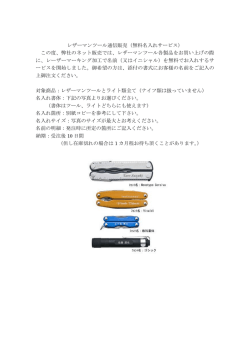
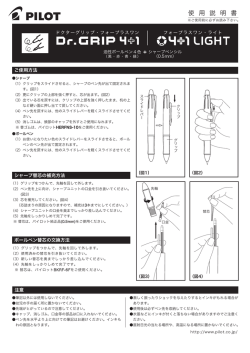
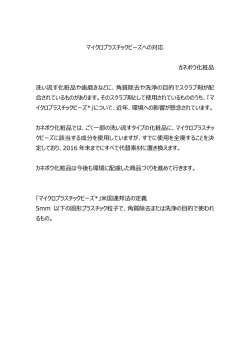
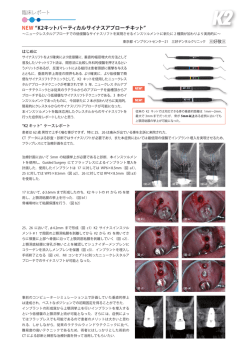
愛媛県工業系研究報告 No.42 2004 報 文 エアースルー乾燥による湿式不織布の製造とその物性 兵頭 孝次 高橋 雅樹 Influence on Physical properties of Sheets by Airthrough Drying HYOHDOH Kohji、 TAKAHASHI Masaki 抄紙機の従来の乾 燥 方 式 であるヤンキードライヤー(熱板圧着方式)に代わる方式として、エアースルードライヤー(熱風通気 方式)を検討するため、ポリエステル湿式不織布及び木材パルプ紙を試作し、二つの乾燥方式がシート物性に及ぼす影響につ いて評価した。一般に紙の強度と柔軟性には負の相関性があるが、エアースルー乾燥方式による湿式不織布は、従来方式よりも バルキー(嵩高)で柔軟性が高いにもかかわらず 、同 程 度の強度を持ち得ることが分かった。抄紙工程を経て製造される湿式不 織布は乾式に比べて生産性や地合の均一性で勝るものの、硬い質感を持つため用途が限られていたが、今回検討したエアース ルー乾 燥 方 式を用いれば湿式の硬い質 感が改善されるため今後の利 用が期待できる。一方、エアースルーを木材パルプ紙に 適用した場合、適度な硬さと厚み感に加え、クレープ(シワ)を併せ持つことから、タオルペーパー等への利用が有望である。 キーワード:エアースルー、クレープ、湿式不織布、ソフトネス、バルキー は じめ に 実 験 方 法 従来から、抄紙乾燥工程で主に使われているヤンキードラ イヤー(熱 板 圧 着 方 式)は、薄物のシートをシワなく安定に乾 1.ポリエステル湿式不織布の実験材料 (1) 湿式不織布用原料繊維 燥させるのに適している。しかし、熱の供給はシリンダー(鉄製 主体繊維として単一ポリマー構造のポリエステル(ユニチカ の缶体)表面からの熱伝達によるため、熱融着性繊維(バイン エステル N801/3D5、ユニチカ㈱製)を使用 した。バインダー ダー繊維)を使用した嵩高な湿式不織布を乾燥させる場合に 繊維は芯鞘構造のポリエステル(ユニチカエステル 4080/4D5 、 はシート表裏に温度差を生じ、乾燥ムラによるシワ発生、過乾 同左 2D5、ユニチカ㈱製、及びクラレエステル N720/2D10、 燥によるシリンダーへのバインダー貼付、乾燥不足による紙力 ㈱クラレ製)を用いた。 1) 低下など技術的課題も多く、機械制御はシビアである。 また、 バインダー繊維は何れも芯鞘構造を有するポリエステルを 物性面では硬く締まった特性を持つことから、嵩高で柔軟性 選択したが、これは、主 体 繊 維に対する濡れ性が良く、接着 に優れる乾式不織布に比べ用途が限られている。 効果が高いことや接 着 後も芯の部分 が繊 維 形 態を有し、ソフ 一方、乾式不 織 布の製造 に使用されるエアースルードライ トな風合いが期待できることが挙げられる。なお、3種類のバイ ヤー(熱風通気方式)は、高温の乾燥空気を紙層に通して乾 ンダーを使用したのは繊度や繊維長による影響を見るためで 燥させる方式のため、通気性 の高いシートを均一に乾 燥させ ある。また、これらの繊維の諸元を表1に示す。 るのに適している。また、使用済みの乾 燥 空 気 から熱 回 収す ることによりエネルギー効率に優れ、機 械 制 御が比 較 的容易 表 1 湿 式 不 織 布 の原 料 繊 維 繊維 構造 繊度 繊維長 融点 その上、乾 燥 工 程 で自 <N801>3D5 単一 3.3dtex 5mm 260℃ 然にクレープ処理(シワ付)がなされる付 加 価 値を持つことか <4080>4D5 芯鞘 4.4dtex 5mm 110℃ ら、湿式不織布分 野への利用だけでなく、タオルペーパー等 <4080>2D5 芯鞘 2.2dtex 5mm 110℃ クレープ加工を要する紙パルプ分野への利用も期待される。 <N720>2D10 芯鞘 2.2dtex 10mm 110℃ 2)∼ 5) で適 応 範 囲が広 い利点がある。 本研究では、エアースルードライヤーを用いたポリエステル 繊維による湿式不織布の製造について検討した。その際、乾 燥工程で重要な役割を果たし、且つ製 品 物 性 に大きな影響 を与えるバインダー繊維の挙動について検討した。 (2) 湿式不織布用添加薬品 原 料 繊 維がポリエステル(PET) 100 %であることから、離解 の際の繊維のもつれを防ぐため、粘性と分散性の両方が期待 また、エアースルードライヤーを用いた場合、自 然にクレー できるポリエチレンオキサイド(PEO,住友精化㈱) を使用した。 プ処理がなされるという利 点に注目して、ティッシュペーパー また、PEOを高濃度で添加して離解を行う際、発 泡により繊 やタオルペーパーを想定したエアースルードライヤーによる木 維が浮上し不織布の地合悪化が予想されるため、消泡剤とし 材パルプ紙の製造も行い、市 販ティッシュペーパーやタオル て高級アルコール系 Em(フォームレックス SAF-55、日華化学 ペーパーとの物性比較も行った。 ㈱製)を使用した。 本研究は、「エアースルー乾燥技術開発研究」の予算で実施した。 愛媛県紙産業研究センター業績第 12 号 - 40 - 愛媛県工業系研究報告 No.42 2004 2.ポリエステル湿式不織布の抄造 4.ポリエステル湿式不織布の物性評価 3.3dtex×5mm の主体繊維と 4.4dtex ×5mm の芯鞘繊維 得られた湿式不織布を 23℃、50%(RH) の恒温恒湿室で前 (110℃mp)を標 準 離 解 機 にて離 解 後 、セミオートマチック角 処理後、各物性を次の方法で測定した。 型自動シートマシン(熊谷理機工業㈱製)で抄紙を行った。 (1) 嵩密度 なお、抄紙の際は 80mesh ワイヤー上に 200mesh ポリエステル JIS P8124 の紙のメートル坪量試験方法により坪量を求め、 ネットを予め被せておき、シート形成後、サンプルをネットごとワ KES-65 ハンディ圧縮試験機(カトーテック㈱製)にて 0.5kpa イヤーから剥がして後の乾 燥 工 程に供した。これは、ポリエス 加圧時の厚さを測定し、坪量と厚みのデータより算出した。 テル繊維の場合、パルプの水素結合のような 結びつきを持た (2) 裂断長 ず、シートのウエット強度が繊 維 同 士 の摩擦力 と繊 維 間に残 JIS L1913 の一般短繊維不織布試験法に準じて引張強さを った水の凝集力だけで支えられ、非常に脆いためである。 測定し、JIS P8113 により求めた。 なお、抄紙条件を表2に示す。 表 2 (3) 比破裂度 湿 式 不 織 布 の抄 紙 条 件 項目 JIS L1913 の一般短繊維不織布試験法に準じて破裂強さ を測定し、坪量で除して求めた。 条件 主体繊維 単一PET 3.3dtex×5mm バインダー 1 芯鞘PET 4.4dtex×5mm (4) 相対柔軟度 6) JIS L1913 の一般短繊維不織布試験法の剛軟度B法(ガー 110℃mp レ法) に準じて、試料幅 50.8mm、長さ 63.5mm で測定した。ま バインダー 配合率 20%,40%,60% バインダー 2 芯鞘PET 2.2dtex×5mm 110℃mp た、坪量による影響を少なくするため、測定値を坪量で除して バインダー 3 芯鞘PET 2.2dtex×10mm 110℃mp 100 を乗じた数値を相対柔軟度として評価した。 バインダー 配合率 40% なお、この数値が小さいほど柔軟性が高いことを示す。 (5) 相対通気抵抗率 6) 紙料濃度 0.2∼0.3% 目標坪量 60,80,100g/ m2 添加薬品 PEO(粘剤・分散剤) を測定し、坪量による影響を排すため、坪量で補正した相対 高級アルコール系Em(消泡剤) 通気抵抗率として評価した。 