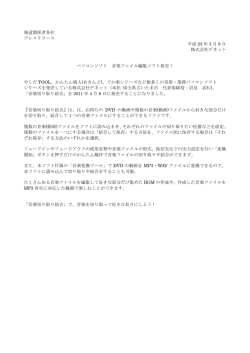
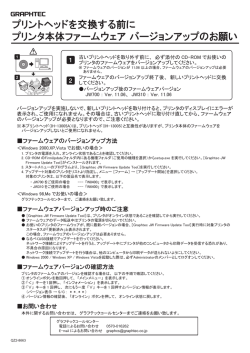
11 安全上のご注意 WARNING SHOWA 製品をご愛用いただき、ありがとうございます。 日頃より、安全な製品づくり及び品質の向上に努めております。 弊社製品の取扱い、ご使用に際しまして、 下記の事項に注意していただきます様、お願い申し上げます。 取扱いを誤った場合に危険な状況が発生する場合があります。 危険を防止するための注意事項ですので、取扱い説明書の マーク内容は必ず読んで 注意事項を守った作業をお願い致します。 ■ 刃具取付け・取外し時のご注意 ¡ ツールホルダは、プリセッタや締付治具で確実に固定して作業を行って下さい。 ● ¡● 刃具をツールホルダに取付ける場合は、切れ刃に素手で触れない様、ご注意下さい。 ¡● チャック締め付け用スパナは、弊社指定の専用スパナを必ずご使用下さい。スパナ掛け部に確実に取り付けて、安全 のためゆっくりと締め付けて下さい。 ¡● 機械にセットする前に、刃具の締め付け状態が正常か、確認して下さい。 ■ 加工時のご注意 ¡ ツールホルダを、機械主軸、あるいはマガジンポットに装着する時に、落下させない様、取扱いに注意して下さい。 ● ¡ 回転中のツールホルダ及び刃具には、絶対に触れないで下さい。怪我の恐れがあります。 ● ¡ 加工中は、高熱切粉が飛散します。切傷・火傷の恐れがありますので安全カバー、保護メガネ等の着用を行って下さ ● い。 ¡ 高圧クーラント加工の段取り時は、刃具先端に手や体を近づけない様にして、作業を行って下さい。操作を誤った場 ● 合、刃具が飛び出す恐れがあります。 ¡ ツールホルダ等を、本来の目的以外に使用したり、改造・分解は行わないで下さい。機能、精度の低下だけでなく、 ● 誤組立等による重大事故の原因となります。 ■ 長期保管時のご注意 ¡ チャック類を長期保管される場合は、刃具をチャックより取り外して保管下さい。保持力低下の原因となります。刃 ● 具をチャッキングしたまま長期保管された場合は、ナットを一度緩めて、再度締め直しを行ってからご使用下さい。 ¡ 切粉等を拭き取り、適切な防 対策を行って、テーパ部等に打痕が付かない様に、保管して下さい。 ● 以上、弊社製品をご使用いただくにあたっての安全上の基本的な注意事項ですが、各製品ごとの注意事 項は、それぞれの取扱い説明書に記載してあります。ご使用前に、必ず取扱い説明書をお読み下さい。 その他詳細につきましては、弊社までお問い合わせ下さい。 WARNING 安全上のご注意 Thank you for purchasing SHOWA brand tools. Before using our tools, please take note of the following. Incorrect tool use can be dangerous. Read instruction manuals carefully to prevent dangerous operation. Pay particular attention to those warnings marked with . ■ Safety Instructions for installing and removing cutting tools fLock the tool holder in a tool presetter or locking fixture positively, for installing and removing the cutter. fDo not touch cutting edges with a bare hand. fUse spanners supplied by SHOWA specifically for the clamping chuck. Engage the spanner fully in a key slot of the nut and tighten by hand. Do not use a hammer or pipe to tighten more. fMake sure that the cutter is correctly mounted in the holder before setting the tool in the machine. ■ Safety Instructions for using tool holders fInstall the tool in the machine spindle or tool magazine carefully. Do not release the tool until it is properly clamped. fNever touch a running tool holder or cutter. fAlways wear appropriate gloves, eye-protection and other protective equipment to avoid injury from hot flying chips. fWhen high-pressure coolant is used, do not bring hands or body near the tool to avoid injury from an improperly mounted cutter forced out by the high-pressure. fDo not use tool holders for any purposes other than their original purpose. Do not modify or disassemble ■ Advices for storing tools fRemove the cutter from the chuck before storing for long period Otherwise, clamping force may be reduced. If the chuck is stored for a long period with the cutter clamped in it, unclamp the cutter and reclamp it again before use. fClean chips and coolant from the tools, and apply rust preventative before storing them. Further information on our tools can be obtained through our distributors or directly from SHOWA TOOL. 