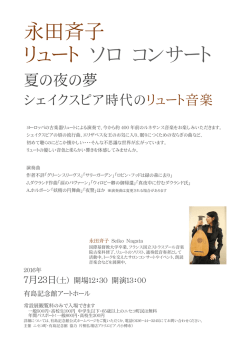
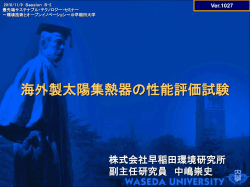
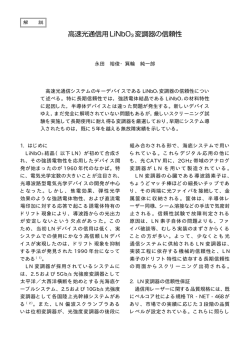
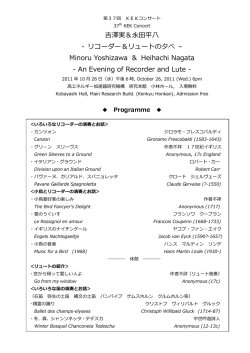
板成形シミュレーションに及ぼす 各種解析条件の影響 浜 孝 之 京都大学 高精度なプレス成形シミュレーションを行うには、対象に応じて種々 の解析条件を適切に設定することが不可欠である。本稿では、有限要 素法解法や接触解析手法などの要素技術が解析精度へ与える影響につ いて検討した事例を紹介する。 1.板成形シミュレーションの現状 1.1 はじめに が有効である。NUMISHEET は板成形シミュレー 有限要素法解析が板材のプレス成形過程に適用さ ションに関する国際会議であり、3 年に一度開催さ れるようになって久しい 。板成形への本格的な れている。本国際会議で行われるベンチマーク問題 適用が始まった 1980 年代中頃には計算能力的にしわ とは、学会側で設定された板成形問題を参加者がシ 発生の予測が精一杯であった が、その後の解析理 ミュレーションし、学会の場で解析精度を比較検討 論と計算機の発展に伴って、様々な板成形法および する試みのことである。加工条件や材料パラメータ 不良現象を取り扱うことができるまでになった。現 などは事前に学会側から開示され、また実験も学会 在では生産現場において不可欠なツールとなってい 側で行われる。例えば 2011 年にソウルで開催された ることは周知の通りである。 第 8 回 NUMISHEET では、円筒深絞り / しごき成形、 塑性加工過程はそもそも、材料に生じる変形が大 マグネシウム合金板の温間深絞り成形、自動車用メ きく(幾何学非線形)、材料が示す応力−ひずみの関 ンバー部品成形プロセスの最適化、予ひずみを付与 係が複雑で(材料非線形)、さらに工具との接触を伴 した高張力鋼板のハット曲げ成形がベンチマーク問 う(接触非線形)難しい加工プロセスである。この 題として出題された。 ような難度の高い問題を有限要素法により精度良く 一例として、高張力鋼板のハット曲げ成形における 解くために、材料構成式、動的陽解法や静的陰解法 スプリングバック解析の結果 5)を紹介する。本ベンチ などの有限要素法解法、ソリッド要素やシェル要素 マーク問題には世界各国から 11 グループが参加した。 などの有限要素タイプ、そして接触解析アルゴリズ 各グループで使用されたソルバーは、1 グループを除 ム等、個々の解析要素技術において精度向上を目指 き全てが ABAQUS や LS-DYNA、Pam-Stamp といっ した研究が進められ た商用ソフトウェアであった。また全てのグループ 1) ,2) 2) 、前述のような目覚ましい 3) ,4) において、バウシンガー効果を考慮した材料モデルが 発展を遂げている。 用いられていた。以上のことからも、商用ソフトウェ 1.2 国際会議 NUMISHEET 5) アが研究開発を行う上で重要なツールとなっている それでは、これら解析要素技術の発展を受けて、 こと、またスプリングバック解析において材料モデル 現在では標準的にどの程度のプレス成形解析精度が が重要な因子であると認識されていることがわかる。 得られているのだろうか。それを測る一つの指標と またその他にも、高精度な解析を行うため各グルー して、国際会議 NUMISHEET のベンチマーク問題 プでは最新の解析技術を駆使している。 5) Vol.54(2013)No.4 SOKEIZAI 45 図 1 にハット曲げ成形後の板材形状を示す。実験 も、細かい使い方や条件設定によって解析結果が大 に非常に近い結果から大きく離れた結果まで、グルー きく異なることを示唆している。またこれより、最 プによって大きく異なる解析結果が提示されている 新の解析技術を用いても使い方次第で必ずしも高精 ことがわかる。図中の A、L、P と書かれた結果はそ 度な解析結果が得られるわけではないことがわかる。 れ ぞ れ ABAQUS、LS-DYNA、Pam-Stamp を 用 い 以上のように解析技術が高度に発達した現在にお た結果である。