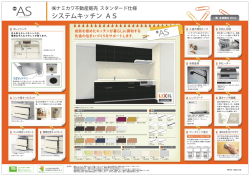
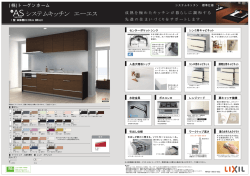
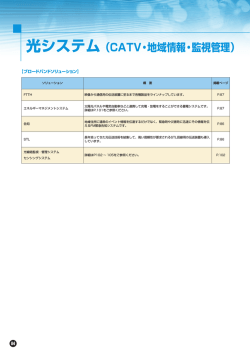
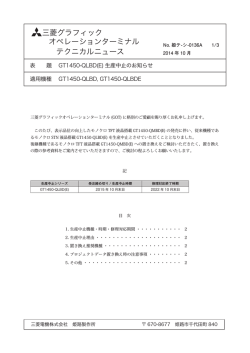
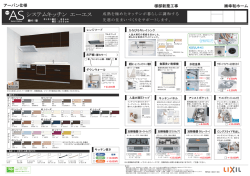
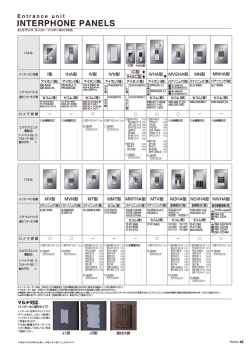
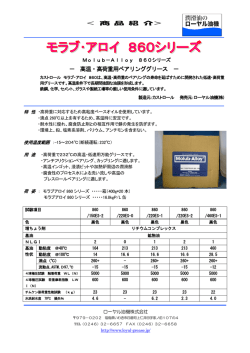
法政大学大学院工学研究科紀要 Vol.52 (2011 年 3 月) 法政大学 鋼材の表面粗さパラメータと 高力ボルト摩擦接合継手のすべり係数 SURFACE ROUGHNESS PARAMETER AND SLIP COEFFICIENT OF FRICTION-TYPE OF HIGH STRENGTH BOLTED CONNECTIONS 田坂康介 Kohsuke TASAKA 指導教員 森猛 法政大学大学院工学研究科建設工学専攻修士課程 A slip coefficient controlling the slip resistance of friction-type of high strength bolted connections is considered to depend on the surface roughness of a friction surface of steel plate. Many studies have been done about relationship between the slip coefficient and surface roughness so far. However, in those studies, various testing conditions and surface roughness parameters were used. In this study, in order to clarify appropriate parameter for arranging the influence of surface roughness on slip resistance, the tensile tests and surface roughness measurements on friction-type of high strength bolted connections with various surface roughness are performed. Key Words : Slip coefficient, Friction-type of high strength bolted connections, Ra, RZJIS, Rz, RSm 1.はじめに 鋼橋の架設現場での部材の接合には,一般に高力ボル パラメータは異なっている. ト摩擦接合法が用いられている.この継手の設計は,母 表面粗さを表すパラメータとして,JIS B 0601(2001 板と連結板間のすべりおよび母板の降伏を対象として行 年)[9]には,14 種類ものパラメータが定義されているが, われるのが一般的である.高力ボルト摩擦接合継手のす それらの中でも算術平均粗さ Ra と最大高さ粗さ Rz,十 べり耐力を支配する重要なパラメータの 1 つであるすべ 点平均粗さ RZJIS が我が国ではよく用いられてきた.なお, り係数は,接合面の処理状態によって異なるが,我が国 RZJIS は ISO からは削除されており,JIS では参考として の代表的な鋼橋の設計基準である道路橋示方書[1]や鉄 記載されている.このような表面粗さパラメータを用い 道構造物等設計基準[2]では,すべての接合面においてす て,これまでにもすべり係数と表面粗さの関係について べり係数の保証値 0.4 を設計に用いており,安全側すぎ 数多くの実験的研究が行われている.