高精度技術であらゆる加工にお応えするツーリングシステム ミーリングチャック標準型 BT 《特徴 P.29,30 FEATURES >> ミーリングチャック高速型 P.1-6》 《特徴 P.33,34 FEATURES >> P.1-6》 ミーリングチャックスリムタイプ P.35,36 《特徴 FEATURES >> P.1-6》 series BTシリーズ ミーリングチャック標準型 《特徴 P.37,38 FEATURES >> HPC マイクロンチャック HPC-H マイクロンチャック Hシリーズ HPC-M マイクロンチャック Mシリーズ MICRON CHUCK MICRON CHUCK H series MICRON CHUCK M series ミーリングチャック高速型 P.39 コレットチャック P.7-8》 P.42 《特徴 FEATURES >> P.9-10》 コレットチャック高速型 《特徴 P.44 FEATURES >> P.9-10》 CTH,CTH12L ハードチャック、小径ハードチャック CT-G ニューミーリングチャック高速タイプ RSC コレットチャック RSC-G コレットチャック高速タイプ HARD CHUCK,SLIM HARD CHUCK NEW MILLING CHUCK G type COLLET CHUCK COLLET CHUCK G Type ドリルチャック P.50 ドリルチャック P.51 ハイデュアルチャック 《特徴 P.53 FEATURES >> P.17-18》 シンクロタップホルダ 《特徴 FEATURES >> P.55 P.11-12》 SDC EDC ドリルチャック (シャンクー体型) 小径ドリルチャック HDU ハイデュアルチャック SYFN,SYFS シンクロタップホルダ SYFN型,SYFS型 DRILL CHUCK Hy-Dual CHUCK SYNCHRO TAP HOLDER type SYFN,SYFS タッパー SLIM DRILL CHUCK P.57 ボーリングスシステム P.61 ボーリングスシステム P.62 ボーリングスシステム P.63 TPC タップホルダ (正転式) TWC ツインカット FIC-AN FIC-VN ファインカット TWC FIC-N 大径用ツインカット・ファインカット TAP HOLDER (Clockwise Rotation) TWINCUT FINECUT TWINCUT,FINECUT for LARGE BORE 一般ツーリング P.67 一般ツーリング P.68,69 一般ツーリング P.70 一般ツーリング P.71,72 SLA,SLB サイドロックホルダA型・D型 MTA,MTB モールステーパホルダA型・B型 FMA 正面フライスアーバA型 FMB,FMC 正面フライスアーバB型・C型 END MILL HOLDER MORSE TAPER HOLDER (Type A) FACE MILL ARBOR (Type A) FACE MILL ARBOR (Type B,C) 一般ツーリング P.73 一般ツーリング P.74,75 一般ツーリング P.76 増速スピンドル 《特徴 P.77,78 FEATURES >> P.13-16》 FM ラジアスミル用ロングアーバ SMA,SMB シェルエンドミルアーバA型・B型 SCA サイドカッタアーバ TDU トラクションドライブ増速スピンドル RADIUS MILL LONG ARBOR SHELL MILL ARBOR (Type A,B) SIDE CUTTER ARBOR TRACTION DRIVE SPEED ACCELERATOR Quality tooling system applicable to a wide range of jobs. オイルホール P.79 オイルホール P.80 オイルホール P.81 オイルホール P.82 OH-SL OH-MT オイルホールホルダ(サイドロック式) オイルホールホルダ(モールステーパ式) OH-CTH オイルホールハードチャック ストレートスリーブ モールステーパスリーブ OH-TPC オイルホールタッパ OIL-HOLE ADAPTER,STRAIGHT SLEEVE OIL-HOLE TAP HOLDER アングルジェット OIL-HOLE ADAPTER,MT SLEEVE OIL-HOLE HARD CHUCK ミーリングチャック標準型 P.83,84 HSK 《特徴 P.88 FEATURES >> ミーリングチャック高速型 P.1-6》 《特徴 P.91,92 FEATURES >> P.1-6》 series AGCT-RSC アングルジェット HSKシリーズ ANGLE JET (Angle Head Holder) ミーリングチャックスリムタイプ P.93,94 《特徴 FEATURES >> ミーリングチャック標準型 P.1-6》 《特徴 P.95 FEATURES >> HPC マイクロンチャック HPC-H マイクロンチャック Hシリーズ MICRON CHUCK MICRON CHUCK H series コレットチャック標準型 P.7-8》 《特徴 FEATURES >> P.98 コレットチャック高速型 P.9-10》 《特徴 P.99 FEATURES >> P.9-10》 HPC-M マイクロンチャック Mシリーズ CTH ハードチャック RSC コレットチャック RSC-G コレットチャック高速タイプ MICRON CHUCK M series HARD CHUCK COLLET CHUCK COLLET CHUCK G Type ハイデュアルチャック 《特徴 P.105 FEATURES >> P.17-18》 シンクロタップホルダ 《特徴 FEATURES >> P.107 ボーリングスシステム P.109 ボーリングスシステム P.11-12》 HDU ハイデュアルチャック SYFN,SYFS シンクロタップホルダ SYFN型,SYFS型 TWC-S ツインカット FIC-AN,FIC-VN ファインカット Hy-Dual CHUCK SYNCHRO TAP HOLDER type SYFN,SYFS TWINCUT