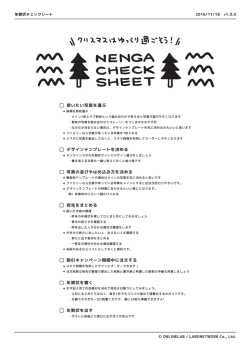
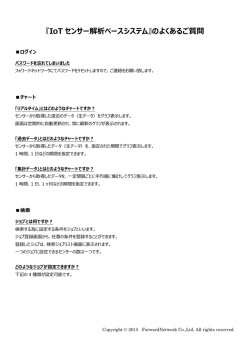
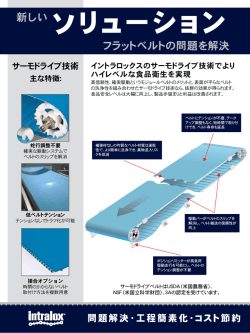
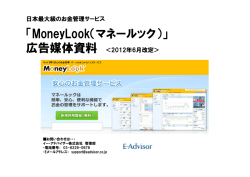
公益社団法人日本証券アナリスト協会 主催 第46回 個人投資家向け会社説明会 開催日:2015年8月24日 (5989) 代表取締役社長 金田 敦 本日の内容 1.エイチワンの概要 2.高性能な車体フレーム 3.業績、株主還元 H-ONE CO., LTD. 基本情報 会社名 業 種 資本金 (証券コード 5989) 金属製品 (2015.3末現在) 発行済株式総数 (2015.3末現在) 設 立 本 社 埼玉県さいたま市大宮区 桜木町一丁目11番地5 代表者 代表取締役社長 金田 敦 拠点数 海外13、国内11 (2015.3末現在) 28,392,830株 2006年(平成18年)4月 大株主の状況 従業員数 43億6,693万円 連結:7,242名 単体:1,343名 (2015.3末現在) 上場証券 取引所 本田技研工業 21.33% CGML PB CLIENT ACCOUNT/COLLATERAL 6.47% 従業員持株会 3.97% 中條祐子 2.75% 埼玉りそな銀行 2.75% 東京証券取引所 JASDAQ(スタンダード) H-ONE CO., LTD. 主要製品 自動車部品 ■フレーム部品(Honda「CR-V」搭載製品) リアフレーム リアホイールハウス ピラー ドアビーム サイドシール クロスメンバー ホイールハウス フロアフレーム 【エンジン/汎用他】 ・コントロールレバー ・ヨークローター(発電機) バルクヘッド サイドフレーム ・プッシュロッド ・ギアホルダー Hondaを主力得意先とし、自動車1台分のフレーム部品に対応可能 H-ONE CO., LTD. H-oneフレームでクルマ社会に貢献 HondaやDAIHATSUをはじめ、数多くのメーカーのクルマにH-oneのフレームが採用されています。 (以下は採用車の一例です) JADE CR-Z ODYSSEY(北米専用) CRIDER(中国専用) Mira GRACE/CITY N-WGN LEGEND/Acura RLX N-ONE CIIMO(中国専用) Mira Cocoa N-BOX PILOT(海外専用) CROSSTOUR(海外専用) VEZEL/HR-V/ XR-V SPIRIOR(中国専用) ODYSSEY CR-V ACURA TLX(海外専用) AMAZE(アジア専用) MOVE Mira e:s Accord ACURA RDX(海外専用) BRIO(アジア専用) MOVE Conte FIT SHUTTLE STEP WGN CIVIC(海外専用) ACURA MDX(海外専用) MOBILIO(アジア専用) TANTO 理念S1(中国専用) ACTY WAKE ACTIVA(インド) BOON and more… RANGER MIRAGE(タイ) TRITON(タイ) mu-X(タイ) CERELIO(タイ) SYLPHY(タイ) Sail(インド) H-ONE CO., LTD. 主要製品 金型 自動車1台分のフロア周りフレームに必要な金型数は 約300型で、限られた車種でしか使用できません。 金属加工は、金型の出来不出来によって製品の品質やコストが大きく左右されます。 長年にわたって蓄積した金型製造技術やノウハウに基づく高精度な金型が、当社の競争力を支えています。 H-oneグループでは、年間約3,000型を調達し、うち難易度の高い金型は日本を中心に内製化 インド・中国・タイ・インドネシアではコスト競争力の高い金型を世界各地に供給 H-ONE CO., LTD. 