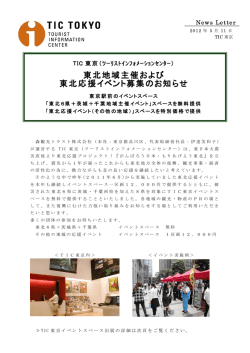
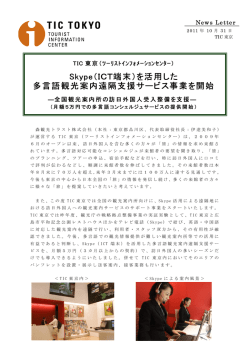
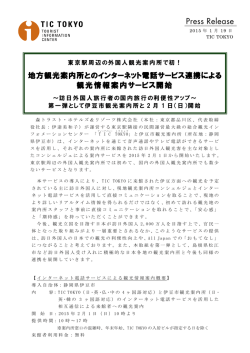
今までの研究内容 1.形彫放電加工の自動化 形彫放電加工の自動化の試みは古くからなされてきたが、1990 年代初めは、まだ実際に は形彫放電加工の自動化はほとんど行われておらず、作業者が常に機械についているか、 あるいは、失敗しないような遅い加工速度で加工していたかのどちらかであった。三菱電 機のサンプル加工の現場でも機械 1 台にオペレータが一人常についていた情景を思い出す。 90 年代前半に形彫放電加工を自動化しようという流れが進み、三菱電機では Fuzzy 理論を 取り入れた適応制御技術が開発された 2)。しかし自動化のためには、的確な放電状態の検出 が不可欠であり、異常状態の素早い検出と回避動作を行う技術が求められた。そこで取り 組んだのが、放電パルスを 1 つずつ良否判定するセンサーの開発である。図1は単純形状 (□10 ㎜)の銅電極を用いて、一定の加工条件で加工を行った時の典型的な電極送り(す なわち加工深さ)の推移のグラフである。あるところまでほぼ一定の速度で加工を続ける が、ある時点で加工速度が低下し、その後、いわゆるアーク状態となっている。この 3 段 階をそれぞれ、安定な状態、不安定な状態、極めて不安定な状態と考え、放電のパルスの 分析を行った。放電パルスは図2のような電圧波形であるが、放電状態と最も相関がある のが、放電中の電圧の振動成分の大きさであることがわかり、この大きさを抽出する回路 が現在放電パルスの良否判定に使用されているセンサーである。 図1 電極送りの推移 図2 図3 放電電圧波形 放電良否判定センサーの出力 図3はセンサーの出力値の分布を加工状態ごとに示したものである。加工状態により明 確に電圧出力の分布に閾値があることがわかる。この出力によりパルスの良否を判別して いる。興味深いのは、 「良」と判別されたパルス数の累積のグラフと加工深さの推移のグラ フとが正確に一致することであり(図4)、この結果から加工は「良」のパルスだけで行わ れており、 「否」のパルスは別のことにエネルギーを消費していると推測することができる。 放電状態を的確に検出することができるようになったことで、形彫放電加工の自動化は 大きく進んだ。開発から 20 年以上経過しているが、現在でも標準的に使用されている技術 となっている。 2.形彫放電加工の加工面品質向上 1990 年代も半ば近くになると、形彫放電加工の加工面品質に対する要求が強まった。景 気悪化が原因の人不足やそれに伴う省人化への取り組みの加速が大きな理由であったろう と想像する。以前は熟練の磨き職人が放電加工後の仕上げを行っていたが、機械でそこま で仕上げてほしい、尐なくとも仕上げは簡単に済ませられるようにしてほしい、というこ とだった。 電極送り深さ推移 パルス累積数 図4 電極送りの推移とパルス累積数との関係 加工面品質について調べる中で着目したのが、短絡現象だった。はじめは短絡というか らには制御が追い付かず電極と工作物が直接衝突していると思っていたが、短絡の継続す る時間が計算と合わないくらい長かったり(図5) 、加工するはずのない短絡が発生すると 加工面が荒れることがわかってきたりした。もう尐し詳細に調べるとほとんどの短絡現象 は極間に加工屑を挟んで発生することがわかった。加工屑を挟んで短絡すると短絡電流が 加工屑に流れて加工屑を引き上げて、短絡を継続させてしまうこともわかった(図6)。そ こで加工屑に流れる短絡電流を抑えることで、面荒れの問題を解決できるのではないかと 考えた(図7、図8) 。実際に加工した結果の例が図9である。加工屑が停滞しやすい形状 の加工では、短絡電流を停止することの面粗さ向上の効果が大きいことがわかる。 短絡電流を停止することで、面品質が良くなることはわかったが、短絡を抑えたつもり が意外なことに短絡している時間が増えてしまった。加工速度も遅くなってしまった。短 絡電流は短絡現象を継続させる原因になっているが、かすかな短絡の場合には短絡電流に より接触した加工屑を吹き飛ばして短絡を解消してしまっているのだろうということがわ かった。そこで加工速度を上げるために、短絡がある程度の時間継続して、短絡ブリッジ が微細になったころを狙って(図 11)ブリッジを破壊する電流を流す回路を加えることに した。