FINECUT ボーリングスシステム P.110,113 P.111,112 ドリルチャック P.115 一般ツーリング P.116 一般ツーリング P.117 TWC,FIC-N-S 大径用ツインカット、大径用ファインカット SDC SLA ドリルチャック (シャンクー体型) サイドロックホルダA型 MTA,MTB モールステーパホルダA型・B型 TWINCUT&FINECUT for LARGE BORE DRILL CHUCK MORSE TAPER HOLDER(Type A,B) 一般ツーリング P.118-120 一般ツーリング END MILL HOLDER P.121 FMA,FMB,FMC 正面フライスアーバA型・B型・C型 SMA シェルエンドミルアーバA型 FACE MILL ARBOR (Type A,B,C) SHELL MILL ARBOR (Type A) 掲載外の商品も製作いたしますので、お気軽にご相談下さい。 ミーリングチャック標準型 ST 《特徴 P.125 FEATURES >> コレットチャック P.7-8》 《特徴 P.125 FEATURES >> ドリルチャック P.126 P.9-10》 series STシリーズ タッパー P.126 CTH ハードチャック RSC コレットチャック EDC 小径ドリルチャック HARD CHUCK COLLET CHUCK SLIM DRILL CHUCK ボーリングシステム P.127 ボーリングシステム P.128 一般ツーリング P.129 TPC タップホルダ (正転式) TWC ツインカット FIC-AN,FIC-VN ファインカット S 小径サイドロックホルダ TAP HOLDER (Clockwise Rotation) TWINCUT FINECUT SLIM SIDE LOCK HOLDER 一般ツーリング P.129 一般ツーリング P.130 一般ツーリング P.130 タッパー P.131 MT モールステーパコレット FMA 正面フライスアーバA型 SCA サイドカッタアーバ AFT01 アジャスタブルタッパー MORSE TAPER COLLET FACE MILL ARBOR (Type A) SIDE CUTTER ARBOR ADJUSTABLE TAPPER タッパー P.131 AFT02 サイドロックタッパー SIDE LOCK TAPPER ミーリングチャック 《特徴 P.135 FEATURES >> 一般ツーリング P.7-8》 P.135 SHOWA2面拘束 《特徴 P.136 FEATURES >> P.21-22》 Versatile Tool 汎用ツール ミーリングチャック 《特徴 P.138 FEATURES >> CTH ハードチャック (コレットホルダ) FMA 正面フライスアーバA型 CTH,FMA (ハードチャック)正面フライスアーバA型 HARD CHUCK (Collet Holder) FACE MILL ARBOR (Type A) HARD CHUCK, FACE MILL ARBOR (TYPE A) クイックチェンジツール P.139-142 P.7-8》 CTH ハードチャック (コレットホルダ) Sホルダ、S1∼S6コレット HARD CHUCK (Collet Holder) S-HOLDER, S1-S6 Collet POINT 4 4 POINT 5 5 タップサイズ範囲 Acceptable tap size ホルダサイズ コレットサイズ タップサイズ HOLDER COLLET JIS TAP SIZE SYFS02 ̶ M1、M1.6、M2、No3、No4 SYFS03 ̶ M3、No5、No6 SYFN12 CR13GB/GH M4∼M12、No8∼U1/2、P1/8 SYFN20 CR20GB/GH M4∼M20、U5/16∼U5/8、P1/8∼P3/8 加工パフォーマンス Machining Performance 同一プログラムでシンクロタップホルダとコレットチャックでテストカット 樹脂材の加工をした時の違い 左:シンクロタップホルダSYFN型ではネジ山の精度が良く、また 刃物への負荷が低減されているため透明度が高い。 右:固定ホルダ(コレットチャック)ではネジ山がむしれるため、透 明度が低い。 微小フロート付タッパーを使用した場合、アクリルの透明度も高くな り、ネジ精度が向上したことが伺える。 With the Synchro Tap infinitesimal float is used, increasing the degree of transparency, thereby illustrating the accurancy of threads are improved. 左:SYFN 右:コレットチャック 小径タップ加工をした時の違い ワーク R6-ブロック 材質 アルミ 使用ホルダ BT30-EDC06-090 BT30-SYFS02-095 刃具 M1.6×0.35 タップ 切削条件 N=260min-1 F=910min/min 状態(寿命) 約200穴で交換(再研磨が必要) 約400穴で交換(再研磨が必要) 刃具寿命の向上(約2倍) 効果 寸法表 DIMENSIONS - 12 − BT P.55,56 HSK P.107,108 トラクションドライブ 増速スピンドル TRACTION DRIVE SPEED ACCELERATOR コンパクトなボディに機能を凝縮 Full-functions in a compact body. POINT 1 1 基本原理 Basic principle ①高圧力下で高粘度化する性状を持つトラクショングリ ースの油膜を介した転がりによる動力伝達です。 ①Power of the traction drive is transmitted by the rolling contact mechanism via oil film of traction grease charac- ②弾性変形させ組み込まれた遊星ローラ、太陽ローラお terized by high viscosity at high pressures. よび固定輪それぞれの接触部には圧接力Pが発生し、 ②Contact pressure P is created at each contact surface のみ)して、ローラの接触部で動力の伝達が可能とな housing, which are assembled with elastic deformation. これにより油膜が高粘度化(圧接力Pが働いている時 ります。 ③トラクション力(索引力)Tは(1)式で表すことが できます。 T=μP on planetary rollers, a sun roller and a stationary By this pressure, the oil films changes to high viscosity one (only when contact pressure P is imposed) so that the power can be transmitted at the roller contact area. ③The traction force T is formulated by Equation (1). ………(1) ………(1) T=µP where, µ:Traction coefficient, P:Contact pressure ただしμ:トラクション係数、P:圧接力 ④遊星ローラの公転を入力側とし太陽ローラの自転を出 力側として利用した増速装置です。 ④This unit is a speed increasing device which the revolution of the planetary roller is used for input side and the 増速比nは(2)式で表すことができます。 rotation of the sun roller is output side. The speed increasing ratio is formulated by Equation (2). D d n=1+ − ………(2) n=1+ ただしD:固定輪内径寸法、d:太陽ローラ外径寸法 D ……… (2) d where, D:Bore diameter of stationary housing d:Outside diameter of sun roller 遊星ローラ Planetary rollers 高粘度化した油膜 太陽 ローラ High viscosity oil film Sun roller T トラクション力 (転がり伝動力) Traction force (Rolling transmission power) 固定輪 Stationary housing − 13 − Covering a wide application range… 加工能力(kW) Cutting power 1 加工領域 Application range 10 TDU40 TDU17 5 0 Torque transmission characteristics すべり率(%) Slip ratio 2 1 2 4 出力回転数(×10 rpm) 2 トルク伝達 3 振れ・曲げ剛性 0.5 1.0 1.5 6.5 7.0 出力トルク(N・m) (1N・m ≈ 0.1kgf・m)Output torque 曲げ剛性(N/μm)*2 Bending rigidity TDU40 ≦5 30≦ TDU17 ≦5 10≦ Temperature rise (Temperature-Coolant temperature) 40 昇 温(゜ C) Temperature rise 4 5 軸方向の伸び Axial displacement 変位② Displacement 主軸 Main spindle W(荷重) Load 振れ Runout ①ハウジング Housing ② 20 10 ②出力軸 Output spindle 放射温度計 Radiation thermometer ① 10 20 30 40 運転時間(min) Running time 50 クーラント圧 : 200kP a( 2kgf/F ) Coolant pressure クーラント温度 : 20: Coolant temperature 室 温 : 20: Room temperature (流 量 : 15R/X ) Coolant amount 100 TDU17(30,000rpm) TDU40(12,000rpm) 80 60 40 非接触変位計 Non contact type displacement meter 20 0 6 8.0 TDU17(30,000rpm) TDU40(12,000rpm) 30 0 7.5 変位① Displacement W *1):スピンドル単体の振れ *2):曲げ剛性= (1N/μm ∼ 0.1kgf/μm) (変位②−変位①) Runout of main spindle W Bending = rigidity (Displacement② - Displacement①) 50 4 1 振れ(μm)*1 Runout 昇温(温度−クーラント温度) 3 TDU40 形 式 Type Runout and Bending rigidity Output speed TDU17 0 伸 び(μm) Displacement 4 4 広範囲な加工領域をカバー 騒 音 90 Noise level 80 騒 音(dB) Noise level POINT 10 20 30 40 運転時間(min) Running time 50 主軸のみ(6,200rpm) Main spindle only 70 60 50 40 TDU40(12,000rpm) TDU17(30,000rpm) 1 2 3 4 出力回転数(×10 rpm) Output speed - 16 − 4 クーラント圧 : 200kP a( 2kgf/F ) Coolant pressure クーラント温度 : 20: Coolant temperature 室 温 : 20: Room temperature (流 量 : 15R/X ) Coolant amount ハイデュアルチャック PAT. HY-DUAL CHUCK 難削材加工用ミーリングチャック TOOL HOLDER FOR DIFFICULT TO MACHINE MATERIALS POINT 1 1 2構造クランプ方式 Dual-clamping method ハイドロリックとメカニカルの2つの力で刃物を把握。 Dual chucking by Hydraulic & Mechanical 高剛性、高把握力だけではエンドミル抜けとビビリを抑 Only high rigidity & high clamping power can prevent the えられません。 