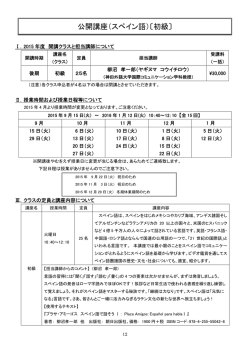
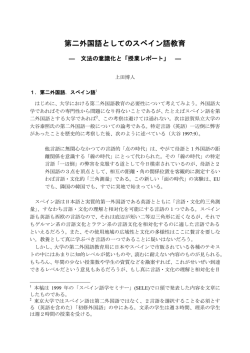
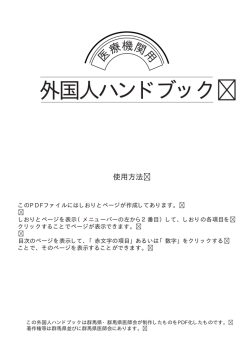
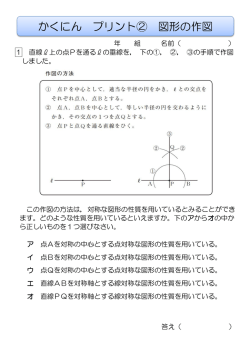
Title イタリア・コモにおけるシルク産業集積 : 揺れ動くサー ドイタリア Author(s) 上野, 和彦; 立川, 和平; 高柳, 長直; 高田, 滋; 遠山, 恭司; 竹 内, 裕一; 本木, 弘悌 Citation Issue Date 東京学芸大学紀要 第3部門 社会科学, 56: 15-28 2005-01-31 URL http://hdl.handle.net/2309/2806 Publisher 東京学芸大学紀要出版委員会 Rights 東京学芸大学紀要 3 部門 56 pp.15∼28,2005 イタリア・コモにおけるシルク産業集積 ―― 揺れ動 くサードイタリア * ―― 上野 和彦・立川 和平・高柳 長直・高田 滋 遠山 恭司・竹内 裕一・本木 弘悌 地 理 学** (2004年 8 月31日受理) ! はじめに た。それは,左翼勢力のほか,カトリック改革派の影 響が大きかった。こうして1950年代は公企業が経済を ポストフォーディズムにおける産業発展のあり方が 牽引し,「第一の奇跡」といわれた(皆村武一,1980)。 示されて(M.J.Piole, C.F.Sable, 1993)以来,地域的な しかしその後は,肥大化した公共部門の非効率性が顕 産業集積が注目されている。なかでも中北部イタリア 在化し,同時に,労働条件の改善を求めた全国統一ゼ は,1970年代のオイルショック以降,北部イタリアと ネストが展開され,全国労働協約の締結された(「熱い 南部イタリアの経済が停滞する中で,中小企業の柔軟 秋」1969年)。この結果,労働力コストの上昇に加えて なネットワークによって持続的な経済発展(稲垣京輔, 1973年のオイルショックによるインフレは公・私の大 2000:高原一隆,2000)を遂げた産業地域(Industrial 企業を赤字に転落させることになった。そして,労働 Districts),いわゆる第三のイタリアモデルとされた。 コスト負担に耐えられなくなった大企業は規模を縮小 イタリアの地域区分は,伝統的に北部と南部の二分 し,そこからのスピンオフが,中小企業部門に流入す 法が一般的であった。北部は,大企業が主導する先進 ることになり,政策的にも中小企業部門による雇用が 1) 地域(Lazio, Umbria, Marche 州まで) ,南部は農業を 期待されることになった(間苧谷努,1974;岡本義行, 中心とした後進地域である。第三のイタリアは1970年 1994;鎌倉健,2000)。すなわち,「第三のイタリア」 半ば以降の地域区分であり,ボローニャ・フィレンツ は1970年代の不況期における中小企業が注目されるこ ェ・ベネツィアに囲まれた地域の家電・繊維・食品な とになったことをしめす表現である。1980年代半ば以 ど中小企業群を包含する地域をさす。しかし,この地 降のイタリア経済の成長は,「奇跡のルネッサンス」, 域区分は位置や範囲から規定される形式的な区分では 「イタリア経済第 2 の奇跡」(間苧谷努,1990)と呼ば なく,経済成長や工業化の特徴からみた,概念的な区 れ,公企業の民営化路線と中核的大企業の復活と同時 分であり,第一のイタリアはあくまで中核経済(重工 に「活力に満ちた」中小企業によるものであった(岩 業地域)の位置を占め,第二のイタリアの限界経済 瀬良之,1994)。 こうした「第三のイタリア」における産業集積地域 (農業地域)に対し,周辺経済(中小企業地域)を形成 の持続的成長をもたらした要因は,自立・独立した専 する。 1930年代イタリアは,世界恐慌への対策として産業 門的技術とノウハウをもつ中小企業間の柔軟なネット 復興公社(IRI)の設立(1933年)にみられるように国 ワークと創業や技術・経営支援サービス業・機関の存 家による経済介入が本格化した。第二次大戦後も,市 在であることが知られている(間苧谷努,1995;伊丹 場経済原理の枠内における国家の経済介入が継続され 敬之・松島茂・橘川武郎編,1998;石倉三雄,1999)。 * Regional Agglomeration of the Silk Industry in Como Province, Italy / Kazuhiko UENO (Tokyo Gakugei Univ.), Wahei TACHIKAWA (Kaijo Junior and High School), Nagatada TAKAYANAGI (Tokyo Univ.of Agriculture), Shigeru TAKATA (Tokyo Gakugei Univ.), Kyoji TOYAMA (Tokyo Metropolitan College of Technology), Hirokazu TAKEUCHI (Chiba Univ.), Hiroyasu MOTOKI (Nippon Institute Univ.) ** 東京学芸大学(184-8501 小金井市貫井北町 4–1–1) − 15 − 東 京 学 芸 大 学 紀 要 第 3 部門 第56集(2005) なかでも専門的企業を柔軟にコーディネートする企業 しているのは,イタリア北西部 Piemonte 州の Biella 産 の存在が大きく,また,イタリアの家族主義,郷土主 地から Lombardia 州の Asse del Sempione, Como, 義(カンパニリズモ)も多様で特色ある産業集積地域 Bergamo, Brescia と続く地域であり,企業数の38.5%, の形成に大きな役割を果たしたといわれる(稲垣京輔, 出荷額の41.0%を占める。次は Toscana 州の Prato・ 2003)。 Empoli 地域であり,企業数で31.8%,出荷額で16.1%を しかしながら1990年代に入って,グローバル経済の 占める。第三には Veneto 州の Vicenza・Treviso 地域で 進展は発展途上国との価格競争をもたらし,イタリア あり,企業数の19.6%,出荷額24.2%を占め,出荷額で 産業集積地域はいっそうのハイファッション化・高付 はPrato・Empoli地域を上回っている。また,Emilia- 加価値化,技術革新を求められ,産業集積地域の構造 Romagna 州の Carpi は,企業数の6.6%,出荷額の3.1% を変化させつつある(岡本義行,1995;重森暁,1995; を占める。しかし,イタリアのテキスタイル・衣服産 中村裕二,2003)。 地は距離的に近接しているといっても産地規模,生産 本稿は2002∼2003年のイタリアを訪問・見学した共 同調査団 2) の聞き取りメモの中から産業集積地域の特 品種を異にし,それぞれ独自性を持って存在している のが特徴である(中小企業総合研究機構,1996,1997)。 それを産地形態からみると,テキスタイルと衣服生 徴あるいは変化をみせる企業動向を報告し,産業集積 産が同一地域に存在する複合的産地は Vicenza, Prato, 地域に関する議論に素材を提供する。 報告の対象地域と企業は Lombardia 州 Como に集積 Bergamo, Brescia,テキスタイル産地が卓越するのは するシルク産業関連企業である。