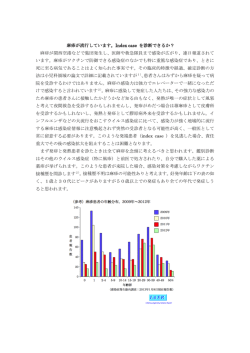
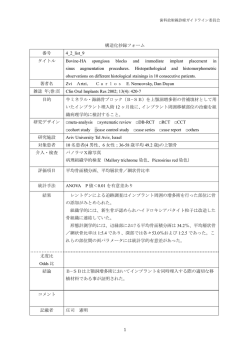
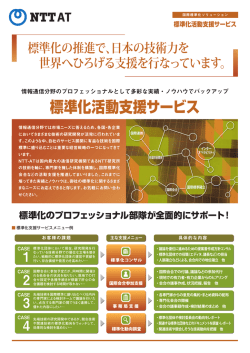
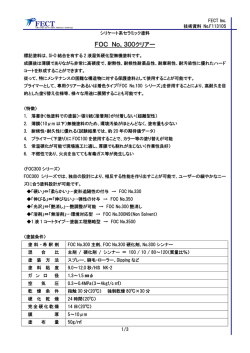
名城論叢 1 2015 年3月 全部原価計算による JIT・小ロット化の合理性証明 ――「流れを創る」ものづくり経営をめざして―― 河 概 田 信 要 全部原価計算制度における製造間接費配賦法の一つである直接時間基準(CTB)を,自動的にリー ドタイム基準(LTB)に読み替えて,リードタイム全体に製造間接費を配賦することを提唱する。こ れにより,正味加工時間比率(NCTR)の向上をめざして進化する現場をサポートとする「流れ志向原 価計算(FOC)」として構築し,特に「すり合わせ型」製品の本社と現場のシームレスな横連携を可能 にする。 目 次 Ⅰ はじめに Ⅱ LTB 配賦と流れ志向原価計算(FOC) Ⅲ 解決しようとする問題点 Ⅳ 「流れ創り」―失敗から成功へ キーワード Ⅴ 流れ志向原価計算(FOC)と LTB 配賦のフレームワーク Ⅵ 個当り平均リードタイムの測定 Ⅶ JIT・小ロット化投資の合理性証明 Ⅷ FOC(流れ志向原価計算)の IT 化をめぐって Ⅸ 流れ志向原価計算の運用 Ⅹ むすびに代えて―原価計算基準との向き合い方 LTB 配賦と CTB 配賦,流れ志向原価計算(FOC) ,小ロット化とリードタイム(LT) 短縮,正味加工時間比率(NCTR) ,本社力,原価計算基準 Ⅰ はじめに 庫は逆に減らさなければならない。トヨタ生産 方式(TPS)もまた, 「儲ける」とは先ずはキャッ 儲けるとは何か。素人なら「儲ける」とは, シュが増えることであり,利益が増えることは キャッシュが増えることだと即答できそうなこ 将来に期待し得る「結果」でしかない。そこで とが,会計を多少でも学ぶと結構な難問となる は,代金回収確実な「売れた物」だけを迅速に という現実がある。これに対し, 「流れ創り」系 流すことをめざし,余分な在庫は作らないよう の生産システムである制約理論(TOC)は,経 にする。 営の目的はキャッシュ増, “making money”で このように。TPS や TOC は, 「流れ創り」を あるとの明言から出発する。目先の利益を増や めざすものづくりとして, 「作ること自体に価 したければ余分に在庫を積めばよいかも知れな 値あり」とする「規模の経済」期に誕生した生 いが,キャッシュを増やしたければ,余分の在 産スキーマ(思い込み)に正面から異議を唱え 2 第 15 巻 特別号 (1) る生産スキーマである 。問題は,今日なおこ 在庫肯定型の計算構造となっている。①, ②が, の二種類のスキーマが,いずれが淘汰されるわ ともに流れ創りのものづくりには阻害要因とな けでもなく併存が続いているため, 「在庫低減 る 。 (2) の経済的価値」「小ロット化の効用」 「リードタ この状況に対し,本稿は,現行の全部原価計 イム短縮の効果」 「加工時間低減の非ボトルネッ 算と直接作業時間基準の予定製造間接費配賦法 ク工程における無効性」などの「流れ創り」派 を否定することなく,むしろこれと連携して, の言説が分かりにくく,そのため, 「すり合わせ リードタイム全体に製造間接費をチャージする 型製品」のものづくり経営が進みにくいという LTB(Lead Time Base)配賦を提唱する。現行 社会的現実がある。分かりにくさの主たる原因 の財務原価計算制度に即しながら,実務的にも は,加工時間と停滞時間に等しく意義を認め, 無理することなく導入できる「流れ創りをサ リードタイム全体の短縮を求める「生産知」と ポートする仕組み」を作る。①②の阻害要因を 整合する「会計知」がまだ発育不十分な点にあ 解消し,小ロット化によるリードタイム短縮が る。 ものづくり経営にとり得であることが「見える 藤本(2003)の「ものづくり=設計情報転写 化」される会計,つまり,流れ志向原価計算 論」を借りて表現すると,伝統的な原価会計で (FOC:Flow Oriented Coating)を提案するこ は,設計情報の発信媒体としての経営資源(人, とが本稿の目的である。 機械)の情報発信速度で加工費の大小を測定評 価していたが,モノの流れのよどみの無さを追 求する以上,設計情報受信媒体としてのモノの 側の受信速度,つまりリードタイムの長短で加 工費を測定評価すべきである。 Ⅱ 1 LTB 配賦と流れ志向原価計算(FOC) LTB(Lead Time Base:リードタイム基準) 配賦とは ところで, 「流れ創り」の生産知が歴史に登場 上述①の対極である「加工時間以外の時間短 して半世紀になるにも関わらず, 「小ロット化 縮も等しく原価低減になる」あるいは, 「作るこ やリードタイム短縮」に逡巡し, 「まとめ作り」 と自体は没価値」という思考は,より短いリー 「早作り」から脱出できない企業が少なくない ドタイムと, 受注してから作り始める限量生産, 直接の原因は,現行の標準・全部原価計算制度 そして代金回収の確実性の向上を狙う。そこ における「個当り加工費= (段取時間+個当り で,このものづくり思考と整合する予定製造間 標準加工時間×加工数量×直接時間当り予定製 接費配賦基準を,人や機械の側からモノの側に 造間接費配賦額) /加工数量」の算式における次 移し,モノの流れとしてのリードタイム全体に の2点にある。 予定製造間接費をチャージする配賦基準を考え ①小ロット化によるリードタイム短縮が,直 る。 接作業時間(正味加工時間)に影響を与えない 第1図のように,予定製造間接費 20 億円を 限り加工費は低減しない。である限り,モノの 「予定平均リードタイム合計」1000 万時間の合 停滞時間を短縮しても原価は安くならない。 計で除して得られる製造間接費予定配賦率 200 ②分母が売上量ではなく,生産量であること 円を,停滞時間にも正味加工時間にも等しく配 から,ロットサイズを,顧客の必要数(売れた 賦していく。この LTB 配賦法自体は,河田 数)に関わらず大きくした方が,個当り段取時 (1996)で提唱済みであるが ,実務化には至っ 間の負担が薄められ当期の報告利益は増加する ていない。その原因は,二つある。 (3) 全部原価計算による JIT・小ロット化の合理性証明(河田) 3 今日の企業会計実務においては,新しい る 予 定 配 賦 率 は,「 製 造 間 接 費 予 定 配 賦 率 配賦法を採用し併行実施する余裕はない。 20,000 円=予定製造間接費 10 億円/予定操業 (そこで,改めて現行方法に融合させる形 度 10 万時間」のように,経営資源(人や機械) ① が操業するであろう時間,つまり操業度を基準 で新しい配賦法をデザインする) 正味作業時間の測定技術は既にあるが, に予定製造間接費率を設定する加工費(製造間 リードタイムの測定技術が未確立である。 