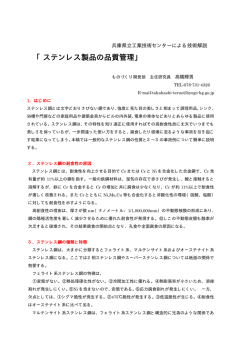
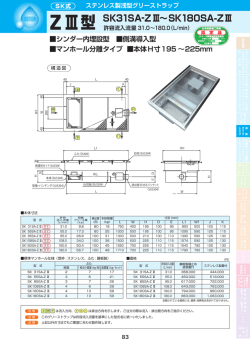
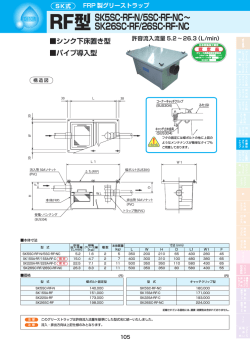
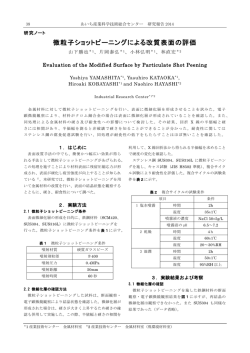
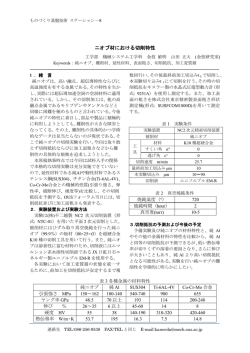
技術論文・報告 SUS304の粒界鋭敏化に及ぼす補修溶接の影響 中野 古川 正大(メンテナンスサービスセンター) 誠喜(メンテナンスサービスセンター) 安西 敏雄(九州工業大学 大学院)* 配管の溶接継手は,溶接時の欠陥や材料の交換などの理由で,切断し補修溶接するケースがある.その場合に,SUS304な どのオーステナイト系ステンレス鋼は,溶接熱により熱影響部(以下HAZという)が鋭敏化温度域に繰返しさらされるため耐食 性が低下する.そこで,SUS304およびSUS304Lの粒界鋭敏化と引張特性に及ぼす補修回数の影響について評価した. その結果,SUS304は補修溶接を2回以上すると,粒界腐食や応力腐食割れ感受性を示し,SUS304Lは補修溶接を3 回しても耐食性に著しい影響が見られなかった. 引張特性はSUS304およびSUS304Lのいずれも影響が見られなかった. 1.はじめに 2.供試材および溶加材 今日オーステナイト系ステンレス鋼は,耐食性,低温 供試材は,炭素含有量の異なる JIS G 4304 のSUS304 じん性,高温強度および溶接性などさまざまな利点から と SUS304L の鋼板で,板厚 6mm,長さ 300mm,幅 広範囲の分野で使用されている.しかし,オーステナイ 100mm を用いた. ト系ステンレス鋼の最大の欠点は,溶接などにより母材 が鋭敏化温度域にさらされると結晶粒界の近傍で容易 にクロム炭化物が析出し,耐食性が劣化することである. 溶加材は,JIS Z 3321 の Y308 と Y308L で,溶加棒 径はφ2.4mm とした. 表1に供試材と溶加材の化学成分を示す. HAZ で耐食性が低下する現象はウェルドディケイと 呼ばれ,古くから知られている.その対策としては,材 3.試験方法 料では低炭素鋼や安定化鋼の使用,方法では溶接入熱量 3.1 溶接試験板の製作 およびパス間温度の制限や溶接後の固溶化熱処理など 溶接は表2に示す溶接施工条件に従い実施した. があげられる. 溶接方法は実機の溶接環境の要素を踏まえ手動のテ しかし,そのような原因と対策がわかっているにもか かわらずオーステナイト系ステンレス鋼に対して,粒界腐 ィグ溶接とし,開先形状は図1に示すV形開先として, グラインダーで加工した. 食や応力腐食割れなどの損傷が未だに起こっている.そこ 補修溶接は, 図2に示すように溶接前の開先と補修 には設計や施工段階で,予想し得ない環境となっているこ 溶接時の開先が同一の部位となるように加工した.そ とやその対策が不十分であるなどの理由があげられる. して,溶接試験板は補修溶接なし(以下 A.W.という) 配管の溶接継手部は,溶接金属部の欠陥や材料の交換 のものから,補修溶接 3 回(溶接回数 4 回)のものまで, などの理由で,切断し補修溶接するケースがある.その SUS304 および SUS304L に対して 4 枚ずつ製作した. 場合に,HAZ は鋭敏化温度域に繰返しさらされ,耐食性 が低下すると考えられているが,実機に対して有害とな 3.2 鋭敏化の確認と腐食試験 り得るか否かを判断したものはない.また,鋭敏化域を 製作した溶接試験板について,補修溶接に伴う耐食性 機械的に除去する場合においても,その切断範囲を定量 の劣化を評価するために以下の試験を行った.腐食試験 的に示したものはない.さらに,補修溶接に伴う引張特 はいずれも試験板の裏面(裏波ビード側)を対象とした. 各試験片は図3に示す位置から採取した.