Como はいわゆるサ Biella, Asse del Sempione, Como, Carpi, Lecco, Castel ードイタリアといわれる地域と若干ずれているが,そ Goffredo,そして衣服産地は Treviso, Empoli, Val の産業集積のあり方は代表的なものであり,世界のシ Vibrata, Valle del Liri-Sora である。次に生産品種からみ ルク産業の中心産地である(岡本義行,1997)。 ると,Como は絹織物,Biella, Prato, Brescia は毛織物, Asse del Sempione は綿織物,Carpi と Treviso はニット @ イタリアのテキスタイル・衣服産地の概要 と ニ ッ ト ウ ェ ア , Montua は 婦 人 用 ス ト ッ キ ン グ , 表1 イタリアにおける主なテキスタイル・衣服産地 イタリアにおける主要なテキスタイル・衣服産地は 14あり,それらは Rome から北へ,いわゆるイタリア 北西部,北東部に著しく集中し,第三のイタリアと呼 ばれる地域に分布している(図 1 )。分布的に最も集中 図1 イタリアにおける主なテキスタイル・衣服産地 資料:Systema Moda Italia on ISTAT (2002) 資料:Systema Moda Italia on ISTAT (2002) 注: * は1996, ** は2000年のデータ − 16 − 上野,他:イタリア・コモにおけるシルク産業集積 2 .Comoのシルク産業集積 Empoli は皮革製品,さらに Brescia は靴下縫製機械, Bergamo は服飾資材であるボタン生産などを特徴とし Comoの製造業の中でもテキスタイル産業はきわめて ている。一方,産地の 1 企業当たりの平均従業員数を 重要な位置を占める。現在,Como には約2,400社の繊 テキスタイル産地で比較すると,全体の企業規模は平 維関連企業があり, 2 万7,000人が就業している。ヨー 均従業者数10人と小規模性を示しているが,Vicenza, ロッパの繊維市場においてシルク製品部門(ネクタ Biella, Castel Goffredo, Lecco は平均約20人規模であるに イ・スカーフ・生地など)は Como 産地が全体の約 対し,Prato, Carpi は平均 5 ∼ 6 人とマイクロ企業が大 80%を占める 6 )など,世界的にもシルク産業の中心的 勢を占め,多様である。とくに第三のイタリアの事例 位置を占める。 として取り上げられることの多い Prato 産地は同じ毛 シルク産業を支える Como 産地の業種別構成を表 2 織物産地であるイタリア北西部の Biella 産地と比べき からみる。これは,Tessile di Como(Como繊維連盟) わめて零細性が強い 3 ) (大島悦子,1997;日下理恵, 表2 COMO産地の業種構成 1998)。本稿が対象としている Como 産地は総産地企業 数の8.0%,出荷額の4.7を占める。 1 企業当たりの従業 者規模は11.3人とイタリア産地平均をやや上回るが, 出荷額に対して企業数,従業者数が多く, 1 企業当た りあるいは 1 従業者当たりの出荷額は少なく,Prato, Carpi 産地同様,中小規模の企業が集中する産地の特性 を示している。 こうしてイタリアのテキスタイル・衣服産地は中小 零細な企業の地域的集中によって形成されているが, いずれも産地独自の生産品種を持ち,さらにそれが伝 統的な職人技術と革新的な技術に支えられ,ファッシ ョントレンドに対応した多品種少量生産を志向してい る(富沢木実,1995)。 # Como シルク産業集積地域の構造 1 .Como県の概況 Como はイタリア北西部 Lombardia 州11県の内の一 つである。Lombardia 州はEUの中でもっとも発展した4 つの地域 4 )の内の一つで,人口は約54万人,そのうち Como市が 8 万人を占める。産業就業人口は24万2,000 人,その内農業 1 %,製造業49%,第 3 次産業50%と第 二次,第三次産業が卓越している。Como全体の企業数 は約 4 万7,000社あり,単純に計算してみても,人口12 人に対して 1 社と企業数が非常に多い。これらの企業 はほとんどが小規模企業である 5 )。その背景には,広 く企業家精神が普及しており,ファミリー企業の多い ことが指摘できる。 Como の工業は,テキスタイル・アパレル(ファッ ション)産業,機械・金属加工業,家具および関連業 の 3 部門に特化し,これらの産業に全就業者の 4 分の 3 が従事している。生産の約50%が輸出される。コモの 産業構造は製造業からサービス産業に移行しつつあり, コモ湖を中心とした観光業が成長している。 資料:Tessile di COMO ,Data Base (2002) − 17 − 東 京 学 芸 大 学 紀 要 第 3 部門 第56集(2005) 図 2 COMO産地の生産構造 資料:Tessile di COMO ,Data Base (2002) の繊維企業データベースを整理したものである。この によって構成されている。Como は,先染ネクタイ等 データベースに登録している企業数は676である。これ を生産する先染織物産地としての性格も持つが,主流 は,Como 繊維企業数の28.2%を占めるに過ぎないが, はシルクおよびシルク混紡の白生地を製織し,それに 零細な家族企業を除けばほぼ70%程度を網羅するとい 染色・プリントを施し,ファッショナブルな衣服・ス われる 7 )。これによると,Como 産地における生産加 カーフに必要な素材を提供するという,後加工に特徴 工集団は,大きく 3 つの集団に分かれる。第 1 は衣服, がある産地である。それは後加工に関連する染色・プ 生地を加工する染色業,捺染(プリント)業,仕上げ リント・仕上げ等の419企業と全体の62.9%を占めるこ 業の後染加工集団である。この中にはニット関連の染 とから明らかであり,それは製品構成にも現れている。 色業等も含まれる。これら染色・プリント・仕上げ業 製品は婦人衣服用のシルクおよびそれ以外の繊維との は294企業,43.4%を占め,最大の加工集団である。第 混紡織物 8 )で生産の約50%を占める。次いでネクタイ 2 は生地にプリントする場合に必要な製版されたフィ 用生地(20%),スカーフやストール用生地(約15∼ ルム,スクリーン等を作製するフィルムデザイン業, 20%),その他(室内装飾用の生地など,約10∼15%) 写真製版業などの加工集団で,125企業,18.5%を占め である。 る。第 3 は各種生地を生産する織物業,その関連業で さて,Como 産地における生産は,原糸である絹糸 ある糸染色業,撚糸業,整経業などの織物集団(企業 は大部分中国からの輸入に依存している。しかし,そ 数150,22.2%)である。この他これらの集団以外に, の後の糸加工,織物,染色等の加工は全て産地内で行 産地内には衣服企業,デザイン・スタイル・技術の支 われる。しかし,例外的に MANTERO 社,RATTI 社, 援を行うコンサルタント業,生産・加工された製品の VALTERMIELI 社などの大規模企業のように一貫生産 品質検査・保証を業務とする品質管理業など,繊維に 体制を整備しているところもあるが,このような体制 関するきわめて多様な業態を示す企業が存在している。 を保持する企業は産地内で10社にも満たない。