しかし,その多く る継手の設計を誘起する原因にもなっている. が所定のすべり係数 0.4 を満たすか否かに焦点を置いて 道路橋示方書では,接合面の状態を無機ジンクリッチ いるためか,試験体の形状・寸法や整理に用いるパラメ ペイントによる塗装面あるいは無塗装状態(赤錆は除く) ータは様々であり,接合面の処理状態とすべり係数の関 を基準としている.無塗装状態の接合面のすべり係数に 係についての系統的かつ定量的な整理は行われていない. ついては,その表面粗さが支配因子になると考えられる. また,設計に反映させるだけの十分なデータの蓄積と整 表-1 に,海外も含めた代表的な鋼構造物の設計基準で示 理が行われているとは言えないのが現状である.このよ されている無塗装面のすべり係数の値を示す.鋼構造設 うな数多くの研究成果を有効に活用するためには,表面 計基準など,建築関係の基準では最大高さ粗さ Rz が 粗さパラメータ間の関係を明らかにすることも重要であ 50µm 以上のとき 0.45 [3][4],海外の基準では粗面であれ る.また,すべり係数を支配する適切な粗さパラメータ ば 0.5 [5]-[7]と道路橋示方書よりも高い値としている.ま を明らかにすることが重要と考えられる. た,高力ボルト摩擦接合継手の設計・施工・維持管理指 本研究では代表的な表面粗さパラメータである算術平 針(案)[8]では,算術平均粗さ Ra の値によってすべり 均粗さ Ra,最大高さ粗さ Rz,そして十点平均粗さ RZJIS, 係数を変えている.このように,接合面の処理状態によ これら 3 つの粗さパラメータ間の関係を明らかにするこ ってすべり係数を高くすることができれば,低コスト化, とを目的として,材質と表面の状態の異なる 3 種類の鋼 省力化が期待でき,設計・施工の幅を広げ,合理化を図 板の表面粗さ測定試験を行う.また,すべり係数を整理 る上で有効と考えられる.その際,すべり係数ごとに接 するための適切なパラメータを明らかにすることを目的 合面で必要となる品質を明らかにする必要がある.例え とし,上記の内の 2 種類の鋼板を用いて作製した高力ボ ば,無塗装面であれば表面粗さである.しかし,上記の ルト摩擦接合継手の引張試験を行う. ように,基準によってすべり係数を整理するための粗さ 道路橋示方書 鉄道構造物等設計標準 鋼構造接合部設計指針 鋼構造設計基準 ISO AASHTO Eurocode 0.40 0.40 0.45 0.45 0.50 0.50 0.50 0.35 0.40 0.45 12 高力ボルト摩擦接合継手の 設計・施工・維持管理指針(案) 表面粗さの条件 Rz ≧ 50µm Rz ≧ 50µm 指定なし 10µm > Ra ≧ 5µm Ra ≧ 10µm 55 80 115 80 55 30s 60s 90s 2 4 6 8 10 13 15 シリーズⅠ シリーズⅡ シリーズⅢ 種類 粒度 スチールグリッド スチールグリッド スチールグリッド 高純度アルミナ 高純度アルミナ スチールグリッド スチールグリッド スチールグリッド スチールグリッド スチールグリッド G200 G200 G200 220 100 G100 G100 G100 G240 G240 投射時間 圧力 kPa 秒 30 5.6~7.0 60 5.6~7.0 90 5.6~7.0 5~30 300程度 250 300 40 75 85 75 40 250 100 300 研削材 Case 120 すべり係数 各試験体のブラスト条件 9 基準 表-2 試験 シリーズ 16 各基準における無塗装面のすべり係数の値 22 表-1 490 405 490 5 図-1 試験体の形状・寸法(シリーズⅡ) 2.試験体 (1) 405 5 図-2 (3) 試験体の形状・寸法(シリーズⅢ) 表面処理 各試験体に施したブラストの条件を表-2 に示す.シリ 試験体の種類 試験体は,表面にブラスト処理を施した以下の 3 つの ーズⅠとシリーズⅡの鋼材は,研削材粒度 G200 のグリ ッドブラスト処理[10]されている. シリーズからなっている. シリーズⅠ(SS400):表面粗さ測定試験体 シリーズⅢの鋼材には,所定の粗さが得られるように 表面に 30 秒,60 秒,90 秒のブラスト処理を施した 3 研削材の種類や粒度,投射時間,圧力を調整したブラス 種類の鋼板. ト処理が行われている.