – Mancanza di informazione (modello iniziale ha informazioni su geometria, topologia e materiali) Università degli Studi di Bergamo Caterina Rizzi 16 8 î VERIFICA E CORREZIONE ERRORI FILE STL § Errori nella conversione da modello 3D a formato STL Sezione generata – Gap Piano sezione – Normali inconsisten9 – Normali non correPe – ........... Università degli Studi di Bergamo Caterina Rizzi î 17 POSIZIONAMENTO DEL PEZZO § QuaPro aspeN chiave del processo di RP&M accuratezza della costruzione struPura di supporto Università degli Studi di Bergamo Caterina Rizzi tempo di costruzione volume “trapped” 18 9 î SLICING § Lo slicing è un’operazione cri9ca perché condiziona in modo determinante la precisione del proto9po § … due possibilità – Slicing uniforme: stra9 di spessore costante – Slicing adaNvo: lo spessore viene scelto in funzione della curvatura superficiale, per limitare al massimo l’aspePo a gradini della superficie esterna uniforme adaPa9vo Università degli Studi di Bergamo Caterina Rizzi î 19 TECNICHE PER ACCRESCIMENTO (1/2) PROCEDIMENTI • Fotopolimerizzazione • Sinterizzazione • Spruzzatura • Incollaggio • Taglio • ……. MATERIALI • Resine-‐fotopolimeri • Cere-‐termoplas9ci • Polis9ene • Polveri metalliche • Carta • Nylon-‐ABS • ……. § La precisione oPenibile con queste tecniche è nell’ordine di 1 decimo di millimetro sull’asse Z Università degli Studi di Bergamo Caterina Rizzi 20 10 î TECNICHE PER ACCRESCIMENTO (2/2) § § § § § § § § § § Stereo Lithography Selec9ve Laser Sintering Laminated Object Manufacturing Fused Deposi9on Modeling Solid Ground Curing 3-‐D Prin9ng Mul9 Jet Modeling Selec0ve Laser Mel0ng Electron Beam Mel0ng ….. Università degli Studi di Bergamo Caterina Rizzi î 21 STEREO LITHOGRAPHY § E’ la prima tecnologia ad introdurre il metodo per accrescimento § Le prime dimostrazioni di laboratorio nel 1984 § Il primo sistema disponibile sul mercato alla fine del 1988 § Basato sulla fotopolimerizzazione (Immagine ©1997, 1998 ProtoGpazione Rapida, Publitec) Università degli Studi di Bergamo Caterina Rizzi 22 11 î SELECTIVE LASER SINTERING – SLS (1/2) § Basato sulla sinterizzazione direPa di polveri mediante laser (Immagine ©1997, 1998 ProtoGpazione Rapida, Publitec) Università degli Studi di Bergamo Caterina Rizzi î 23 SELECTIVE LASER SINTERING (2/2) Cere, plastiche ABS e PVC, nylon, sabbia da fonderia e polveri metalliche In linea teorica, ogni materiale che dimimuisca di viscosità con il calore Immagine cortesia di EOS www.eos.com Immagine cortesia di EOS www.eos.com Sinterizzazione laser di Plas9ca Forme per microfusione e modelli in plas&ca Modelli in poliammide per protoGpi funzionali con proprietà struLurali, di precisione per verifica design e master copia per stampi soLovuoto in silicone. Forme in polisGrene per microfusione a cera persa Sinterizzazione laser di Metallo Inser& in metallo per stampi ad iniezione, quindi Rapid Tooling Cavità ed inserG sinterizzaG direLamente in metallo da uGlizzare per stampaggio ad iniezione di preserie nel materiale termoplasGco definiGvo. Università degli Studi di Bergamo Caterina Rizzi 24 12 î LAMINATE OBJECT MANUFACTURING – LOM (1/2) § Basato sulla sovrapposizione di fogli sagoma9 Università degli Studi di Bergamo Caterina Rizzi î 25 LAMINATE OBJECT MANUFACTURING (2/2) (Immagini cortesia di DemoCenter Scrl) Università degli Studi di Bergamo Caterina Rizzi 26 13 î FUSED DEPOSITION MODELING -‐ FDM § Basato sulla estrusione di materiali termoplas9ci § Deposizione di stra9 successivi si materiale riscaldato fino alla temperatura di fusione § Necessarie struPure di supporto (Immagine ©1997, 1998 ProtoGpazione Rapida, Publitec) Università degli Studi di Bergamo Caterina Rizzi î 27 3-‐D PRINTING Printing head Powder dispenser & recoater Object Powder Università degli Studi di Bergamo Caterina Rizzi Build platform § Basato su liquid binder jeBng su stra9 di polveri (ceramiche, di cellulosa e metalliche) § Sviluppato presso MIT § Prima macchina: Z402 della Z-‐corp Immagine cortesia di Z-‐Corp www.zcorp.com Giò Style 28 14 î SCELTA DELLA TECNOLOGIA Università degli Studi di Bergamo Caterina Rizzi î 29 TECNOLOGIE LOW-‐COST EMERGENTI § Basate principalmente su tecnologia FDM – Soluzioni costruNve ampiamente diffuse -‐> bassi cos9 delle macchine (0,5 -‐ 3 k€) § Materiali di costruzione – Plas9ca: più diffuse sono ABS o PLA § Campi