end mill from being pull-out and can prevent chattering. エンドミル抜けを引き起こす“すりこぎ現象”を刃物シ ャンクの口元と末端2ヶ所をクランプすることにより解 決。 ビビリを引き起こす“振動”を油圧とバネの2つの減衰 機構で解決。 POINT 2 2 SHOWA has solved the so-called "wooden pestel phenomenon" which causes the pulling out of end mill, by clamping the cutting tool's shank nose & shank end. "Vibration" caused by chattering is removed by the attenuation mechanism of hydraulic and spring. 構 造 Structure SHOWAだからできるワンアクションで簡単チャッキング ①加圧リングが下がる チャッキングチューブ Thrust rilg is plled down. Chucking tube ②同時にピストンが押される アンクランプ At the same time, the piston is being pressed down. Unclamp ハイドロ Hydro ③チャッキングチューブが収縮する Chucking tube shrink. クランプ Clamp ④同時に油圧が作動する At the same time, the hydraulic clamping is activated. ⑤チャッキング完了 Clamping is complete. - 17 − ピストン 加圧リング Piston Thrust ring "Wooden pestel phenomenon" ハチマキ状さび ハチマキ状さび Headband-like rust Headband-like rust ストレートコレット Straight collet ラッパ状摩耗 ラッパ状摩耗 Trumpet-like wear Trumpet-like wear H D1 D1 L エンドミル加工は、曲げモーメントを受けて変 形、回転してます。曲げモーメント:曲げ抵抗R (N)×刃物突出し量L(m)シャンク部は、短 いストロークで且つ、高圧力で変形を繰り返し、 チャックの口元やコレットの口元がラッパ状に摩 耗拡大します。これは、突出し量Lと把持長さ Hの比L/Hが大きくなる程、テコの原理で変形 しやすくなり、また、材質は超硬よりヤング率が 低い鋼材のほうが変形しやすくなります。摩耗拡 大により、把持内外径に周差[e=π(D1-D)]が 生じる為、シャンクは、チャックより多く回転す ると同時に少しずつ抜け出してきます。さらに、 摩耗拡大時に発生した摩耗粉は、さびとなって主 にシャンクにハチマキ状に付着します。対策は、 主に曲げモーメントを小さくすることが一般的と 考えられます。 H 3 3 刃物の抜け出し現象(すりこぎ現象)とは L POINT 曲げ抵抗 R (送り分力+背分力) Bending resistance R (Feed force + Back component forceÅj) 曲げ抵抗 R D (送り分力+背分力) D Bending resistance R (Feed force + Back component forceÅj) 図 1 すりこぎ現象(直付) 図 1 すりこぎ現象(コレット付) direct chucking Chucking throgh collet A tool, while being deformed by a bending moment in the milling process, twists in the tool holder, the deformation occurs repeatedly by high pressure in a short stroke.(Bending moment: Bending resistance R (N) x tool protruding amount L (m)). The mouths of both the collet and the holder will expand and wear flare by this movement. These mouths are easily deformed by the principle of leverage, as the ratio below is increased. L (tool protruding amount) /H (tool gripping length) The material such as steel having a lower Young's modulus is more likely to deform than the carbide of the tool. A circumference difference [e=π(D1-D)] occurs between the tool shank and the holder mouth because of abrasion expansion. The tool turns more than the holder and at the same time it starts pulling out little by little. In addition, debr is generated in the worn area creates a rust ring and is adhered mainly to the shank. It is considered that, as measures, to reduce the bending moment is mainly common. POINT 4 4 加工パフォーマンス Machining Performance 同一プログラムで従来のミーリングチャックとハイデュアルチャックでテストカット Test cut with Hy-Dual chuck and conventional milling chuck in the same program 面粗さの比較 Comparison of surface roughness ●使用ホルダ :BT50-HDU20-100 (ハイデュアルチャック) BT50-HPC20-105 (マイクロンチャック) ●使用刃具 :6枚刃 