圧力は 300kPa を標準圧力とし, 目標とする粗さになるように微調整を行っている.グラ シリーズⅡ(SM490):継手試験体 鋼材表面に 30 秒,60 秒,90 秒のブラスト処理を施し インダー処理には,ジルコニアタイプ粒度 80 度のディス た 3 種類の 2 面せん断 2 列ボルト突合せ試験体. クグラインダーを用いた. (4) シリーズⅢ(SM490Y):継手試験体 試験体の形状・寸法 鋼材表面に,算術平均粗さ Ra が 2,4,6,8,10,13, シリーズⅠの試験体は縦横 200mm の正方形の鋼板で 15µm となるようにブラスト処理を施した 7 種類とグ ある.シリーズⅡの試験体の形状と寸法を図-1 に示す. ラインダー処理を施した 1 種類の計 8 種類の 2 面せん 試験体の幅は 100mm とし,ボルト孔として直径 24.5mm 断 2 列ボルト突合せ試験体. の円孔を設けている.シリーズⅢの試験体の形状と寸法 これら 3 シリーズの試験体の表面粗さを測定した後, を図-2 に示す.試験体の幅は 120mm であり,ボルト孔 シリーズⅡとシリーズⅢの高力ボルト摩擦接合継手試験 は直径 26.5mm の拡大孔としている. 体の引張試験を行い,すべり係数と各表面粗さパラメー タとの関係について検討する. 3.表面粗さ測定試験 (2) (1) 使用鋼材 測定方法 シリーズⅠの試験体には,板厚 9mm の一般構造用鋼 表面粗さの測定には,触針式粗さ測定器(小型表面粗 材 SS400(降伏点:318N/mm2,引張強度:450N/mm2, さ測定器:サーフテスト SJ-301)を用いた.粗さ測定の 伸び:30%)を用いた.また,シリーズⅡの試験体の母 基準長さは,以下のように JIS B 0633(2001 年)[11]に 板には板厚 22mm(467 N/mm2,557 N/mm2,24%),連結 したがって設定した. 板には板厚 12mm(385 N/mm2,541 N/mm2,24%)の溶 シリーズⅠ試験体では,測定基準長さを 8mm とした. 接構造用圧延鋼材 SM490 を用いた.使用ボルトは首下長 各試験体の横 5 列,縦 5 列の各 80mm の範囲を 8mm ず さ 95mm の S10T-M22 である.シリーズⅢの試験体の母 つ測定し,1 枚の試験体につき 100 箇所の測定を行った. 2 2 板には板厚 16mm(420 N/mm ,564 N/mm ,25%),連結 測定位置と測定方向を図-3 に示す. 板には板厚 9mm(435 N/mm2,563 N/mm2,25%)の溶接 シリーズⅡ試験体でも,測定基準長さは 8mm とし, 構造用圧延鋼材 SM490Y を用いた.使用ボルトは首下長 母板 2 枚の両面で各 3 箇所,連結板 2 枚の接合面で各 3 さ 70mm の S10T-M22 である. 箇所,すなわち試験体 1 体につき計 18 箇所で測定を行っ Ra = 0.185×RZJIS Ra = 0.137×RZ 相関係数: 0.98 相関係数: 0.97 算術平均粗さ Ra (μm) v1 v2 v3 v4 v5 算術平均粗さ Ra (μm) 200 h1 h2 h3 h4 h5 80 80 10 シリーズⅠ(SS400) シリーズⅡ(SM490) シリーズⅢ(SM490Y) 1 200 10 10 シリーズⅠ(SS400) シリーズⅡ(SM490) シリーズⅢ(SM490Y) 1 10 100 図-3 表面粗さの測定位置と 測定方向(シリーズⅠ) 図-4 算術平均粗さ Ra と 十点平均粗さ RZJIS の関係 表-3 た.試験体は 3 種類であり,試験体数は各 3 体である. 4,6,8µm の試験体では 2.5mm,10,13,15µm の試験 体では 8mm とし,グラインダー処理面は 0.8mm とした. 測定箇所は,母板 2 枚の両面で各 5 箇所,連結板 2 枚の 接合面で各 5 箇所とした.したがって,試験体 1 体につ き計 30 箇所で測定を行った.試験体は 8 種類であり,試 験体数は各 5 体である. (2) 図-5 測定結果 各試験体の算術平均粗さ Ra,十点平均粗さ RZJIS,最 大高さ粗さ Rz の測定結果を表-3 に示す. 