大部分 こうして Como 産地は多様な加工技術を持つ企業群 の企業は,単一の工程を担当し,それら相互のネット − 18 − 上野,他:イタリア・コモにおけるシルク産業集積 ワーク,いわゆる社会的分業体制によって行われてい がかかり,サンプル生産から生産まで,市場の需要動 る。それは規模の零細性を補完するだけでなく,それ 向を的確に把握して製品化していくのは決して容易な ぞれが専門性に特化し,需要とファッション動向に迅 ことではない。 速に対応するための柔軟な組合せが可能である生産シ Como 産地には大まかにみてコンバーターとよばれ ステムである。そしてこうした分業体制が産地内に形 る企業は約200社(全体の約10%)程度は存在するので 成されているところが,産業集積地域である。 はないかとみられている。 具体的な生産と流通は大規模なメーカーと,いわゆ るコンバーターと呼ばれる企業からの発注から始まる。 $ Como産地の変化 前者は複数の服飾ブランド企業からの受注と自社ブラ グローバル経済の進展によって,伝統技術と文化, ンドの生産計画に沿って,基本的には自企業内の一貫 した生産設備で行われる。しかし,自社内での生産が そして中小零細企業の地域的ネットワークによって優 困難な生地類(例えば,先染ネクタイ地等)や写真製 位性を維持してきた Como 産地のシルク産業も転換期 版加工,フィルム加工等は外注している。後者は自ら を迎えている。その要因の第 1 は,ヨーロッパ市場の は生産設備を持たず,産地内の分業体制を利用して生 不況であり,当然のことながら,Como もその中にあ 産を行う企業であり,これが Como 産地の特徴である。 る。とくに,Como のシルク製品はドイツ,フランス, コンバーターは全くの独立した企業であり,工場は持 イギリスなどヨーロッパ市場が主であり,大きな打撃 たず,生産のオーガナイザーである 9 )。すなわち,コ を受け,生活必需品ではないところにその深刻さがあ ンバーターは生産の組織者という機能をもち,ファッ る。第 2 は,発展途上国の追い上げである。イタリア ション製品を市場に送り出すという,実体経済を担う のアパレル企業の中には中国,韓国,パキスタン,さ 企業である。 らにトルコ・モロッコなど地中海沿岸諸国への生産拠 コンバーターは世界中にアンテナを張って情報を収 点の移転が起こり,これまで販売先であった国内市場 集し,どのような製品を生産すべきか,どの程度の量 も縮小する傾向にある。中でも,中国は Como 産地に を生産すべきか等を決める。生産計画が決定すると, とっての最大の驚異となっている。それは中国産シル それを産地内の多様なメーカーに提案し,発注する。 ク生地との競合というより,中国産アパレルの流入に 具体的には,婦人服地の場合,産地内の織布企業を選 よる世界あるいはヨーロッパ市場におけるシェアの低 択して生地を織布させる。当然,織布企業は関連工程 下である。Como 産地は中国から原糸のほとんどを輸 を分担する企業に発注することになる。製品化のため 入しているが,この原糸価格より安価な製品が市場に にはデザインの具体化が必要であり,発注者からの要 投入されている。第 3 は発展途上国で出回る偽ブラン 求も含めてデザインコンサルタントなどとの提案を受 ド(コピー製品)による信用の問題である。 けながら決定し,それを染色・プリント企業に発注す Como 産地は1950年代から60年代にかけて企業数, る。染色・プリント企業は製品デザインにもとづいて 従業者数が著しく減少し,産地の縮小傾向を示した。 デザインの写真製版・スクリーンを発注し,織物企業 1970年代から1980年代においては従業者数は依然とし から送られてきた生地を加工する。こうしていくつか て低下傾向を示すもののやや持ち直し,企業数は増加 の専門的企業を経て加工された製品は,最終的検査を 傾向を示して,まさに産業集積地域として復活を遂げ 行い販売される。その場合,専門的な品質管理会社の た。しかしながら1990年代は再び企業数,従業者数い 検査と保証を得ることもある(図 2 )。 ずれも著しい低下傾向を示し,産地は新たな局面を迎 こうしてコンバーターは産地内の多様な企業を柔軟 えている(図 3 )。それは婦人衣服用生地,ネクタイ, に組合せすることによって受注に対応している。しか マフラーなどシルクプリント製品が中国製品との価格 し,Como 産地において自社ブランドで生産・販売す 競争力を低下させたり,衣服企業の海外生産拠点形成 る企業はきわめて少なく,生産の約90%は生産企業名 による国内生産の縮小傾向によるものである。既に大 の入らない製品である10)。それ故,コンバーターはい 規模企業においても従業員規模の縮小や倒産が起きて かに高品質を維持し,競争性のある付加価値としての いる。繊維関連企業への融資も安定した成長が望めな デザイン,色構成,モードを理解し,発注者に提案す い業種として認識され,コンバーターも富裕家層に限 るかというプレゼンテーション能力が求められる。プ 定されはじめている。そしてこれらからの発注に依存 レゼンテーション能力は Como 産地の企業にとって最 する中小零細な織布企業,染色・プリント企業等は廃 も重要な付加価値創出要素であるが,それにはコスト 業,買収,統合・合併が進展している。 − 19 − 東 京 学 芸 大 学 紀 要 第 3 部門 第56集(2005) R.T 社は春夏と秋冬の年 2 回のコレクションで製品 を提案し,それに対して発注を受け,そこから生産が はじまる。R.T 社は自社ブランドを持つと同時にデザ イナーブランドのライセンス生産14),販売を行ってい る。企業内のデザインセンターは,取引ブランドごと に担当者がおり,取引先のスタイリストの個性に対応 したデザイナーが製品化の提案を行い,受注に対応し ている。取引先のスタイリストからは,ラフなデザイ ンイメージのみが持ち込まれる場合と,完成されたデ ザインが持ち込まれる場合がある。 具体的な生産をみると,原糸である絹糸はすべて中 国からの輸入したものであるが,糸加工は産地内で行 っている。中国からは原糸のみでなくシルク生地の購 入が義務付けられているので,ノーマルなものは生地 でも輸入しているという。加工された糸はまず織布工 場に回され,生地となる。織布工場は Como と Varese 図 3 Como 産地の推移 資料:ISTAT, BANCA Dati ASPO (1998), Registro Imprese (2002) の 2 箇所に自工場があり,それ以外に Como の織布工 場に発注している。2001年 R.T 社の販売量は660万cで こうした中で Como 産地は依然にもまして,イノベ あるが,そのうち内製した製品生産量は520万cとされ, ーション的な生地の企画・開発とフレキシブル(多品 140万cの製品が外部企業から調達されている。また, 種少量生産)で,短サイクルを実現するための生産シ 自らの捺染(プリント)工場の生産量は360万cに対し ステム 11) ,そして何よりもモードを生み出す創造性の 継続が求められている。Como 産地におけるシルク関 て織布生産量は160万c と少なく,200万c 分は産地 内・外の織布企業からの調達である。 連企業の強さは,世界一流デザイナー(アルマーニ, 捺染(プリント)工場(写真 1 )は Como 工場 1 ヶ グッチ,ヴェルサーチェ,プラダ,イブサンローラン, 所であり,シリンダー捺染およびスクリーン捺染の工 クリスチャン・ディオール等)のブランド製品のクリ 程が展開されているが,自動化されたラインと,職人 エーティヴな部分を担っていることであり,この付加 が手動でスクリーンをセットするラインがある。