ブリッジが破壊された後も電流が流れていると短パルスの放電が発生することにな り電極消耗を増やすことが予想されたので、極短い時間でブリッジだけを破壊するための 電流となることを狙ったつもりである(図 12)。図 13 にブリッジを破壊し、次のパルスか ら放電が再開した電圧電流の波形を示す。 図7 図5 短絡時の極間電圧波形 図6 短絡時の加工屑の挙動 短絡電流停止による短絡ブリッジの成長防止 図8 短絡電流防止の回路 図9 加工例 図 10 加工結果の比較 図 11 短絡ブリッジの経過 図 12 短絡ブリッジの除去 図 13 ブリッジ除去の様子 以上、形彫放電加工の開発の例を紹介したが、当時形彫放電加工に要求されるものがど んどん厳しくなっていっていた。形彫放電は加工屑やカーボンなどの加工生成物との戦い だったというのが感想である。前述したような理由もあるが、他の理由もある。1990 年代 中頃以降は切削加工の技術革新が急速に進み、焼入れ鋼も切削加工するのが当たり前にな ってきた。金型も切削加工の直彫りで加工するといわれるようになっていた。放電加工の ある分野が切削加工に置き換えられるようになると同時に、放電加工もより仕上げの領域 まで踏み込もうとしていた。それが厳しい品質を求められ、また目指した理由だった。 3.ワイヤ放電加工による超仕上げ加工 形彫放電加工が切削加工や研削加工と勢力争いをしたように、ワイヤ放電加工も研削加 工と争っていた。どちらかというとワイヤ放電加工の方が攻める側だった。これは世界的 な現象で、2000 年頃ドイツでも「○○Grinding」という社名の会社がワイヤ放電加工機で 仕事をしているとよく話題になっていた。これはワイヤ放電加工の精度がよくなり、また 細かい面粗さまで仕上げることができるようになったためである。 研削加工をワイヤ放電加工で置き換えようとすると面粗さ、真直精度が厳しくなる。し かし、ワイヤ放電加工には、面粗さを細かく(1μmRz 以下)仕上げると真直精度が悪くな るという欠点があった。ワイヤ放電加工の仕上げ加工には図 14 のような交流高周波電源を 用いることが多かったためである。ワイヤ放電加工の真直精度に関しては、概略図 15 のよ うに考えている。ワイヤ電極には大きく 2 つの力が加わっている。1 つは極間に電圧を印加 することによって生じる静電引力、もう 1 つは放電による生じる爆発量である。爆発力が 大きければ加工された工作物は中凸形状になり、静電引力が大きければ中凹みの形状にな る。荒加工では中凸になりやすく、仕上げでは中凹みになりやすい。特に図 14 のような常 に電圧が印加されている電源では中凹みになりやすく、加工できる工作物の板厚にも限界 があった。 ~ 増 幅 回 路 ワイヤ 電極 工作物 GND 図 14 従来の仕上げ加工回路 静電引力 放電爆発力 静電引力>放電爆発力 ワイヤ振 動 静電引力=放電爆発力 静電引力<放電爆発力 図 15 ワイヤ電極に加わる力 ワイヤ放電加工の仕上げ加工で真直精度を上げるために、図 16 のように交流電圧の増幅 回路の前にスイッチング回路を入れ、間欠状の交流高周波電圧を出力できるようにした。 電圧を印加する時間を短くすることで静電引力は小さくできるが、同時に放電頻度も下が り放電爆発力も小さくなり、真直精度はよくならないのではないかと懸念もしたが、交流 高周波電源を使用する場合の放電が発生している時間の割合は極小さいため、結果として は、放電頻度より静電引力に与える影響の方が大きく、真直精度の向上に効果があった。 図 17 は、横軸に電圧を印加している時間の割合、縦軸に真直精度(中凹みが正、中凸が負) をとってグラフにした結果である。電圧の印加時間の割合と真直精度に強い相関があり、 適切な値を選べば真直精度がよくできることがわかる。図 18 に加工事例を示す。板厚 80 ㎜の超硬合金を加工して、面粗さ 0.5μmRz で真直精度約 1μm を実現している。 従来、高精度のパンチは研削加工によって作られることが多かったが、研削加工は熟練 を要するため、人材不足・コスト高など課題が多く、自動加工が可能なワイヤ放電加工で の代替が強く求められていた。研削加工をワイヤ放電加工で置き換えるためには、形状精 度・面粗さ・真直精度が必要になる。以上が満たされると、図 19 に示すように自動で座付 きパンチを加工することができる。 ~ スイッ チング 回路 増 幅 回 路 ワイヤ 電極 工作物 GND T1 T2 図 16 間欠交流回路 2 真直精度(μm) 1.5 寄せ2-2-1-1 F=15. タイコ 1 0.5 0 10 -0.5 -1 -1.5 -2 寄せ2-2-1-1 F=5. 15 20 寄せ2-2-1-1 F=10. 25 30 35 寄せ2-2-1-1 寄せ2-2-1-1 F=10. F=10. 逆タイコ 寄せ0-1-1-1 F=5. 寄せ2-2-1-1 寄せ2-1-1-1 F=5. F=2.5 Duty(%) 図 17 交流高周波電源の Duty(T1/(T1+T2))と 真直精度との関係 工 作 物 : WC-Co 板 厚 : 80mmt ワ イ ヤ : φ 0.2mm ・黄銅 面あらさ : 0.5μ mRz 真直精度 : 1.2μ m 図 18 加工事例 図 19 ワイヤ放電加工での高精度パンチの加工 4.ワイヤ放電加工による微細加工 超仕上げ加工ができるようになると、微細加工に使ってみたくなるのが自然の成り行き である。しかし、ワイヤ放電加工の超仕上げ電源はサーボ送りを行うのが困難で、定速送 りを行っていた。交流高周波電源で放電したときに放電の状態を表す信号を取り出すのが 困難なためである。高周波回路に不慣れだったためもあるが、それよりも交流高周波電源 で放電加工を行っても放電している時間の割合がそれほど大きくないという理由が大きい。 放電していても放電していなくても大きな電圧波形の変化がないのである。そのため、直 接の放電電圧から放電状態を判断するのを諦め、図 20 のように極間状態を別の回路で判断 する方法を検討した 9)、10) 。交流高周波電圧を印加して放電を発生させる極間に別に直流電 圧を並列に接続し、その電圧を、ローパスフィルターを介して検出するという原理である。 ローパスフィルターは加工用の交流高周波電圧を遮断するためのものである。放電が発生 していない場合には、極間のインピーダンスは大きく、短絡すると0オームに近い値にな る。放電が発生しているときには電流の経路ができているのでインピーダンスが低下する はずで、それを検出しようという発想である。実際にオープン状態、放電状態、短絡状態 の場合の電圧出力を観察すると図 21 のように区別することができている。 (図中の周期的 な電圧の振動は、加工用の交流高周波電源の信号が表れているものである。 )この信号を利 用してサーボ送りを行い加工した事例を図 22、図 23 に示す。従来困難だった微細な高精度 加工ができていることがわかる。現在では、φ20μm 以下というようなワイヤ電極も普通に 市販されるようになり、ますます微細加工への用途は増えていくものと考えている。 交流波電源用 フィーダー線 560Ω L 560 Ω 220Ω ローパスフィルター回路出力 サーボ電圧取込回路へ ( ) 5-20V 図 20 交流高周波電源による放電状態の 検出回路 交流高周波のノイズ GND オープン 放電 短絡 図 21 極間の状態に応じた電圧信号 最小スリット幅 23μ m 図 22 微細加工の例1 図 23 微細加工の例2(55μm スリット) 5.細穴加工技術の開発 微細加工の分野でもう一つ力を入れてきたのが細穴加工である。従来放電加工で加工す る穴は、ワイヤ放電加工のスタート穴のようなそれ自体それほど精度が要求されないもの が多かった。しかし、最近では、高精度な金型への加工、高付加価値な部品への加工など の要求が増え、放電加工により明けた穴をそのまま使用する場合が多くなってきている。 特にφ100μm 程度以下の加工はドリルなど他の加工法が困難であり放電加工の有利な領域 である。 図 24 にφ80μm 程度の細穴を加工した例を示す。加工時間は約 25 秒であり、このような 従来困難だった加工の割には短い時間で加工できている。このような微細な加工では、電 流をどのように流すかが重要な問題である。面粗さをよくするために極力小さなエネルギ ーの放電パルスにしなければならないが、加工速度を上げるためにはそのパルスを密度高 く発生させる必要がある。しかも電流が過度に流れて電極が過熱されるのは防がなければ ならない。これらの課題を解決してできたのが三菱電機の FH 電源である。図 25 は細穴を 連続加工した例で、図 26 はその場合の穴の入口径、出口径を示したグラフである。穴径の ばらつきがほぼ±1μm 程度に抑えられており、精度を要求される部品を大量に加工するの にも堪えられるレベルの性能になっていることがわかる。 