算術平均粗さ Ra と 最大高さ粗さ Rz の関係 表面粗さ測定結果(平均値) 試験 シリーズ Case 30s 60s Ⅰ 90s 30s 60s Ⅱ 90s Ra2 Ra4 Ra6 Ra8 Ⅲ Ra10 Ra13 Ra15 G シリーズⅢ試験体では,基準長さを目標とする Ra が 2, 100 最大高さ粗さ RZ (μm) 十点平均粗さ RZJIS (μm) Ra 13.9 15.3 17.6 17.2 18.5 20.8 2.1 3.9 6.0 8.0 10.0 13.0 15.1 1.4 表面粗さ (µm) R ZJIS Rz 78.0 107.1 83.9 110.9 92.3 120.2 96.7 129.2 104.1 141.8 113.0 157.1 10.7 14.2 21.7 29.7 32.2 41.8 41.3 54.0 58.9 74.4 66.7 90.2 75.8 103.8 5.5 8.6 RSm 834 839 923 255 246 209 251 510 922 1025 191 シリーズⅠの試験体の算術平均粗さ Ra の平均値は, ブラスト時間が 30 秒の試験体で 13.9µm,60 秒の試験体 以上より,十点平均粗さ RZJIS や最大高さ粗さ Rz から で 15.3µm,90 秒の試験体で 17.6µm であり,ブラスト時 算術平均粗さ Ra を以下の式で精度よく推定することが 間が長くなるにつれて算術平均粗さ Ra も大きくなって できるといえる. いる. Ra = 0.185 ×RZJIS シリーズⅡの試験体の算術平均粗さ Ra の平均値は, Ra = 0.137 ×Rz ブラスト時間が 30 秒の試験体で 17.2µm,60 秒の試験体 で 18.5µm,90 秒の試験体で 20.8µm であり,ブラスト時 4.引張試験方法 間が長くなるにしたがって Ra が大きくなる傾向は同じ (1) であるが,その値はシリーズⅠの試験体と比べて大きい. これは鋼材の種類が異なるためと考えられる. シリーズⅢの試験体では,いずれのブラスト条件にお いても目標とする算術平均粗さ Ra の値とほぼ同じとな っている.グラインダー処理を施した試験体の Ra の平 均値は 1.4µm と非常に小さい. (3) 表面粗さパラメータ間の関係 各種試験体の各測定線で測定された,算術平均粗さ Ra 試験体の製作 シリーズⅡとシリーズⅢの試験体のボルトの締め付け は,道路橋示方書に従い,S10T-M22 に対する所定の設 計ボルト軸力 205kN が導入されるように以下の手順で行 った. ・母板と連結板の円孔の位置を合わせ,ボルト軸が円 孔の中心に位置するように設置する. ・トルクレンチを用いて試験体の中央から外に向かう 順序で予備締めを行う. と十点平均粗さ RZJIS の全測定値(1662 個)の関係を, ・1次締め:所定の軸力の 6 割程度の軸力が生じるよ 試験体のシリーズごとにマークを変えて図-4 に示す.相 うに,1 次締め専用のシャーレンチを用いて締め付 関係数は 0.98 であり,算術平均粗さ Ra と十点平均粗さ ける. RZJIS の間には高い相関が認められる.図中に示した式は RZJIS に対する Ra の回帰直線である.同様に,算術平均 ・2次締め:ボルトのピンテールが切れ,レンチの回 転が止まるまで締付けを行う. 粗さ Ra と最大高さ粗さ Rz の関係を図-5 に示す.相関係 ここでは,シリーズⅡの試験体を各ケース 3 体,シリ 数は 0.97 であり,算術平均粗さ Ra と最大高さ粗さ Rz ーズⅢの試験体を各ケース 5 体とし,合計 49 体の試験体 の間にも高い相関が認められる. を作成した. 表-4 ② ひずみゲージ 試験体 ① クリップゲージ 1 Case No. 1 下側 上側 30s 2 ④ 2 3 ③ 1 60s 2 3 図-6 各種ゲージの設置位置 1 90s 2 3 1 2 Ra:2 3 4 5 写真-1 試験状況 1 2 (2) 試験方法 Ra:4 3 ボルトのリラクセーションを考慮し,継手試験体を製 4 作してから 12~24 時間以内に引張試験を行った.試験に 5 は,載荷能力 1960kN(200tonf)の万能試験機 UH-200A 1 を用いた.