なお,切断 性の影響についてもあまり知られていない. そこで,本研究では SUS304 および SUS304L の粒界 鋭敏化と引張特性に及ぼす補修回数について評価する は試験片に熱影響が生じないように,機械鋸で冷却しな がら行った. ことで,補修溶接した継手の品質を確認した. 表1 供試材と溶加材の化学成分(mass%) C Si Mn P S Ni Cr SUS304 0.050 0.48 0.86 0.030 0.002 8.55 18.10 SUS304L 0.011 0.39 1.39 0.023 0.003 9.55 18.37 Y308 0.040 0.45 1.80 0.020 0.001 9.80 20.00 Y308L 0.015 0.51 1.72 0.023 0.017 9.85 19.87 材質 *客員教授:(株)高田工業所より出向中 22・SUS304 の粒界鋭敏化に及ぼす補修溶接の影響 表2 溶接施工条件 40 削除 GTAW(DCEN) 溶接方法 F(下向) 105∼130 アーク電圧〔V〕 11∼13 溶接速度〔mm/min〕 30∼150 5 Argon Gas;12 バックシールドガス〔L/min〕 Argon Gas;7 断面マクロ観察 断面ミクロ組織 削除 一部切断 引張試験 37 トーチシールドガス〔L/min〕 硫酸・硫酸銅-2 100 3/3∼4 層/パス数 EPR 300 500∼2,000 溶接入熱〔J/mm〕 硫酸・硫酸銅-1 100 溶接電流〔A〕 20 溶接姿勢 60 ∼65 ° 削除 2±0.5 6 0 ∼0.5 ≒200 〔mm〕 図3 供試材と試験片採取位置 3.2.3 硫酸・硫酸銅腐食試験 粒界腐食の程度を確認するために JIS G 0575 の硫 図1 開先形状 酸・硫酸銅腐食試験を行った. なお,SUS304L については,SUS304 と比較するた めに鋭敏化熱処理を実施しなかった. a.開先加工 3.3 引張試験 鋭敏化域 補修溶接に伴う溶接継手部の引張特性を確認するた めに JIS Z 3121 の突合せ溶接継手の引張試験を行った. なお,試験片は 1A 号に準拠した. b.1回目溶接 鋭敏化域 4.試験結果と考察 4.1 鋭敏化した組織とその発生位置に及ぼす補修 回数の影響 図4および5に SUS304 および SUS304L における断面 c.開先加工 マクロおよびミクロ組織に及ぼす補修回数の影響を示す. 鋭敏化域 SUS304 の鋭敏化域は補修溶接が 1 回まで混合組織で あり,それ以上はみぞ状組織である.また,SUS304L d.2回目溶接 2回目以降は c.とd.を繰返す 図2 補修溶接と加工手順 の鋭敏化域は補修溶接を 3 回しても段状組織である.よ って,SUS304L は 3 回補修溶接をしても耐粒界腐食性 を有するといえる. 図6および7に,SUS304 溶接部における表面と裏面の 3.2.1 断面マクロおよびミクロ組織試験 補修溶接に伴う HAZ の鋭敏化を定性評価するために, 溶体化域と鋭敏化域の幅に及ぼす補修回数の影響を示す. SUS304 において,表面の溶体化域と鋭敏化域の幅は JIS G 0571 に従い 10%しゅう酸エッチ試験を行った. それぞれ平均 1.6mm,5.3mm で,それらを合わせると 次に,鋭敏化域を機械的に除去する場合の範囲を確認 最大で 8.8mm である.裏面の溶体化域と鋭敏化域の幅 するために,溶体化域と鋭敏化域のそれぞれの幅につい はそれぞれ平均 2.9mm,5.9mm で,それらを合わせる て,表面と裏面にて測定した. と最大で 11.3mm である. 3.2.2 電気化学的再活性化法 (以下 EPR法という) 補修溶接に伴う HAZ の鋭敏化を定量評価するために JIS G 0580 に従い電気化学的再活性化率を測定した. TAKADA TECHNICAL REPORT Vol.14 2004 よって,鋭敏化域を機械的に除去する場合は,板厚 6mm では表面の溶接止端部より 9mm 程度の位置で切 断する必要がある. SUS304 の粒界鋭敏化に及ぼす補修溶接の影響・23 供試材 / 補修 回数 断面ミクロ組織 断面マクロ観察 ①ボンド部付近 判 定 ②鋭敏化温度域 SUS304 / A.W. B SUS304 / 1回 B SUS304 / 2回 C SUS304 / 3回 C ※ A: 段状組織(結晶粒界にみぞのない組織) B: 混合組織(結晶粒界に部分的にみぞのある組織. ただし,完全にみぞで囲まれた結晶粒が一つもな いもの) C: みぞ状組織(完全にみぞで囲まれた結晶粒が一つ 以上ある組織) 断面ミクロ組織の撮影位置 図4 SUS304溶接部における断面マクロとミクロ組織に及ぼす補修回数の影響 4.2 粒界腐食性に及ぼす補修回数の影響 一方,SUS304L は補修回数の増加に伴う著しい変化 図8に SUS304 および SUS304L の鋭敏化域における が現れない.これは,母材の炭素含有量を低くすること EPR 法の再活性化率に及ぼす累計溶接入熱量と補修回 により,クロム炭化物の析出に伴うクロム欠乏層の生成 数の影響を示す. を抑制できるためと考えられる. SUS304 は補修回数および累計溶接入熱量の増加とと SUS304 の EPR 法と各種腐食試験との相関性1)およ もに再活性化率が上昇し,最大で 11.0%になる.これは, び SUS304 を 600℃×(0.1∼80h)で鋭敏化させたときの 補修回数が増加することで,溶接熱により HAZ が繰返 各腐食試験2)の結果から,腐食試験で粒界腐食感受性が し鋭敏化温度域にさらされるためである. 大きくなるのは,EPR 法による再活性化率が約 5.0% 24・SUS304 の粒界鋭敏化に及ぼす補修溶接の影響 TAKADA TECHNICAL REPORT Vol.14 2004 供試材 / 補修 回数 断面ミクロ組織 断面マクロ観察 ①ボンド部付近 ②鋭敏化温度域 判 定 SUS304L / A.W. A SUS304L / 1回 A SUS304L / 2回 A SUS304L / 3回 A ※ A: 段状組織(結晶粒界にみぞのない組織) B: 混合組織(結晶粒界に部分的にみぞのある組織. ただし,完全にみぞで囲まれた結晶粒が一つもな いもの) C: みぞ状組織(完全にみぞで囲まれた結晶粒が一つ 以上ある組織) 断面ミクロ組織の撮影位置 図5 SUS304L溶接部における断面マクロとミクロ組織に及ぼす補修回数の影響 以上得られる場合に対応する. 板について粒界型応力腐食割れの発生分布と鋭敏化度 SUS304 は補修溶接を 2 回以上すると,再活性化率が との相関性を調査した結果によると,再活性化率 20% 約 10.0%に達し,10%しゅう酸エッチ試験では鋭敏化域 以下の鏡板には割れの発生は見られないが,20%を超 がみぞ状組織となり両者に相関性がみられる. える鏡板には多数の割れが見られた3). SUS304 の損傷事例と EPR 法で測定した再活性化率 (2)海塩粒子が飛散堆積する環境での SUS304 配管(常 について次に示す. 温大気)に関する調査によると,再活性化率 5%を超 (1)最高 333K 以上には加熱されないであろう工業用水 える溶接継手部に粒界型応力腐食割れが多数見られ − (Cl ;20∼30ppm )にて冷却されている塔槽類の鏡 TAKADA TECHNICAL REPORT Vol.14 2004 た 2) . SUS304 の粒界鋭敏化に及ぼす補修溶接の影響・25 (3)423K に加熱される SUS304 の配管の HAZ に関し ては再活性化率 7%以上で割れが発生した.環境因子 A.W. としてはスケール除去時に混入した微量の残留 Cl− 溶体化域 が考えられている4). 鋭敏化域 補修回数 1回 以上のことから,SUS304 は補修溶接が 1 回までは安 定した耐食性を保ち,2 回以上では粒界腐食および応力 2回 腐食割れ感受性が大きくなる.一方,SUS304L では補 修溶接を 3 回しても安定した耐食性が保たれる. 3回 次に,図9に SUS304 および SUS304L の溶接部の硫 Ave. 