例えば ABAQUS を用いた結果をみる いても、常に高い解析精度が保証されているわけで と、実験に非常に近い結果からスプリングバック量 はないことが明らかである。今後標準的な解析精度 が小さく見積もられた結果、逆に大きく見積もられ をさらに向上させるためには、材料構成式や有限要 た結果のように、同一のソフトウェアを用いた場合 素法解法などの解析要素技術の役割や解析結果に与 でも解析者によって結果が大きく異なっている。こ える影響をユーザーが適切に理解することが重要で の結果は、同じ解析ツールや同じ解析技術を用いて あると考える。 本稿では、各種解析要素技術が解析結果へ及ぼす 20 mm 影響について最近筆者が行った研究事例 6)∼ 11)を紹介 P する。ここでは特に、有限要素法解法と接触解析手 A 法に着目して検討した結果を紹介する。もちろん解 L 析対象によって各種要素技術の解析結果へ及ぼす影 響は異なり、また最適な解析条件も大きく異なるこ P L 実験 A A 図 1 NUMISHEET におけるベンチマークの結果例 5) とは言うまでもない。そこで本稿では、“解析精度 を向上させる指針”ではなくむしろ、“解析精度を 向上させるために留意すべき点”という視点から各 解析要素技術の影響を紹介したい。 2.有限要素法解法の影響 パンチ 2.1 プレス成形シミュレーションで用いられる 27.6 ブランク ホルダ 解法 プレス成形シミュレーションでは、ソフトウェア R5 R3 によってさまざまな計算手法が採用されている。例 えば有限要素法解法を考えると、静的陰解法、静的 30 ダイ 陽解法、動的陰解法、動的陽解法と呼ばれる方法を 単位 /mm 採用しているソフトウェアが多い。ここで、動的・ 図 2 ハット曲げ成形解析モデル 静的とは変形に与える慣性力の影響を考慮するかど うかの違いであり、また陰解法・陽解法とは、簡単 に表現すれば、計算上力のつり合いを重視するかど 向の積分点は 5 層である。また幅方向には平面ひず うかの違いである み状態を仮定した。 。このように解法によって前 3) ,4) 提とする考え方が異なるため、当然その解析結果も 板材には高張力鋼板を想定して表 1 の特性値を用 解法によって異なることが考えられる。そこで筆者 いた。計算では、動的陽解法には LS-DYNA を、静 らは、上述の 4 つの解法を用いてハット曲げ成形解 的陰解法および動的陰解法には MSC. Marc を、静 析を行い 、解法によってスプリングバック解析結 的陽解法には STAMP 3D を用いた。計算の単純化 果がどう異なるか調査した。 のため摩擦は無視し、ダイとブランクホルダの間隙 6) を一定とした。また、板材におけるバウシンガー効 2.2 解析条件 果も無視している。 図 2 に解析で用いた計算モデルを示す。パンチ ストローク 70 mm まで成形した後に離型し、スプ リングバックさせた。板材寸法は長さ 200 mm、幅 5 mm、厚さ 1 mm とし、4 節点シェル要素を用いて 長さ方向に 100 分割、幅方向に 1 分割した。板厚方 46 SOKEIZAI Vol.54(2013)No.4 表 1 解析で想定した材料の機械的性質 E / GPa 200 ν 0.3 σy /MPa F/ MPa 757 1450 n 0.1 ε0 0.0015 ρ / kg ・ mm-3 7.8 × 10 -6 r 1.0 特集 板成形シミュレーションの最新動向 2.3 ハット曲げ成形解析 に小さい。以上のように、同一条件で解析を行った 前述のように、動的陽解法や動的陰解法といった としても解法によってスプリングバック形状に大き 動解析では変形に及ぼす慣性力の影響を考慮してい な違いが生じうることが明らかとなった。 る。そのため、解析上の成形速度(この場合はパン このようにスプリングバック量が大きく異なった チの移動速度)を実際の成形条件に合わせて適切に メカニズムを検討するため、板材モデル中の任意の 設定する必要がある。本研究では静的陽解法や静的 要素を選び、そのダイ側の面に最も近い積分点にお 陰解法といった静解析の結果と比較することを目的 ける長手方向応力の推移を比較した。その結果を図 としているので、できるだけ慣性力の影響を小さく 5 に示す。選択した要素は、成形を開始してからしば する必要がある。そこでまず、ハット曲げ成形中の らくはダイとブランクホルダに挟まれた位置にあり、 内部エネルギーと運動エネルギーの比を調査した。 変形がほとんど生じていないため、応力も発生しな エネルギー比が小さいほど、慣性力の影響が小さい い。その後ストローク約 20 mm から約 33 mm の間で ことを示す。種々のパンチ速度条件で調査した結果、 ダイ肩において曲げ曲げ戻し変形を受ける。そしてダ 図 3 に示すように本解析モデルでは、動解析におい イ肩を通過して縦壁部に入ると、少しずつ応力が低下 てパンチ速度を 0.1 mm/ms に設定することで成形初 する。この応力低下は、縦壁部でオーバーランが発生 期を除いてエネルギー比が 0.01 % 未満になることが したためである。この応力の低下傾向は下死点まで わかった。純曲げ成形解析を用いた事前検討 から、 持続される。そして下死点での最終的な応力状態が、 エネルギー比が 0.1 % 未満だと変形に及ぼす慣性力の スプリングバック量を決定づけることとなる。 6) 影響をほぼ無視できることが明らかになっていたた 動的陰解法、静的陰解法 ×10-5 5 動的陰解法 4 3 動的陽解法 2 1.5 長手方向応力 /GPa 運動エネルギー / 内部エネルギー め、本解析ではパンチ速度を 0.1 mm/ms と設定した。 静的陽解法 1 0.5 動的陽解法 0 -0.5 p -1 -1.5 1 0 0 0 10 20 30 40 50 60 10 20 30 40 50 60 70 パンチストローク /mm 70 図 5 板材下面に最も近い積分点 p における変形に伴う長 パンチストローク /mm 図 3 パンチ速度を 0.1mm/ms とした場合の エネルギー比の推移 手方向応力の推移 6)。グラフ中の図は下死点におけ る積分点 p の位置を示す。 図 4 に、4 つの解法によって得られたスプリング 以上示した傾向は、解法によらずダイ肩まではほ バック後の板材形状を示す。静的陰解法と動的陰解 ぼ同じ結果が得られている。一方縦壁部では、動的 法の結果はほぼ一致している。静的陽解法の結果は 陽解法における応力の低下量が他の解法に比べて大 これら 2 つの結果からわずかにずれているものの、 きい。この結果より、ダイ肩部での曲げ曲げ戻しが その差は非常に小さい。一方動的陽解法の結果は、 完了するまでは全ての解法で同様の変形挙動が予測 他の 3 つの結果に比べてスプリングバック量が非常 された一方で、縦壁部でのオーバーランの発生状況 は解法によって大きく異なることが示唆される。そ 動的陽解法 してこの応力低下量の違いにより、図 4 に示すよう 静的陽解法 に解法によってスプリングバック形状が大きく異な る結果となる。 以上から明らかなように、図 2 のような非常に単 純化されたモデルにおいても解法によって解析結果 静的陰解法 が異なる場合があることがわかる。解析結果におけ 動的陰解法 るこの違いは、解法によって前提とする考え方が異 10 10 なることに起因して成形過程が異なったために生じ 単位 /mm 図 4 スプリングバック後の形状(解法の影響)6) たと考えられる。また本解析では、3 種類のソフト ウェアで可能な限り同一の計算モデル(要素タイプ や接触解析手法など)を選択した上で解析している Vol.54(2013)No.4 SOKEIZAI 47 ものの、やはりソフトウェアごとで細かな取扱いが パンチ移動量等を事前に設定する必要がある。一般 異なる可能性がある。例えば、本解析では全てのソ 的に陰解法は陽解法に比べて一ステップの増分量を フトウェアにおいて仮想ひずみ場法と呼ばれる方法 大きくとることができる、と言われる。しかしなが に基づくシェル要素を用いた。しかしながら、同じ ら、金属材料(弾塑性材料)ではひずみ経路依存性 仮想ひずみ場法でもソフトウェアによって細かな計 が大きいため、その設定には注意が必要である。例 算方法が異なる可能性がある。このような計算モデ えば図 2 で示したハット曲げ成形モデルでは、ダイ ル上の違いも、解析結果に何らかの影響を及ぼした 肩半径が 5 mm である。このハット曲げ成形解析に と考えられる。 おいて一ステップでパンチが 5 mm 移動するように 以上のように、ソフトウェアによってそもそも前 設定すると、一ステップでフランジ部から縦壁部へ 提とした考え方が違うこと、また計算モデルにおい 移動する要素が生じるだろう。