試験体両端部からそれぞれ 100mm 程度の範 囲を試験機のチャックではさみ,試験体の両側ですべり 2 Ra:6 3 が生じるまで引張荷重を徐々に載荷し,その後ボルトが 4 ボルト孔壁に接するまで試験を続けた. 5 (3) 上/下 ○ ○ ○ ○ ○ ○ ○ ○ 586.64 619.99 591.05 572.41 582.22 584.19 592.03 520.42 536.61 578.30 556.72 575.85 575.85 546.42 559.17 557.70 589.58 シリーズⅢ ○ 337.61 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 試験体 先 すべり荷重 すべり係数 (kN) 行 シリーズⅡ ○ 575.85 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 引張試験結果 ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ 326.34 355.74 351.82 338.59 338.10 334.67 324.87 343.98 349.37 386.61 373.38 383.67 374.85 380.73 380.24 375.83 380.73 354.27 376.32 425.81 428.26 403.27 395.43 422.87 412.58 433.65 452.27 419.44 420.91 Case 0.70 0.72 0.76 0.72 0.70 0.71 0.71 0.72 0.63 0.65 0.71 0.68 0.70 0.70 0.67 0.68 0.68 0.72 No. 1 2 Ra:8 3 4 5 1 2 Ra:10 3 4 5 0.41 0.40 0.43 0.43 0.41 0.41 0.41 0.40 0.42 0.43 0.47 0.46 0.47 0.46 0.46 0.46 0.46 0.46 0.43 0.46 0.52 0.52 0.49 0.48 0.52 0.50 0.53 0.55 0.51 0.51 1 2 Ra:13 3 4 5 1 2 Ra:15 3 4 5 1 2 G 3 4 5 上/下 先 すべり荷重 すべり係数 (kN) 行 シリーズⅢ ○ 450.31 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 上 下 ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ 475.30 446.88 449.33 455.70 460.11 493.43 502.74 503.23 484.12 471.38 478.24 395.43 333.69 441.49 415.52 439.53 455.70 336.14 423.36 511.56 352.80 307.72 347.90 302.33 338.10 300.86 343.00 307.72 351.82 581.14 382.30 367.50 518.42 367.50 388.08 378.28 542.92 375.83 448.55 136.51 136.51 156.60 156.60 226.28 166.40 150.14 156.60 144.35 213.25 0.55 0.58 0.54 0.55 0.56 0.56 0.60 0.61 0.61 0.59 0.57 0.58 0.48 0.41 0.54 0.51 0.54 0.56 0.41 0.52 0.62 0.43 0.38 0.42 0.37 0.41 0.37 0.42 0.38 0.43 0.71 0.47 0.45 0.63 0.45 0.47 0.46 0.66 0.46 0.55 0.17 0.17 0.19 0.19 0.28 0.20 0.18 0.19 0.18 0.26 測定項目 試験時には,すべり荷重の他に母板間の開口変位と継 軸力のおよそ 1 割増しの軸力が導入されるが,締め付け 手側面のひずみを測定した.