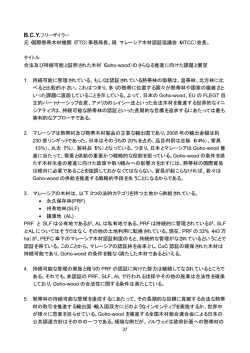
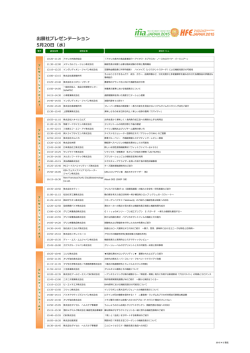
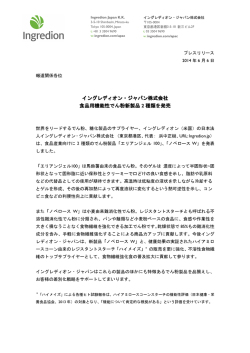
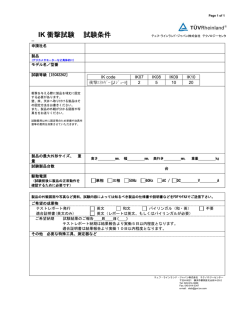
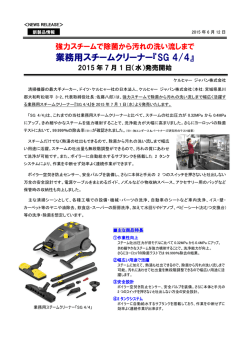
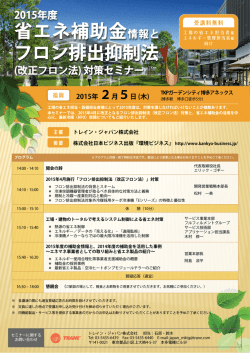
White Paper 革新的なレーザパワーセンサーによるプロセス制御の改善 コヒレント社は画期的な技術的進歩により、まったく新しい 高速応答のパワーディテクターPowerMax-Pro を開発し ました。この高速応答速度が特に有効なのは、連続発振 レーザのパワーを高速かつ高頻度でサンプリングを可能 にする用途であり、変調されたパルスのピークパワーと時 間的なパルス形状データを同時に取得できるため、これを 利用してパルスエネルギーを計算することができます。こ のリアルタイムフィードバックを使用してレーザシステムの スループットと品質のみならず、プロセスの精度の改善を 技術面での投資を最小限に抑えて行うことができます。 製品の紹介と概要 レーザは、半導体エレクトロニクス、医療機器製造、家電 パッケージ製品や車載製品など実に多岐にわたる用途で 材料の加工処理に使用されています。それぞれの用途で は、それぞれが異なった多くの材料を使用しており、様々 なレーザ技術が関わっていますが、同時に多くの共通の条 件が見られます。それはつまり、いずれの場合にも、定期 的にパワー、パルスエネルギー、パルス形状、ビームプロ ファイルなどのレーザ出力特性を計測して、最適な処理が 一貫して行われているかどうかをチェックする必要がある、 ということです。さらにレーザ特性を正確に計測すること は、多くの産業分野において同時に発生している、以下の ふたつの支配的なトレンドにおいて極めて重要になってき ています。そのひとつはプロセスの精度向上への要求が 高まっていること、そしてもうひとつが製造コストを下げるこ とへの要求です。この資料では、これらのニーズに直接対 応するレーザベースのプロセスツールでの使用を前提に、 新たに設計されたレーザパワー測定技術について説明し ます。 レーザの変動は、処理の制御を困難にし、必要な精度を 確保するために処理速度を落とす必要が出てきます。 業界における一般的な傾向としては、処理速度の向上あ るいはスループットの向上のためには、プロセスウィンドウ を狭める方向にあるため、それによって照射レーザパワー あるいはパルス形状の変動に対する許容度が低くなって きます。この許容幅が狭くなるほど、レーザ出力特性値を 測定して、許容値の範囲内にあるかどうかを検証する頻度 が高まります。パルス形状モニタリング(ピークパワーのモ ニタリングとパルスエネルギーの計算に使用)をリアルタイ ムで行うことによって、レーザにフィードバックを行うループ を形成し、それによって処理速度改善と機能の整合性を維 持することができます。 レーザ測定の頻度もコストに強い影響を及ぼします。製品 上の問題点の特定をより迅速に行うからです。特にこれか ら発生しようとしている問題、あるいはたった今発生した問 題を特定することができるため、ラインを通り過ぎていく前 に低品質の部品が組み立てられるのを防ぎ、スクラップ化 あるいは作業のやり直しによる経費の発生を防止します。 レーザパワーモニタリングを高頻度で行うことにはメリット があるものの、なぜこの簡単な方法がほとんどの業界で行 われていないのでしょうか。それは、現在多くのレーザで採 用されているパワー測定技術が相対的に遅く、したがっ て、製造ラインの速度に対応できないためです。その結 果、レーザパワーの測定は、製造ラインの停止や減速を最 小限に抑えるために、時々行われる程度であり、また、パ ルス形状を測定するための現実的にほぼ唯一と考えられ るフォトダイオードも、使用に際して非常に制約が多いため に、パルス形状のモニタリングはほとんど行われていませ ん。 