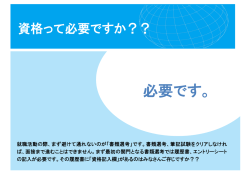
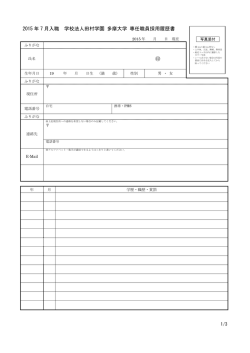
ベトナム・ミャンマーでの木材加工事業 および木材加工研究開発のご紹介 2016年11月18日 《内容》 1. 2. 3. ベトナム合板工場 ミャンマー製材工場 木材加工研究開発のご紹介 王子Gの木材資源:国内社有林 106 北海道 合計 641 126.6 千ha 山林 188.3 千ha 9 東北 152 3.9 千ha 近畿 129 12.0 千ha 8 関東 中国 3.4 千ha 13.6 千ha 110 94 九州 7.6 千ha 33 四国 2.7 千ha 中部 18.5 千ha 2015年度末 王子Gの木材資源:海外植林 保有面積 28万ha 森林認証取得率 69% 東南アジアにおける資源ビジネス 王木ベトナム販売会社 (2014年設立) 王子アジア・ ミャンマー支店 VTE YGN CPF L KPF L ベトナム合板工場 Oji Vinafor Plywood Co.(2015年稼動開始) Hanoi LPFL ラオス製材工場(2015年稼動開始) QPF L QN SLPF OCPL BKK 王子製紙タイランド PNH TTO HCM ミャンマー製材工場 MOS Lumber Products(2015年稼働開始) KL 王子アジア(地域統括会社) PKS集荷事業 PKS集荷事業 植林会社 KTH 木材加工事業 PKS集荷事業 王木販売会社 王子グループ事務所 JK T 製材工場(2014年稼動開始) PKS集荷事業 SUB 王木インドネシア販売会社(2013年設立) 東南アジアにおける木材加工事業 国 出資母体 製品 生産開始 当面目標 KTH植林木 (アカシア/ ユーカリ) ラフ製材 2014年4月 12,000 m3/年 ラオス LPFL植林木 (アカシア/ ユーカリ) ラフ製材 2015年1月 6,000 m3/年 ベトナム ユーカリ植林木 合板 2015年4月 20,000 m3/年 ゴム植林木 S4S製材 2016年初 (試運転中) 8,000 m3/年 インドネシア 王子HD (植林事業内部門) ミャンマー 王子木材緑化 (地元企業合弁) 主原料 【事業コンセプト】 持続的な植林資源と労働競争力を持つ地域にて、木材加工 事業を展開し、将来に渡る木材製品の安定供給を実現する。 ベトナム・ユーカリ合板工場 Oji Vinafor Plywood Corporation (OVPC) 会社名 Oji Vinafor Plywood Corporation (略称OVPC) 設立 2013年5月 所在地 ベトナム国バクザン省クアンチャウ工業団地 出資者 ・ 60%出資: 王子木材緑化(株) ・ 40%出資: Vietnam Forest Corp. (通称Vinafor社、ベトナム国営林業公社) 事業内容 ユーカリ植林木を主原料とする合板製造販売 略歴 ・2015年04月 商業生産開始 →6月初出荷 従業員数 180名(2016年11月現在) ≪事業スキーム概略≫ 王子木材緑化 出資60% Vinafor社 ・役割: 原料供給 Vinafor社 出資40% 合板会社 国内販売 王木ベトナム販売会社 王木国内各支店 ・役割: 製品販売 ベトナム国内/ 海外販売 OVPC ユーカリ植林木の資源背景 合板工場 ランソン省 ハノイ市 合板工場 王木販売会社 ハノイ市 ホーチミン市 ユーカリ植林 地域 バクザン省 ハイフォン港 (大型輸出港) OVPC 製造工程 (①原木⇒自製単板) 原木調達 ・4x8サイズ用:長さ 2.6m (8尺+) ・3x6サイズ用:長さ 2.0m (6尺+) ・径級: 10cm以上 OVPC 製造工程 (①原木⇒自製単板) ・ デバーカーでの荒剥き ・ レーサーでの単板生産 OVPC 製品スペック概要 樹種 ユーカリ植林木 サイズ ・厚み5.5~25mm ・900~1,230 x 1,800 x 2,440mm (サイズ相談対応可) 許容値 厚み ±0.5mm 幅/長さ -0、+2.0mm 対角線 ±2.0mm タイプ I・II、F☆ ☆ ☆、 F☆ ☆ ☆ ☆相当 環境への配慮 高品質 オール植林木使用に より長期的な安定供 給を実現。 コアジョインター使用 によるオーバーラップ、 抜けの低減。 