この要素はダイ肩部 てもソフトウェアによって細かな取扱いが異なる可 での曲げ曲げ戻し変形を経ないため、ひずみや応力 能性があることなどの 個性 に起因して、解析結 が適切に計算できない可能性がある。したがって陰 果に違いが生じる場合があることを認識することが 解法を用いる場合でも、曲げ曲げ戻しの負荷経路が 重要であろう。 十分再現できる程度の増分量を設定する必要があろ 最後に、解析における「一ステップでの増分量」 う。このように金属材料の成形を解析する場合は、 の考え方について触れたい。有限要素法でプレス成 解法によらずひずみ経路を十分再現できる範囲で増 形過程を解析する場合は、通常一ステップあたりの 分量を決定することが重要である。 3.接触解析手法の影響 3.1 解析における接触の考え方 しか移動できないという条件(境界条件)が与えら 板材のプレス成形では、板材と金型の接触状態が れる。このように、金型と接触した部位の変形は、 成形結果に大きな影響を及ぼす。したがってシミュ モデル化された金型表面形状によって決定されるこ レーションにおいても、接触状態の時々刻々の変化 とになる。その他にも接触解析では、板材が金型か を的確に再現することが重要である。プレス成形解 ら離れる場合や摩擦が発生する場合などを取り扱う 析では、金型の表面形状を板材同様にメッシュ(有 必要があるが、いずれもやはりモデル化された金型 限要素)分割することでモデル化する。図 6 に角筒 表面形状に基づいて計算される。このようにプレス 絞り成形金型のダイをメッシュ分割によりモデル化 成形解析では、高精度な解析を行うためには板材だ した例を示す。そして金型モデルと板材モデルの接 けでなく金型の表面形状も適切にモデル化すること 触状況は、図 7 のように金型表面を構成する要素と が重要であると考えられる。そこで以下では、金型 板材節点の幾何学的な位置関係に基づいて判断され モデルがスプリングバック解析に与える影響につい る。すなわち、板材節点が金型要素に十分近づいた て筆者らが検討した結果を紹介する。 り金型内部に貫入したりした場合、この板材節点は 金型と接触したと考える。金型に接触したと判定さ 板材節点の軌跡 変位前の板材節点 れた板材節点には、次のステップから金型表面上で n =2 n =6 変位後の材料節点 工具要素 図 7 有限要素法における接触解析方法の模式図 n =10 n =16 3.2 金型モデルの形状表現精度 そもそもメッシュ分割で表現された金型モデルは、 ダイモデルの鳥瞰図 実際の金型表面形状をどこまで再現できているのだ ろうか?例として、角筒絞り成形金型のダイを考え る。図 6 に示すように半径 5 mm の肩部を様々なメッ 図 6 種々の分割数 n でモデル化された 角筒絞り金型のダイモデル 7) 48 SOKEIZAI Vol.54(2013)No.4 シュ分割数でモデル化したときの、メッシュ分割数 と最大形状誤差(半径 5 mm の円弧からのずれ)の関 特集 板成形シミュレーションの最新動向 係を図 8 に示す 7)。分割数が増加するにつれて形状 3.3 金型モデルがスプリングバック解析に及ぼ す影響 誤差は小さくなる(実際の円弧に近くなる)が、あ る程度の分割数以上だと精度向上は収束し、分割数 ここでは一例として、高張力鋼板のハット曲げ成 を 16 にしても 0.1 % 程度の形状誤差が生じている。 形解析(図 2)において金型モデルが解析結果に及ぼ 通常プレス成形解析では、金型肩部の分割数を 5 ∼ す影響を検討した結果を紹介する 10)。解析では静的 10 程度に設定する場合が多いと思われるが、この程 陽解法有限要素法プログラム STAMP 3D を用いた。 度の分割では実際の金型表面形状から最大で 1 % 程 ハット曲げ成形ではダイ肩部の形状がスプリング 度(半径 5 mm の肩部の場合、50 m 程度)の形状 バック量に大きな影響を及ぼすことから、図 9 のよ 誤差が生じうることをこの結果は示している。この うにダイ肩部のメッシュ分割を変化させた二種類の 形状誤差を大きいと捉えるか小さいと捉えるかは解 金型モデル(ダイ A、ダイ B)を用いた。そして、こ 析対象によって異なるが、例えば面ひずみのように れらをメッシュのまま解析に供した場合(メッシュ 10 m オーダーの不良現象を予測したい場合、金型 工具)と Nagata パッチにより曲面補間してから供し モデルがそれ以上の誤差を有していたら信頼性の高 た場合(Nagata パッチ工具)でスプリングバック後 い解析は困難であろう。