接費配賦額)計算の慣習が形成された。20 世紀 (そこで,今回コンピュータ技術によるリー の初頭,アメリカのフォード,GM などで誕生 ② ドタイムの測定を行う。 ) した「人,機械のフル稼働」を至上命題とする 生産システムと,この操業度基準の製造間接費 2 LTB 配賦の期待効果 配賦は矛盾なく整合していた。 我が国の「すり合わせ型製品」のものづくり しかし, 「顧客に向かうモノの流れをよくす におけるリードタイムに占める正味加工時間の る」ことを至上命題とする「すり合わせ型製品」 比率が数百分の一という状況はリードタイムの の生産システムにおいては,停滞時間が原価に 画期的短縮余地の存在を示す。依然として「ま 算入されない会計思考では,現場では,リード とめ作り,早作り」を是とする旧生産知が根強 タイム短縮が進行しているにも関わらず,その いためだが,LTB 配賦により,「まとめ作りが 成果は原価に反映されないことになる。 得」の錯覚から解放され,小ロット化するほど 原価安となることが可視化される。 そこで,同じ予定製造間接費を「S 予定平均 リードタイム」の値で除して,LTB 配賦率 200 従来の加工費(製造間接費配賦額)測定方法 円を得る。これにより,正味加工時間が仮に短 (以下 CTB:Conversion Time Base)では,第 縮していても,加工待ちや運搬待ちがそれ以上 1図の工程の構成要素のうち,段取りと正味作 に伸びていれば原価高,改善でトータルのリー 業からなる「正味加工時間」のみが,原価算入 ドタイム短縮に成功してすれば,内訳としての されるので,モノの流れから見た「加工待,運 正味加工時間が仮に増加していても,原価低減 搬待,運搬時間」あるいは「倉庫でのモノの滞 となる。 留時間」などの停滞時間は原価不算入となる。 LTB 配賦の運用は, 「プル生産の流れ創り」 その結果,予定製造間接費を指図書に配賦す の代表格,トヨタ自動車グループがその最短距 第1図 予定製造間接費配賦の従来の方法と新方法 予定製造間接費配賦率 配賦率 従来 予定製造間接費 予定操業度(∑正味加工時間) 新規 予定製造間接費 ∑予定平均リードタイム 含意:(生産性=正味加工時間比率100分の1) 20億円 10万時間 20,000円 20億円 1000万時間 200円 4 第 15 巻 特別号 きる。 離にあるが, 「プッシュ生産の流れ創り」を行う 一般企業でも同様に,LTB 配賦の採用によっ 一般人の損得感覚も,LT のより短いオー て,逡巡なく「流れ志向」を追求する企業風土 ダー B の方が得だと考えるはずだ。オーダー の形成が期待される。現場と本社,あるいは現 A には 300 分もの倉庫滞留期間があることの 場と技術部門等のシームレスな横連携が進み, キャッシュ損が明らかだからである。実務家の 組織能力の向上と顧客に向かう良い流れ創りが 場合も,停滞時間と加工時間の関係について, 進展することが期待される。 たとえばトヨタ自動車の張副社長(1995 年当 時)は,企業指導の際,次のように語っている。 Ⅲ 「皆さんは,モノが機械で加工されている時間 解決しようとする問題点 が大事だと考えているかも知れないが,機械の 傍で,モノが寝ている,待っている時間も同じ リードタイム(lead time)とは,物が入口か ら出口までを通過する経過時間(elapsed time) ように大切なのですよ」と。 である。従来の CTB 配賦では,工程の構成要 特に,停滞時間のウエイトの高い(正味加工 素のうち,段取時間と正味加工加工時間のみが 時間比率の低い)すり合わせ型製品の現場力の 原価対象であるが,LTB 配賦では,それ以外の 評価には,LTB 配賦が断然整合するのであっ 加工待ち,運搬待ち,倉庫滞留の時間もまた等 て,従来の CTB 配賦ではむしろ流れ創りの阻 しく原価対象となる。その結果第2図の示すよ 害要因となってしまう。 うに,オーダー A とオーダー B の大小関係が 逆転することもある。 「流れ創り」立場からは, LT が 690 分を要するオーダー A(CT150 分) Ⅳ 「流れ創り」―失敗から成功へ の方がオーダー B より安くなるのでは困るの 「流れ創り」 が失敗に終わる要因の一つに, 「規 であり,LT が 390 分で済むオーダー B の方が 模の経済」時代に培養された「①早めに作れば 安くなる LTB 配賦を採用する FOC(流れ志向 リスク少,②まとめて作れば単価安」という考 原価計算)であれば流れ創りに安心して邁進で え方を支える原価計算上の錯覚がある。JIT や 第2図 LTB(リードタイム基準)配賦とは ᚑ᮶㓄㈿(┤᥋㛫ᇶ‽)䛸䠨䠰䠞㓄㈿ (༢䠖ศ ) ਸੵ ୄ 崒嵤崨嵤 $ 崒嵤崨嵤 % జਟ ଦሤ /7% ଦሤ ਉਗ ਫ ઈဦ ਸੵ ਫ ઈဦ ଲષ ઈဦ ઈဦ ୄ ୄ ୄ ಠಛ ਸੵા ਉਗ ਸੵੵஙા ੌয়ા ੌয়ੵஙા ਉਗ ল ા 岧జਟଦሤ岨 崒嵤崨嵤$ ؟ٛ 崒嵤崨嵤%؟ 岧/7%ଦሤ岨 崒嵤崨嵤$ ؟ٜ 崒嵤崨嵤%؟ 全部原価計算による JIT・小ロット化の合理性証明(河田) なりかねない。 OPT などの流れ創り系の技法を採用して,リー ドタイム短縮が始まるとまず,人,機械,スペー 5 ② 「予定売上が達成される一方で予定操業 スなどの経営資源の余剰(ヒマ)が顕在化する。 度が未達」 という現象は, 本来グッドニュー (これこそ狙い通りの“吉兆”なのであるが) スであるが,会計上は,原価差額(製造間 ここで, 「利益が減るようでは,ウチには TPS 接費配賦不足額)が, 「操業度損失」として は向いていないのでは」と腰が引ける例が少な 表示される。「予定ほど人・機械が稼働し くないという現実がある。 なかった場合はすべてバッドニュース」と ・ ・ しかし,財務三表を複眼で冷静に見れば貸借 いう「規模の経済時代」の資源稼働中心の 対照表の構造からも明らかのように,流れが良 生産パラダイムが,会計スキーマにも反映 くなるとまず起きるのは,棚卸資産(特に仕掛 しているためである。 品)の減少であるから,先ずは当然,利益を含 む「純資産」が減少する。しかし,次にワンテ この問題における対応の基本は, 「流れ創り」 ンポ遅れて材料仕入の「流動負債」の減少も発 による儲けを損益計算書の報告利益という「柔 生し貸借対照表の質がよくなる。一方,在庫低 らかい利益」でなく, 「営業活動によるキャッ 減を通じてのキャッシュ・フローの増加という シュ・フロー」という「硬い利益」で認識する グッドニュースも即座に発生し,その分,資金 ことである。キャッシュ・フロー計算書は既に 繰りが好転している。何より「リードタイム短 制度として存在しているから,会計制度を変え 縮による受注競争力アップ,ひいては売上増」 る必要はなく,視点だけを変えればよいのであ が「結果としての中長期的利益の増加」などに る 。これが本件は理論をどう変えるかではな つながっていく。この点さえわきまえておれ くスキーマをどう変えるかという問題であると ば,操業度低下による減益在庫減少と在庫低減 する所以である。 (4) によるキャッシュ・フロー好転は,むしろグッ そこで,次に JIT 小ロット化の合理性を可視 ドニュースとして歓迎されるのが自然体のはず 化する「流れ志向原価計算」のフレームワーク である。 を提示する。 そうなりにくい場合の要因は,理論というよ り,損益計算書の報告利益が突出して関心が注 がれているスキーマが形成されている場合であ る。その場合の具体的要因は― ① 第2図の示すように,加工費(予定製造 Ⅴ 流れ志向原価計算(FOC)と LTB 配 賦のフレームワーク リードタイムの短縮を通じて創造される「機 間接費配賦額)が,直接作業(または機械) 会収益」を定量化し,流れ創りを命題とするも 時間基準で計算されるため,停滞時間の短 のづくりを支援するのが, 「流れ志向原価計算 縮が原価に反映されないどころか,時には (FOC:Flow Oriented Costing) 」であり,そ LT は短縮していても小ロット化で段取時 の目的は,原価計算基準の定める全部原価計算 間の個当り負担割合が増えることもある の枠組みに沿って,従来の直接作業時間基準配 が,その場合はむしろ製品原価がアップし 賦(CTB 配賦)も活用しながら,製造間接費配 期間利益が減る場面もあり得る。(本社が 賦差額のうち,LT 短縮効果として発生する原 短期利益至上主義の思考の場合は) 「一体, 価差額を操業度低下とは別の「機会収益」とし 現場は何をしているのだ」ということにも て区分表示する点にある。 ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ 6 第 15 巻 特別号 第3図 流れ志向原価計算(FOC)のフレームワーク 期首 期中その1 期中その2 ① ロットサイズ 20 10 5 ② 個当り正味加工時間(CT) 1H 1H 1H ③ リードタイム(L) 400 H 200 H 100 H ④ 正味加工時間比率(②/③) 0.0025 0.005 0.01 ⑤ 予定製造間接費 10億円 10億円 10億円 ⑥ 予定操業度 ⑦ 予定CTB配賦率 ⑧ 予定LTB配賦率=⑦×④ ⑨ 実際LTB配賦率 ⑩ CTB加工費(予定) ⑪ LTB加工費(予定) ⑫ LTB加工費(実際) ⑬ 機会収益 第3図は,期首の標準ロットサイズ 20 個を, 10万H 10万H 10万H 10,000円 10,000円 10,000円 25円 25円 25円 50円 100円 10,000円 10,000円 10,000円 10,000円 10,000円 10,000円 10,000円 5,000円 2,500円 5,000円 7,500円 3 ③従来の CTB 配賦率(直接作業時間基準) 「10,000 円」に②の CT/L(正味加工時間比 期中に2度にわたる改善で,5個までに小ロッ ト化し,リードタイムが 400H から,100H にま 率:0.0025)を乗じることで,CTB から LTB で短縮したケースである。 への自動変換ができる。つまり,④の LTB 配賦率を「25 円」と読み替えると,期首では, 解説 CTB=LTB=10,000 円であるが,④に短縮 1 「売上計画,予定操業度」が達成される一方 後のリードタイム 200H を乗じることによ で,リードタイムが短縮されて,人・機械・ り,⑫ LTB 加工費の 10,000 円から 5,000(= スペースの余剰が発生した場合の損得は,正 200 ×25)円への減少が可視化される。ここ 味加工時間(CT:Conversion Time)は 1H で「読み替え」とは,CTB をベースにして, で不変であるから,CTB 配賦からは不明で これを LTB に自動換算することであって, ある。 CTB 全部原価計算の枠組みを否定すること 2 「顧客に向けた良い流れ」とは, 「よどみな ではない点が従来にない特徴である。財務計 くモノが流れる」ことである。この場合の 「よ 算による CTB 予定配賦率計算と,期末にお どみの程度」の測度は,第 3 図②の個当り平 ける原価差額調整法を踏襲する一方で,その 均正味加工時間(CT)と③個当り平均リード 土俵(枠組み)に乗った形で,流れ創りの現 タイム(L)の比率としての,正味加工時間比 場では,リードタイム短縮効果を検出するこ 率(NCTR=CT/L)である。この算式の分子 とが可能となる。 CT(Conversion Time)は,従来の直接加工 4 当期中にリードタイム短縮が全くなされず 時間そのものであるから,分母の「個当り平 実際操業度は予定通りであったとすると,予 均リードタイム(L) 」の測定が LTB 配賦を 定製造間接費=LTB 配賦率×∑予定リード 行うための技術的キーポイントとなる。 タイム=CTB 配賦率×予定操業度であるか 全部原価計算による JIT・小ロット化の合理性証明(河田) 7 ら実際加工費は同一である。また,第3図③ 型に統一する運用もいずれも可能である。但 に見るように,リードタイム短縮改善が行わ し,開発,設計,生産技術,原価企画,生産 れる都度,LTB 配賦率は,25 円→ 50 円→ 管理部門は,(すり合わせ型製品であるなら) 100 円と上昇し,究極的には CTB 配賦率の すべて LTB 配賦に統一することが望まし 10,000 円に一致する。これが,LTB 配賦は い。これにより, 「流れ創り」について上流と 財務原価計算の枠組み内で進行するという意 下流のシームレスな連携が成立するからであ 味である。 る。次に,以上のようなフレームワークを実 現するために必要条件であるリードタイムの 5 「期中その2」のように,リードタイムが期 測定について述べる。 首予定値の 1/4 にまで短縮されると,⑫実際 LTB 加工費は 10,000 円から 2,500 円までに 低減する。その結果,LTB 配賦の⑪予定配 Ⅵ 賦 率 10,000 円と⑫実 際製造間接費配賦 額 個当り平均リードタイムの測定 2,500 円の間に配賦不足としての原価差額 当該ロットの「材料投入」から「完成部品倉 7,500 円が発生する。本稿ではこの流れ改善 庫入り」の2ポイント間の経過時間(LT)を加 による配賦率差異額を「機会収益(oppor- 工リードタイムとし,そのうち「個当り段取り tunity revenue) 」と呼んで,損失とは峻別す +個あたり正味作業」時間の和を「個当り標準 る。従来の財務原価計算では,いかなる「操 正味加工時間(CT) 」とした場合の「CT/L」が 業度差額」も損失の一部とみなしているので 個当り正味加工時間比率(NCTR:Net Con- あるが,FOC では,売上計画未達で発生する version Time Ratio)であることは既に述べた。 操業度損失と,リードタイム短縮で創出され この「CT/L」が「流れ創り」の生産システム た人,機械,スペースの潜在余剰量を機会収 (現場力)の進化程度を表す「進化指標(evo- 益として,両者を区別することができる。