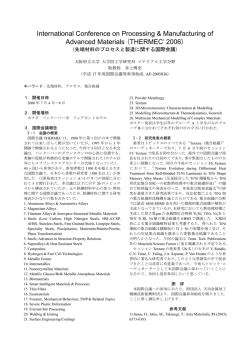
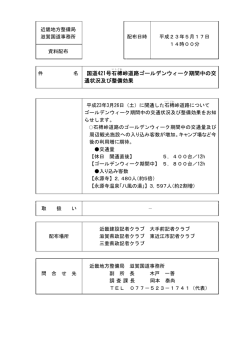
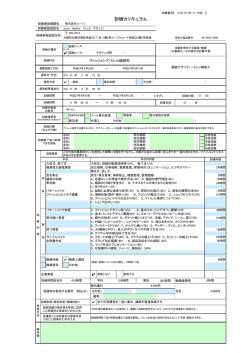
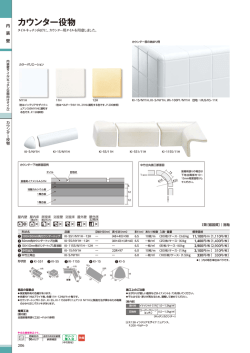
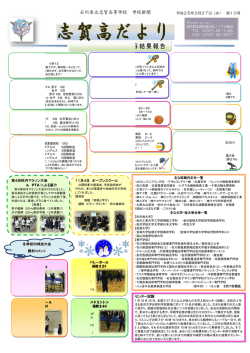
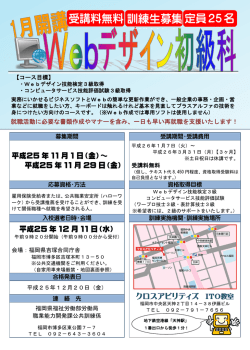
研 究 ノート 金属粉末射出成形法による Ti 系合金の開発 古澤秀雄*1、黒澤和芳*1、天野和男*1 Development of Sintered Titanium Alloy by Metal Injection Molding Hideo FURUZAWA, Kazuyoshi KUROSAWA and Kazuo AMANO Industrial Technology Division,AITEC * 1 比 強 度 の 高 い Ti と 耐 摩 耗 性 に 優 れ た TiNi の 複 合 材 料 を 金 属 粉 末 射 出 成 形 法 に よ り 作 製 し 、 脱 脂 条 件 、 焼結条件などの製造条件と焼結体の特性との関係について検討した。その結果、いずれの焼結体において も 焼 結 温 度 の 上 昇 及 び 時 間 の 延 長 に よ り 、 空 隙 が 減 少 し た 。 接 合 部 の 組 織 観 察 に お い て Ti と TiNi の 拡 散 状態が焼結温度の上昇及び保持時間に依存されることが分かった。また、曲げ試験において、焼結温度の 上昇及び時間の延長により強度の向上が見られた。また、接合面の形状は、正断面よりも斜断面の方が高 い強度を示した。 1.はじめに 2.2 試料の作製 Ti 及び Ti 系の合金は、比強度や耐食性などに優れた 試料の作製は、Ti 粉末と Ni 粉末を所定の割合に配合 特性を有することから、機械部品や医療・生体材料など した供試材に、ポリプロピレン−ポリスチレン−アクリ 様々な分野に用いられている。しかし、他の工業用材料 ル樹脂系のバインダを 44.9vol%添加し、連続混練押出 に比べ機械加工性や溶接性に劣るなど、種々の問題があ 装置より射出成形用コンパウンドを作製した。 り難加工性材料とされている。 Ti-Ti/Ni の射出成形方法を図2に示す。射出成形は、 一方、金属粉末射出成形法は、精密な焼結部品が得ら ショートショット実験を行い、その結果から最適な条件 れるまで製造技術が確立されており、Ti やステンレス鋼 を見出し、この条件により一次材料の Ti を 45×45× などの複雑形状部品に用いられている。 3.5mm の板状試験片を射出成形した。 本研究では、高付加価値のある製品開発を行うために、 得られた射出成形体を中央部で切断し、断面部は♯ 比強度の高い Ti と耐摩耗性に優れた TiNi の複合材料を 180 のエメリ紙で研磨した。2 分割した片方の研磨面を 金属粉末射出成形法により作製し、脱脂条件、焼結条件 ゲート部に面するように再度金型へ挿入し、二次材料で などの製造条件と焼結体の特性について検討した。 ある 15wt%Ni 添加した Ti/Ni を射出成形し、Ti-Ti/Ni 2.実験方法 2.1 出発原料 の複合射出成形体を作製した。