計測条件 多くのレーザプロセスでは、パルス幅(ミリ秒、ナノ秒、ある いはフェムト秒)や出力波長にかかわりなく、平均パワーが 材料の除去および変換速度に直接影響を及ぼすことが多 いために、もっとも重要なパラメータとなっています。さらに 多くの用途においては、対象表面に照射される実際のレー ザパワーは、多くの様々な要因に影響を受けるため、変動 要素が多くなります。それらの変動要因としては、レーザ出 力の一貫性のない変動、ビーム照射システムにおける光 学上のアライメントの変動、個々のビーム照射光学系にお ける動作上の劣化(ミラーの反射率の低下)などがありま す。 さらに、特に一般的には変調された CO2 レーザが使用され る熱処理方式の用途ではパルス形状も重要なパラメータと なります。変調パルスの比較的小さな変動は、切断エッジ 面の品質や孔形状などの処理結果に影響を及ぼします。 コヒレント・ジャパン株式会社 I www.coherent.co.jp 既存のレーザパワーセンサー レーザの平均的なパワーを測定するのに使用されている 技術には、代表的なものとしてふたつあります。サーモパ イル(熱電対)と半導体フォトダイオードです。 「サーモパイル」は、長年、ミドル~ハイパワーレーザにお けるディテクターとして使用され続けてきました。これらの ディテクターは、熱電気の原理に基づいて動作し、熱エネ ルギーが電気エネルギーに変換されます。代表的なサー モパイルは、その中心に光吸収板があり、その周囲を熱電 対の列が囲み、リング状の熱電対の外周面に放熱板が円 状に取り付けられています(図 1)。 1 White Paper 入力レーザ光 放熱板 熱電対 吸収板 従来の放射状の熱の流れを持つ サーモパイル (応答時間 1s 以上) 熱のフローパスが 長い レーザ 直径(cm) 図1 従来のサーモパイルの構造 フォトダイオードは感度が高いため、非常に低い光レベル の検出が可能です。しかし、一般的には 1 mW/cm²程度で 飽和状態に達するため、パワー値が高いときに動作させる には、減衰フィルタを使用する必要があります。フォトダイ オードは、応答時間が高速なため、パルス形状の観測に 有効です。 フォトダイオードの短所は、アクティブな面積が小さいこと、 スペクトルレンジに制限があること、そして、熱センサーに 比較して、空間上の均一性が低いことです。最後の性質 は、不均一なビームあるいは測定の間にディテクター表面 上を動きまわるビームの測定の再現性に影響を及ぼしま す。可視光、近赤外線、または遠赤外線領域で機能する フォトダイオードの製造には、いくつかの異なった半導体材 料の組み合わせがあります。これらの特性を統合すること によって、フォトダイオードは、連続発振レーザのローパ ワー測定のみならず、ナノ秒のパルスレーザのパルス形 状特性解析に極めて有効です。 PowerMax-Pro のテクノロジー 動作時には、ディテクター中心にある吸収板に当たった入 力レーザエネルギー(光)が熱に変換されます。このディテ クター表面には、通常、非常に広範囲な波長に対して光を 吸収する材料が塗布されており、感度を向上させていま す。その熱は、ディテクター周辺に向かって放射状に広が り、放熱板に達すると空冷または水冷によってほぼ一定の 周囲温度に保たれます。吸収板と放熱板との温度差は熱 電対によって電気信号に変換されます。読み取り装置内 の電気系は校正されており、この電気信号をレーザパワー の表示値に変換します。 サーモパイルのセンサーには、極めて広範囲なスペクトル レンジ、広範囲な入力パワーへの対応能力、レーザ光に 対する高い耐久性、空間応答が均一である(ビームサイ ズ、位置、均一性などの変化の影響を受けにくい)などの 長所があります。しかし、サーモパイル全体にわたって熱 を伝搬させるため、この方法では、どうしても測定に時間 がかかってしまうという制約があります。とくにレーザによ る熱の伝搬が平衡状態になり、パワー測定の表示値が定 常値となるまで、数秒から数十秒を要します。