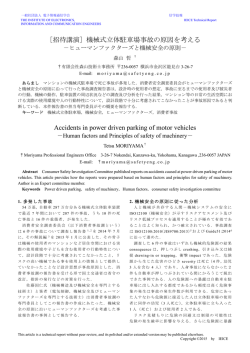
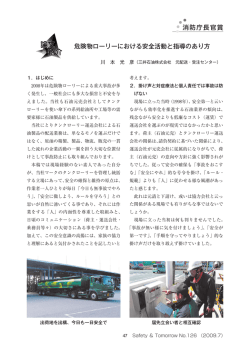
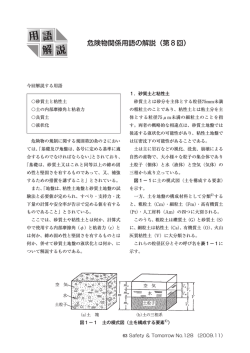
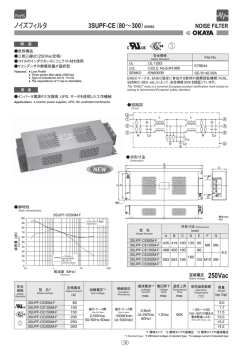
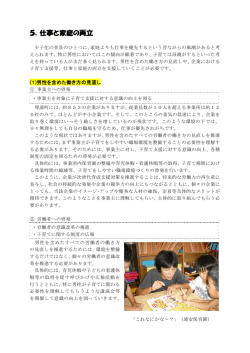
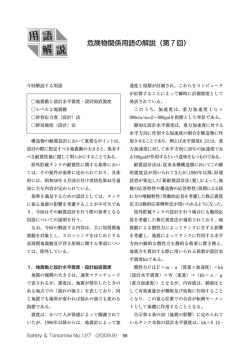
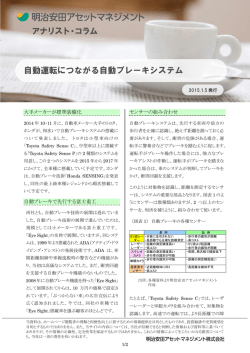
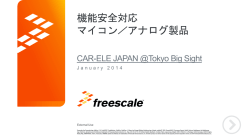
「労働安全衛生研究」, Vol. 1, No. 2, pp. 111-118 (2008) 原著論文 プレス作業の労働災害分析と災害防止対策の考察† 梅 崎 重 夫*1 清 水 尚 憲*1 齋 藤 剛 *1 プレス機械による労働災害の大部分は,過去に発生した災害と同一・類似の繰り返し災害である.本来,一度経験し た災害は再び繰り返すことのないように抜本的な再発防止対策を講じるべきである.このため,著者らは繰り返し災害であ る典型的労働災害事例の分析結果を基に,(1)機械安全国際規格である ISO12100 や欧州安全規格である EN692,EN69 3などに記載された保護方策を日本でも取り入れること,(2)現在問題となっているサーボプレス,プレスブレーキ及び大型 プレス機械を対象とした新たな安全システムの開発を進めること,(3)①安全囲いの標準化や安全囲いを取り外したときは スライドが動かない可動式ガードの採用,②安全装置を不使用とできるキースイッチや切り替えスイッチの撤去(これが困 難な場合は作業主任者による管理の徹底),③材料の両手保持が必要な作業に利用できる安全装置の採用,④寸動時 でも安全装置を有効とするか寸動は両手操作でなければ行えない方式の採用,⑤安全装置の防護高さの確保や側面・ 下方ガード(光線用)の設置,⑥手払い・手引き・手工具を使用しない作業形態の検討などを提案した.以上のような方策 によって,現在下げ止まりとなっているプレス災害の大幅な減少が図れると考える. キーワード: プレス機械,労働災害分析,災害防止対策,安全装置,安全制御 1 はじめに 類の安全性―設計のための基本概念,一般原則-第1 プレス機械による労働災害(製造業,休業4日以上) 部:基本用語,方法論)2)で定義している「保護装置」 は,労働安全衛生法が施行された直後の昭和 49 年に を労働安全衛生規則第 131 条にしたがって「安全装置」 5,450 件であったものが平成 16 年には 1,227 件と大幅に と呼ぶ.ただし,この場合の安全装置は「プレス機械又 減少した.しかし,災害の減少の多くは,表1に示すよ はシャーの安全装置構造規格」にしたがってガード式, うに,旧式のポジティブクラッチ式プレスの廃棄などに 両手操作式,光線式,手引き式,手払い式に限る.同様 よるものと考えられ,フリクションクラッチ式の機械プ に,ISO12100-1 で定義している「固定式ガード」を労働 レス,液圧プレス,プレスブレーキなどによる災害は過 安全衛生規則第 131 条にしたがって「安全囲い」と呼ぶ 1) 去 20 年間近く横ばい状況にある .また,最近では,サ ことがある.さらに,大型プレス機械とは本報では圧力 ーボプレスの急速な普及,大型プレス機械での死亡災害 能力が 500 トン以上の機械とする. の多発,対策の困難な二次加工用プレスブレーキの存在 など,新たな安全技術が必要な問題も認められる. さらに,著者らが首都圏の製造業で発生したプレス機 2 プレス作業の労働災害分析と対策 1) 分析対象 械による挟まれ災害(死亡または休業4日以上)1,395 本来,一度経験した災害は再び繰り返すことのないよ 件を分析したところ,傷害部位(手指など)が切断また うに抜本的な再発防止対策を講じるべきである.しかし, は座滅に至ったと判定できるプレス災害の割合は,図1 プレス機械では過去に発生した災害と同一または類似の に示すように,平成 11 年には 46.8%,平成 13 年には 災害が繰り返し発生しているのが現状である. 44.5%であったものが,平成 15 年は 55.9%,平成 16 年 は 59.0%に達しており,災害の重篤化が推察される. 