ここでは Ti と TiNi の界 面の面積が接合強度に影響することが考えられるため、 図1に示す平均粒径 16μm の Ti 粉末を一次材料とし、 平均粒径 10μm の Ni 粉末を 15wt%添加した Ti/Ni を二 断面形状については正断面と 45°斜断面の 2 種類とした。 可動側 固定側 次材料とした。昨年度の実験結果から、Ni 添加量が多い と焼結体の収縮率が異なり、ニアネットシェイプが不可 能であることから 15wt%Ni 量を選択した。 中央部分で切断 切断面を♯180で研磨 一次材料(Ti)の射出成形 Ti-Ti/Ni射出成形体 (a)Ti 粉末 図1 * 1 工業技術部 二次材料(Ti/Ni)の射出成形 (b)Ni 粉末 原料粉末 加工技術室 図2 一次材料の半分を挿入 Ti-Ti/Ni の射出成形方法 次に、射出成形体を N2 ガス雰囲気中において 380℃ まで加熱後、炉冷することにより脱脂した。また、焼結 (a) TiNi Ti 940℃ は真空中に 100℃/h で昇温し、940℃、970℃及び 1000℃ の温度と 6 時間と 12 時間で保持した後に炉冷した。脱脂 200μm プログラムを図3に、焼結プログラムの一例を図4に示 6h 保持 す。 (b) 500 TiNi Ti 970℃ 380℃ 10℃/h 400 温度(℃) 12h 保持 2h保持 200 6h 保持 3℃/h (c) 200℃ 10℃/h 80℃ 100 200μm 炉冷 300℃ 300 12h 保持 TiNi Ti 1000℃ 100℃/h 0 0 20 図3 200μm 40 60 時間(h) 6h 保持 80 脱脂プログラム 図5 12h 保持 Ti-TiNi 焼結体の組織 3.2 接合断面形状が曲げ強さに及ぼす影響 図6に Ti-TiNi 焼結体の曲げ強さを示す。焼結温度の 1500 上昇及び時間の延長により強度の向上が見られた。また、 正断面よりも斜断面の方が高い強度を示した。これは Ti 1000℃ 1000 炉冷 と TiNi の接合面積が影響したと考えられる。 600 500 500 100℃/h 0 0 5 図4 10 15 時間(h) 20 焼結プログラム 2.3 焼結体の評価 焼結体の接合断面について、光学顕微鏡による組織観 察を行い、焼結体の特性を評価した。また、曲げ試験を 曲げ強さ(MPa) 温度(℃) 6h保持 400 300 200 6h 正断面 6h 斜断面 12h 正断面 12h 斜断面 100 0 920 図6 3.実験結果及び考察 3.1 焼結体の組織 1020 焼結温度(℃) 行い、接合部の断面形状が曲げ強さに及ぼす影響につい て調べた。 970 Ti-TiNi 焼結体の曲げ強さ 4.結び 金属粉末射出成形法により Ti 粉末と Ni 粉末を用い、 Ti-TiNi 焼結体の組織を図5に示す。いずれの焼結体 Ti-TiNi 焼結体を作製した。その結果、粉末の拡散状態、 においても焼結温度の上昇及び時間の延長により Ti と 強度に影響を与える焼結条件、界面状態などについて知 TiNi の拡散が進行し、TiNi 部に点在する小さな空隙が減 見が得られた。これらの条件から射出成形技術複合焼結 少し、部分的に大きな空隙に変化した。 体への応用が可能であると考えられる。 * 1 工業技術部 加工技術室
© Copyright 2026 Paperzz