経営理念・長期ビジョン 経営理念 世界に貢献する企業に向かって、 「尊重、信頼、挑戦」、 尊重 人間尊重 respect そこから生まれる夢の実現 夢の実現 挑戦 信頼 果敢に挑戦 長期ビジョン challenge 期待と信頼 trust Dream20 「H-oneブランド」の確立 H-ONE CO., LTD. 2011年 ・2020年VISION Dream20 がスタート 1939年 ・平田源七が平田工業㈱を創業 1961年 ・今井俊明が㈱本郷製作所を創業 1967年 ・Honda向け自動車部品量産開始 1984年 ・アメリカ にKTH社を設立 (ヒラタ・本郷 合弁) 1994年 ・タイにHPT社を設立 平田源七 (ヒラタ) 1996年 ・アメリカにKMI社を設立 (合弁) 1997年 ・カナダにKSM社を設立 (合弁) ・インドにHIL社を設立 (本郷) 今井俊明 2000年 ・アメリカにKLP社を設立 (合弁) 2002年 ・中国にG-Hapii社を設立 (合弁) 2005年 ・中国にQ-Hapii社、W-Hapii社を設立 2006年 成長基盤の強化 (合弁) 2007年 ・KTH社に 3,000tTRFプレス導入 ・HIL社に 1,500tTRFプレス導入 2008年 ・HPT社に 2,000tTRFプレス導入 ・KSM社に 2,500tTRFプレス導入 ・タイでMITSUBISHI向け自動車部品量産開始 ・KMIに2,500tTRFプレス導入 2012年 ・メキシコにG-ONE社を設立 ・Q-Hapii社に1,500TRFプレス導入 ・W-Hapii社で先端の溶接ラインが稼働開始 2013年 ・インドネシアに HK-PATI社を設立 誕生 ・設計シミュレーション 能力を大幅増強 KTH社 3000tTRF 2010年 ・タイにHPS社を設立 ・中国3拠点に138台の溶接ロボットを導入 市場と 顧客の拡大 創業からエイチワン誕生まで 強みの融合 生産体質の改革 沿革 解析シミュレーション ・HPT社に144台の溶接ロボットを導入 2014年 ・HPSに2,500tTRFプレス導入 ・タイでSUZUKI向け自動車部品量産開始 ・HK-PATI社で金型鋳物の製造開始 ・超ハイテン材を使用した 自動車部品の量産開始 2015年 ・KTH社に3,000tサーボTRFプレス導入 ・アメリカに研究開発拠点を設立 H-ONE CO., LTD. 国内拠点 前橋製作所 機種開発センター 機種開発センター烏山 開発技術センター 前橋製作所 太田工場 郡山製作所 亀山製作所 中津工場 郡山製作所 戸田工場 本社 亀山製作所 湖南工場 亀山製作所 H-ONE CO., LTD. 海外拠点 中 国 北 米 W-Hapii(2005)武漢市 Q-Hapii(2005)清遠市 G-Hapii(2001)広州市 KSM(1996)カナダ KTH(1984)アメリカ・オハイオ ● アジア・大洋州 HIL(1997) インド・ウッタルプラディッシュ ● ● ● ● KMI(1996)アメリカ・オハイオ HK-PATI(2013)インドネシア ●● HPT(1994)タイ・アユタヤ HPS(2010)タイ・チョンブリ CNC D-TEX(2005)タイ (持分法非適用会社) G-ONE(2012)メキシコ KLP(2000)アメリカ・アラバマ (持分法適用会社) 注記:金型生産能力のある工場に、左記マークを記載 世界各国に24拠点(海外:13拠点、国内:11拠点)を展開し、グローバルでの顧客対応を実現 H-ONE CO., LTD. 