物理的にセ ンサーのサイズが大きくなると、この定常状態に達するの にさらに時間がかかります。この応答時間の遅さゆえに連 続発振レーザのパワー測定にはサーモパイルが最適とな ります。パルス状のレーザでは、有限の時間間隔における パワーの平均値、あるいは長時間におけるバーストパル スからの全体の統合エネルギーを得ることが最良の方法 です。 「半導体フォトダイオード」は、本質的に半導体ダイオード (pn 接合)です。入力されたレーザフォトンは素子に吸収さ れ、電荷キャリア(電子と正孔)に変換されます。接合にど のようにバイアスがかかっているかによって、電流あるい は電圧として検知されます。 コヒレント・ジャパン株式会社 I www.coherent.co.jp コヒレント社では、サーモパイルの幅広い波長感度、広い ダイナミックレンジ、高い耐損傷性と、半導体フォトダイ オードに近い高速応答を提供するレーザパワーセンサー に対するニーズの高まりに対応するために PowerMax-Pro テクノロジー(特許出願中)を開発しまし た。PowerMax-Pro の構造と構成は、サーモパイルとは全 く異なります。具体的には、本機においては、熱はディテク ター内を厚さ方向に流れ、生成された電界は、熱の流れに 対して垂直方向に移動します(図 2)。 熱のフローパスが 短い レーザ t (数ミクロン) 薄膜の熱の流れ (応答時間 50 μs 以下) 図2 PowerMax-Pro センサーの基本構成 2 White Paper このセンサー内には、ミクロン単位の薄い膜の層が何層に も積み重ねられています。入力されたレーザ光が吸収され ると熱を発し、薄膜層内を高速移動して、ディテクター下部 にある放熱板に到達すると、そこで放熱されます。薄膜層 の電気信号は素子の端を横方向に流れ、センサーの電極 に接触することで測定されます。 高速測定 従来の放射状の流れを持つサーモパイルでは、検知の時 定数が数秒であるのに対して、この薄膜構成の時定数 は、マイクロ秒の範囲です。そのため、このセンサーを使 用することで、オーバーシュートなしで、事実上、瞬間的な パワー測定が可能になります(図 3)。PowerMax-Pro セン サーは、従来のサーモパイルの構造が持つ主な利点であ る、広いアクティブエリア(30 mm x 30 mm)、ダイナミック レ ン ジ の 広 さ ( 50 mW ~ 150 W ) 、 高 い 耐 損 傷 性 ( 14 kW/cm²)、広い波長レンジ(300 nm~11 μm)などの特徴 を保持しています。 PowerMax-Pro パワー(W) サーモパイル 時間(秒) 図3 標準的な中出力のサーモパイル(30W)と PowerMax-Pro の 立ち上がり時間の比較 PowerMax-Pro センサーの高速応答速度により、ユー ザーは、単にパワーの平均値を測定することだけにとどま らず、10 μs 以上のパルス幅の変調レーザのパルス形状と ピークパワーを時間的に視覚化することができます。さら に、これらのパルスを統合することによって個々のパルス エネルギーを計算することができます。これまでは、水銀カ ドミウムテルル化物(MCT または HgCdTe)フォトダイオー ドを使用しないとこれだけの持続時間の CO2 レーザパルス の形状を測定することはできませんでした。しかし、これら の特殊なディテクターには、いくつかの重大な欠点があり ます。たとえば、アクティブエリアが 1 mm²あるいはそれ以 下と非常に小さく、真のパルスエネルギーあるいは出力パ ワー全体をモニタリングすることができません。さらに、非 コヒレント・ジャパン株式会社 I www.coherent.co.jp 常に低いパワーでフォトダイオードが飽和してしまうため、 大出力のパワーでは、簡単に損傷してしまう可能性があり ます。これらの 2 点から、MCT フォトダイオードでは通常、 ビームの一部だけをサンプリングし、ミスパルスをモニタリ ングするのに使用するか、あるいは、相対的なパワー出力 の大きな変化をチェックするためにのみ使用されていま す。 