ホルムアルデヒド放散 量の低減 ※ 日系メーカーの接着 剤使用、接着性安定。 カビ、パンク発生率の 低減 日本人による徹底し た品質・納期管理 ドライヤー機械乾燥に よる含水率管理。 日本人技術者、経営 者が現地常駐。 ※当社試験 ミャンマー・ゴム製材工場 MOS Lumber Products Co., Ltd(MOS) 会社名 MOS Lumber Products Co., Ltd(略称MOS) 設立 2014年12月 所在地 ミャンマー南部 モン州 モーラミャイン地域 出資者 ・ 54%出資: 王子木材緑化(株) ・ 26%出資: 住友林業シンガポール社 ・ 20%出資: MMC社(現地企業) 事業内容 ゴム木材製品の製造販売 略歴 ・2014年12月 製材工場建設開始 ・2015年10月 製材工場完成 ~試運転期間~ ・2016年年初 商業生産開始(予定) 従業員数 80名(2015年末) ヤンゴン市 モーラミャイン MOS 現地出資パートナー MMC社 会社名 Moe Mya Chai Co., Ltd (略称MMC社) 工場所在 1. モン州モーラミャイン ゴム製材工場 2. ヤンゴン近郊 木材加工工場 同工場敷地の一部をMOS製材工場 として使用 ↑ 当社向けゴム材ラミナ (2013年~継続) ≪事業スキーム概略≫ 当社・住林・MMC社合弁 MOS製材事業 調達 ゴム原木 MMC社: ・原料調達ルート ・操業ノウハウあり ラフ製材 ラミナ (集成材原料) 製材廃材 販売責任 輸出 王子木材緑化 住友林業 日本国内 /輸出(中国他) MOS ゴム植林木の資源背景 カレン州 1. 当社工場の原料集荷範囲であるモン州、カレン州には20万haの ゴム植林が広がる。 2. ゴム植林は通常25~30年生で植え替えとなるが、上記の内、 30年生以上の老齢林は6万haあり(原木量:推測4百万m3)。 3. ゴム植林は地元農民に根付いた産業であり、将来に渡り安定し た原料調達が可能。 モン州 ゴム植林 地域 ・ ゴム老齢林の視察 MOS ラミナ製造工程 ・ オートキャリッジの使用 ・ マルチリップソーの使用 MOS ラミナ製造工程 ・ 加圧防虫処理 ・ 人工乾燥(KD)釜 ・ 防虫指示薬によるサンプルチェック MOS 製品スペック概要 樹種 ゴム ラミナ サイズ ・厚み33mm ・幅55~95mm × 長さ250mm以上 (サイズ適宜対応可) 許容値 厚み -0/+0.5mm 幅 -0/+1.0mm 長さ -0/+10mm 欠点 節、ピンホール、樹脂、ブルーステイン、 変色など無し(=Aグレード) 含水率 6-10% 木材加工研究開発のご紹介 木材から出発する事業展開 木材資源のカスケード利用 これまで植林木の育種開発を進め、製紙用途に優れた植林木の開発は 国内、海外でも進めてきた。 (例: 成長性、容積重、繊維長や細胞壁厚などパルプに適した樹木の育種開発) チップを原料とする既存事業に加え木材加工事業の展開 樹木 育種開発 チップ パルプ、紙 エネルギー 溶解パルプ、CNFなど工業原料 木材加工製品 チップを原料とした開発 木材加工研究を進めるにあたって 木材加工事業を進めるうえで、独自の開発に着手 例)製材プロセス 原木 選 別 機 バ ー カ ー 製材 乾 燥 加 工 仕 上 げ グ レ ー製 デ ィ品 ン グ 木材加工過程のうち木材乾燥がコスト・品質面で鍵 海外植林木の早生樹ユーカリ、アカシアは、人工乾燥を含め 木材加工が難しい 木材乾燥技術 木材乾燥システム、乾燥機の種類について ・ 木材乾燥技術は、50年以上前に欧米で確立 ・ 日本国内でも各地試験場で木材に合わせた乾燥スケジュールの提案 ・ 国内の木材利用は、乾燥材が主流 天然乾燥 桟積みして長期間放置(~5年) 古来から 中高温乾燥 1850年~ 人工乾燥 40~90℃ 長期乾燥期間 燃料あるいは廃材を利用 燃料コスト大 高温過熱蒸気乾燥 1995年~ 90~130℃ 短期乾燥(2~7日間) 設備費 その他、高周波乾燥方法など 設備費など課題多数 木材乾燥技術 王子グループとして木材加工の可能性を追求 ・ 製紙工場やバイオマスボイラの廃熱の利用検討 廃ガスの利用 出口ガス(バグフィルター後)は170℃ 乾燥機 製紙工場 ボイラ 乾燥機 乾燥機の乾球温度は45~70℃前後に調整可能 