流 lutionary indicator) 」である。進化指標は,市 れ創りの経営としては,追加受注の消化,内 場・競争環境により上下動の変化もあり得る 「契 製化などにより「機会収益」を「実現収益」 約指標(contractive indicator) 」と異り,会計 に転化することが期待される。 (これが現実 年度を越えてよ く な り 続 け る こ と が 求 め ら れ にトヨタ自動車の成長の軌跡でもあった。 ) る。システムにとっても,それを構成する個人 6 その結果期中改善その1の④の実際正味加 工時間比率(NCTR=CT/L)は,0.25%から ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ にとっても進化程度の確認が可能となる指標が (6) 進化指標である 。 0.5%へと向上しているが,これは 200%の生 産性向上を意味する。(生産性の定義が,旧 生産パラダイムの正味加工時間(CT)の短縮 率では,生産性は全く上がっていないことに (5) 留意 ) 1 品目別・ロット別の個当り NCTR(正味加 工時間比率)の測定 生産管理システム(MRP)の工程マスター中 には,通常,品目別の個当り標準時間( (段取時 CTB 配賦率と LTB 配賦率は選択適用が可 間+個当り正味作業時間×標準ロットサイズ) / 能である。財務会計としては,最終的に実際 標準ロットサイズ)が既に登録してあるものと 製造間接費が適正に期間原価として処理でき する。これに加え,当該品目別の標準ロットサ れば良いので,本社は従来型,現場は LTB イズに対応する工場への材料投入時点から完成 型という使い分けをする運用も,全社 LTB 入庫時点までの時間を「個当り標準平均 LT」 7 8 第 15 巻 特別号 として登録する。最低これだけの情報で,正味 加工時間比率が測定可能である。 工程別標準正味加工時間比率の測定 工程別の NCTR(標準正味加工時間比率)も 工程マスターにおいて把握する。これにより, 「個当り」で測定する理由 各品目の工程別(特にボトルネック工程)の, ロットサイズを小さくするほど個当りリード タクトタイム,リードタイム,サイクルタイム タイムは短くなる。負荷は平準化され,流れの に改善をしかけるベースとなるデータを備え, 「よどみの程度」は小さく,流れの速度は早く 工程別の NCTR を高める手段とする。ボトル なり,究極にはロットサイズ1個の時が, 「よど ネック工程においては,サイクルタイムの短縮 みの程度」は最少,物流は最速となる。個当り もまた当該品目の LT 短縮には有効である(制 段取時間の負担が小ロット化の制約条件である 約理論) 。 から,流れ創りには不断の段取り改善が求めら 第4図の示すように,すり合せ型製品の実際 れる所以である。そこで, 工程マスター中には, の部品生産工程は,1ラインに複数製品が流れ 改善の都度更新される当該品目の「個当り標準 ていることを前提に,収容箱に付したロット番 平均 LT」,その結果得られる「NCTR(正味加 号を自動認識読取装置で,各工程の通過時点を 工時間比率)」の更新来歴を“進化の軌跡”とし リアルタイムに入力し,その間隔を測定する。 て保存する。 このデータは,日程進捗管理に使用するのが主 第4図 リードタイムの測定 全部原価計算による JIT・小ロット化の合理性証明(河田) 9 目的であるが,同時に,実際 LT と工程マスター 生産プロセスにおける JIT・小ロット化投資 における標準 LT の比較による標準値の精度検 の意思決定手段に従来の CTB 加工費を用いる 証・メンテナンスに使用する。 と LT 短縮効果が反映されないので,加工費の 実際の生産プロセスには,各種製品が混成状 低減が生じにくいが,FOC としては LTB 加工 態で流れる中で,工程内の時間要素, (仕掛り待 費の低減額が,投資費用を上回ることが可視化 ち,ロット待ち,正味加工,運搬待ち,運搬) されればよいことになる。その手順としては, の分析から改善点を見つけていく。物と情報の ① CTB 配賦率に NCTR を乗じて LTB 加工費 流れ図を描き,ボトルネック工程から順にサイ に読み替える②機会収益の測定③キャシュフ クルタイムをタクトタイムに近づける改善を行 ロー計算書による増分収支の測定という手順 う。その流れ改善のベースキャンプとなるの で,費用対効果を提示した上で,提案シナリオ が,工程マスターにおける工程別 NCTR であ の実現性(フィージビリティ)を現場と本社で る。 すり合わせることになる。このすり合わせを通 じて,本社と現場のシームレスな横連携が進む。 Ⅶ JIT・小ロット化投資の合理性証明 本 来,設 備 投 資 の 効 果 測 定 に は 資 本 予 算 提案内容(第5図) :製造現場において,現 (CapITal Budgeting)ないし,増分差額収支 場の LT(リードタイム)短縮活動の一環 計算という方法がある。しかし,JIT・小ロッ として品目 A のロットサイズを 96 個から ト化目的の投資は,たとえば,多頻度搬送(い 12 個へ8分の1にするプロジェクトにお わゆるミルクラン)の導入や多軸マシニングセ いて,合計 20 百万円の設備投資と仕入先 ンターの導入などにより,LT(リードタイム) とのミルクランを計画する。その結果とし の短縮は前進するが,正味加工時間(CT)は特 て個当り平均 LT を 58 日から 11 日へ5分 に減らない設備投資案件が結構多い。このよう の1強の短縮と, それによる競争力強化で, な,投資は従来の CTB(直接作業時間基準)配 当面の売上増効果 10%増を見込む。本投 賦による全部原価計算に慣れた思考からは,当 資の他に固定製造間接費の増加はなく,人 面の原価低減効果が見えにくいことから,現場 も増やさない。 も提案を控え,提案される本社もこれを容認し 難いという現実が見られる。この壁をどう突破 この提案の投資効果の測定には本来 Case 3 するか,21 世紀のものづくり経営は,本社側の, の最尤値だけあれば足りるが,仮に,機会収益 「リードタイム短縮投資」の評価力が競争力の が全く活用されない,つまり単に資源に余裕が キーポイントの一つとなる。 生じただけというワーストケースとして敢えて CTB 配賦と連携する形で,LTB 配賦による case 2 の悲観値を提示して論点を浮き彫りに 加工費を測定することにより,LT 短縮効果が する。LT 短縮の狙いは本来,成長戦略である 「機会収益」として可視化される「流れ思考原 から,可能性としては売上高がさらに増える楽 価計算(FOC) 」については第3図で既に述べ 観値も措いてよいであろうがここでは省略す た。そこでここでは,FOC による LT 短縮に る。 有効な設備投資案の費用対効果の説明モデルを 示す。 