超硬エンドミル ●ワーク材質 :SKD61 ●切削条件 Ap Ae 30mm 1mm ●Holder in use : BT50-HDU20-100(HY-DUAL CHUCK) BT50-HPC20-105(MICRON CHUCK) ●Cutting tool : Six flutes Cemented carbide endmill ●Work materials : SKD61 ● Cutting condition 回転数 送り度速度 刃具突出し Rotational speed Feeding rate Tool projection 1900min-1 1920mm/min 55(L/D=2.75)mm ●結果:面粗さの向上がみられた ●Result: improvement of surface roughness was observed HPC Ra=0.64μ HDU Ra=0.360μ 寸法表 DIMENSIONS - 18 − BT P.53,54 HSK P.105,106 SHOWA SKMツールシステム SHOWA SKM TOOL SYSTEM 複合加工機用回転工具 TOOL HOLDERS FOR MULTI-TASKING MACHINE POINT 1 1 特 徴 Features High-precision 高剛性 High rigidity High Speed 高精度加工 machining 高速加工 Machining ホルダのフランジ端面と1/10ショ 端面が軸方向、テーパー部が径方向 クランプユニットからホルダまで全 ートテーパー部の2面で当たり、し の位置決めを行うため、BTシャン てが対称形状なので高速加工時にお かもクランプ駆動手段 によって主 クに比べ繰り返し位置決め精度が高 ける沈み込みがありません。 軸内方への引込力はくさび機構によ く高精度加工が可能。 りシャンク部を弾性変形させ増力さ れているためBTシャンクに比べ保 持剛性が高い。 HSK connection depends on a combination of axial clamping forces and taper-shank interference. HSK's clamping mechanism and additional application of drawbar force positively lock the two elements together into a joint with a high level of radial and axial rigidity. This contributes to a secure connection by guaranteeing strong contact between the shank and the spindle. By a combination of axial clamping forces and taper-shank interference, positiong repeatability improves highr than BT shank, enabling high-precision machining. ロックロッド 端面密着 Lock rod End face contact There is no subduction in the high-speed machining because all from holder to clamp unit are in shymmetrical shape. 鋼球 スピンドル ホルダ Steel ball Spindle Holder - 19 − BTシリーズ 正面フライスアーバB型 FACE MILL ARBOR (Type B) BT -FMBⒹ - Ⓛ センタースルー対応(オプション) Thru -the-tool Coolant Available (Option) BBT対応 H2 K1 H4 H3 W1 øC3 øD øC1 øC4 øC5 D øC1 G1 W1 H3 øC4 H4 H1 L 48 FIG.3 H1 L FIG.2 H K1 G1 L øC5 FIG.1 BBT Available K1 H2 FIG.4 M12 L H1 48 K1 .6 101 øC1 øD W1 øD øC1 øC3 W1 66 .7 M16 MODEL FIG. øD (h6) 1 25.4 2 38.1 L 60 11022 - 105 11024 -FMB38.1 - 060 11026 -FMB27 - 060 11028 - 105 11030 -FMB40 - 060 11032 -FMB25.4 - 045 13032 - 090 13034 - 150 13036 150 - 045 13038 45 - 075 13040 - 105 13042 -FMB38.1F - 075 13044 -FMB27 - 045 13046 - 090 13048 - 150 13050 150 - 045 13052 45 - 075 13054 - 105 13056 -FMB40F - 075 13058 3 40 -FMB60 - 075 13060 4 60 -FMB38.1 BT50 (BBT50) CODE - 060 -FMB25.4 BT40 (BBT40) øC4 øC5 G1 H4 H3 -FMB40 105 60 60 øC1 øC 3 H1 H2 80 ー 26 85 28 80 KEY W1 K1 ー 9.5 5 26 6 15.9 ー 26 ー G1 CLAMP BOLT øC 4 øC 5 H3 H4 M12 33 23 10 12 9 M20 50 27 14 20 12 6 M12 33 23 10 12 1 27 2 40 60 45 85 28 26 6 16 8.5 M20 50 27 14 20 1 25.4 90 80 ー 26 ー 9.5 5 M12 33 23 10 12 2 38.1 105 75 N/W (kg) 1.3 3.3 2.6 2.3 3.3 2.6 4.1 6.1 8.3 4.4 85 28 26 6 15.9 9 M20 50 27 14 20 110 28 26 6 15.9 9 M20 50 27 14 20 80 ー 26 ー 12 6 M12 33 23 10 12 5.7 105 3 38.1 75 7.0 6.6 45 1 2 27 40 90 75 4.1 5.9 8.3 4.4 85 28 