以上のように,プレス機械の労働災害は比較的新しい タイプの機械で災害発生件数が横ばいとなる一方で,災 著者らは,この繰り返し災害の発生状況をプレス機械 の種類ごとに調査するために,平成 15 年から 17 年の間 に全国の製造業で発生したプレス機械を起因物とする労 働災害(休業4日以上)の詳細分析を実施した. 害の重篤化も推察され,サーボプレスを中心に新たな安 内訳は,フリクションクラッチ式プレスが 460 件,ポ 全技術を必要とする問題も認められるなど,災害防止対 ジティブクラッチ式プレスが 201 件,プレスブレーキが 策の抜本的見直しが必要と考えられる.本報では,最近 177 件,液圧プレスが 74 件である.ただし,対象業種は のプレス機械による労働災害を著者らが提案する典型的 製造業に限定し,事故の型は「挟まれ・巻き込まれ」に 災害事例を用いて分析し,今後望まれるプレス災害防止 限定した.また,すべての県を対象としていないなどの 対策を考察する. 理由から,この3年間に日本国内で発生した全事例が対 なお,本報では機械安全国際規格 ISO12100-1(機械 象となっているわけではない. 併せて,大型プレスでは,平成 5 年から平成 14 年まで † 原稿受理 2008 年 3 月 25 日 に発生した大型プレス機械(圧力能力 500 トン以上)に *1 (独)労働安全衛生総合研究所機械システム安全研究グループ よる死亡災害事例 4 件を対象とした.ただし,対象業種 連絡先 〒204-0024 東京都清瀬市 1-4-6 (独)労働安全衛生総合研究所機械システム安全研究グループ 梅崎重夫*1 E-mail:[email protected] は製造業に限定し,事故の型は「挟まれ・巻き込まれ」 に限定した. 2) 分析結果と対策の検討 112 (単位:件) 表1 プレス機械による労働災害の発生件数の推移(休業4日以上) 機械の種類 昭和 58 年 昭和 61 年 平成 4 年 平成 7 年 ポジティブクラッ 2,540 2,061 1,965 738 363 422 321 248 (56.8%) (55.7%) (54.5%) (31.6%) (21.2%) (26.3%) (27.7%) (20.2%) 299 432 476 321 417 271 301 355 (6.7%) (11.7%) (13.2%) (13.7%) (24.3%) (16.9%) (26.0%) (28.9%) チ式プレス フリクションクラッ チ式プレス 液圧プレス プレスブレーキ、 ベンダー その他のプレス 合 計 平成元年 平成 10 年 平成 13 年 平成 16 年 360 325 202 304 220 204 120 198 (8.0%) (8.8%) (5.6%) (13.0%) (12.8%) (12.7%) (10.4%) (16.1%) 191 271 316 196 167 265 187 185 (4.3%) (7.3%) (8.8%) (8.4%) (9.7%) (16.5%) (16.1%) (15.1%) 1,085 609 646 776 546 445 229 (24.2%) (16.5%) (17.9%) (33.3%) (32.0%) (27.6%) (19.8%) 241 (19.%) 4,475 3,698 3,605 2,335 1,713 1,607 1,158 1,227 (100.0%) (100.0%) (100.0%) (100.0%) (100.0%) (100.0%) (100.0%) (100.0%) (%) 70 60 50 46.8 40 30 20 10 0 111 51.1 51.0 55.9 59.0 44.5 2 12 3 13 4 14 5 15 6 16(年) 年 図 1 傷害部位が切断や座滅に至ったプレス災害の割合 写真 1 全周囲防護の例 表2は,この分析によって得られたプレス機械の典型 用とするキースイッチや切り替えスイッチの撤去(これ 的災害事例である.ここでは,フリクションクラッチ式 が困難な場合は作業主任者による管理の徹底),②材料の プレスでの分析結果を例示した.この分析で特に注目す 両手保持が必要な作業にも利用できる安全装置の適用 べき結果は次のとおりであった. (当研究所の特許第 3603084 号のブランキングシステム (1) フリクションクラッチ式プレス 3) や特許第 3540294 号のフローティングシステム 4) な このプレスでは,安全装置の不使用が 194 件(42.2%) ど),③寸動時でも安全装置を有効とするか,寸動は両手 と多かった.