第5図に case 2 を措いた理由は,現場とし ては⑤の個当り CT が多少増えている(1.1 分 10 第 15 巻 特別号 第5図 Ⅰ JIT・小ロット化投資の合理性証明 提案内容と期待効果 現状 悲観値 最尤値 Case 1 Case 2 Case 3 売上増ナシ 売上増10% 〈工場から提案:流れ創りの投資要請①,②〉 ① 小ロット化設備投資の減価償却費(千円) ② ミルクラン等経費増(千円) 〈生産原単位〉 ③ ロットサイズ(個) ④ 個当りLT(分) ⑤ 個当りCT(正味加工時間)(分) ⑥ ⑦ Case 1 15,000 15,000 5,000 5,000 Case 2 Case 3 96 12 12 58.5 10.5 10.5 1.1 1.3 1.3 個当りNCTR(正味加工時間比率) 0.019 0.124 0.124 品目A期当り総CT(時間) 5,760 5,878 5,878 → 1.3 分)が,④の LT の短縮効果の方がはる 資提案は認め難いとなりがちである。そこで かに大きいので問題としていない。しかし, FOC(流れ志向原価計算)としては,CTB を活 LT 短縮で創造した資源余力(機会収益)を何 用しながら,次の LTB 配賦加工費の計算に進 ら活用しないで,CTB 加工費がむしろ増加す む。 る場合,本社としては報告利益の減少が容認で 第5図Ⅱ⑧の CTB 配賦率 20,000 円を⑥の きるか否かという点を論点とするためである。 NCTR の現在値 0.019 を介して⑰の LTB 配賦 本モデルにおいても,Case 2 の LT が Case 率 376 円に読み替える手順は既に第3図で説明 1 の 1/6 にまで短縮した成果は,CTB 配賦の損 した。ここでは,ロットサイズが 96 個流しか 益計算では評価されない。むしろ,⑤の個当り ら 12 個流しに縮小することによる,⑲の機会 CT(正味加工時間)がやや増えている分が顕在 収益はサイズ縮小時に1回限り発生するもので 化して⑭の CTB 加工費は悪化し,Case 3 の売 あること。さらに機会収益を発生させるには, 上増 10%の場合でも,なお Case 1 ⑮の現状の 改めてロットサイズを 12 個以下にしていくこ 売上総利益を超えられない。これでは,この投 とが必要であり,究極的にはロットサイズ1個 Ⅱ CTB配賦による従来型増分損益考課 現状 悲観値 最尤値 Case 1 Case 2 Case 3 ⑧ CTB配賦率(円/時) 20,000 23,000 23,000 ⑨ CTB配賦率(円/分) 333 383 383 ⑩ CTB個当り加工費(⑤×⑨)(円) 367 498 498 ⑪ 品目A売上高(千円) 460,800 460,800 506,880 ⑫ 品目A直接材料費(変動費比率60%を想定) 276,480 276,480 304,128 ⑬ 付加価値(千円) 184,320 184,320 202,752 ⑭ CTB加工費(製造間接費合計) (千円) 115,200 135,200 135,200 ⑮ 品目A 69,120 49,120 67,552 ⑯ 増分損益(千円) −20,000 −1,568 売上総利益(千円)⑪−⑫−⑭ 全部原価計算による JIT・小ロット化の合理性証明(河田) Ⅲ LTB配賦による加工費計算 現状 悲観値 最尤値 Case 1 Case 2 Case 3 ⑰ LTB配賦率(⑧×⑥)(円/時) 376 432 432 ⑱ 品目Aの個当りLTの期間総計 306,327 47,478 47,478 ⑲ 品目AのLTB加工費(改善前は⑭と一致) 115,200 20,533 20,533 ⑳ 流れ改善による機会収益 ― 94,667 104,844 期間合計 11 (いわゆる「1個流し」)まで,小ロット化する 降,機会収益の活用次第で,利益はさらに増加 都度,機会収益は発生する。 する可能性を秘めた投資提案と見ることができ また,case 1(96 個流し)から,case 3(12 個 る。 流し)へとロットサイズが縮小すると,LTB 配 関連であるが, 「内製化」も機会収益活用の一 賦率は,376 円/時から 432 円/時に上昇してい 策であるがこの場合,CTB 配賦では,加工費は るように,LT が短縮するほど増大し,最終的 外注費よりアップすることが多い。しかし, 「外 に1個流しが実現すると,LTB 配賦率は,CTB 注したら安くなる」というのは CTB 配賦から 配賦率の 20,000 円/時と一致する。 生じる錯覚である。小ロット化により創造され 操業度低下には,売上高の減少に起因する操 た余剰活用としてある品目の内製化を行うと, 業度低下と,売上高は維持・向上しながら操業 当該品目の LTB 加工費は LT 短縮により低減 度はむしろ低下する場合の二種類が存在する。 するとともに,内製化による仕入支出減少とい 前者がバッドニュースであり,後者がグッド うキャッシュ効果が別に生まれることが一目瞭 ニュースであることはいうまでもないが,CTB 然となる。以上が LTB 配賦と機会収益を用い 配賦ではこれを識別することができない。小 たトヨタ生産方式の会計的説明である。 ロット化により LT 短縮を実現した時に発生す る操業度低下のグッドニュース性は,NCTR を 最後は,通常の財務報告においては,JIT・小 介して CTB 配賦率を LTB 配賦率に転換する ロット化投資効果は, 損益計算書の増分損益(柔 ことにより,始めて見えてくるのである。 らかい利益)ではなくキャッシュ・フロー計算 売上が1円も増えないと仮定する case 2 に 書(固い利益)における増分差額収支により, おいても,⑲の LTB 加工費でみると,115,200 投資提案を評価することが大切であることを確 千円(=CTB 加工費)から 20,533 千円へと, 認しておこう。 82% もの加工費が低減する。あとは Case 3 以 Ⅳ 在庫減少による増分CF計算 現状の期首在庫(Case 1)48,960 千円は,年 現状 悲観値 最尤値 Case 1 Case 2 Case 3 売上総利益 69,120 期末在庫(改善前は総原価の1.5ヶ月分想定) 48,960 9,236 9,857 在庫増減 −39,724 −39,103 減価償却費 −15,000 −15,000 営業活動によるCF 94,607 111,799 増分CF 45,647 62,839 48,960 49,120 67,552 12 第 15 巻 特別号 間総原価(材料費+製造間接費)の 1.5ヶ月分 企画の一環として工程マスターにフロントロー と想定した数値である。個当り LT の減少④の ディングして,NCTR の標準値を改善する方法 58.5 分→ 10.5 分から類推すると,この期首在 による。 庫は,期末には 9,236 千円に減少する。これに よる増分キャッシュは,39,724 千円であり,投 ⑴ IT 化に関係なく進める NCTR 改善ステッ 資による増分費用 20,000 千円を倍近く上回る。 この投資提案は,売上増ゼロでも,増分キャッ プ(例) ① 主要改善対象上位3品目を選択する。 