MCT フォトダイオードのもうひとつの問題として、ノイズレ ベルが高い、ということがあり、正確なピークパワーおよび 高精度のパルスエネルギーのモニタリングには不向きで す。もしこれらのセンサーを使用してミスパルスの検出以 外のことを行おうとすると、ベースラインノイズを安定化さ せるのに高価で多段式の熱電気的冷却装置が必要になり ます。20 kHz 未満でのパフォーマンスは、変調された CO2 の用途では一般的ですが、それがフリッカー、1/f ノイズな どによってさらに劣化し、絶対的なパワーまたはエネル ギー測定がさらに困難になります。 計測エレクトロニクス センサーは測定系のほんの一部に過ぎず、センサーから の生の信号を最適に取り出し、制御を行い、処理できるエ レクトロニクスと整合性がとれて初めて高品質なデータを 得ることができます。コヒレント社では、PowerMax-Pro セ ンサーが本来持つ機能をフルに生かすことに特化して LabMax-Pro SSIM レーザパワーメーターを開発しました。 ユーザーのコストを最小限にするとともに柔軟性を最大限 に す る こ と で 、 LabMax-Pro は 、 SSIM ( Smart Sensor Interface Module)としてパッケージ化されており、USB ま たは RS-232 経由でホストコンピュータと接続します。そし て、Windows PC アプリケーション・ソフトウェアの新製品 LabMax-Pro PC を 使 用 し て 、 ホ ス ト コ ン ピ ュ ー タ か ら SSIM の調整とパルス形状の視覚化とともに、装置の制 御と測定結果の表示を行います。このソフトウェアでは、リ アルタイムでの統計値、ヒストグラム、トレンド解析、デー タロギングなど広範囲の解析機能も行います。さらにホス トコマンド一式を USB または RS-232 インタフェースを通し て送信が可能なので、組み込み用途に極めて有効です。 高速サンプリングによるパルスの視覚化 LabMax-Pro SSIM では標準的な動作モードとして、代表 的な 10 Hz サンプリングレートを採用しています。このデー タレートでは、PowerMax-Pro センサーは、フォトダイオー ド並に直ちにパワー測定ができるだけではなく、非常に大 きなパワー値も直接測定可能なセンサーを活用することも できます。ピコ秒およびフェムト秒レーザのような高反復率 または疑似連続発振レーザを使用する大容量処理は、高 速パワー測定において極めて有効です。現在、サーモパイ ルの処理をモニタリングしている時間を部品の処理に使用 することができ、しかも高速測定なので、その処理をより高 頻度でモニタリングすることができます。PowerMax-Pro テ 3 White Paper クノロジーを使用することで、測定結果を得るのに最大 1 分もかけることなく、わずか 1 秒未満で測定を行うことがで きるので、技術的な投資をほとんど行う必要もなく、スルー プットの向上を図ることができます。 標準的な動作モードがもっともよく使われるのは、連続発 振レーザのパワー測定、あるいは、高繰り返しレーザのパ ワー平均値の測定です。読み取り装置の電子回路および ソフトウェアは、PowerMax-Pro センサーの高速応答速度 をフルに生かすため、ふたつの高速サンプリングモードが 利用されており、両者の間で動作するパルスレーザを測定 します。これらのモードにより、ハイパワーのパルスレーザ の高度な解析が可能となり、これまで不可能とされた測定 を行うことができます。 ひとつめの「高速モード」は、20 kHz の連続データサンプリ ングレートを持ち、最大 2 kHz の繰り返しで変調レーザの パルス形状解析を行うことができます。これらのタイプのパ ルス列は、多くのレーザベースの医療処置や、マイクロ溶 接などの一部の材料加工用途ではよく見られるものです。 次の画面は、20W CO2 レーザを測定して得られたデータ で詳細例を示したものです。 