工場廃ガス等の熱源を利用した人工乾燥機の可能性 ・ 製紙技術から得られた材料の性質を見極めた乾燥方法の提案 木材乾燥研究開発取り組み ユーカリ、アカシアなど海外植林木に加え、トドマツなど北海道 産樹木を目標材料とし乾燥中の温度、湿度と木材の割れの関 係を調査 工場インフラ(熱)を活用したスケールアップ試験を繰り返して、 新規低温乾燥技術を構築 ラボ試験で低温乾燥基礎技術を確立 恒温恒湿器で乾燥過程で生じる、割れ、収縮について環境条件との関係を調査 木材の種類により乾燥速度、収縮など物理的性質が異なる 割れと含水率との関係から安全な乾燥スケジュールを確立 乾燥後の寸法安定性を保つための条件検討 工場廃熱を利用したスケールアップ試験 ラボ試験で導いた条件をスケールアップして検証。簡易乾燥装置を工場に設置 スケールアップ試験で出た課題をラボで解決し、それを反映させる工程を繰り返し改良を重ねた 実機サイズの試験機案のため課題を抽出し装置デザイン、システムを改良検討し、ノウハウを蓄積 工場トドマツ板乾燥試験 工場廃熱を利用したスケールアップテスト ・ 40 x 165 x1,800 mm 厚板 ・ 工場の蒸気を利用した簡易実験乾燥機を設置 ・ 実験室で成功した条件をスケールアップ 湿度管理を厳密にし、50℃以下の低温で乾燥 【結果】 ・ 時間はかかるものの(28日間)、低温でも高い乾燥歩留りを達成(90%) ・ 樹種に合わせた乾燥時の温度、湿度管理に加え十分な空気循環が必要 トドマツ試験乾燥板のフローリング加工と実証試験 ■フローリング加工 実施工場:株式会社コンプウッド(旭川市) 材料:名寄工場低温乾燥材 加工:27 x 150 x 1,750mm サネ加工 ※加工後の質感や歩留まりは良好との評価 ■下川町実験棟建屋への実証試験 加工したフローリング材を下川町建屋床材として提供 ※施工は問題なしとのこと(ツイストも許容範囲) ※床暖房付近の材にカップが発生 ※比較に使用した他社乾燥材は、収縮が多く発生 他社乾燥材は著しく収縮して 4mmの隙間が発生 今後、使用感、経年変化での問題点を抽出 高温過熱蒸気式乾燥 難乾燥材、角材などの構造材の乾燥方法に有利 1)試験乾燥場所 高知県・佐川プレカット 2)乾燥樹種、寸法、本数 北海道産トドマツ (3産地) ・トドマツ正角 135×135×3650mm 273本 (仕上がり寸法目標:120×120) (18.1㎥) 3)乾燥条件 炉内温度 120℃(最高温度) S-DRYを用いたトドマツ角材乾燥試験 加熱乾燥工程 4日間、 冷却工程 1日間 4)乾燥結果 表面割れは極僅かに散見、内部割れや曲り、捻じれは殆ど無かった。 平均含水率は15%。 乾燥後の強度(曲げヤング率)は、E70~110で殆どの材がE90と高い強度を示した。 ※スギのヤング率より高め ・ 内部からしっかり乾燥できており、建築材として利用可能 高温過熱蒸気式乾燥試験 乾燥後の材の様子 高温のため着色は見られる。ツイストは殆どない プレナー仕上げ後のKD材 人工乾燥後の割れ、ツイストが殆ど見られず乾燥歩留りが高い 乾燥木材の使用検討(実証試験) 建築用構造材、内装材として実証試験を継続的に実施 集合住宅 (木造4階) @赤羽 木造オフィス (木造1階) @下川 トドマツ公共建築 トドマツ無垢材を使った研究棟の狙い 非住宅物件(学校、オフィス、公共施設など)の木造化提案 ・ ・ ・ ・ ・ ・ 8メートルスパンの3部屋構成→小中学校と同じ間取り 無垢材による木構造システム→地場の工務店での施行可能、施工コストも低減 集成材を使わない建築→シックハウスの危険度ゼロ、安心・安全の施設 自然滞留式床下暖房システムの導入→エネルギーコストの削減 トドマツの意匠性をフル活用→都市にも馴染む洗練されたオフィス空間の実現 トドマツの内装材提案→柔らかなフローリング(幼稚園や老人ホーム向け)という新提案 ⇒木造建築家集団(team Timberize)と連携 下川町との共同研究 木材乾燥試験機の導入 ・ コンテナを改良した木材乾燥機を設置(2015年11月完成) ・ 下川町との共同研究により、針葉樹、広葉樹の人工乾燥試験と 実証試験(建築、内装材、家具等)を含む木材利用調査 人工乾燥技術は、海外木材加工事業へも活用し効率改善 ご清聴ありがとうございました
© Copyright 2026 Paperzz