捺染 価値性こそが産業集積地域の存続に欠かせないものと 工程で使用されるシリンダー,スクリーンの製作は産 認識されている。それ故,産地の中には品質管理・保 地内の写真製版・スクリーン加工企業に外注される。 証をビジネスとして展開する企業なども出現し,停滞 R.T 社は,自社内に生産設備をもつ一貫生産企業であ 傾向をみせながらも新たな業態を生み出す産業集積地 るが,織布,プリント用スクリーン製作などは外注に 域としての革新性を示している。Como 産地は1990年 依存し,Como の社会的分業体制に依存している。 代は最高級・高級の生地加工の産地よりも『モードの 1990年代婦人服地,ネクタイ,スカーフ・マフラー 12) 傾向を創造する場』 % の方向性をめざしている。 Como 産地の企業 1 .R.T社 R.T 社の設立は1945 年,当時ネクタイなどのデザイ ナーであった A, R 氏が設立し13),1989年に株式市場に 上場した Como を代表するシルク企業である。R.T 社 はレディース用高級衣服用生地,ハイファッションの 服飾雑貨等(ネクタイ,スカーフ,ストールなど)の 生産・販売を行い,生産設備として織布およびプリン ト工場を持っている。2001年の総売上高は 1 億3,200万 写真 1 ユーロ,従業員数943人である。 − 20 − R.T 社捺染(プリント)工場 上野,他:イタリア・コモにおけるシルク産業集積 などの著しい需要減退と変動の大きさに対し,R.T 社 といえども危機的側面がある。最近不採算部門におい て100人以上の解雇を行い,規模の縮小を図っている。 とくにプリントネクタイは発展途上国との価格競争に ついていけず大部分生産から撤退し,高付加価値のジ ャカードネクタイ生産に移行した。しかし,これまで ジャカードネクタイに関してデザイン部門はあっても 織布部門は外注に依存してきたことから,より高付加 価値のジャカードネクタイを生産できる織布企業の確 保が R.T 社の経営戦略にとっても重要となり,産地内 ネクタイ織布企業をグループ内に取り込む傾向にある。 R.T 社はシルク産業の不振に対して企業規模を縮小す 写真 2 S.K社屋 ると同時に外注依存を高め,さらにそれを系列下にお Ratti 社,Mantero 社と違うところであり,これらがど くような動きさえみせている。 ちらかといえば捺染(プリント)技術を基盤としてい 2 .C.T 社 たのに対し,C.T 社は織布技術の上に成立し,多様化 C.T 社は,1922年創業の 3 世代にわたって経営が維 を進めている。 持されてきた伝統的織布企業である。現在の経営者は 3 .S.K社 創業者の孫にあたる。C.T 社は孫の代になって捺染 S.K 社(写真 2 )の前身は Como において1869年に (プリント)業にも参入し,一貫生産メーカーとなった。 15) ごとに 8 つの企業に分かれ,ファミリーグ 創業したが,1970年代生産工程ごとに10社に分離した。 ループを形成しているが,仕事をしていない家族もあ 現在の経営者16)はこのうちの一つを1984年に買収し, り,すべてが操業している訳ではない。 S.K 社とし,分離されていた 5 社をグループに加えた。 ブランド C.T 社は,ジャカード装置を備えたシャトルレス (レピアあるいはグリッパー)織機を92台,捺染(プリ ント)装置10ラインをもち,婦人服地,マフラー・ス S.K 社それ自体は生産手段を持たないコンバーターで ある。2002年従業員42名(うち,レディス部門が30名, メンズ部門が12名),販売高1500万ユーロ(年)。 カーフ,室内装飾・家具用生地,そして近年は水着用 コンバーターは,いかにファッショントレンドを掴 生地まで生産するという,多様な製品構成を持つ企業 み,そして多様な製品をクライアントに提案できるか である。現経営者は織布企業として生地の生産・販売 が課題である。そのためにはモードを先取りし,素材 だけでは市場に遠く,より付加価値を高めた製品にす とトレンドに適応した製品開発を進めることが必要で るためには,織布+プリントという生産工程の垂直的 ある。近年の製品開発は以前に比べてシルクの価値が 統合が必要と判断した。 変化し,シルク以外の糸を使った生地(ポリエステル, しかし,その基盤となるのは C.T 社が維持してきた ビスコース等)も出現し,より「素材」よりも「ルッ 伝統的な織布技術である。C.T 社の資料室には数百年 ク(広くファッション)」が重要となっている。S.K 社 に及ぶ Como 産地生地サンプルがストックされ,糸と は他のメーカーとの差別化のための研究開発を志向し, 生地組織の研究・開発が進められている。製品はシル 最近もいくつかの製品をヒットさせている17)。それは クを使ったセレモニー用の衣服,舞台衣装,婦人服地 経営者自身の「ひらめき」と従業者の技術力であると 等の高級生地生産が特徴であった。近年はさらに糸と いう。 生地組織の多様化を図り−それは生地価格の多様化を さて,S.K 社は 1 シーズンに1,000種類のサンプルを 進める意図もあるが−,金糸・銀糸,カシミア糸を入 生産し,最低生産ロットは100cと小さく,しかもクラ れたり,シルク+アセテート,シルク+ビスコースな イアントからの発注から納品まで40∼60日と,QR(ク どの生地が開発・生産されたりしている。こうした生 ィックレスポンス)と多品種少量生産を確立している。 地開発の上に,プリントし,さらに生地にコーティン S.K社は産地内の織布企業,プリント企業の利用も必要 グを施したのが,水着等のスポーツウェアの開発・生 であるが,今日のようなモードの変化が激しく,短サ 産につながっている。 イクル短納期に対応するためにはある程度固定された ここが同じ一貫生産企業であり,大規模企業である 生産体制が必要であり,その意味でグループ企業は重 − 21 − 東 京 学 芸 大 学 紀 要 第 3 部門 第56集(2005) 要な意味をもつ。S.K 社のグループ企業は専属的では ないにしても一定の強い結合があり,染色・プリント, 織布企業がある。さらに最近,今日,アルマーニやエ ルメス製品の捺染加工をしている企業の株式を44%取 得して買収しているが,これはモードの多様性と変化 に対応すると同時に,技術水準の高い加工企業を傘下 に取り組む意図が見て取れる。 S.K 社は,「ファンタジー(アイデア,イメージ,デ ザイン)と工業化(製品化)を結合させる」ために, 研究開発型のコンバーターとして成長し,この Como 産地の変化に対して新たな方向を示している。 写真 3 T.N 社織布工場 4 .T.N 社 T.N 社は1880年創業の伝統的織布企業である。その 検反され,製品となる。こうした生産形態はまさに 伝統と織布技術はファッション雑誌「ヴォーグ」誌に Como 産地の社会的分業を利用したもので,外注先は も T.N 社の生地が使用された作品が掲載されるほどで 製品価値によって変更されるが,それほど変化してい あり,高い評価を受けている。しかし,現在の経営者18) るわけではない。T.N 社の優位性は高品質の素材(糸 は 3 年前に創業者の孫からT.N社を買収したという。 と糸加工),伝統的に蓄積された生産技術と管理による そして,経営者自身も200年以上の歴史をもつテキスタ ものである。 イルコンバーターである企業を所有していたが, 4 年 それは織布工程において,大半が有杼織機のためで 前に売却し,T.N 社を買収した。