業界内のポジショニング 自動車プレス部品業界トップクラスの売上高 Hondaフレーム部品調達内シェアはNo.1 業界の他主要メーカーとの売上比較 Hondaフレーム部品におけるH-one供給シェア(1台当たり) (億円) 4,500 4,000 3,500 3,000 その他 フレームメーカー 各社 2,500 2,000 エイチワン 約50% 1,500 1,000 500 0 フタバ産業 ユニプレス プレス工業 ジーテクト エイチワン 注記:自動車プレス部品製造を行う主要な国内上場企業との比較 出典:各社公表による2015年3月期の業績数値に基づき、当社が作成 東プレ (当社調べ) Hondaとの強い取引基盤をベースに自動車プレス部品サプライヤーとしてトップクラスの取引基盤を構築 H-ONE CO., LTD. ビジネスモデル(一貫生産体制) ■衝突・強度・剛性 シミュレーション■ ■製品設計■ 金型技術 生産 ■金型設計■ ■成型シミュレーション■ ■金型製作■ ホンダ、ダイハツ工業、日野自動車、三菱自動車、日産、いすゞ 等 研究開発 出荷 ■材料■ ■プレス工程■ ■H-oneフレーム 完成■ 溶接技術 ■溶接シミュレーション■ ■溶接ライン企画■ ■オフライン・ ティーチング■ プレス部品 ■溶接工程■ (敬称略) 最上流の研究開発から、金型製作、溶接ライン構築、量産(プレス・アッセンブリ)までの自社一貫体制を確立 H-ONE CO., LTD. 本日の内容 1.エイチワンの概要 2.高性能な車体フレーム ◆ 素材から究める技術力・開発力 ◆ グローバルな供給体制 3.業績、株主還元 H-ONE CO., LTD. お客様の技術ニーズ 衝突・強度・剛性までの 一貫保証と提案力 【環境】 軽量化 【快適性】 広い車内空間 乗り心地 デザイン 【安全・安心】 衝突安全性 【生産力】 生産効率 生産技術 H-ONE CO., LTD. 本日の内容 1.エイチワンの概要 2.高性能な車体フレーム ◆ 素材から究める技術力・開発力 ◆ グローバルな供給体制 3.業績、株主還元 H-ONE CO., LTD. 昔から人に身近な鉄は今後も車体の主力。 ▶ 1,000mlのミネラルウォーターと、1,000gの自動車用の鉄。重さは同じだけれども… ◀ 自動車用鋼板は、 ミネラルウォーターの およそ半分の価格 1,000g およそ100円 1,000ml およそ200円 価格 古来より日本人は鉄について 深い知識を持ち、魂を込めてきました 名刀は、質の高い鋼を生み出す高度な製錬技術と、鉄の特性を知り尽く した熟練の鍛冶職人の技が組み合わさって完成します。 現代でも、日本の製錬技術と金属加工技術は 世界No.1を誇っています 自動車に使用するハイテン材は、分子構造から研究が行われ、自動車フ レームは、様々な技術者によりミリ単位で計算されて作り出されています。 鉄は身近な材料で、かつ安価ですが、分子レベルで今も絶えず進化し続けています H-ONE CO., LTD. 素材に関する高い知見 H-oneにおける高張力鋼板使用率 高張力鋼板の適用例 ※フロント周り受注部品での重量比 高張力鋼板 ↑ エイチワン受注部品 780MPa、980MPa材の 適用事例 ■ 高張力鋼板(ハイテン材)とは 普通鋼板(270MPa)に比べて、引っ張り強さが高い鋼板。 鋼材は強度が高いほど、より薄い材料で乗員の安全確保に必要な 車体としての強度を保つことができ、重量も軽くすることができますが、 一方で、複雑な形状に加工するのが難しくなります。 軽量化と衝突安全性を両立するハイテン材の加工において、素材に関する高い知見を保持 H-ONE CO., LTD. ハイテン材の加工技術 ■ スプリングバック スプリングバックとは、プレス加工された鋼板に働く「もとの形に戻ろう」とする力(弾性回復)。 引っ張り強度が強いほどスプリングバック量は大きくなります。 -普通鋼板 -高張力鋼板 -金型の形状 TRY結果 110 100 もとに戻ろうとする力が 働き反り返ってしまう 90 ハイテン材を 普通鋼板と同じように プレス加工しようとしても・・・ 80 70 60 50 40 30 20 10 0 0 -10 0 -10 10 20 30 40 50 60 70 80 90 100 110 -20 Y-coodinate ■ スプリングバックをコントロール -製品の形状 -金型の形状 見込み加工 -段なし (スプリングバック大) -段付き形状 (スプリングバック小) =特許技術= 段付き形状 140 