開口変位は,母板突合せ開 時からすぐにリラクセーションが始まることを考慮して, 口部の両側にクリップゲージを設置して測定を行った. すべり係数の算出には設計ボルト軸力を用いた. ひずみゲージは,母板の外側ボルト側面 4 箇所に貼付し, 鋼板の降伏を測定できるようにした.ゲージの設置位置 µ= を図-6 に示す.また,試験時の状況を写真-1 に示す. 主すべり時に,試験機に記録される最大荷重をすべり PS m ⋅ n ⋅ Nd (1) µ:すべり係数 Ps:すべり荷重 荷重と定義した.主すべりは,継手部がすべったことに m:摩擦面の数(2 面) n:片側ボルト本数(2 本) よって大きな音が生じて荷重が急激に下がったとき,あ Nd:設計ボルト軸力(205kN) るいは荷重が急激に下がり,開口変位が大きくなったと きに生じたとした. (2) 5.引張試験結果 例を図-7 に示す.この図に示すように,試験体の上側と (1) 下側で 1 度ずつ主すべりが生じている.図-8 は,荷重と 母板間の開口変位と母板のひずみ 本試験から得られた,荷重と母板間開口変位の関係の すべり係数 引張試験によって得られたすべり荷重とすべり係数を, 母板の外側ボルト側面のひずみの関係の例を示している. 表-4 に示す.継手のすべりは,連結板と上下の母板の 2 荷重-ひずみ関係は,2 度目の主すべりの後にボルトが 箇所で生じるため,ここではその 2 箇所のすべり時の荷 試験体に接するまで線形を保っている.1 度目と 2 度目 重を測定している.それらの内,先にすべりが生じた側 の主すべりが生じた後には,ひずみは 1 度減少している に○印を付けている. が,再び荷重を加えられると再び線形関係となっている すべり係数は,試験から得られたすべり荷重を用いて ことから,本試験の範囲内では母板の外側ボルト側面に 式(1)から算出した.ボルトの締め付け時には設計ボルト 降伏は生じていないといえる.しかし,多くの試験体で 0.8 0.8 0.7 0.7 0.6 0.6 600 すべり係数 荷重 (kN) 500 400 300 200 上:575.85kN(μ=0.70) 下:575.85kN(μ=0.70) 0 0 図-7 1 2 0.5 0.4 シリーズⅡ シリーズⅢ 0.3 90秒−01 100 すべり係数 700 3 4 5 6 7 開口変位 (mm) 8 0.1 9 荷重-開口変位関係 (シリーズⅡ 90s 1 体目) 図-9 G 2 4 6 8 10 0.2 0.1 0 2 4 6 8 10 12 14 16 18 20 22 算術平均粗さRa (μm) すべり係数と算術平均粗さ Ra の関係(実験+文献) 0.4 0.3 SS400 文献12),13),14−1),15) SM490 文献14−2) SM490Y 文献16) 0.2 0.5 0 図-11 0.8 0.8 0.7 0.7 0.6 0.6 13 15 30秒 60秒 90秒 20 40 60 80 100 十点平均粗さRZJIS (μm) 120 すべり係数と十点平均粗さ RZJIS の関係(平均値) 600 すべり係数 荷重 (kN) 500 400 300 200 0.5 0.4 G 2 4 6 8 10 0.3 100 0.2 90秒−01② 0 0 図-8 1000 2000 ひずみ (με) 0.1 3000 荷重-ひずみ関係 (シリーズⅡ 90s 1 体目) 図-10 0 2 4 6 8 10 12 14 16 18 20 22 算術平均粗さRa (μm) すべり係数と算術平均粗さ Ra の関係(平均値) 600kN を超えたあたりからひずみは急激に増大した. (3) 13 15 30秒 60秒 90秒 すべり係数と表面粗さパラメータ ここでは,以下に示すような理由から,算術平均粗さ すべり係数 700 0.5 0.4 G 2 4 6 8 10 0.3 0.2 0.1 13 15 30秒 60秒 90秒 0 20 40 60 80 100 120 140 160 最大高さ粗さRz (μm) 図-12 すべり係数と最大高さ粗さ Rz の関係(平均値) べり係数を整理することはできないと考えられる. すべり係数と十点平均粗さ RZJIS の関係を図-11 に,最 大高さ粗さ Rz との関係を図-12 に示す.