ふたつめの高速モードは、「スナップショットモード」と呼ば れるもので、最大 384 ms にわたって 625 kHz でバースト サンプリングを提供します。これは、変調レーザのパルス 形状を視覚化するには十分に高速なものであり、審美医 療用途などで使用されているロングパルスやパルス列とと もに、各種工業用途の切断、彫刻、穴あけ用途でよく使用 されているものです。このタイプの時系列に沿った視覚化 により、それまでの応答の遅いサーモパイルでは表示でき なかったレーザの真の動作を新たな視点で見ることができ ます。これらの新たな情報が技術者にとって明らかになる ことにより、材料処理用途の設定上、これまで「勘」に頼っ ていた部分の一部が払拭されました。それによって開発担 当者にとってより多くの反復性の高い手法が得られ、さら に技術面から製造面へとプロセスの移行が行われるととも に、それが運用され始めると、プロセスの制御とモニタリン グが可能となります。多くの熱ベースの材料加工用途で は、この情報でより制御しやすくなり、高速処理が可能とな るとともに歩留まりが高くなります。同時に、レーザによっ て生成された機能の品質が向上します。 以下の数字がなによりデータ品質とパルス形状の高い忠 実性を示しています。 コヒレント社の PowerMax-Pro 1kHz PRF、デューティサイクル 80% 1kHz PRF、デューティサイクル 50% 1kHz PRF、デューティサイクル 30% 1kHz PRF、デューティサイクル 20% 図4 PowerMax-Pro センサーと LabMax-Pro エレクトロニクス、 ソフトウェアで得られるパルス形状の視覚化 コヒレント・ジャパン株式会社 I www.coherent.co.jp 4 White Paper 変調 10.6 μm CO2 レーザ • • • 10 μs PW 10 kHz PRF 10%デューティサイクル 図5 新製品 LabMax-Pro の「スナップショットモード」機能で 10 μs もの短いパルス幅波形を 高デューティサイクルで視覚化を実現 コヒレント・ジャパン株式会社 I www.coherent.co.jp 5 White Paper 変調 10.6 μm CO2 レーザ • • • 50 μs PW 8 kHz PRF 40%デューティサイクル 図6 PowerMax-Pro センサーと LabMax-Pro エレクトロニクス、 ソフトウェアで得られるパルス形状の視覚化 コヒレント・ジャパン株式会社 I www.coherent.co.jp 6 White Paper 変調 10.6 μm CO2 レーザ • 500 μs PW • 1 kHz PRF • 50%デューティサイクル 図7 PowerMax-Pro センサーと LabMax-Pro エレクトロニクス、 ソフトウェアで得られるパルス形状の視覚化 結論 従来のレーザパワーセンサーでは、パルス間の変動を平均 化することで、結果としてレーザの不安定さが隠されてきま した。さらに、これらのセンサーの応答の遅さゆえに測定頻 度(品質を確実にするために必要にも拘らず)を犠牲にする とともに、それらの測定に時間がかかるために、スループッ トが悪化してしまうという問題がありました。しかし、大幅な 技術革新の結果、コヒレント社の PowerMax-Pro センサーの 新技術と LabMax-Pro ハードウェアとソフトウェアとがひとつ になることで、これらの問題が解消されました。そして、レー ザ解析プラットフォームによってレーザを使用した処理を行う ユーザーにいくつもの有益な利点がもたらされることになり ました。それはすなわち、測定速度向上によるスループット の改善、スクラップ化と作業のやり直しの減少によるコストの 削減、レーザパワーまたはパルス形状の変動に対する迅速 なフィードバックで実現した、より高品質な製品を提供するこ とです。 コヒレント・ジャパン株式会社 I www.coherent.co.jp 7
© Copyright 2026 Paperzz