こうした伝統的企業 もあるが,織機の回転は全体に低速で,風合いを意識 の売却・買収は,Como 産地においてよくあることで していることがうかがえ,また,織機によってはビー あり,経営者が交代してもその企業がもつ伝統・文 ムを 2 本仕掛けて経糸の密度(250本/ 1 b)を高くし 化・技術が継続されている19)。 て高付加価値生地生産に対応をしているようである。 T.N 社は従業員67人(織布工程40人,総務庶務 4 人, そして例外的であるが,オートクチュール向けの場合 販売 4 人,倉庫・輸送19人),織機40台(有杼織機38台, は 1 足の靴用生地に25b20)とか,1.5cといった注文も レピアルーム 2 台。ドビー,ジャカード)を保有する ある。 織布工場は Como 市街地に立地し,周辺に住宅,ホ 織布企業である(写真 3 )。 T.N 社が生産する生地は先染織物と後染織物が半々 テルがある。そのため織布工場は社屋の地下にあり, で,その用途は95%が婦人服地, 5 %が紳士服地であ 織機の稼働音は外部に伝わらず,操業時間も 8 ∼12 時, り,その他にバッグや靴用の生地も注文に応じて生産 14時から18 時と,騒音対策と周辺環境への配慮が行わ している。クライアントは,デザイナーや縫製メーカ れている。そして製品出荷前に照明の条件などを変え ー,デザイナーの縫製工場で,主としてグッチ,シャ て 3 回の検反を行い,さらに毎日,織布された生地に ネル,クリスチャン・ディオール,バレンティーノな ゴミやシミがつかないように織機の部品など機械の洗 どのブランド婦人服生地となる。 浄も行うなど,生産管理が徹底している。 T.N 社はシルク製品のみで,他社にない高付加価値 生産・受注はパリのプルミエールビジョンや Como のイデアコモなどの展示会にコレクションを出品し, の織物を生産しており,製品は以前からほとんど変化 それに対するクライアントからのアプローチからはじ していない。それ故,デザイン開発を担当する者は存 まり,T.N 社のサンプルに対するアレンジや変更に関 在せず,伝統的に維持されてきたサンプルによる織物 するやりとりを経て受注に至る。 組織と織布技術によってオリジナルな生地が生産され 生産は,中国から原糸または染色済みの糸を購入し, ている。こうした T.N 社の品質に対する徹底した管理 それを近くの小さな撚糸工場( 2 社)に外注する。先 と伝統的織布技術,さらに世界のトップスタイリスト 染織物の場合は糸染色工場( 2 社)に外注し,自社工 (デザイナー),ブランドメーカーとの距離の近さは驚 場で織布を行う。後染織物の場合は,撚糸工程の後, きである。先に紹介した S.K 社がモードの変化に素早 織布工程に入り,それを捺染工場( 4 社)でプリント く製品開発を進めて対応したことを“動”とすると, 加工している。そして仕上げ工程を外注し,自社内で T.N 社の経営はまさに“静”であり,それが伝統とい − 22 − 上野,他:イタリア・コモにおけるシルク産業集積 われる。経営者の言を借りれば,「カラーはモードで変 ら納品までのリードタイムは以前の12週間から 6 ∼ 7 わるので,今後も変わるだろう。しかし,織りは変わ 週間に短縮し,初期受注の生産ロットも10∼20cと小 らない。アルマーニは半年ごとに製品開発をしなけれ さくなっている。そのためにデジタル技術を駆使し, ばならないが,シャネルは何年でも持つ。それは生地 小ロットと追加受注に対応している21)。 の違いであり,撚糸・糸染色など素材となる糸加工の 違いである。」 B.J 社は,出資者および従業員に織布技術の伝統と経 験を継承しているといっても創業から日も浅く,クラ イアントから信用を得,デザイン提案力が認知される には時間がかかる22)。 5 .B.J 社 B.J 社は2002年創業の新興織布業である。出資者,一 6 .F.S 社 部を除いた従業員はともに,以前従業していた織布企 業からの独立である。現在,従業員35人,織機台数18 F.S社は,創業1956年,従業員24人の捺染(プリント) 用シリンダー(ロータリースクリーン),スクリーン23) 台。 B.J 社の製品はジャカード織先染ネクタイ生地であり を製作する企業である。現経営者の父親が起業したが, (写真 4 ),その生産は織布工程以外,染色,撚糸,整 44歳で亡くなり,母,姉を経て,現経営者が引き継ぎ, 経,そして仕上げ加工は産地内の社会的分業体制に依 今もこの 3 人が経営の中心となるファミリー企業であ 存している。織布工場の操業は原則として週 5 日間, る。 1 日24時間稼働し,従業員は 3 交代( 6 時∼14時,14 クライアントはほとんどがコンバーターであり(20 時∼22時,22時∼ 6 時)を採用している。生産工程− 社程度),一部大規模企業からの発注もある。クライア デザイン−織り−検反等はすべてコンピュータで制御 ントは,Como 産地を超えて Lombardia, Toscana 州に広 されている。 がっている。現在の経営状態は,受注が 3 ∼ 4 割減っ Como 産地におけるネクタイ生地生産は,生活様式 た1990年代前半より好転しているというが,10年前と のカジュアル化によるネクタイ消費の減退とともに発 比べて加工賃は変わらないし,従業員のリストラも進 展途上国との競合に伴い苦境の状態にある。とくに み半減している。同業者の転廃業が進み,経営者と従 Como 産地においてプリントネクタイ生地生産は壊滅 業員 1 人という企業もあり,捺染(プリント)用シリ 的であり,ジャカードネクタイ生地に活路を求めてい ンダー,スクリーン型業は厳しい局面にある。 る。B.J 社のクライアントは産地内の自社ブランドを保 F.S 社の加工は,コンバーターから持ち込まれるデ 持する大規模メーカー・有力コンバーターおよびヨー ザイン(パターン−紙に書いて持ち込まれることが多 ロッパのネクタイ縫製企業など,約80社である。B.J 社 い)をスキャナーで読み込み,コンピュータで処理し, のネクタイ生地はノーブランドとして生産され,その 色を付け,フィルムを作製し,製版する。製版された 経営はいかに受注量を確保するかにかかっている。 フィルムは,シリンダー型とスクリーン型のいずれか このような経営形態は産地内のコンバーターと競合 の方法で型にされる。 し,それに打ち勝つにはいかにクライアントからの要 F.S 社の経営は基本的に受注生産であり,コンバー 求に応えられるかが課題となっている。現在,受注か ターの下請的地位にある。Como シルク産業が停滞す る中で,市場と直接のつながりを持たない加工業が経 営を維持するためには受注量を確保することが重要で あるが,その主導権は発注者であるコンバーターにあ る。Como 産地の生産が縮小する中で,低・中級品の 生地生産のためのシリンダーとスクリーン型作製は既 に受注は皆無となり,付加価値製品に対応するにして も,今後はよりいっそうのサービスが重要となり,例 えば,15日以内でクライアントの要求を商品にするこ とができるなど,短納期体制が求められている。 7 .C.Q 社 Como シルク産業地域は,1990年代から厳しい局面 写真 4 B.J 社織布工場(ネクタイ生地) にあり,企業の転廃業や統合・合併が進行した。しか − 23 − 東 京 学 芸 大 学 紀 要 第 3 部門 第56集(2005) しながらこうした中でも新たなビジネスチャンスを創 造し,起業が行われていることが,産業集積地域の強 みであり,革新である。その 1 つの事例が C.Q 社であ る。 C.Q社は,1991年に現経営者が28歳で創業した織布 関連企業である。