これらのパラメ Ra を基準に検討を行う. ータを用いた場合も,算術平均粗さ Ra の場合と同様で ・表面粗さ測定試験の結果から,十点平均粗さ RZJIS や, あり,十点平均粗さ RZJIS や最大高さ粗さ Rz だけですべ 最大高さ粗さ Rz と算術平均粗さ Ra の間には高い相関 り係数を整理することはできないといえる. が認められた. (4) すべり係数に対する表面粗さの影響 ・算術平均粗さ Ra は,基準長さにおける全ての山高さ 算術平均粗さ Ra や,十点平均粗さ RZJIS,最大高さ粗 と谷深さを用いて値を算出するため,1 つの特異な凹 さ Rz は高さ方向のパラメータであり,鋼材表面の凹凸の 凸が及ぼす影響が小さく,本来の表面形状を最もよく 縦方向の粗さの程度を示すものである.これらはその定 表したパラメータであると考えられる. 義から,凹凸の高さが同じであれば,その凹凸の幅によ ・数多くの文献で,表面粗さを整理する際に算術平均粗 らず,表面粗さも同じ値として求められる.しかし,接 さ Ra が用いられている. 合面の凹凸勾配が急なものを合わせた継手と,緩やかな 本試験から得られた,すべり係数と算術平均粗さ Ra ものを合わせた継手では,すべり係数は異なると考えら の関係に,文献[12]-[16]から収集したデータを加えたも れることから,すべり係数は接合面の凹凸の鋭さにも影 のを図-9 に示す.また,本試験の試験ケースごとのすべ 響されるのではないかと考えた. り係数の平均値と Ra の平均値の関係を図-10 に示す.算 そこで,高さ方向のパラメータである算術平均粗さ Ra 術平均粗さ Ra が 8µm 以下の範囲では,表面粗さが大き と , 横 方 向 の パ ラ メ ー タ で あ る 平 均 長 さ RSm の 比 くなるに従ってすべり係数も高くなる傾向が認められる. (Ra/RSm)を用いて凹凸の鋭さを表現することを考えた. しかし,10~15µm の範囲では,すべり係数が小さくな 本試験から得られたすべり係数と Ra/RSm の関係を, るような傾向も認められる.全体で見ると算術平均粗さ 試験体のシリーズごとにマークを変えて図-13 に示す. Ra が大きくなるにつれて,すべり係数も大きくなるよう また,これを試験ケースごとに平均値で示したものを図 に見られるが,ばらつきも大きく,高い相関は認められ -14 に示す.全体としては,Ra/RSm の値が大きくなるに ない.これらのことから,算術平均粗さ Ra だけではす したがって,すべり係数も高くなる傾向が見られるが, 0.8 0.7 0.7 0.7 0.6 0.6 0.6 0.5 0.4 0.3 すべり係数 0.8 すべり係数 すべり係数 0.8 0.5 0.4 30s 60s 90s 0.3 シリーズⅡ 0.2 シリーズⅢ 0.01 0.02 0.2 0.03 0.01 Ra / RSm 図-13 すべり係数と Ra/RSm の関係 0.02 2 4 6 8 10 13 15 G 0.5 0.4 30s 60s 90s 0.3 0.2 0.03 0 0.1 0.3 0.4 10 13 15 G 0.5 2 Ra / RSm 図-14 0.2 2 4 6 8 Ra / RSm (μm) すべり係数と Ra/RSm の関係 (平均値) 図-16 すべり係数と Ra2/RSm の関係 0.8 Ra/RSm の値が 0.02 以上の範囲ではばらつきが大きくな 0.7 っており,規則性は認められない. すべり係数 Ra/RSm の値が非常に近く,凹凸の鋭さは同じであると 思われる粗面であっても,実際には凹凸の高さはそれぞ れに異なっている.そのため,すべり係数は粗さ曲線に おける凹凸の鋭さと高さの 2 つの点を考慮して整理すべ きであると考えた.そこで,高さ方向のパラメータであ る 算 術 平 均 粗 さ Ra と 鋭 さ を 表 す Ra/RSm を 乗 じ た 0.6 0.5 0.4 0.3 シリーズⅡ 2 Ra /RSm ですべり係数を整理することを試みた. 0.2 その結果を図-15 と図-16 に示す.Ra2/RSm が大きくな るにしたがって,すべり係数が高くなる傾向が認められ シリーズⅢ 0 る.