シュの観点から採用すべきであり,本社が審査 製品あるいはユニットを構成する品目のう す る の は,こ の LT 短 縮 シ ナ リ オ の 実 現 性 ち,タクトタイム(TT)リードタイム(LT) , (feasibility)を押さえることであることが分 サイクルタイム(CT)の観点から重要度の かる。 高い品目を3点選択。 以上から,本社のスキーマ変革としては, ② 当該3品目について,それぞれ「物と情 「CTB 配賦から出発してこれを LTB 配賦に読 報の流れ図(受注から材料投入を経て,各 み替えた全部原価計算による製品原価」を用い 工程の流れを可視化したフローチャート) 」 ることがポイントである。Ⅳの在庫減少による を作成する。流れ図には, 時間軸欄を設け, 増分収入だけでは,CTB 配加工費の増加に関 各工程で経過する時間を加工待ち,段取り, する疑問は解消しないのである。ⅢとⅣを併用 正味加工,運搬待ち,運搬の各工程要素の して初めて本社の投資効果に関する意思決定は 標準的な経過時間を(ストップウオッチあ (7) 可能となる。「本社よ,覚醒せよ 」であろう。 るいはビデオカメラなどを使って)実測の 上記入する。 Ⅷ FOC(流れ志向原価計算)の IT 化を ③ 各品目の改善前 NCTR 値(現在の実力) を確定する。 めぐって a 現在の個当り段取時間と正味加工時間 時間(CT) ,b FOC の運営を,IT 化する場合としない場合 現在の個当り平均 LT,c 現在の NCTR(=a/b) に分けてとりあげる。LTB(リードタイム基 準)配賦というコンセプトの目的は,LT(リー 以上で NCTR 値は確定するので,あと ドタイム)短縮の原価への貢献が,従来の CTB は,c の現在の NCTR 値の改善を進めれば 配賦では見えにくいため,CTB 配賦に慣れた よい。その向上度合いを定期的に確認すれ ば,流れ創りは進む。 スキーマを,リードタイム志向に変革すること にある。スキーマ変革を行うのに着実な方法 ④ NCTR 値の改善度合いを原価で表現し は,新しいロジックの維持定着がし易い IT 化 たい場合,当該品目の CTB 配賦率と, があるが,IT 化はスキーマ変革の十分条件で CTB 配賦率を NCTR により読み替えた予 あっても必要条件ではない。トップの支持と決 定 LTB 配賦率に基づいて,CTB 加工費と 意さえあれば,町工場でも IT を使わずに導入 LTB 加工費をそれぞれ確認する。 できる。 ⑤ 改善着手前は,CTB 加工費= LTB 加工 IT に関係なく行うには,その NCTR を実測 費であるが,改善進行(段取短縮による小 し,その実績値を改善する,IT システムとする ロット化,ボトルネック工程の CT 短縮, 場合は,その NCTR に対応する標準値を原価 共通部品化,設備投資など)を経て一定期 全部原価計算による JIT・小ロット化の合理性証明(河田) 間後,再び③の確認を行う。⊿ NCTR(= 13 力な補助手段である。 新 NCTR −旧 NCTR)が,流れ創りの進 既存の財務会計・原価計算システム,生産管 化 程 度 を 示 す。⊿ LTB 加 工 費( = 予 定 理システム(MRP,ERP の BOM,工程マス LTB 加工費×新 LT)が,原価で測定した ター,生産計画マスター)と連携し,その中に, 流れ改善度を示す。 NCTR を媒介として CTB 配賦を LTB 配賦に ⑥ ⑤のデータを現場から本社に報告する。 読み替えるロジックと計算結果としての LTB 本社は,CTB 加工費と LTB 加工費の差額 加工費や機会収益をサブマスターとして組み込 を機会収益(製造間接費配賦差額) ,および むだけで,FOC の IT 化は可能である。サブマ LT の短縮により実現が見込まれる期末在 スターが更新するデータは, 「品目別ロットサ 庫低減額 (=期首在庫−期末在庫) をキャッ イズ歴」 ,「個当り LT」 「NCTR」 「CTB および シュ・フローの増分として現場努力を評価 LTB 加工費(予定,実績) 」および「機会収益の する。 発生歴(現場努力の成果) 」)などの流れ志向原 価計算の中核概念である。 ⑵ IT 化と連携して進める NCTR 改善ステッ プ(例) FOC サブマスターの重要な役割は,測定デー タを定期的に現場各工程,各部門に対して「流 「すり合わせ型製品」の NCTR 向上というコ れ創り」促進のために,可視化して提供するこ ンセプトを定着させるには,CTB 配賦の全部 とである。FOC,LTB システム設計担当部門 原価計算が全社的に定着している場合,全社的 とは,設計,生産技術,原価企画,生産管理部 意識変革を必要とする。その場合に IT 化は有 門であり,協力部門は本社会計部門である。流 第6図 FOCとLTBのシステム概念図 略号意味 ①ST, LT (標準時間, リードタイム) ⑭WE (作業能率) 14 第 15 巻 特別号 れ創りの生産システムにおいては,技術部門と FOC は, 「すり合せ型製品」の製造業の上流 計画部門が「NCTR」のメンテナンスを担当し, 部門が計画管理し,生産現場が仕事の中心手段 本社経理部門も協力部門として NCTR 管理に として運用することで,「P-D-C-S」サイクル 参画する。これにより,初めて流れ創りのもの を連携して廻すことがポイントである。生産部 づくり文化は,幹部の交替などがあっても次第 門,技術部門,原価企画,生産管理部門などが に定着していく。 流れ創り思考を共有することにより,営業・技 特に生産管理部門は,現場の流れ創りを支援 術・生産のラインが「流れ創り」で連携して運 するために,工程マスターと生産計画マスター 用する。CTB と LTB の併用と自動読み変えを に基づいて, (日,月,四半期,半期,年度)の 通じて,本社の財務会計とも連携する。 品目別のロットサイズ,個当り CT,個当り LT, 旧法の否定ではなく,旧 CTB(稼働重視)と 個あたり NCTR の進化状況を,工程別,部門別, 新 LTB(流れ重視観)の数値を対比表示するこ 期間別(日単位から年単位までの時間軸)に可 とが,むしろ旧スキーマに対する免疫と,新ス 視化表示し,現場の自律的改善に供することが, キーマの定着を育てる。ボトルネック工程で 運用の中核となる。 は,依然として旧法の CT 短縮が有効であるこ FOC と LTB は,既存システムの修正,補強 とも忘れてはならない。 という形でシステム設計可能である。第6図に おいて,④∼⑪は,既存の財務・原価計算マス 顧客に向けた良い流れ創りを志向する管理指標 ター関係,②③⑫⑬⑮⑯は既存の販売・生産計 の運用 画マスター関係である。①⑭⑰⑱⑲⑳は,既存 ものづくり経営システムでは,特定会計年度 の工程マスターに組み込まれる FOC,LTB 関 内において一定条件をクリーアすれば是とする 連項目である。 