酸・硫酸銅腐食試験における曲げ試験後の浸透探傷試験 0.0 2.0 4.0 6.0 8.0 10.0 12.0 表面の溶体化域と鋭敏化域の幅 〔mm〕 図6 SUS304溶接部における表面の溶体化域と 鋭敏化域の幅に及ぼす補修回数の影響 結果を示す. 硫酸・硫酸銅腐食試験では,いずれの溶接部において も粒界腐食に伴う割れは認められない. 4.3 引張特性に及ぼす補修回数の影響 図10に SUS304 およびSUS304L の引張特性に及ぼ A.W. す補修回数の影響を示す. 溶体化域 引張特性は,SUS304 および SUS304L において補修回 鋭敏化域 補修回数 1回 数の増加に伴う著しい変化を示さない.また,破断位置が いずれも溶接金属部であり,補修溶接による引張特性への 2回 影響はないといえる. 3回 Ave. 0.0 2.0 4.0 6.0 8.0 10.0 裏面の溶体化域と鋭敏化域の幅 〔mm〕 図7 SUS304溶接部における裏面の溶体化域と 鋭敏化域の幅に及ぼす補修回数の影響 100 再活性化率 〔%〕 SUS304 SUS304L A.W. A.W. 1回 1回 2回 2回 3回 3回 12.0 2 a.SUS304 10 3 1 1 A.W. A.W. 1回 1回 2回 2回 3回 3回 A.W. 2 0.1 A.W. 1 3 0.01 0 5 10 15 20 累計溶接入熱量 ×10 3 〔J/mm〕 ※図中の数字は補修回数を示す 図8 EPR法の再活性化率に及ぼす 累計溶接入熱量と補修回数の影響 26・SUS304 の粒界鋭敏化に及ぼす補修溶接の影響 b.SUS304L 図9 硫酸・硫酸銅腐食試験後の浸透探傷試験結果 TAKADA TECHNICAL REPORT Vol.14 2004 引張強さ,耐力 〔N/mm2〕 ②SUS304 は補修溶接が 1 回までは安定した耐食性を保 ち,2 回以上では粒界腐食および応力腐食割れ感受性 が大きくなった.一方,SUS304L では補修溶接を3 600 回しても安定した耐食性を保つことがわかった. ③硫酸・硫酸銅腐食試験では,SUS304 および SUS304L のいずれにおいても,補修溶接を 3 回しても粒界腐食 400 に伴う割れは認められなかった. ④SUS304 および SUS304L において,補修溶接による 200 引張特性の著しい変化はなかった. 引張強さ SUS304 引張強さ SUS304L 耐 力 SUS304 耐力 SUS304L 伸び SUS304 伸び SUS304L 伸び 〔%〕 0 60 以上により,SUS304 への補修溶接を 2 回以上する場 合は,固溶化熱処理やヒーリングを行い粒界耐食性を回 復させるか,機械的に鋭敏化域を除去する方法で対処す べきである. なお,本研究は,ティグ溶接での粒界鋭敏化に及ぼす 40 補修溶接の影響を評価した.溶接入熱の異なるミグ溶接 やサブマージアーク溶接などには適用できない. 20 参考文献 1)梅村文夫:ステンレス鋼の鋭敏化の理論及びその診断 0 規格値 の下限 1回 A.W. 2回 3回 補修回数 図10 引張特性に及ぼす補修回数の影響 5.おわりに SU S304 および SUS304L の粒界鋭敏化と引張特性に 及ぼす補修回数について評価することで,補修溶接した 方法,配管技術,8,pp.98−104,(1983) 2)梅村文夫,川本輝明:電気化学的再活性化法( EPR 法) による鋭敏化度の評価,日本金属学会会報,第 22 巻 (第 10 号),pp.894−903,(1983) 3)中原正大,高橋克:腐食防食協会春期学術講演大会, A-211,(1982) 4)中原正大,高橋克:第 28 回腐食防食討論会予稿集, 18,(1981) 継手の品質を確認した.得られた主な結果は次の通りで ある. ①SUS304 の鋭敏化域は補修溶接が 1 回まで混合組織で あり,それ以上はみぞ状組織であった.一方, SUS304L の鋭敏化域は補修溶接を 3 回しても段状組 織であった. TAKADA TECHNICAL REPORT Vol.14 2004 SUS304 の粒界鋭敏化に及ぼす補修溶接の影響・27
© Copyright 2026 Paperzz