この中には,安全装置が使用できるにもか 操作でなければ行なえないようにする方式の採用などが かわらず生産性が阻害されるのを嫌がって使用しないの 考えられる. が 109 件(23.7%),材料を両手で保持するために安全装 また,安全装置の範囲不足は,④安全装置の防護高さ 置が使用できないのが 35 件(7.6%),金型交換や試打ち の確保,⑤側面ガードや下方ガード(光線式安全装置の のために安全装置を無効としたのが 9 件(2.0%),安全 下方からの手指の進入防止用)の設置などの方策が考え 装置を無効にした後に復旧を忘れたのが 25 件(5.4%)な られる.実際,日本では光線式で正面だけを保護してい どの事例が認められた.また,安全装置の防護範囲不足 るプレスが大部分であるが,欧州ではプレス機械の正面 が 81 件(17.6%)と多かった.この中では,光線式安全 の手指を入れる部分以外は,側面,背面,上下面を含め 装 置 の 下 方 か ら 手 が 金 型 内 に 進 入 す る 事 例 が 48 件 た保護が常識となっている.以後,著者らはこれを便宜 (10.4%),光線式安全装置の側面から手が金型内に進入 上「全周囲防護」5)と呼んでいる.写真1にドイツで実 する事例が 20 件(4.3%)あった. 施されている全周囲防護の例を示す.このような全周囲 以上のうち,安全装置の不使用は,①安全装置を不使 防護の設置が,安全装置の防護範囲不足に対して有効と 労働安全衛生研究 113 表 2 プレス機械の典型的災害事例の分析結果(フリクションクラッチ式プレスの場合) 事故の型 挟まれ 431 (93.7%) 災害の原因 安全措置なし 自動・専用プレス以外 自動・専用プレス 安全型の不備(隙間が大きい等) 安全囲いの不 取り外し 備 隙間から手を入れる 側面から手を入れる 背面から手を入れる 上方から手を入れる その他・不明 安全装置関係 安全装置が使用できるのに使わない の不備 不 材料両手保持のため安全装置が使えない 使 金型交換等のため安全装置を無効とする 用 試打ちのために安全装置を無効とする 無効化の後に安全装置の復旧を忘れる その他・不明 下方 範 上方 囲 側面 不 背面 足 前方の補助光軸 全体(手払い式の防護範囲不足に限る) 不明 改造による無効化 安全距離の不足 安全装置の故障 不適切な安全装置の選択 調 整 手引き式 不 十 手払い式 分 その他・不明 不適当な行程 連続 の選択 一行程 寸動 その他・不明 故障(安全装置 クラッチ/ブレーキの故障や誤動作 以外)または誤 電磁弁の故障や誤動作 動作によるスラ 制御回路の故障や誤動作 イドの二度落ち 配線の断線、短絡 など その他 原因不明 周辺装置からの信号によって突然機械が起動 他の作業者が誤って機械を起動 電源を落とさずに金型交換する(ポジティブクラッチ式に限る) 手工具の不使用 その他・不明 飛来・落下 金型の破片が飛来 28 (6.1%) 材料・加工物の飛来 金型が落下 その他・不明 その他・不明 1(0.2%) 合計 注)原因が重複しているものがあるため、発生件数を加算した件数と合計の件数は一致しない。 発生件数及び比率 15 (3.3%) 12 (2.6%) 0 2 (0.4%) 1 (0.2%) 0 0 0 2 (0.4%) 109 (23.7%) 35 (7.6%) 13 (2.8%) 9 (2.0%) 25 (5.4%) 3 (0.7%) 48 (10.4%) 1 (0.2%) 20 (4.3%) 3 (0.7%) 2 (0.4%) 0 7 (1.5%) 10 (2.2%) 15 (3.3%) 5 (1.1%) 0 0 1 (0.2%) 0 15 (3.3%) 7 (1.5%) 4 (0.9%) 0 5 (1.1%) 2 (0.4%) 2 (0.4%) 1 (0.2%) 1 (0.2%) 9 (2.0%) 4 (0.9%) 8 (1.7%) 0 4 (0.9%) 43 (9.3%) 4 (0.9%) 2 (0.4%) 20 (4.3%) 2 (0.4%) 1 (0.2%) 460(100.0%) 表 3 プレスブレーキによる挟まれ・巻き込まれ災害の形態 挟まれ・巻き込まれ災害の形態 上金型と下金型の間に 曲げられた加工物(金属板)とスライド側面等の間に 上記以外(下型とバックゲージ、バックゲージと加工物の間など) 不明 合計 Vol. 1, No. 2, pp. 111-118 (2008) 発生件数及び比率 84 (49.4%) 42 (24.7%) 9 (5.3%) 35 (20.6%) 170(100.0%) (単位:件) 27 5 (5.9%) (1.1%) 194 (42.2%) 81 (17.6%) 1 (0.2%) 26 (5.7%) 20 (4.3%) (単位:件) 114 考えられる. 