一方で金型モデル精度を向 の形状を比較した(図 10)。 上させようと分割数を増やしても、図 8 から明らか なようにある一定以上の精度は得られにくいし、何 (a) (a) (b) (b) より計算モデルが非常に膨大になってしまう。 そこで筆者らは、実用的な分割数でより高い金型 モデル精度を得るため、Nagata によって提案され た曲面補間技術 8) (以下、Nagata パッチ)を金型表 面形状のモデル化に適用した接触解析技術を開発し た 7),9),10),11)。Nagata パ ッ チ は、 図 6 の よ う に 一 旦 (a)ダイ A (b)ダイ B 10) メッシュ分割された金型表面を再び曲面補間する技 図 9 ハット曲げ成形のダイモデル 術であり、メッシュ分割前の元形状へ復元すること (a) A ダイ A ダイ (b) ダイ A,ダイ B ダイ A,ダイ B であり、通常のメッシュに比べて形状表現の幅が広 面補間したときの最大形状誤差を図 8 に示す 7)。メッ シュをそのまま用いる場合に比べて、Nagata パッ チを適用すると分割数の増加に伴う形状誤差の低下 が速い。例えば、Nagata パッチで分割数 2 とした 場合の最大形状誤差は 1 % 程度であり、これはメッ シュで分割数 10 とした場合の精度に相当する。ま ダイ B ダイ B 下死点の形状 下死点の形状 下死点の形状 下死点の形状 10 10 10 シュ分割された金型表面を、Nagata パッチにより曲 10 くかつ高精度に元形状を表現できる。図 6 に示すメッ (b) 10 10 10 形状における法線ベクトルから計算される二次曲面 (a) 10 を目的としている。Nagata パッチが与える曲面は元 単位 /mm 単位 /mm (a)メッシュ工具の結果 (b)Nagata パッチ工具の結果 図 10 スプリングバック後の形状(工具モデルの影響)10) た分割数 16 では、Nagata パッチを用いた際の最大 メッシュ工具を用いた場合、ダイ A とダイ B でス 形状誤差はメッシュを用いた場合の 1/100 程度であ プリングバック後の形状が大きく異なっている。こ る。この形状誤差は、実にナノオーダーに相当する。 れは、ダイ A とダイ B でダイ肩部の形状精度が異な 最大形状誤差 δ s max/% ることで、板材節点のダイ肩部近傍での軌跡に微小 100 な違いが生じ、結果としてオーバーランの発生状況 メッシュ分割による表現 10 が異なったためである。この結果から、金型モデル 1 の形状精度がスプリングバック解析結果に大きな影 0.1 響を及ぼしうることがわかる。 0.01 0.001 一方 Nagata パッチ工具を用いた場合、ダイ A、 Nagata パッチによる表現 ダイ B で得られたスプリングバック後の形状はほぼ 0.0001 0 6 12 一致している。これは、Nagata パッチを適用するこ 18 メッシュ分割数 n 図 8 ダイ肩部のメッシュ分割数と最大形状誤差の関係 とでダイ A とダイ B での形状精度差が大幅に低減さ 7) れた結果、板材の変形もほぼ一致したためである。 Vol.54(2013)No.4 SOKEIZAI 49 このように、Nagata パッチを用いることで金型モデ ルの解析結果へ及ぼす影響を大幅に低減できること メッシュ工具 がわかる。複雑形状部品の成形で用いる金型など、 実験 実用的なメッシュ数でモデル化するために工具の Nagata パッチ工具 も、Nagata パッチを用いることで部位ごとでの形状 10 メッシュ分割に粗密を設ける必要がある場合などで 精度の違いを大幅に低減することができ、それによ 10 単位 /mm り信頼性の高い解析が遂行できることが期待される。 以上示した結果は解析結果同士での比較であっ 図 11 高張力鋼板のハット曲げ成形における スプリングバック後形状 11) た。詳細な説明は紙面の都合上割愛するが、高張力 鋼板のハット曲げ成形について実験との比較も行わ を用いることが重要なことが明らかである。本章で れている 。図 11 に示すように、Nagata パッチ工 は金型のモデル化精度を向上させる方法の一つして 具による解析結果はメッシュ工具による解析結果に Nagata パッチを用いた接触解析技術を紹介した。