材質 : ステンレス 穴径 : 0.08mm 穴深さ : 0.8mm 加工時間 : 25秒/穴 0.08mm 図 24 細穴加工の例 0.25mm 微細穴の連続加工の例 図 25 細穴の連続加工 図 26 連続加工時の穴径の推移 6.放電表面処理技術の開発 放電表面処理の方法は、粉末を固めた電極でワーク表面に材料を付着させた後に別電極 で溶融させる方法、チタンなどの硬質炭化物を作る金属を電極として使用して放電する方 法 14) など試みられたが現在では主に粉末を成形して電極として放電する方法を用いている (図 27) 。チタンのような金属を用いて放電をさせても工作物表面に TiC 膜を形成すること はできるが(図 28) 、放電パルスのエネルギーを大きくすることが必要で形成した TiC に大 きなクラックが入ってしまうため、表面処理の皮膜として使用するためには、より小さな エネルギーのパルスで被膜を形成できる粉末を使用した電極の方が好ましい。図 29 に放電 表面処理により形成した TiC 被膜の表面写真・断面写真を示す。表面は放電のパルスに起 因するクレーターがはっきりしており面の凹凸があるが、断面写真からわかるように平均 的には均一な厚さの皮膜となっている。 電極 粉末を固めた粉末成形体 電源 パルス放電 加工液:油 基材 皮膜 図 27 放電表面処理の方法 白い部分がTi(チタン )が検出されている 部分 図 28 金属 Ti 電極を用いた単発放電痕 表面SEM像 断面SEM像 ※3%ナイタール溶液によりエッチング後、SEM観察 TiC皮膜 基材 10μm 図 29 表面処理皮膜の表面・断面写真 薄い皮膜が放電の技術でできるようになるとどうしてもこの膜を厚くできないかと考え る。TiC の膜を厚くできないかかなりいろいろ試したが 10μm 程度以上には厚くならない。 長い時間放電を続ければ厚くなるかと思って試すと、結果はワークが凹んでしまう。すな わち材料を工作物に付けようとしているのに除去加工になってしまう。しかし、ただ除去 加工をしているだけかというとそういうことではなく、凹んだ工作物の表面には 10μm 程 度の、すなわち普通の処理時間で皮膜を形成したときと同じ厚みの皮膜ができている。不 思議な現象ではあったが、原因は工作物の材料である鋼材と皮膜の材料である TiC との熱 伝導の差ではないかと考えている。すなわち放電が発生する先が工作物母材の鋼材のとき には熱が放電点から周辺に逃げて適度に材料が溶融した状態になり電極から供給される硬 質の材料を受け入れることができるが、表面が TiC 主成分の材料になると放電が発生した ときに熱が放電点に集中してしまい皮膜が破壊・除去されてしまうのではないかというこ とである。実際 TiC の皮膜の成分は TiC だけではなく、母材の鉄がかなり含まれたサーメ ット状と言えるような組成になっている(図 30) 。 Ti Fe 図 30 TiC 皮膜の元素分析 以上のように考察していくと皮膜の材料の元になる電極の材料に金属の成分を加えれば 皮膜を厚くしていくことができるのではないかという着想に至る。実際 WC 粉末と Co 粉末 を混合して成形した電極を用いて放電させることで数 mm の厚さの肉盛ができたが、再現さ せるのに非常に苦労した。薄い膜を形成するときにはほとんど問題にならなかったが、積 極的に材料を盛り上げていこうとすると、電極の硬さ、すなわち、粉末材料の結合強度の 均一性が極めて重要であるということがわかった。図 31 に示すのがその概略である。電極 を均一に作るという課題を解決し、航空機用のエンジンに使用するような技術に展開され ることにつなげることができた。 軟 電極 被膜 ワーク 硬 軟 図 31 電極の硬さのばらつきの問題 放電表面処理の技術はこれまでコーティング技術や肉盛技術の 1 つとして開発してきた。 最近では、Si の量を増した表面層が耐エロージョンに効果があることがわかってきており、 例えば蒸気タービンのエロージョン対策に効果があると考えている。今後いろいろな材料 の皮膜で様々な用途が見出されていくものと期待している。 一方で、放電表面処理には、金属材料に別の材料を強固に、しかもμm 単位の面積で入れ 込むことができるという他にはない特徴がある。この特徴を生かして新しい分野への展開 を目指していきたいと考えている。
© Copyright 2026 Paperzz