発生した災害が 152 件と,全挟まれ災害の 89.4%を占め (2) ポジティブクラッチ式プレス ていた.これは,プレスブレーキでは作業者が加工物(金 このプレスでは,安全措置なしが 54 件(26.9%),安全 属板など)を両手で持ちながら金型から数cmの位置ま 装置の不使用が 34 件(16.9%),安全囲いの不備が 22 件 で手指を近接させて作業(著者らは危険点近接作業と呼 (10.9%)と多かった. んでいる)を行う必要があるために,安全装置の使用が このうち,安全装置が使用できるのに使わない事例 28 困難なためと考えられる. 件(13.9%)の中では,他のプレスに見られない特徴とし また,挟まれ災害の中では,他のプレス機械にない特 て,手引き式や手払い式の不使用が 16 件と不使用全体の 徴として,①上金型と下金型の間に手指が挟まれる災害 57.1%を占めていた.また,安全囲いの不備では,安全 (84 件,全挟まれ災害の 49.4%)だけでなく,②曲げら 囲いを取り外した事例が 9 件(4.5%),安全囲いの隙間か れた加工物(金属板など)とスライド(または金型)側 ら手を入れた事例が 4 件(2.0%)あった. 面の間に手指が挟まれる災害(42 件,全挟まれ災害の さらに,他のプレス機械にない特徴として,電源を落 24.7%)も認められる(表3参照). と さ ず に 金 型 交 換 を 行 な っ て 被 災 し た 事 例 が 21 件 このうち,①に対しては,上金型の直下をレーザービ (10.4%),手払い式安全装置が付いているにもかかわら ームで監視するレーザー式安全装置の適用などが考えら ず防護範囲の不足から被災した事例が 17 件(8.4%)あっ れる.しかし,この装置は②の災害に対しては効果的で た.また,クラッチピンの破損,その他クラッチ/ブレー ない.また,最近はプレス加工の高付加価値化を目的と キの異常が 10 件(5.0%)と他のプレス機械と比較して多 して,サーボ機構を備えたプレスブレーキが普及しつつ かった. ある.しかし,サーボ機構を備えたプレスではサーボ制 以上のうち,安全措置がないプレスには,原則として 安全囲いを設置する必要がある.しかし,安全囲いを後 御系の故障や電磁ノイズの影響などによってスライドが 予想もしない異常な動作をする可能性がある. から設置すると費用がかさむ.また,安全囲いは作業の このため,著者らは以上の問題に対応できる二次加工 都合上取り外されることもある.したがって,①安全囲 用プレスブレーキの災害防止対策として,次の特徴を備 いを構成する部材や隙間を標準化して製作コストを削減 えた安全システムの開発が必要と考える6),7). する,②安全囲いを取り外したときは機械が動かない可 (a) 作業者の手指が上金型の直下に進入していないかを 動式ガードにするなどの方策を進める必要がある. レーザービームを利用して常時監視し,手指の進入時は さらに,手引き式や手払い式の安全装置は簡単に不使 直ちにスライドを停止させる(図2参照). 用とできる,防護範囲が不足する(手払い式)などの理 (b) スライドの運動が正常であるかをロータリーエンコ 由から,安全装置としては適当でないと考えられる(現 ーダによって常時監視し,異常のときは直ちにスライド 実に,欧州では手引き式や手払い式は安全装置として認 を停止させる(特にプレスブレーキでは加工を 10mm/sec められていない).このため,手引き式や手払い式の安全 程度の低閉じ速度で行なうことが多いが,加工時にこの 装置に両手起動式の操作装置が併用されることもある. 速度を維持しているかの確認が重要である). しかし,両手起動式の操作装置を毎分ストローク数の小 (c) プレスブレーキのスライドの側面に軟接触式の検知 さい機械に適用したときは安全距離が不足することもあ 装置(バンパー)を設置し,板が作業者の手指を挟んだ る.したがって,ポジティブクラッチ式プレスでハンド・ ときはバンパーが検知して直ちにスライドを停止させる. インダイの作業を行なう際は,欧州で使われているガー ドロック付きインタロックガード 5) の使用も推奨すべ 写真2に,当研究所で開発しているプレスブレーキ用 安全システムの例を示す. きである.この装置では,クラッチピンの破損などが生 (5) 大型プレス機械 じたときもスライドを停止できるため,クラッチ系の異 大型プレスでは,作業者が金型内に入っているときに, 常に対しても保護効果が高いと考えられる. 