「契約指標」 (たとえば売上高利益率) 」以上に, ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ また,既存システムといえども,流れ創りの 会計年度を超えて不断によくなり続けることが ロジックと整合する判断を新規に適用すること 求められる「進化指標」 (たとえば棚卸資産回転 が大切である。たとえば。⑪の間接費配賦差額 率や NCTR)を上位に置いた運用が大切であ は,一律に操業損失とするのではなく,予定売 る。財務指標は,本社と経営者・上級幹部向け, 上計画が達成されていれば,機会収益として認 非財務指標は生産現場向けに適用し,財務指標 識する。⑳の仕掛在庫減,キャッシュ増は,損 と非財務指標の目的・含意が一致していること 益情報と同等に重視するなど,会計システムの が欠かせない。 ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ 側も FOC のロジックに適応することにより本 ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ 社を含むスキーマ変革が全社に定着していく。 LTB 情報の運用原理 現場が「NCTR(正味加工時間比率) 」の向上 Ⅸ 流れ志向原価計算の運用 のためのサイクル(実力確認⇒改善提案⇒工程 マスターの標準値更新)を自律的に廻すことを ここでは, 「NCTR の向上」をめざす流れ創 IT が支援する。FOC データの加工とアウト り志向の現場と,伝統的な CTB 配賦のために プットにより, 「流れ創りと会計上の損得関係 これを LT の短縮効果を積極評価することがで の理解」の共有化を図る。ボトルネック工程で きない本社との「ねじれ現象」が着実に解消さ は,伝統的な「能率,稼働率」なども重視しつ れていくような運用例を提示する。 つ,その他の工程では,能率,稼働率以上に停 全部原価計算による JIT・小ロット化の合理性証明(河田) 15 滞時間の短縮や LT 短縮を重視するなど,CTB 合は,は得ではなく損(キャッシュ・フ と LTB の使い分けができる現場幹部を育て ローの悪化)である。 ) ⑥ る。 全体および主要品目の予定・実際 「まとめ作りは原価安」など,CTB 配賦から NCTR トレンド(原単位ベース) くる会計上の錯覚は,LTB 配賦加工費を併記 (メッセージ:NCTR は増える程グッド して違いを可視化するなど,FOC の実践教育 ニュース,つまり進化と生産性向上を意 となるように運用を工夫する。特に,FOC 情 味する。 ) (注:この場合でも CT ベース 報の発信するメッセージの含意を履き違えない での能率は向上していないかも知れない ように要点を幹部,管理監督者に繰り返し強調 が,それはバッドニュースではない。 ) することで,スキーマ変革がようやく実現する。 ⑦ 運用とメッセージの例を下記に示す。 全体および主要品目の予定・実際 LTB 加工費トレンド(金額ベー ス) LTB 情報の構成(例) 〇 (メッセージ:期中の実際 LTB 配賦率 第一線技能者向けに代表品目別とグルー が,LT 短縮により期首予定 LTB 配賦率 プ別の「30 日移動平均折れ線グラフ」で よりアップするとグッドニュース,つま 進化トレンドを可視化する。 り潜在資源余剰(機会収益)の発生を意 ① ∑CT 味する。余剰を申告して,繁忙職場の応 ② 個当り平均 LT 援に向かうのはボーナス対象であり,在 ③ 個当り平均 NCTR 庫を作って余剰を隠蔽することはペナル (メッセージ:①の∑CT の増加は,②, ティものである。 ) ⑧ 進化指標の更新と共有 ③の改善が伴わない場合はバッドニュー スつまり損である。②,③が改善されて (メッセージ:④∼⑦の情報は,原単位 い れ ば,① が 低 下 し て い て も グ ッ ド 指標は日々,財務指標は月次のサイクル ニュースつまり得である。 ) で端末機を通じて,工場幹部および本社 も共有する。これにより,グッドニュー 〇 現場管理者向けの職場・工程トータルの スとバッドニュースに関する捻じれや誤 トレンド情報(折れ線グラフ) 解は解消し,本社を含む「流れ創り」の ④ 全体売上高トレンド(期首予定売 進化が加速する。 ) 上高に対する当日現在売上高の予 実差額) ⑤ 全体操業度トレンド(期首予定操 業度に対する当日現在操業度の予 実差額) Ⅹ むすびに代えて―原価計算基準との 向き合い方 「まとめ作り」や「早作り」を奨励する会計は (メッセージ:全体売上計画が達成され あっても, 「顧客に向かう良い流れ創り」をサ ている中での⑤の操業度が低下している ポートする会計が存在しないというのは,原価 差額は損ではなく,努力の成果としての 計算基準の問題ではないし,全部原価計算の問 機会収益である。逆に,④の売上計画未 題でもない。CTB(正味加工時間基準)による 達の下で,⑤の操業度が上昇している場 従来型配賦率もまた,LTB 配賦基準に読み替 16 第 15 巻 特別号 える前提として必要であり,両者を対比するこ ン・キャプラン[1987]は, 「伝統的会計は,意 とにより LTB の目的適合性がむしろ明瞭とな 思決定者にとり遅過ぎ(too late),大括り過ぎ るのである。 (too aggregated),歪み過ぎて(too distorted) (8) 原価計算基準(1962 年大蔵省企業会計審議 いる」と指摘した 。その後,キャプランは活 会)が,大戦後の混沌の中にあって, 「作ること 動基準原価系手法の開発,ジョンソンはトヨタ 自体に価値あり」 , 「操業,稼働を是とする」一 研究へと袂を分かつ 。 (9) 定の価値規範の形成が,我が国経済復興のため 「遅過ぎ」と「大括り過ぎ」は,今日の IT に に果たした貢献は間違いなく大きい。但し,そ よって既に是正可能であるとして,残る「歪み の後の生産パラダイムの変化によって,全部原 過ぎ」の是正について,ジョンソン&キャプラ 価計算における直接作業時間(本稿では「直接 ンの提案したコストドライバーという,費目別 加工時間(CTB) 」 )基準というシングルレート に複数の配賦基準を適用する ABC(活動基準 による予定製造間接費配賦では,流れを創るも 原価計算)は,結局,設計情報発信媒体の発信 のづくりの合理性が説明できないという問題点 速度の精緻化ではあっても受信媒体側のリード は正面から受け止め,解決する必要がある。 タイム短縮のサポートではなかった。これに対 予定製造間接費の配賦方法について LTB 配 し,本稿は,流れ創り支援のためには,設計情 賦を考えてみると,原価計算基準の定める配賦 報受信媒体であるモノの流れる経過時間に対し 基準としては, 「予定配賦率計算の基礎となる 価値時間とか非付加価値時間という色をつけな 予定操業度は原則として,直接作業時間,機械 いで,等しく配賦対象とみなす LTB 配賦の方 運転時間,生産数量等間接費の発生と関連ある が認識論的にも固定間接費の配賦における合理 適当な物量基準によってこれを表示する」 (1962 性は高いという主張である。 ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ ・ 年 ・ ・ ・ さらに近年のアメリカの「リーンアカウン 企業会計審議会)としている条文の趣旨か らして,LTB 配賦基準の合理性は当然,「適当 ティング」研究は,儲けをキャッシュで考える, な物量基準」として認められよう(傍点筆者)。 付加価値で考える,直接原価計算で考えるとい 論理的にも,間接労務費や工場の減価償却費・ う知見に接近しており,本稿とも「何が問題で 旅費交通費,交際費,通信費,地代家賃等は, あるか」という点の文脈はほぼ共有されてい もともと直接作業時間にチャージするよりも経 る 過時間全体に均等にチャージするべき性格の費 おいては,依然として全部原価計算を否定し, 用で,CTB よりも LTB の方がむしろ合理性は それとは別の旗を立てるというスタンスであ 高い。 る。しかし,企業に本来の旗とは別の旗を立て (10) 。しかし, 「ではどうするか」という対策に 結局,流れ創りのものづくりにとって明らか て両方同時にこなせというのは,現実の本社と に優れている LTB 配賦基準であるが,これを してはいかにも困難ではないか。 「本来の旗に 採用するには,物の加工待ち,運搬待ち,運搬 従うことが,新しい旗を使いこなすことにもつ 時間を含むリードタイムの測定技術がポイント ながるルーチンの仕組み」ができて初めて, 「顧 になる。最近では,RFID や,QR コード等,各 客に向かう良い流れ創り」をサポートする本社 種ターンアラウンド媒体の利用も十分考えられ 力となるのではないか。 るので,本稿もその活用を前提とした。 本稿は特に「すり合わせ型製品」の本社力強 最後にアメリカにおいて,全部原価計算にお 化という,我が国ものづくり経営の「本社よ覚 ける製造間接費配賦問題をとりあげたジョンソ 醒せよ」に関わる,IT を利用する場合も利用し 全部原価計算による JIT・小ロット化の合理性証明(河田) ない場合にも適用可能な現実的なアプローチを ⑻ Johnson, H. T. & R. S. Kaplan (1987) 提唱したものである。 ⑼ Johnson, H. T (1991) (2007) ⑽ Brian Maskell et. al. (2011) など。 謝 辞 本稿はものづくり経営学と会計理論(財務会 計・管理会計)の接・統合という未開拓で社会 貢献度も高い産学共同研究の場として 2009 年 に一橋大学廣本教授(当時)とともに立ち上げ 17 参考文献 河田 信(1996) 『プロダクト管理会計―生産システム と会計の新しい枠組み』中央経済社 河田 信(2004) 『トヨタシステムと管理会計―全体最 適経営システムの再構築をめざして』中央経済社 た東京大学 MMRC(所長藤本隆宏教授)主催 櫻井通晴(2014) 「経済モデル,会計基準,原価計算論 「ものづくり管理会計研究会」の研究成果の一 から見た原価計算基準の問題点」原価計算研究 端である。 2014 同研究会を今日まで根気よく持続頂いている 事務局(山形大学柊准教授) ,およびご関係の先 生方,ものづくり企業のメンバーの方々に,記 して感謝申しあげます。(名城大学名誉教授 河田信) Vol. 38 No. 1,PP. 1-10 藤本隆宏(2003) 『能力構築競争―日本の自動車産業は なぜ強いのか』中公新書 『ものづくりからの復活―円高・震災 藤本隆宏(2012) に現場は負けない』日本経済新聞社 Brian Maskell et. al. (2011) Practical Lean Accounting A Proven System For Measuring and Managing the Lean Enterprise Power, CRC Press Bylinsky, G (1983), An Israeli Shakes up US Factor- 注 ⑴ スキーマ(認識枠,不文律)とは心理学用語で, 世界を認知したり外界に働きかけたりする土台とな る内的な枠組みをいう。人間はある情報に基づき行 動し,その結果として認識が固定され,その固定化 された認識の集合によって認識枠すなわちスキーマ が形成される。組織の場合でも個人と同じように以 上の過程で組織内に共有された認識枠を持ち,これ をスキーマと呼ぶ。 ⑵ TPS の開発者,大野耐一は「ワシはフルコステン グは嫌いじゃ」を口癖とし,TOC の創始者 E. Gol- dratt は「会計は生産性の 100%敵である。Bylinsky(1983)」と述べた。 ⑶ 河田(1996)pp. 217-221 ⑷ 河田(2004)pp. 178-179 既存の財務報告書の組 み合わせだけで可能な「損益・キャッシュ・フロー 結合計算書」 ⑸ 藤本(2012)pp. 62-65「正味作業時間比率と生産 性」を参照。(なお本稿では,「加工費」との整合を ・ ・ とり,正味加工時間と呼ぶ。 ⑹ たとえば,棚卸資産回転率は進化指標,売上高利 益率は契約指標である。 ⑺ 藤本隆宏(2012)より, 「本社よ覚醒せよ,現場よ 連帯せよ」「日本再生への現場主義宣言」 ies, FORTUNE, SEPT. 5. 1983 Paton & Littleton (1940), An Introduction to Corporate Accounting Standards, American Accounting Association, Johnson, H. T. & Kaplan, R. (1987) Relevance Lost The Rise and Fall of Management Accounting, HBS press,(邦訳:鳥居宏史訳(1988) 『レレバン ス・ロスト―管理会計の盛衰』白桃書房) Johnson, T. (1991) Relevance Lost After Five Years (Draft working paper based on presentation to Congress Associates of Portland States Universityºs School of Business)(邦訳:河田信訳・解説 (1992)「『レリバンス・ロスト』刊行5年後にあ たって」,大阪市立大学『経営研究』第 43 巻第2 号,pp. 101-115) Johnson, T. & Bröms, A. (2000). ProfIT Beyond Measure3 Extraordinary Results through Attention to Work and People. The Free Press.(邦訳:河田信, 岡野浩,木村彰吾,今井範行,中根敏晴,岩田弘 尚,田代樹彦,鳥居宏史共訳(2002) 『トヨタはな ぜ強いのか―自然生命システム経営の真髄』日本 経済新聞社)
© Copyright 2026 Paperzz