Paper
zz
Explore Categories
Log in
Create new account
No category
Saldatura TIG
Download
Report
TERMOSALDATRICE a barra calda hd 310 WS-8
TECHNOMIG 210 DUAL SYNERGIC 230V cod. 816052
TABELLONI E ORARI DI GIOCO 2015
Elettrodi in tungsteno per la saldatura WIG / TIG
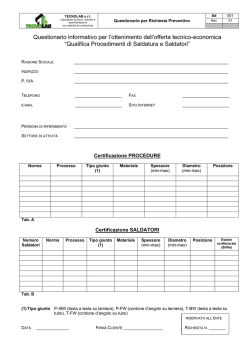
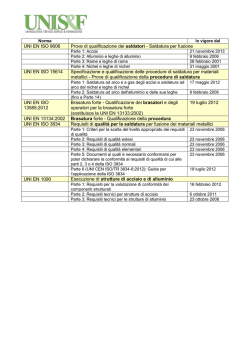
UNI EN ISO 9606 Prove di qualificazione dei saldatori
scarica la scheda informativa in formato PDF
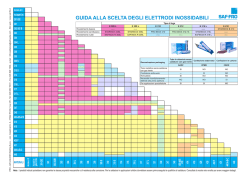
GUIDA ALLA SCELTA DEGLI ELETTRODI INOSSIDABILI
Generatori per saldatura TIG
Schema procura speciale costituzione parte civile
© Copyright 2026 Paperzz
About Paperzz
DMCA / GDPR
Report