110 120 100 90 100 80 70 80 内側に 押し込む 60 50 40 60 30 40 20 10 20 0 -110 -100 -90 -80 -70 -60 -50 -40 -30 -20 -10 0 10 20 30 40 50 60 70 80 90 100 110 -10 120 -20 100 80 60 40 20 0 0 -20 -40 -60 -80 -100 -120 -20 使用鋼材ごとにスプリングバックの量を 綿密に計算し、金型を設計 壁面の部分に段差をつけることでスプリンバックを矯正 卓越した技術で、お客様の多様な性能要求にお応えしています H-ONE CO., LTD. プレスの極限に挑戦 超ハイテン材 1,180MPaフレームの量産化 既存の成型技術の限界と言われる強度のハイテン材(1,180MPa)を使用し たフレームを量産化。既に、これが搭載されたクルマが走っています。 現在、さらにそれを上回る強度を持つハイテン材(1,470MPa)を使用したフ レームについても、技術の壁を超え、量産化の準備が整っています。 ■製品化までの流れ 量産化への課題 解決策 VA/VEの提案 ねじれの増大 構造解析による性能保証 キレツの発生 超ハイテンに対応した シミュレーションモデルの構築 金型設計能力の強化 スプリングバックの 増加 金型の耐久性 新開発の金型技術 特許出願中 超ハイテン材の フレーム (サンプル) 設計、開発、生産、営業の総力を結集し、軽量部品の拡大に努めています H-ONE CO., LTD. 新加工技術・新生産技術の開発 フレームになる鉄パイプ(3DQ) ~三次元熱間焼き入れパイプ~ ■加工方法の概要 高周波による焼き入れ ■フレームへの採用イメージ 表面組織が変質し ホットプレスと同等の 強度になる パイプの進行方向 力 を 加 え る バンパービーム クロスメンバー Aピラー Bピラー 熱間焼き入れパイプ 加熱されやわらかくなることで曲げることが可能に 加工例 受注箇所のイメージ 高周波による焼き入れによりホットプレスと同等の強度 閉断面構造により高強度なフレームを設計できる 多様な断面形状のパイプの加工が可能 軽量化、衝突安全性、デザイン性を高次元で融合 H-ONE CO., LTD. 新加工技術・新生産技術の開発 点の溶接から線の連続溶接へ ~レーザー溶接~ ■現在の主流 (スポット溶接) 溶接ガンの大きさ分 部品を重ねる必要がある ■新しい溶接方法 (レーザー溶接) レーザー 溶接ガンの先端 部品同士が 重なっている部分を 極小にできる 間隔を開けて 溶接 スポット溶接 溶接ポイントの間隔が広いと剛性が低下する 溶接ガンが入るための「のりしろ」が必要 レーザーで連続溶接 隙間のない連続溶接により剛性を向上 「のりしろ」を大幅に減らすことで軽量化 加工例 接合部ギリギリで溶接 生産効率と商品力を両立する技術提案で、新たな付加価値を生み出します H-ONE CO., LTD. 第5回 クルマの軽量化技術展に出展 2015年1月14日~16日に東京ビックサイトで開催された「クルマの軽量化技術展」に出展。 最新の技術を用いたフレームの試作品を多数展示し、 3日間で1,000名以上の方が弊社展示ブースにお越しになりました。 1,470MPa材フレーム (センターピラー) レーザー溶接 (フロントサイドフレーム) 3DQ (ピラー) H-ONE CO., LTD. 自動車開発の中心地の変化 日本で世界中の市場で販売する車を全て開発 現地ニーズの多様化 日本 R&D ヨーロッパ 北米 中国 新興国市場の拡大 アジア Before 各市場でニーズが多様化する中、 販売シェアを獲得するためには、 市場に合う様々な自動車を 効率的に開発することが必要 世界中の市場に向けて 様々な自動車を開発 巨大市場の北米は開発も市場内で完結 他の地域でも市場のニーズを取り入れるため現地の開発領域を拡大 ハイブリッド等の先進技術と グローバルに市場投入する 小型車を中心とした開発に特化 日本 R&D インド R&D 北米R&D 中国 R&D タイ R&D 日本の技術をベースに 独自に地域のニーズをリサーチし、 販売地域ごとに最適な自動車を 現地で開発 北米市場とグローバル市場を狙う 高級車や大型車を独自に開発 H-ONE CO., LTD. 