C.Q社は,基本的には織布工程の最 終工程である検反および製品の出荷と物流管理を請け 負っているきわめてユニークな企業である。現在,従 業員数は正社員65名,パート15名の合計80名である。 経営者の母親や弟もスタッフの一員であってファミリ ー企業としての性格を持っている。 経営者は19歳から織物業界で仕事を始め,当時から 写真 5 C.Q 社(品質評価伝票) Como の織物業界ではその能力を高く評価されており この検査結果には,検査年月日,製品コード,生地 (本人談),仕事の過程でまったく新たな業態を思いつ いた。しかし,当時の Como の織物業界においても, 種類,色のほかに顧客から提示された長さ,実際に測 最終工程をアウトソーシングする織物工場があるとは 定された長さ,不良部分の長さ,および不良部分を控 考えられず,受注の開拓も難しかった。おそらく,Como 除した正味の長さが示されている(写真 5 )。不良部分 の中小企業の織物工場は,他社に品質を評価されるこ の長さは,不良の程度によって,20b∼60b(クライ とでプライドが傷つけられたり,自社製品のノウハウ アントによって異なる)ずつ計算される。C.Q 社では や営業上の秘密が漏洩したりすることをおそれていた 不良部分の修正は行われず,不良の程度が極めて著し かと思われる。しかしながら,検反機などの最新の設 い場合を除いて,製品は織物メーカーに戻されること 備を導入し,当初は無料で仕事を請け負いながら,次 なく,ユーザーに出荷される。したがって,不良部分 第に C.Q 社の存在価値が認められるようになった。 の長さによって,織物メーカーとユーザーとの間の取 現在では,スポット的な受注も含めて,150∼180社 引の最終的な価格が決められており,C.Q 社の評価が のクライアントを抱えており,現在年間2,000万c を ディスカウントの指標となっている。基本的には, C.Q 社で取り扱っている。ゴアテックスで知られるア C.Q 社到着後48時間以内に付属品とともに発送されて メリカの W.L.ゴア&アソシエーツ社のドイツ工場,ド おり,輸出入業務の代行や製品コード番号によるコン イツの高級ブランドであるエスカーダ社(ミュンヘン), ピュータ管理も行うことによって,顧客の物流業務の ルイ・ヴィトンなどイタリア国外にも顧客を広げてい 効率化に役立とうとしている。 る。地域別の売上金額は,Como 地区の企業からで70% C.Q 社のビジネスモデルが成功した背景として 3 つ を占め,他のイタリア国内から20%,国外( 9 割はヨ のことがあげられる。第 1 に,アパレルメーカー等の ーロッパ)10%の構成となっている。 織物ユーザー側にとって,第三者が品質を評価するこ C.Q 社の業務は,まず自社トラックあるいは契約運 とで,より高い信頼性を得ることができることが挙げ 送会社によって,原反を搬入することから始まる。次 られる。織物メーカーが自社で品質管理を行う場合, に工場到着後 4 時間以内に,サンプル検査が行われる。 時によって品質基準が甘くなる場合もあり,それがユ ここでは,色,手触り,幅,重量,中心から織り耳に ーザー側の不満でもあった。 第 2 に,織物メーカー側にとっても,コスト削減を かけてのムラ,および洗濯や乾燥の過程で問題が発生 しないかどうかといったことが調べられる。そして, 図ることが可能になることがあげられる。ファッショ 検反機にかけられ熟練技術者によって入念なチェック ン性のある織物業の場合,季節によって生産の繁閑が が行われる。この過程では,製品のキズ,ムラ,変色, あることが多い。そのため,繁忙期に合わせて技術者 織りの不良,糸の切断などが調べられて,不良の程度 と設備を自社で保持していると固定費がかさむことに によって 3 段間に分類される。不良箇所にその不良の なる。生産量に応じて工程を外部化して変動費を増や 程度によって色分けされた付箋ラベルが貼付されると せば,損益分岐点を下げることが可能になり,織物メ ともに,コンピュータに記憶される。最終的に,検査 ーカーにとっても大きなメリットとなる。一方,C.Q 結果を 2 通作成し, 1 枚を製品に添付し, 1 枚を顧客 社は春夏物および秋冬物,あるいは水着,スポーツウ に戻す。 ェア,ネクタイ,下着,カジュアルウェア,フォーマ − 24 − 上野,他:イタリア・コモにおけるシルク産業集積 ルウェア用まで多種多様な品目の生地を扱うことで, 柔軟な組合せとされているが,ヨーロッパ市場の不況 年間を通した業務量を平準化し,設備の稼働率を上げ と発展途上国の追い上げによる需要減少は,受注量を て人材の有効活用を図っている。さらに,前述のよう 確保するという意味で,中小零細企業はやや固定化を にパート労働力を一部で採用し,技術者の多能工化を 希望し,一方,大規模な一貫メーカーや有力コンバー 図ることで,固定費を吸収しようとしている。 ターは経営戦略上,発注企業をより柔軟に選択すると 第 3 に,品質管理部門を専門業者が行うことによっ いう行動をとっている。しかしながら,こうしたこと て,より高い技術水準で品質管理を行うことが可能に は日本の地場産業産地一般にみられることであり(上 なることがあげられる。C.Q 社のようなビジネスモデ 野和彦,1987;立川和平,1997),ことさら Como 産地 ルにおいて,肝心の検査技術が未熟では,メーカー のみにみられることではない。 第 2 はイタリアの産業集積地域における特徴として, 側・ユーザー側の双方から見向きもされなくなり,事 業として継続は困難である。したがって,技術者の専 コンバーターのオーガナイザーとしての役割の変化で 門性が高いレベルであることが必要条件でもあり,ま ある。とくに市場から遠い位置にある織布業とその関 た結果的に産地の品質レベルの向上も図ることができ 連業,製版業など,賃加工による経営を余儀なくされ るのである。 ている企業(F.S 社)にとって,コンバーターは「需 2001年に,C.Q 社は工場周辺の8,200gの土地を購入 要搬入」企業として大きな役割を果たしていることは した。現在は駐車場やサッカー場としてのみ利用され 事例からも明らかである(S.K 社)。しかし,織布企業 ているが,2004年には4,000gの工場および500∼700㎡ である T.N 社や B.J 社のようにある一定水準の技術を の倉庫を建築する予定である。また,C.Q 社は上海に 持ち,自ら市場を確保しようとする企業にとって,コ 支社を設けることも計画している。現在コモ絹織物の ンバーターは競争企業である。さらに,需要縮小傾向 原糸のほとんどが中国産であるが,中国からイタリア にあって,コンバーターの需要搬入機能の低下と加工 に輸出される前に,原糸の品質検査を行うことで不良 賃支払いなどの遅延などが起き始め,コンバーターの 品を取り除き,無駄を省いて生産コストの低減を図る 地位も変化しつつある。 第 3 は産業集積地域の革新性あるいは継続性の問題 ことに役立てる新たな事業を構想している。 である。Como シルク産業地域は企業数が減少し,規 ^ 結びにかえて 模を縮小させている。すなわち,『産業集積』という力 が衰退に歯止めをかけ,新たなビジネスチャンスを創 本稿は,イタリア Como のシルク産業企業での聞き 造し,企業の存続に貢献するのかどうか,それは繊維 取り調査記録とそれに基づく若干の問題提起を試みた 産業において可能なのかどうかである。この問題こそ ものである。そして本稿の前半部分において,これま が『産業集積』論の本質である。