通 比べてより実験に近いスプリングバック後の形状が 常のメッシュ工具を用いる場合は、図 8 に示したよ 得られている。また、オーバーランの発生状況につ うに分割数がある程度以上になると精度が向上しに いても、Nagata パッチ工具の結果は実験結果により くくなるものの、肩部(あるいは曲率を有する部分) 近いことが報告されている。 についてはできるだけ細かくメッシュ分割すること 11) が推奨される。筆者らの経験では、スプリングバッ 3.4 本章のまとめ クがあまり問題とならない深絞り成形解析では、肩 本章で示した結果から、信頼性の高いプレス成形 部を 10 分割以上すればメッシュ工具でも金型モデル 解析を行うためには形状表現精度の高い金型モデル の影響を受けにくい解析が遂行できる。 4.おわりに 本稿では、プレス成形シミュレーションにおいて 2 )牧野内昭武:塑性と加工,40 - 460(1999)414 - 423. 各種解析要素技術が解析結果に及ぼす影響につい 3 )塑性加工学会編:非線形有限要素法 − 線形弾性解析 て、スプリングバック解析を中心に紹介した。冒頭 にも述べたように解析対象によって影響の仕方は異 なるため、本稿で示した結果はあくまで事例紹介の 域を出ない。しかしながら、個々の要素技術が計算 結果に複雑な影響を及ぼす可能性があること、言い 換えれば高精度な解析結果は全ての要素技術が適切 に設定された場合のみ達成できることをご理解いた だければ幸いである。もちろん、解析対象ごとに全 ての要素技術が及ぼす影響を細かく吟味することは 困難であり、現実には計算精度と計算時間のトレー ドオフが必要であろう。さらに、現在でも発展途上 の解析要素技術も多く、適度な妥協も必要であろう。 しかしながら重要なのは、最終的な解析結果はあら ゆる解析要素技術の影響を受けていることを頭に入 れ、解析精度向上のためにあらゆる可能性を排除し ないことだと考える。この考え方は一見遠回りのよ うであるが、高精度なプレス成形シミュレーション を行うための一番の近道ではないかと考えている。 4 )塑性加工学会編:静的解法 FEM − 板成形(2004)コ ロナ社. 5 )Proc. The 8th Int. conf. workshop numerical simulation of 3D sheet metal forming processes (NUMISHEET 2011)2011, CD - ROM. 6 )Hama, T., Iguchi, K., Hishida, H. & Takuda, H.: Steel Res. Int., Special Edition, 79 - 2(2008)587- 594. 7 )浜孝之・高村正人・牧野内昭武・Cristian Teodosiu・ 宅田裕彦:塑性と加工,48 - 552(2007)61- 65. 8 )Nagata, T.: Comput. Aided Geom. D., 22 (2005) 327 - 347. 9 )浜孝之,高村正人,牧野内昭武,Cristian TEODOSIU, 宅田裕彦:日本機械学会論文集 A 編,72 - 714(2006 - 02) 60 - 67. 10)Hama, T., Nagata, T., Teodosiu, C., Makinouchi, A. & Takuda, H.: Int. J. Mech. Sci., 50(2008)175 -192. 11)Hama, T., Isogai, E., Yoshida, T. & Takuda, H.: Steel Res. Int., Special Edition, 81- 9(2010)753 - 756. 参考文献 京都大学 大学院エネルギー科学研究科 1 )Makinouchi, A., Teodosiu, C. & Nakagawa, T.: Annals 〒 606-8501 京都府京都市左京区吉田本町 TEL. 075-753-5418 FAX. 075-753-5428 of the CIRP, 47- 2(1998)641- 649. 50 から塑性加工解析まで − (1994)コロナ社. SOKEIZAI Vol.54(2013)No.4
© Copyright 2026 Paperzz