他の作業者が誤って起動ボタンを押してスライドを起動 (3) 液圧プレス させたために死亡災害が発生している事例が認められる. このプレスでは,安全措置なしが 14 件(18.9%),安全 また,光線式安全装置が設置されていたにもかかわらず, 装置の不使用が 8 件(10.8%),安全囲いの不備が 7 件 作業者が光軸とボルスタの間に入り込んだために検知で (9.4%)と多かった.また,事故の型が飛来・落下であ きなかった事例,複数の作業者が一緒になって広大な危 る事例が 15 件(20.3%)と他のプレス機械と比較して多 険区域に進入したときに一部の作業者が取り残される事 かった.この中には,金型が落下した事例が 8 件(10.8%), 例,作業者が前後の工程間に移動して作業を行なったた 金型の破片が飛来した事例が 2 件(2.7%)あった. めに災害に至った事例も認められる. これらは,金型の適切な強度設計(金型,ボルトなど) これらの災害に対しては,レーザースキャン式の装置 や事前の作業方法の検討などを行なえば防止できた事例 によって金型内を直接監視する方法が効果的である.し が大半と推察される.したがって,これらの対策を確実 かし,直接監視は金型や機械の形状によっては適用が困 に実施する必要がある. 難である.このため,実際のラインでは,作業者がライ (4) プレスブレーキ ン内へ進入する場所にキーやプラグを設置し,作業者の このプレスでは,安全装置が設置されていないために 進入を間接的に監視する方式を採用している.しかし, 労働安全衛生研究 115 (上金型と下金型間の挟まれ防止) レーザー式安全装置 上金型 指 下金型 は対向したレーザービーム 図2 レーザービームの配置 写真 2 プレスブレーキのレーザー式安全装置 複数の作業者が1個のキーやプラグを抜いて一緒にライ るものや隙間から簡単に手指を入れられるものも多く, ン内に入った後に(これを「供連れ」と呼んでいる),キ これがプレス災害の原因になっている.また,一般に安 ーやプラグを持った作業者だけがラインから出て来て再 全囲いを後付けで設置すると費用がかさむ.したがって, び可動ガードを閉めた後に再起動操作を行なったときは, ①安全囲いを構成する部材を標準化して製作の容易化を 図りコストを削減するとともに,②安全囲いを取り外し この対策は有効でない. また,複数の大型プレス機械が連動しているラインで たときは機械が動かない可動式ガードとする,③手指が は,ある工程のプレス機械のトラブル処理のためにライ 隙間から容易に進入できない寸法とするなどの標準化を ン内に進入した作業者が,他の工程のプレス機械のトラ 進める必要がある. ブルを発見して,その工程に直接移動することがある(こ また,日本のプレス機械では全周囲防護の発想がない れを「工程間移動」と呼んでいる).このときも,他の作 ために,光線式安全装置の下側やプレス機械の側面など 業者が気づかないでプレス機械を起動させると,重大な から危険区域に容易に手指が入り得る.この問題に対し 災害を発生させかねない.図3に,大型プレス機械で発 ては,④安全装置の防護高さを十分なものとすること, 生する供連れや工程間移動の例を示す.著者らは,以上 ⑤側面ガードや下方ガード(光線式安全装置の下方から の問題を考慮した新たな間接監視システムの構築が必要 の手指の進入を防止するガード)を設置することなどの と考える8). 対策が考えられる. さらに,日本ではプレス機械用の安全装置として,ガ 3 考察 1) 典型的災害事例に対する重点事項の抽出 ード式,光線式,両手操作式,手引き式,手払い式など が認められている.しかし,日本のプレス機械では,安 現在,プレス機械では,ISO12100 や欧州安全規格であ 全装置を無効とできるキースイッチや切り替えスイッチ る EN692(機械プレス-安全),EN693(液圧プレス-安 を備えているものも多い.このため,作業者の安易な無 全)にしたがって保護方策を行なうのが常識となりつつ 効化操作によって次のようなときに安全装置を不使用と ある.この方策の中心となるのが,ISO12100 に定める本 することがあり,これがプレス災害の原因になっている. 質的安全設計方策(ステップ1)と安全防護物の適用(ス (a) 安全装置の使用によって生産性が低下するときや作 テップ2)である(図4参照). 業性が阻害されるとき このうち,ステップ1では,遮蔽式工具(日本では「安 (b) 長尺物や板状の材料を両手で保持して作業を行なう 全金型」と呼んでいる)の適用や自動化によるノーハン ために安全装置が使えないとき ド・イン・ダイなどの方策が該当する.