この点については, での研究・報告ではやや定性的であったイタリアの繊 今回の事例だけでは判断できず,今後の調査が必要で 維産地構成および Como 産地の構造を数値的にも表現 ある。一般的には衰退傾向にあるシルク産業への新規 し,Como のシルク産業がいかなる業種と企業によっ 参入を試みる企業や起業家,労働者たちは少なくなり, て構成されているかを示すことができた(表 1 , 2 , 事実,Como の人材育成を担ってきたシルク専門学校 図 2 )。そして,事例企業はシルク産業の不況に対し, への入学者もきわめて少なくなっている。しかし,一 これまで築き上げてきた経営資源を基盤としながらも 方,C.Q社の出現と成長は Como シルク産業地域内に 多様な対応形態をみせている。 新たなビジネスチャンスがあることを意味し,産地の しかし問題は,産業集積地域内に存在していること 持続的発展の可能性を示している。 と企業の経営がいかなる関係にあるかである。換言す そして,Como の「産業集積地域」を最も強く特徴 れば,いま,Como のシルク産業は市場縮小の局面に づけるのは,企業の持続と継続のあり方である。それ あり,それに対応する企業の動向と産業集積との関係 は Como シルク産地において伝統的技術を保持し,一 である。いくつかの論点を提起し,本稿のまとめとす 定水準の製品を生産・加工できる企業は“企業価値” る。 があり,産地内の繊維企業のみならず,起業を試みた 第 1 は,産業集積地域内の企業ネットワークである。 い人々にとって,投資・買収の対象となる。そして, 事例企業はいずれも Como に集中している多様な繊維 これまで企業を所有してきた経営者にとって企業売却 関連企業との取引を行い,そのネットワークが企業経 が“ファミリー”の利益をもたらすと判断すれば,買 営を維持する基盤になっている。このネットワークは 収に応じるのである。事例にあげた T.N 社はその典型 − 25 − 東 京 学 芸 大 学 紀 要 第 3 部門 第56集(2005) ドがつけられたものである。 であり,S.K 社もまた買収によって経営強化を図ろう 8 )これまで Como 産地ではシルク関連の生地がほと としている。こうした産地内における企業の買収・売 却が少なくなく行われ,それによって産業地域が継続 んどだったが,今日ではビスコース,アセテート, されるのは,まさに「Como の空気がそうする」ので ウール,麻,綿,ポリエステルなどとシルクとの あり,それがイタリアの社会的・文化的伝統なのであ 高級混紡織物が主流になっている。 9 )コンバーターは染織会社や織物会社を兼業するよ る。 うなことはほとんどない。 2002∼2003年のイタリア訪問については,日本貿易 10)Como 産地内において,自社ブランドを持つのは 振興会のミラノ事務所に大変お世話になった。そして 大規模企業と有力コンバーターを含めて15社程度 何よりも通訳を引き受けていただいた横田早苗さんに である。 は素晴らしい通訳ばかりでなく,イタリア産業全体の 11)プリントネクタイ地の場合は最小ロットが18cで 動向や企業文化について教えていただいた。感謝の意 あるのに対し,ジャカードネクタイ地では 7 ∼ を表したい。 10cである。 なお,この訪問・調査は政策科学研究所からの「伝 12)Como 産地は「新製品生地のラボラトリー」とも いわれる。 統的工芸品産地研究に関する助成金」(研究代表者 上 13)創業者は Como のシルク専門学校卒で,はじめネ 野和彦・東京学芸大学)を使用した。 クタイのデザインをしていた。1954年にこの近く 注 の村で捺染工場を設立し,1958年にはこの地にあ った小さな会社を買収し,この地で生産を開始し 1 )北部人にとってローマは「北部経済に寄生する南 た。当時はアメリカで開発された化合繊織物の加 部人からなる官僚の町」であり,二分法による北 工を始めた会社が多かったが,当社はシルク生地 部のうち,ラツィオ,ウンブリア,マルケ,トヌ の加工専門でスタートした。現在は創業者の 3 人 カーナ州を中部とし,それ以外を北部とする区分 の娘の一人 D.R 氏が Chairman 兼 Managing Director もある(エミリア・ロマーニャ州は場合によって となっている。 14)R.T 社の主なパートナーとして,シャネル,イ 分類が異なる)。 2 )共同調査は,2002年10月27日∼11月 4 日,2003年 ヴ・サンローラン,ヴァレンティーノ,グッチ, 11月22日∼12月 1 日に行われた。 ジャンフランコ・フェッレ,サルヴァトーレ・フ 3 )Biella は高級紳士服地メーカーであるゼーニャを ェラガモ,クリスチャン・ディオール,マクスマ 中心とした産地構成をしめし,毛紡績,染色,織 ーラ,アクアスキュータム,エスカーダ,マリエ 物など比較的規模の大きい企業が多い。Biella 産 ッラ・ブラーニ,ポロ・ラルフ・ローレンなどの 著名なブランド企業がある。 地に関しては,別稿で報告する予定である。 4 )南ドイツ,フランス・ロナール,スペイン・カタ 15)C.T 社のブランドは創業者でもある現経営者の祖 母の名が付けられている。 ローニャ,そしてロンバルディア州。Como が発 展した要因として,qスイス国境に近いw交通の 16)経営者はトスカーナ州の生まれで,この会社を始 便がよい(たとえば,鉄道網と高速道路網ではイ める以前に20年間ジャーナリストをしていた。コ タリアと北ヨーロッパを結ぶ結節点であり,マル レクション・イデアコモの会長。 ペンサ空港からは約20d,リナーテ空港からは約 17) 4 年前,ガーゼのようなネット状の生地が流行し 40dの距離にある。)ことがあげられる。 たことがあったが,それに対応するため,トスカ 5 )人口,就業人口等の数字は,Como 商工会議所 ーナ州のオリーブ収穫時に広く使われていたネッ News on the Economy of the Como Province による。 トを用いて染色し,服地を生産したところヒット 6 )Tessile di Como の説明による。 した。また,最近ジーンズが注目されるアイテム 7 )世界中の著名なデザイナーやオートクチュール製 となっているが,当社の持ち味や強みをよく把握 品のシルク生地はほとんどがコモ産地で生産され するならば,当社がジーンズの生産を手がけるの たものである。たとえば,著名なデザイナー(あ は無理である。そこで糸染めを工夫してシルクで るいはブランド)の製品で売られているネクタイ ジーンズ的な感じを出すとか,ジーンズのような であっても,その多くはコモで生産されてブラン 破れた感じを出すなどの取り組みが必要になる。 − 26 − 上野,他:イタリア・コモにおけるシルク産業集積 18)現経営者は国際シルク協会の会長でもある。 策,『経済論叢』165(1/2):57_77. 19)Como 産地における企業の継続に関しては,Sylvia 日下理恵(1998):イタリアの繊維・アパレル産業にみ る産業集積−プラートの事例を中心として,『商経 Junko Yanagisako(2002)の興味深い研究がある。 20)生産費は300万円程度といわれる。 論集』74:37_57. 21)「プロント生産」と呼ばれ,シーズン中に流行して 重森 暁(1995):第 3 のイタリアと産業地区−エミリ アン・モデルの検証−,『大阪経大諭集』46_ 1 . いるものをタイムリーに供給する方法。 22)2004年の情報によると,B.J 社は経営的に苦境に陥 高原一隆(2000):企業間ネットワークと地域システム 第三のイタリアの産業集積地域と日本, 『中国総研』 り,その存続が危ぶまれている。 