図-15 中には,すべり係数-Ra2/RSm 関係の下限を示 0.1 0.2 0.3 0.4 0.5 2 Ra / RSm (μm) す直線も示している.Ra2/RSm の値が 0.25µm 以上の範囲 図-15 すべり係数と Ra2/RSm の関係(平均値) ではすべり係数は 0.4 を満たし,0.35µm 以上の範囲では すべり係数は 0.5 を,また 0.45µm 以上の範囲では 0.6 を 謝辞:本研究の遂行にあたり,多大なご協力を頂きまし 満たしている. た川田工業(株)の小笠原照夫氏,神鋼ボルト(株)の長崎 英二氏,法政大学大学院 OB の一宮充氏に心より御礼申 6. まとめ し上げます. 本研究では,表面に種々のブラスト処理を施した鋼材 の表面粗さ測定試験を行い,算術平均粗さ Ra,十点平均 粗さ RZJIS,最大高さ粗さ Rz の 3 つのパラメータ間の関 参考文献 1) 係を明らかにするとともに,これらの鋼材を用いて高力 ボルト摩擦接合継手の引張試験を行い,すべり係数を整 日本道路協会:道路橋示方書・同解説,Ⅱ鋼橋編, 2002.3. 2) 理するためのパラメータについて検討した. 鉄道総合技術研究所:鉄道構造物等設計標準・同解 説「鋼・合成構造物」,2009.7. ・Ra と,RZJIS,Rz の間には高い相関が認められた.RZJIS 3) 日本建築学会:鋼構造設計基準(SI 単位版),2002.2. や,Rz から以下の式を用いて,精度よく算術平均粗さ 4) 日本建築学会:鋼構造接合部設計指針,2001.11. Ra を推定することができる. 5) ISO:ISO 10721-1,Steel structures-Part 1,Materials and 6) AASHTO:LRFD Bridge Design Specifications,1998. 7) Eurocode:Eurocode 3-Part 2,Steel Bridges and plated 8) 土木学会:高力ボルト摩擦接合継手の設計・施工・ Ra = 0.185 ×RZJIS Ra = 0.137 ×Rz design,1997.2. ・ブラスト処理を施した鋼板表面のすべり係数を整理す るためのパラメータとしては,Ra2/RSm(RSm:平均長 structures,1995.6. さ)が適している. 2 ・Ra /RSm の値が 0.25µm 以上の範囲ではすべり係数は 維持管理指針(案),pp.1-59,2006.12. 9) 日本規格協会:JIS B 0601,製品の幾何特性仕様 0.4 を満たし,0.35µm 以上の範囲では 0.5,0.45µm 以 (GPS)-表面性状:輪郭曲線方式-用語,定義及び表 上の範囲では 0.6 を満たす. 面性状パラメータ,2001.1. 10) 日本規格協会:JIS G 5903,鋳造ショット及びグリッ ド,1975.11. 11) 日本規格協会:JIS B 0633,製品の幾何特性仕様 (GPS)-表面性状:輪郭曲線方式-表面性状評価の方 法及び手順,2001.1. 12) 加村隆志,北後寿:高力ボルト摩擦接合の接合面粗 摩擦接合部の摩擦面に関する実験的研究(その 1, その 2),日本建築学会大会学術講演梗概集(中国), pp.1549-1552,1990.10. 15) 脇山広三,八木毅,山田義智:高力ボルト摩擦接合 部のすべり係数に及ぼす表面粗さの影響に関する実 さがすべり耐力へ及ぼす影響,日本建築学会構造系 験的研究,日本建築学会大会学術講演梗概集(近畿), 論文集,第 485 号,pp.127-134,1996.7. pp.925-926,1987.10. 13) 辻岡静雄:ショットブラスト摩擦面を有する高力ボ 16) 森猛,南邦明,井口進,山口隆司:接合面処理方法 ルト接合のすべり荷重と履歴特性,日本建築学会構 と品質を考慮した高力ボルト摩擦接合継手すべり係 造系論文集,第 471 号,pp.173-179,1995.5. 数の提案,土木学会論文集 A,Vol.64,No.1,pp.48-59, 14) 野口茂,北後寿,加村隆志,法貴慶人:高力ボルト 2008.1.
© Copyright 2026 Paperzz