これに対し,ス (c) 金型の交換作業や試打ちの作業のために安全装置を テップ2では,前述した全周囲防護が基本となる.これ 無効化する必要があるとき は,危険区域の全周囲を想定ガードで囲み,この中で手 これらの問題に対しては,⑥安全装置を不使用とでき 指の進入が必要な最小部分だけを開口部として光線式安 るキースイッチや切り替えスイッチの撤去(これが困難 全装置などを適用するとともに,危険区域の側面・背面・ な場合は作業主任者による管理の徹底),⑦材料の両手保 上下面にはすべてガードを設けて作業者以外の第三者を 持が必要な作業にも利用できる安全装置の適用(文献 3), 含む手指の進入を防止する方策である. 4)参照),⑧寸動時でも安全装置を有効とするか,寸動は 実際の固定式ガードは,日本では安全囲いと呼ばれて いる.しかし,日本の安全囲いは容易に取り外しができ Vol. 1, No. 2, pp. 111-118 (2008) 両手操作でなければ行なえないなどの対策が考えられる. なお,手引き・手払い・手工具は確実性に劣るため出来 116 リスクアセスメント No.1 プレスライン No.2 プレスライン 工程間移動 (機械の定められた制限及び “意図する使用”に基づく) No.3 プレスライン 設計者によって 講じられる保護方策 リスク ステップ1 本質的安全設計方策 プレス 操作盤 プレス 操作盤 プレス 操作盤 ステップ2 安全防護及び 付加保護方策 進入(友連れを含む) 図3 ステップ3 使用上の情報 □ 機械に ―警告標識、信号 ―警報装置 □ 取扱説明書 供連れと工程間移動の例 るだけ使用しない作業方法の検討が必要である. 使用者入力 設計者が 保護方策を 講じた後の 残留リスク 設計者入力 また,実際のプレス機械では,制御システムの安全関 使用者によって 講じられる保護方策 連部(安全装置や安全制御回路が該当する)の故障によ 設計者によって提供された使用上 の情報に基づくものを含む ってスライドが異常動作(二度落ちなど)を起こすこと □組織 ―安全作業手順 ―監督 ―作業許可システム □追加の安全防護物の準備と使用 □保護具の使用 □訓練 等 がある.このため,ISO13849-19)では故障発生時にスラ イドを停止できるフェールセーフ特性を実現するために, カテゴリー4の要件を規定している. ここで,カテゴリーとは制御システムの安全関連部に すべての 保護方策 を講じた 後の残留 リスク おける故障対策の区分を意味する指標であり, ISO13849-1 では B,1,2,3,4 の5区分としている.このう 図4 ISO12100 に定められたリスク低減戦略 ち,カテゴリー4は故障対策が最も厳しい区分である. しかし,日本ではカテゴリーに関する規定がないために, 制御システムの安全関連部で危険側故障(故障時にスラ イドが止まらなくなるか,停止中のスライドが突然起動 するなどの現象を引き起こす故障)の発生のおそれがあ る.したがって,⑨カテゴリー4の要件を満足できる制 御システムの安全関連部の構築が必要である. 2) サーボプレスの安 全 要 件 の解 明 今後,日本の製造現場ではサーボプレスの急速な普及 が見込まれる。このプレスでは,制御システムの安全関 連部の危険側故障が直ちにスライドの異常動作を発生さ せて災害に至るおそれがある.したがって,この点を考 慮したサーボプレスの安全要件の解明が必要である. この要件は,基本的に,①手指が危険限界内に進 入していないか又はスライドが下降していないこと の 常 時 監 視 , ② サ ー ボ 停 止 以 外 の 制 動 機 構 の停止性 能確認及び③ サ ー ボ 制 御 系 の 安 全 性 能 評 価 に集約で きる. ここで,①は,端的には,スライドが降下していると きに手指が進入して光線式安全装置を遮光し,急停止す る機能の実現である.ただし,サーボプレスでは従来の 機械プレスと異なり,フライホイールを有しない構造で あるために,下死点を過ぎてから上死点へ必ずスライド が移動(上昇)するとは限らない.このため,広く用い られている上昇無効はサーボプレスに対しては容易に採 用できず,スライドが下降していないことを常時監視す るか,又は,サーボ制御系に電源が投入されている限り スライドが危険な作動をしていると見なすことになる. このうち,後者はサーボプレスの実用性を著しく損ねる. これに対し,前者は,技術的にその実現が困難な機能で はないが,その安全性能は後述する機能安全に基づく確 率論的評価によって検証されなければならない. また,②は,スライドの通常時停止を主にサーボ制御 系の停止機能で実行するサーボプレスに特有な要件であ る.