26 6 16 8.5 M20 50 27 14 20 75 110 28 26 6 16 8.5 M20 50 27 14 20 6.7 75 140 ー 25 ー 25.4 12.5 ー ー ー ー ー 8.5 5.7 105 7.1 注:サンドビッグカッタ用 ご注文例 ORDERING EXAMPLE ① NOTE : For Sandvik cutters. ② ③ ④ BT40 - FMB 25.4 - 060 ① ② ③ ④ - 71 − シャンクサイズ 呼称 インロー径 øD GL長さ L Shank Size Name øD G.L. Length BTシリーズ シェルエンドミルアーバA型 BT -SMAⒹ - Ⓛ H1 K1 L FIG.2 H1 K1 K1 11068(11064) -SMA22-060 11070(11057) -120 -SMA27-045 -105 -SMA32-045 -090 BT50 11072 11074(11060) 11076 11078(11061) 11080 -SMA16-075 13122(13148) -120 13124(13150) -SMA22-075 13126(13152) -120 13128(13154) -180 13130(13156) -SMA27-060 13132(13158) -105 13134(13160) -150 13136(13162) -SMA32-045 13138(13164) -075 13140(13166) -105 13142(13168) -SMA40-045 13144(13170) -075 13146(13172) 1 16 (15.875) 120 1 22 (22.225) 120 1 27 (25.4) 105 3 32 (31.75) 45 1 16 (15.875) 75 1 1 2 3 22 (22.225) 27 (25.4) 4 32 (31.75) 3 40 (38.1) 60 60 45 90 120 G1 øC4 L øC3 øD øC1 øD (h6) øC5 øC2 G1 FIG. øC1 øC 2 øC 3 H1 H2 KEY W1 K1 G1 CLAMP BOLT øC 4 øC 5 H 3 H 4 34 ー ー 17 ー 8 3 M8 20 15 7 9 42 ー ー 27 ー 8 3.5 M10 28 18 9 11 50 ー ー 36 ー 10 4 M12 33 23 10 12 60 ー 24 38 6 10 4.5 M16 40 23 10 16 34 ー ー 17 ー 8 3 M8 20 15 7 9 42 ー ー 27 ー 8 3.5 M10 28 18 9 11 60 50 45 75 60 ー 36 ー 10 4 M12 33 23 10 12 2.1 1.5 2.4 1.7 2.7 4.0 4.3 4.7 80 70 ー 5.2 6.0 4.1 ー 60 105 45 1.5 4.2 ー 150 75 1.7 5.4 180 105 1.3 4.2 75 120 N/W (kg) 24 38 6 10 4.5 M16 40 23 10 16 4.9 5.7 28 38 8 12 5 M20 注:( )内のインチサイズカッタ用アーバも、在庫しています。 50 27 14 20 4.5 5.7 ご注文例 ORDERING EXAMPLE ① NOTE : Arbors in ( ) for cutters in inches are in stock. ② BT40 - SMA ① ② ③ ④ - 74 − シャンクサイズ 呼称 インロー径 øD GL長さ L ③ ④ 16 - 060 Shank Size Name øD G.L. Length Data 11066(11062) -120 øC4 -SMA16-060 øC5 øD øC1 W1 øC2 BT40 CODE Accessories H4 H3 Cutting Tool H2 H4 H3 MODEL Versatile Tool H1 L FIG.4 øC4 øC4 øC3 øD øC1 G1 W1 G1 øC5 øD øC1 W1 H1 K1 L FIG.3 H2 H4 H3 H4 H3 øC5 L FIG.1 ST series HSK series BT series SHELL MILL ARBOR (Type A) BTシリーズ シェルエンドミルアーバB型 BT -SMBⒹ - Ⓛ SHELL MILL ARBOR (Type B) L H1 H2 K1 H4 CODE øD (h6) L -SMB22.225-060 11082 22.225 -SMB31.75 -045 11084 31.75 -SMB38.1 -060 11086 38.1 -SMB22.225-060 13182 -120 13184 -180 13186 180 -SMB 31.75 -045 13188 45 -075 13190 -105 13192 105 -SMB 38.1 -045 13194 45 -075 13196 MODEL BT40 BT50 H1 H2 60 45 ー ー 17 ー 8 3.5 45 60 ー 24 30 6 12.7 4.5 60 80 ー 28 36 6 15.9 5 øC4 G1 KEY W1 K1 øC1 øC2 øC3 øC5 øC3 øD øC1 W1 øC2 H3 CLAMP BOLT øC4 øC5 H3 H4 N/W (kg) M10 28 18 9 11 1.5 M16 40 23 10 16 1.6 M20 50 27 14 20 G1 60 22.225 31.75 38.1 120 45 75 75 2.6 4.1 ー ー 17 ー 8 3.5 M10 28 18 9 11 4.8 5.6 ー 60 70 80 ー 4.1 24 30 6 12.7 4.5 M16 40 23 10 16 4.8 5.6 28 36 6 15.9 5 M20 注:超硬ろう付シェルエンドミル用。 