applica9vi – Le ridoPe dimensioni e i materiali impiegato le limitano alla creazione di proto9pi per la fase di concept § Pro (oltre al costo) – – – – Facilità di u9lizzo Ingombro stampante ridoPo No post-‐processing Manutenzione limitata § Contro – RidoN volumi di costruzione – Risoluzione limitata Università degli Studi di Bergamo Caterina Rizzi 30 15 î VALUTAZIONE DEL PROGETTO § valutazione non solo visuale, ma anche taNle § valutazione este9ca – La precisione raggiunta è sufficiente, ed i materiali u9lizza9 (plas9ca, cera e carta) soddisfacen9 – Alcune tra le più nuove macchine RP sono vere e proprie stampan9 tridimensionali, faPe per trovare posto accanto alla stazione CAD e in grado di lavorare in silenzio e con la sicurezza richiesta alle comuni macchine da ufficio – Par9 in cera con dimensioni di massima di 25x20x20cm, sono realizzabili nell’ordine di tempo di un’ora Università degli Studi di Bergamo Caterina Rizzi î 31 VERIFICA FUNZIONALE § Verifica di montabilità e di accessibilità delle par9 – Bisogna garan9re una sufficiente precisione § Verifica delle prestazioni cinema9che § Verifica delle prestazioni aerodinamiche § Altre verifiche struPurali (tenuta, fa9ca, resistenza a corrosione, …) non sono possibili con RP – il materiale con cui viene realizzato il proto9po non sempre ha le stesse caraPeris9che fisiche del materiale con cui verrà realizzato il pezzo finale Università degli Studi di Bergamo Caterina Rizzi 32 16 î ULTERIORI PROCESSI DI FABBRICAZIONE § Rapid Tooling (aPrezzaggio rapido) – produzione di tool aPraverso tecniche di proto9pazione rapida – tecnica usata per produrre stampi per iniezione e stampi per fusione • per temperature di iniezione inferiori ai 400°C e per produzioni inferiori ai 100 pezzi, è possibile realizzare direLamente con tecniche RP stampi in silicone, oppure ricoprire lo stampo in plasGca con tecniche di metal spray o mediante eleProplaccatura – ... anche HSC (High Speed CuNng) Università degli Studi di Bergamo Caterina Rizzi î 33 PICCOLA SERIE § Realizzare il pezzo finito con il materiale e la precisione sufficiente a soddisfare gli scopi per cui il pezzo viene prodoPo § Può essere conveniente quando l'oggePo da realizzare e' caraPerizzato da una forma par9colarmente complessa. Al contrario di cio' che accade per le tecnologie di 9po tradizionale infaN, la complessita' geometrica non e' un vincolo determinante per le tecniche di RP Università degli Studi di Bergamo Caterina Rizzi 34 17 î SETTORI INDUSTRIALI § § § § § § § § § Automobilis9co Aerospaziale ElePromeccanico Meccanica Medicale Beni Culturali Casalinghi Orificiera ….. Università degli Studi di Bergamo Caterina Rizzi î 35 INDUSTRIAL ENGINEERING Università degli Studi di Bergamo Caterina Rizzi 36 18 î SETTORE MEDICALE Università degli Studi di Bergamo Caterina Rizzi î 37 BENI CULTURALI Università degli Studi di Bergamo Caterina Rizzi 38 19 î COSTI E BENEFICI – Per coprire interamente il proprio campo di interesse si rischia di dover acquistare più macchine di 9po diverso – Cos9 aggiun9vi per aPrezzare l’ambiente di lavoro in cui la macchina funzionerà – Speciali norme di sicurezza – Cos9 limita9 e semplicità d’uso solo per macchine basate sulla tecnologia del Mul0-‐Jet Modeling, il cui campo applica9vo tuPavia è ristrePo ai proto9pi des9na9 alla verifica este9ca Università degli Studi di Bergamo Caterina Rizzi î 39 CENTRI DI SERVIZIO (1/2) – Sono generalmente dota9 di sistemi CAD, di soiware per la traduzione dei da9 da un formato all’altro e di diversi 9pi di macchine RP – I da9 del proto9po da realizzare sono richies9 in forma digitale, in uno dei forma9 standard in uso (solitamente .STL, più raramente IGES) – Spesso i da9 forni9 sono parzialmente incorreN o incomple9 • Il centro di servizio è generalmente in grado di rimediare a quesG inconvenienG, sia pure con un aumento del tempo di consegna del protoGpo e dei cosG Università degli Studi di Bergamo Caterina Rizzi 40 20 î CENTRI DI SERVIZIO (2/2) – In alcuni casi è possibile fornire al centro di servizio un modello fisico di cui si desiderano realizzare copie mediante scanner tridimensionale – Talvolta i centri offrono anche il supporto necessario a realizzare il modello con un sistema CAD a par9re da un insieme di schizzi o di disegni tecnici Università degli Studi di Bergamo Caterina Rizzi 41 21
© Copyright 2026 Paperzz