すなわち,サーボプレスでは,サ ー ボ 停 止 以 外 の 制動機構(典型的には機械式ブレーキ)は非常時を除き ほとんど使用されないため,制動機構を実際に使用する 特別な停止モードを設け,これを定期的に作動させるな ど,制動機構の性能を適切な頻度で確認する方策が必要 になる. さらに,③は,サーボ制御系のような複雑な電子機器 に対しては,その安全性能が従来の使用コンポーネント とそれらの構成に依拠した確定論的評価では判断できず, 機能安全に基づく確率論的評価が必要になることである. 具体的には,サーボプレスの主要構成要素であるサーボ ドライバを対象に,ISO13849-1 に記載された安全制御カ テゴリー(Cat.)と IEC6150810)に記載された安全度水 準(SIL)の両指標を両立できる安全性能評価指標の検討 が必要である.このとき,これらの規格に記載された危 険側故障の平均時間間隔(MTTFd)9),診断有効度(DC) 9) ,共通原因故障率(CCF) 9) 及び系統的原因故障を考 慮しなければならない. さらに,サーボプレスには次のような種類がある. (a) サーボモータでダイレクトに駆動される構造のメカ ニカルサーボプレス (b) サーボモータを駆動源とし,ボールスクリュー及び リンク機構等を組み合わせた構造のメカニカルサーボ プレス (c) サーボバルブを使用した液圧サーボプレス 労働安全衛生研究 117 (d) 液圧ポンプの駆動をサーボモータで直接行なう方 生総合研究事業 式の液圧サーボプレス 研究者 課題番号平成 17-労働-一般 013、主任 梅崎重夫)の一環として実施したものである。 これらのプレスの安全要件も基本的には以上の 要 件 紙上を借りてこの研究に協力を頂いた当研究所の池田博 を 考 慮 す れ ば よ い .た だ し ,各機種によって安全要件 康氏、中央労働災害防止協会の粂川壮一氏を始め、関係 が部分的に異なることも考えられるので,この点を考慮 諸氏に深謝する。 した検討も必要である. 文 4 おわりに 中央労働災害防止協会.昭和 50 年版から平成 17 年版まで 2) ISO12100-1 , Safety of machinery ― Basic concepts, プレス災害の多くは,過去に発生した災害と同一・類 似の繰り返し災害である.本来,一度経験した災害は再 献 1) の安全衛生年鑑.1975~2005. び繰り返すことのないように抜本的な再発防止対策を講 general じるべきである.このため,著者らはこの問題に対して terminology, methodology.日本規格協会;2003. 3) 次の方策を提案する. principles for design ― Part 1 : Basic 梅崎重夫,清水尚憲,小林茂信,井土伸彦,中村英夫,三 1)機械安全国際規格である ISO12100 や欧州安全規格で 平律雄,山下昌弘,川戸真二,田上憲一,石坂文二,松井 ある EN692,EN693 などに記載された保護方策を日本でも 龍二,鈴木常夫.フェールセーフな教示機能を備えたブラ 取り入れること. ンキングシステムの開発.日本機械学会論文集 C.2002; 2)現在問題となっているプレスブレーキ,大型プレス 機械及びサーボプレスを対象とした新たな安全システム 68(670):1755-1783. 4) 梅崎重夫,清水尚憲,小林茂信,井土伸彦,中村英夫,三 の開発を進めること. 平律雄,山下昌弘,鷲崎一郎.フローティング機能を備え 3)過去に発生した災害と同一・類似の繰り返し災害に たロール機用安全システムの開発.日本機械学会論文集 C. 対して,次の方策を講じること. (a) 安全囲いの標準化や安全囲いを取り外したときは機 2003;68(672):2316-2323. 5) 梅崎重夫,粂川壮一.機械プレスの安全に関する欧州規格 械が動かない可動式ガードの採用 と我 国 関係 法 令と の 比較 . 産業 安 全研 究 所安 全 資料 . (b) 安全装置を不使用とできるキースイッチや切り替え 1996;NIIS-SD-No.14:41-63. スイッチの撤去(これが困難な場合は作業主任者による 6) Shimizu S, Umezaki S. Development of safety system for 管理の徹底) press brake. 