50 27 14 20 4.4 5.6 ご注文例 ORDERING EXAMPLE NOTE : For shell endmill with brazed T/C tips. ① ② ③ ④ BT40 - SMB 38.1 - 060 ① ② ③ ④ 正面フライスアーバ用アクセサリ アクセサリ ACCESSORIES シャンクサイズ 呼称 インロー径 øD GL長さ L Shank Size Name øD G.L. Length ACCESSORIES for FACE MILL ARBOR 正面フライスアーバ用クランプボルト øC1 G øC2 CLAMP BOLT FOR FACE MILL ARBOR L3 L1 L2 L MODEL CODE øC 1 øC 2 L L1 L2 L3 G MBA - M 8 49771 20 15 23 MBA - M10 49772 28 18 27 MBA - M12 49773 33 23 MBA - M16 49774 40 23 MBA - M20 49775 50 MBA - M24 49776 65 14 9 7 M 8×P1.25 16 11 9 M10×P1.5 30 18 12 10 M12×P1.75 FMA,B25.4 FMB27 SMA27 40 24 16 10 M16×P2.0 FMA31.75 SMA32 SMB31.75 27 50 30 20 14 M20×P2.5 37 59 35 24 14 M24×P3.0 FMA,B38.1 FMB40 SMA40 SMB38.1 FMA50.8 - 75 − ARBOR CODE FMA22.225 SMA16 SMA22 SMB22.225 BTシリーズ サイドカッタアーバ BT -SCAⒹ - Ⓛ H1 H2 BT50 øC G H1 H3 K W N/W (kg) ♢ 1.2 -060 11092 12.7 60 20 M12×1.25 15 12 ♢ 11094 15.875 75 26 M14×1.5 16 13 17.42 -SCA22.225-075 11098 22.225 75 34 M20×1.5 21 18 23.82 -SCA25.4 -075 11100 -120 11102 40 M24×2 25 21 27.78 6.35 -SCA31.75 -090 11104 46 M30×2 30 26 34.92 7.92 -SCA12.7 -075 13212 -105 13214 -SCA15.875-090 13216 -120 13218 -SCA22.225-090 13220 -135 13222 -090 13224 -135 13226 -SCA31.75 -090 13228 -135 13230 -090 13232 -135 13234 -SCA25.4 -SCA38.1 25.4 31.75 12.7 15.875 22.225 25.4 31.75 38.1 75 120 90 75 105 90 120 90 135 90 135 90 135 90 135 5 10 20 20 M12×1.25 15 12 ♢ 26 M14×1.5 16 13 17.42 34 M20×1.5 21 40 M24×2 25 46 M30×2 55 M36×3 5 2.0 2.5 2.6 3.9 4.0 4.0 4.2 3.18 23.82 21 27.78 6.35 30 26 34.92 7.92 36 31 42.06 9.52 20 1.7 ♢ 18 10 1.4 3.18 4.5 4.7 4.7 5.1 5.1 5.7 5.8 6.7 ご注文例 ORDERING EXAMPLE ① ② ③ ④ BT40 - SCA 12.7 - 060 ① ② ③ ④ - 76 − シャンクサイズ 呼称 インロー径 øD GL長さ L Versatile Tool øC K H2 Cutting Tool L Accessories øD (h6) H3 -SCA15.875-075 -SCA12.7 BT40 CODE øC G MODEL øD W Shank Size Name øD G.L. Length Data 30 øC L ST series HSK series BT series SIDE CUTTER ARBOR BTシリーズ トラクションドライブ増速スピンドル 特徴 FEATURES P. 13-16 BT -TDU TRACTION DRIVE SPEED ACCELERATOR 光洋精工との共同開発により実用化された 世界初の遊星ローラ機構ATC増速スピンドル。 特許取得 PATENTED Traction drive (TD) speeder is an A.T.C. type speed accelerator, which employs planetary rollers and is co-developed and introduced to the market by Koyo Seiko and SHOWA for the first time in the world. 遊星ローラ Planetary roller 出力軸 Driven shaft 入力軸 Drive shaft 太陽ローラ Sun roller 特 長 FEATURES fM/Cで30,000min -1 の加工が実現。 ・30,000min-1 is obtainable on normal M/C. f安定したトルクにより小径ドリル・小径エンドミルはもちろん、 ・High and stable torgue transmission enables small diameter drilling and endmilling, as well as deep 深リブ加工も可能。 grooving. f騒音、振動が小さいのでM/Cで研削加工もできる。 ・Capable even for grinding on M/C, with minimum vibration and noise. f小型軽量ATCタイプ。 ・Compact and light weight A.T.C. type. fフレキシブルな位置決めピン ・Broadly adjustment Positioning Pin ワンタッチ調整式 "One-touch" adjustment, 範囲40mm (TDU17) and a height range of 40 mm. φ12 O-ring P12.5 +0.03 18 +0.01 標準タイプ Standard type 30゚ 1.5 φ7 Gauge line - 77 − (h1)+(h2) φ16.6 0 -0.1 +0.1 0 0 2 -0.1 POSITIONING BLOCK 9 ( h2) 位置決めブロック BT30:1∼38 BT40:7∼44 BT50:7∼48 高剛性タイプ Super rigid type 15∼30
© Copyright 2026 Paperzz