4 _ 4 :13_22. 23)生地へ捺染(プリント)加工する場合,いくつか の方法があり,第 1 はデザインを直接手描きする 立川和平(1997):福井合繊織物産地の構造変化,『経 済地理学年報』43_ 1 :18_36. 方法,第 2 は丈夫な型紙にデザインを彫るものと 木・金属枠にポリエステル等の生地を貼り,そこ 中小企業総合研究機構(1996):『イタリア型中小企業 にゼラチン状のものを塗って,紫外線でデザイン に関する調査研究“第三イタリア”の実態中間報 フィルムを通して生地面を変化させる方法である。 告』中小企業総合研究機構(1997):『イタリア型 第 3 は筒状のシリンダー(ロータリースクリーン) 中小企業に関する調査研究“第三イタリア”の実 にゼラチン状のものを塗り,デザインをオーブン 態3』 で定着させる方法である。いずれの方法をとるか 富沢木実(1995):イタリアに学ぶ繊維・アパレル産業 生き残りの道,『調査季報』35:25_48. はデザインによる。一般に,幾何学的な繰り返し のデザインで量産に向いているのは,シリンダー 中村裕二(2003):20世紀後半イタリアのテキスタイ が使われ,花柄など絵画に近いデザインは型スク ル・アパレル産業の展開と構造,『経営研究』50_ リーンが使用される。 1 :109_132. 間苧谷努(1974):経済危機下のイタリア中小工業−中 文 献 小企業政策「分業」体制をめぐって−,『中小企業 季報』1974_ 4 . 石倉三雄(1999):『地場産業と地域振興 集中型社会 間苧谷努(1975):低成長経済下のイタリア中小企業, 『公庫月報(中企)』22_8.9. から分散型社会への転換』ミネルヴァ書房. 稲垣京輔(2000):イタリア産業集積の新展開 企業間 間苧谷努(1990):イタリア経済「第二の奇跡」と中小 企業,『産業と経済(奈良産大)』 4 _ 4 . ネットワークの戦略的活用による地域産業の持続 間苧谷努(1994):第 3 のイタリア」の自立的経済発展 的発展,『地域開発』432:62_66. と中小企業システム,『産業と経済(奈良産業大)』 稲垣京輔(2003):『イタリアの起業家ネットワーク 9 _2.3:51_69. 産業集積プロセスとしてのスピンオフの連鎖』白 間苧谷努(1996):「第 3 のイタリア」と中小企業−産 桃書房. 地を支える中小企業生産システム」をめぐって−, 岩橋良之(1994):イタリア地場産業の競争優位性, 『商工金融』46_11: 3 _21. 『商工金融』44_10:36_48. 皆村武一(1980):戦後イタリア経済の発展過程と権造 上野和彦(1987):『地場産業の展望』大明堂. 大島悦子(1997):イタリア 3 大繊緯産地「活力の構 変化−国際比較の視角から,『経済学諭集(鹿児島 大)』17. 造」−コモ・ピエラ・プラート−,『化繊月報』 50_ 1 :36_42. M.J.Piole, C.F.Sable (1993): The Second Industrial Devide, 岡本義行(1994):『イタリアの中小企業戦略』三田出 New York: Basic Books.(山之内靖・永易浩一・石 田あつみ訳『第二の産業分水嶺』筑摩書房.) 版会. 岡本義行(1995):イタリアにおける産地の権造変化− R.Leonardi, R.Y.Nannetti (1994): Regional Development in 毛織物産地のケース−,『社会労働研究(法政大)』 a Modern European Economy The Case of Tuscany, 41_ 4 :80_108. Pinter Publisher. 岡本義行(1997):北イタリアの繊維産業,『季刊経済 S. J. Yanagisako (2002): Producing Culture and Capital- と社会』9 :59_65. Family Firms in Italy. Princeton University Press. 鎌倉 健(2000):「サード・イタリア」と地域産業政 − 27 − 東 京 学 芸 大 学 紀 要 第 3 部門 第56集(2005) Regional Agglomeration of the Silk Industry in Como Province, Italy Kazuhiko UENO, Wahei TACHIKAWA, Nagatada TAKAYANAGI, Shigeru TAKATA, Kyoji TOYAMA, Hirokazu TAKEUCHI, Hiroyasu MOTOKI Department of Geogrephy* (Received for Publication; August 31, 2004) This paper aims to bring up some considerable questions, based on our regional study on the structural change in Como Silk Industrial District, north Italy. The following views are clarified: 1. Como silk manufactures have changed their management in divers ways since the mid-1990s because of the decreasing demand of silk products. 2. The flexible inter- firm networks in Como region have changed, and it seems that some large firms and converters are willing to make the grouping of enterprises. 3. According to our investigation where new firm establishments, entrepreneurs, and workers in silk industry have diminished, Como industrial district may not survive in the future. On the other hand, it is possible that Como industrial region may scale down but continue to exist from now on, because there are some growing companies that can find business opportunities. 4. Mergers and acquisitions contribute to the durability of the Como industrial district, while middle-size and small firms in industrial districts seldom have such strategy in Japan. * Tokyo Gakugei University (4-1-1 Nukuikita-machi, Koganei-shi, Tokyo, 184-8501, Japan) − 28 −
© Copyright 2026 Paperzz