5th International Conference Safety of (c) 材料の両手保持が必要な作業にも利用できる安全装 Industrial Automated Systems (SIAS 2007). 2007: 置の採用 340-345. (d) 寸動時でも安全装置を有効とするか,寸動は両手操 7) 清水尚憲,梅崎重夫.プレスブレーキ用安全システムの開 作でなければ行なえない方式の採用 発―サーボ機構を備えた二次加工用プレスブレーキの安 (e) 安全装置の防護高さの確保や側面・下方ガード(光 全要件の解明―.日本機械学会関東支部第 13 期大会. 線用)の設置 2006:185-186. (f) 手払い・手引き・手工具を使用しない作業形態の検 8) 討 梅崎重夫,清水尚憲.大型プレス機械用安全システムの開 発―RFID とカウンターゲートの階層構成による間接監 以上の方策によって,現在下げ止まりとなっているプ 視方式の提案―.日本機械学会関東支部第 13 期大会. レス機械による労働災害の大幅な減少が図れると考える. なお,プレスブレーキ,大型プレス機械及びサーボプレ スを対象とした新たな安全システムの開発は別途報告す 2006:187-188. 9) ISO13849-1,Safety of machinery―Safety-related parts of control systems ― Part 1 : General principles for design.日本規格協会;1999 及び 2006. る予定である. 10 ) IEC61508, Functional safety of electrical/electronic/ 謝 辞 本研究は、厚生労働省科学研究費補助金(労働安全衛 Vol. 1, No. 2, pp. 111-118 (2008) programmable electronic safety-related systems.日本 規格協会;2006. 118 Analysis of Accidents Caused by Power Presses and the Consideration of Accident Prevention Methods by Shigeo UMEZAKI*1, Shoken SHIMIZU*1 and Tsuyoshi SAITO*1 To prevent from industrial accidents caused by power presses, protective measures required by global safety standards, such as ISO12100, EN692 and EN693, shall be applied in Japanese industrial fields. The following protective measures shall be applied: 1) Standardization of safety guard, 2) Elimination of key-switch to bypass function of protective devices, 3) Blanking system for two-handed operation, 4) Effective protective devices during inching operation, 5) Guarantee of protected heights by protective devices – light curtain, 6) Protective device for sides of machine (fixed/movable guard). The inquiry into analysis has also revealed the development of new safety systems designed for servo presses, press brakes and large-sized power presses. Key Words: power press, analysis of accidents, accident prevention method, protective measures, safety control. *1 Mechanical and System Safety Research Group, National Institute of Occupational Safety and Health, Japan 労働安全衛生研究
© Copyright 2026 Paperzz