研究開発の強化 アメリカに製品開発拠点を開設 外観イメージ図 ホンダR&D アメリカ 北米専用車の開発にスピーディに対応するため、現在、日本の 「機種開発センター」が担っている機能と同等の機能をアメリカ にも設ける。 従来 約60km KTH社 営業 製品設計 シミュレーション 研究開発 営業 図面 製品設計 修正 図面 北米の得意先 日本の得意先 アメリカ 情報 予定地 約80km ▶ エイチワンの製品開発体制 ◀ 日本 ホンダオブアメリカ マニュファクチュアリング コロンバス 完成イメージ図 アメリカで図面を作成した後、日本でシミュレーションを行い提案。 国や言語、情報量の違いからリードタイムが長い。 将来 ~北米研究開発拠点開設後~ ▶ エイチワンの製品開発体制 ◀ アメリカ 情報 営業 製品設計 営業 ノウハウ 製品設計 シミュレーション NEW シミュレーション 研究開発 NEW 研究開発 北米の得意先 日本の得意先 日本 基礎研究から製品設計、シミュレーション、性能保証までを北米内で完結。 より得意先の要望に沿った技術提案・製品提案が最短期間で可能。 概要 場所 アメリカ オハイオ州 ダブリン市 稼働開始 2015年中(予定) 機能 研究開発、製品設計、シミュレーション等 面積 敷地:約60,000㎡ 建物:約2,800㎡ 従業員数 20~30名(予定) 北米で基礎研究から製品設計、性能保証までを完結し、得意先に最新性能を提案 H-ONE CO., LTD. 本日の内容 1.エイチワンの概要 2.高性能な車体フレーム ◆ 素材から究める技術力・開発力 ◆ グローバルな供給体制 3.業績、株主還元 H-ONE CO., LTD. 地域別の売上バランス ~2015/3期~ Honda向け生産台数比率 売上高比率(内部取引含む) インドネ シア 2% 日本 26% インド 3% タイ 10% 中国 16% 2015/3期 連結売上高 1,857億円 北米 43% タイ 4% 中国 23% インド 8% 日本 18% 2015/3期 Honda向け 生産台数 355万台 北米 47% 成長性・安定性において、グローバルで地域バランスの取れた収益基盤を確保(海外売上高比率:約70%) H-ONE CO., LTD. 地域別の概況 ※台数はHonda向け生産台数 2014年3月期 2015年3月期 ★ヴェゼル ★N-WGN 日本 ★グレイス ★FIT ★Accord 2016年3月期 (計画) ★オデッセイ 67万台/年 ▶CR-V、フリード、N-BOX、N-ONE 65万台/年 ▶CR-V、Accord、Crosstour、Acura ILX 北米 アメリカ カナダ メキシコ ★レジェンド ★S660 ★シャトル ★JADE ★ステップワゴン ★Acura MDX(北米専用) 62万台/年 ★Acura RDX ★シビック ★HR-V ★Acura RLX ★Pilot ★KTH ★Acura TLX ★NSX 3,000tサーボTRF稼働開始 (北米専用) ★KSM社 400tPRG稼働開始 ★G-ONE社 1,500tTRF、 600tBLK稼働開始 万台/年 万台/年 ★FIT ★オデッセイ(北米専用) ★メキシコG-ONE社 稼働開始 177万台/年 ★烏山工場を 郡山製作所に統合 180 196 ▶CR-V、エリシオン、CIIMO、Civic、Crosstour、理念S1、MITSUBISHI RVR ★CITY (アジア専用) ★MITSUBISHI パジェロ 中国 ★SPIRIOR(中国専用) ★FIT ★JADE(中国先行発売) ★ヴェゼル/XR-V ★Accord ★オデッセイ ★CRIDER(中国専用) ★W-Hapii社 第2溶接工場の能力増強 万台/年 万台/年 76 アジア・ 大洋州 タイ インド 84 ★MOBILIO ★ISUZU mu-X ★MITSUBISHI (アジア専用) ★MITSUBISHI ミラージュ・セダン ★CITY(アジア専用) TRITON ▶CR-V、シビック、BRIO(アジア専用)、AMAZE、ミラージュ、GM ★SUZUKI セレリオ ★タイHPT社 分工場稼働開始 ★HINO タイ 万台/年 ★インドHIL社 TDMライン導入 ★タイHPS社 ★インドHIL社 万台/年 タイ プレス工場稼働開始 新工場稼働開始 16 21 インド 14万台/年 インド 19万台/年 ★Q-Hapii社 1,500tTRF稼働開始 ★Q-Hapii社 800tPRG稼働開始 ★Q-Hapii社 1,500tTRF稼働開始 万台/年 94 タイ 18万台/年 ★インドHIL社 プレス工場建屋完成 インド 25万台/年 日本が減少の一方、海外は自動車需要の拡大とともに、市場環境に合わせた専用車と生産量が増加の一途 H-ONE CO., LTD. 国内の生産ロケーションの最適化 ① ダイハツ滋賀工場向けに湖南工場を開設 約3km 大型製品を得意先の近隣で組立、物流効率を改善 近畿圏内の顧客の拡大も視野に生産品目を拡大 NEW 湖南工場 DAIHATSU 滋賀工場 約50km ■イメージ ~ Before ~ 完成品 プレス部品の 加工 完成品 溶接 組立 完成品 完成品 完成品 完成品の輸送 亀山製作所湖南工場 納品 約50km 軽自動車フレームでは遠距離物流がコストプッシュになる ~ After ~ 湖南工場(滋賀県) 亀山製作所(三重県) プレス 部品 プレス部品の加工 亀山製作所 得意先(滋賀県) 亀山製作所(三重県) 滋賀県湖南市 投資額 約4千万円 面積 約2,000㎡ 導入設備 溶接ライン 稼動時期 2015年5月 得意先(滋賀県) 完成品 プレス部品の輸送 約50km 一度に多数の部品を大量に輸送 場所 溶接 組立 完成品の輸送 納品 約3km 完成品の輸送距離を短くし、周回するトラックの数を削減 完成品の出荷時の荷姿例 物流効率を改善し、製造コストを削減 27 H-ONE CO., LTD. 国内の生産ロケーションの最適化 ② 烏山工場、戸田工場の生産を集約 生産拠点を集約し間接領域をスリム化 開発領域の将来的な強化の余地を確保(烏山) 郡山製作所 郡山製作所戸田工場 2016年3月までに全機能を 前橋製作所と太田工場に移管予定。 戸田工場の概要 場所 埼玉県戸田市 設立 1961年10月 生産設備 溶接ライン 主要生産品目 バルクヘッド等 納入先 Honda 狭山工場、寄居工場 烏山工場 (現:機種開発センター烏山) 前橋製作所 機種開発センター 郡山製作所烏山工場 (現:機種開発センター烏山) 2015年4月までに部品量産部門を 郡山製作所に移管。 現在は試作部門の専用工場。 烏山工場の概要 栃木地区は 開発に特化 戸田工場 場所 栃木県那須烏山市 設立 1992年3月 生産設備 溶接ライン 主要生産品目 トラックキャビンフレーム ヨークローター等 納入先 Hino、Honda 拠点配置から見直し、生産から管理にいたるまで効率を上げ収益力を強化 28 H-ONE CO., LTD. 生産能力の増強 中国:プレス機3台を新規導入 北米:プレス機6台を新規導入 導入拠点 導入プレス機 稼働時期 導入拠点 Q-Hapii 1,500tTRF × 2台、 800tPRG × 1台 2015年4月~ 順次 W-Hapii 3,000tサーボTRF 2016年7月(予定) 導入プレス機 稼働時期 KTH 3,000tサーボTRF KMI 2,500tTRF、600tBLK 2015年2月 KSM 400tPRG 2015年7月 1,500tTRF、600tBLK 2015年2月 G-ONE 2015年9月(予定) 1,500tTRF (Q-Hapii 3月中旬頃) 3,000tサーボTRF (KTH 5月) インド:新工場を設置 新工場 「タプカラ工場」 敷地面積 約13,000㎡ 導入設備 TDMプレス、溶接ライン 稼動時期 溶接ライン 2014年12月 TDMプレス 2016年6月(予定) 溶接工場は中古の建物を活用し 投資を抑え短期間に新設 現地メーカーのプレス機を 採用し投資を低減 中長的な市場拡大と受注増加に対応し、成長を加速する 29 H-ONE CO., LTD. 鋳物から金型まで一貫生産 インドネシアを中心とした金型戦略 2015年3月期は、操業開始初期コストで出遅れるも、2016年3月期は鋳物事業の 通年での業績寄与もあり、金型と鋳物の一気通貫で収益の安定化を図る。 北米 日本 LCC金型供給エリア 2014年9月 金型鋳物工場が稼働を開始 H-oneグループの金型製作数 及び鋳物生産量の推移(計画) HIL社 G-Hapii社 CNC D-TEX社 7,000t 金型製作数 鋳物生産量 技術力を蓄え成型難易度の高い プレス部品の金型製作にも対応 5,000t HK-PATI社 操業を開始 4,000t 640型 790型 1,000型 531型 HK-PATI社 520型 2013年 2014年 アジア 2015年 2016年 2020年 鋳物をH-oneグループ内に供給 安価な金型をH-oneグループ内に供給 H-ONE CO., LTD. 地球環境を守る取り組み 軽量化技術の進化 生産過程でのCO2削減 生態系を利用したCO2の吸収 「エイチワンの森」森づくり活動 埼玉県 三重県 栃木県 群馬県 海外の植樹・育樹活動 カナダ タイ 中国 アメリカ H-ONE CO., LTD. 本日の内容 1.エイチワンの概要 2.高性能な車体フレーム 3.業績、株主還元 H-ONE CO., LTD. 連結業績と株主還元 経常利益(億円) 売上高(億円) 凡例: 2,000 売上高 経常利益 1,799 1,500 1,367 1,263 66.3 1,175 1,000 1,920 1,857 100 1,380 1,176 56.6 56.2 50 24.2 500 16.5 15.1 6.5 25.0 第3期 (’09.3月期) 第4期 (’10.3月期) 第5期 (’11.3月期) 第6期 (’12.3月期) 第7期 (’13.3月期) 第8期 (’14.3月期) 株価(円) 626 453 741 596 817 1,004 746 743 PER(倍) ― 44.5 4.1 26.2 4.0 7.3 72.4 21.1 PBR(倍) 0.5 0.3 0.5 0.4 0.5 0.5 0.4 0.3 ※ 株価は年平均値、但し第10期は第1四半期平均値 配当金 (円) 中 間 期 末 10.0 5.0 年間 15.0 5.0 5.0 年間 10.0 7.5 7.5 PER:株価収益率 年間 15.0 7.5 7.5 第9期 第10期計画 (’15.3月期) (’16.3月期計画) PBR:一株当たり純資産倍率 年間 15.0 10.0 10.0 年間 20.0 11.0 11.0 年間 22.0 11.0 11.0 11.0 年間 22.0 (予定) 11.0 年間 22.0 (予定) (予定) 当社は、将来の事業展開及び設備投資等を勘案しつつ、 長期にわたり安定的に業績に応じた配当を実施しております H-ONE CO., LTD. 本資料で記述している将来予測および業績予想は、現時点で入手可能 な情報に基づき当社が判断した予想であり、潜在的なリスクや不確実性 が含まれています。 そのため、様々な要因の変化により実際の業績は記述している将来見 通しとは大きく異なる結果となる可能性があることを御承知おき下さい。 ~IRのお問い合わせ先~ 株式会社エイチワン 総務部CSR課 電話:048-643-0010 e-mail:[email protected]
© Copyright 2026 Paperzz