KES-F8API 通気性試験機(カトーテック㈱製)にて通気度 5.エアースルー乾燥による木材パルプ紙の作製 3.ポリエステル湿式不織布の乾燥 多目的不織布製造装置( 川之江造機㈱製) のエアースルー 針葉樹晒クラフトパルプ(NBKP)、及び広葉樹晒クラフトパ ドライヤーを用いて湿紙の乾燥を行った。バインダー1の湿式 ルプ(LBKP )を等量混合し、標準離解機にて濃度 1.5%(w/v) 不織布については 、坪量(60∼100g/ ㎡)とバインダー配合率 で 30, 000 回転離解後、200mesh ポリエステルネットで濾過した。 (20∼60%)の異なる湿紙を作製して各々140 ∼170℃の4水準 上記離解パルプを絶乾重量にて 30g取り、蒸留水で全量を で熱処理を行った。また、バインダー2、及び3については 、坪 300g に調整後、PFI ミル(熊谷理機工業㈱製)にて、クリアラ 量 80g/㎡、バインダー配合率 40%で同様に熱処理を行った。 ンス0.2mm、相対速度 6.0m/sec 、4, 000 回転で叩解した。 叩解後、200mesh ポリエステルネットに包んで遠心脱水し、叩解 さらに、熱風通気方式のエアースルー乾燥試料の比較対照と して、熱板圧着方式の回転 乾 燥 機 を用い、乾 燥 温 度 140℃ パルプ(500CSF) を得た。この叩解パルプを用いて、JIS P8222 で2分間の熱処理を行った。 に準じ、セミオートマチック角 型 自 動 シートマシン(熊 谷 理 機 工業㈱製)で坪量 15g/ ㎡のシートを作製し、エアースルードラ なお、乾燥条件を表3に示す。 表 3 イヤーにて湿紙乾燥を行った。 湿 式 不 織 布 の乾 燥 条 件 項目 乾燥温度は 105 ℃の一定とし、ライン速度を変えて3水準の 条件 試作を行った。また、テスト用エンボス加工機(大 昌 鉄 工 所㈱ * 【エアースルードライヤー】 乾燥温度 140,150,160,170℃ ライン速度 1m/min 乾燥時間 2min(ドラム接触時間) 風量 100 ? /min 製)との併用も行った。なお、乾燥条件を表4に示す。 表 4 木 材 パ ル プ紙 の 乾 燥 条 件 項目 条件 【エアースルードライヤー】 【回転乾燥機】 乾燥温度 105℃ 乾燥温度 140℃ ライン速度 1、3、7m/min 乾燥時間 2min 風量 50 ? /min 【テスト用エンボス加工機】 *ヒーター容量:19kw×3回路、静圧: 1000mmAq 風速: 5.6m/sec 処理温度 105℃ ドラム容積:1000mmφ×1000mm 処理速度 1m/min ワイヤー: 二重織70メッシュ、線径0.45mm、通気度20,000cc/? ・min ニップ圧 19.6kN/m 愛媛県紙産業研究センター業績第 12 号 - 41 - 愛媛県工業系研究報告 No.42 2004 られるが、坪量の増加と共に嵩密度が増えた原因については 、 結 果 と考 察 単位面積あたりのバインダー使用量が多いためと考えられる。 なお、回転乾燥機によるサンプル と比べエアースルードライ 1.エアースルー乾燥によるポリエステル湿式不織布について ヤーによるサンプルは 1.5∼2倍ほど高バルキーであった。 エアースルードライヤー(熱風通気方式)で処理した湿式不 0.2 バインダー配合率20%(w/w) バインダー配合率40%(w/w) バインダー配合率60%(w/w) 織布と従来の抄 紙 乾 燥 装 置として使 われてきた ヤンキードラ 嵩密度(g/? ) イヤー(熱板圧着方式)の小 型 試 験 機としての回転乾燥機に よるサンプルの電子顕微鏡写真(写真1)を示す。写真1より、 どちらのサンプルでもバインダー繊維の交点における溶融が 認められ 、熱融着が十分に進行しているものと推察される。 0.15 0.1 両者を比較すると回転乾燥機によるサンプル は一本一本の 繊維が直 線 基 調で平面的に折り重なっているのに対し、エア 0.05 ースルードライヤーによるサンプル は繊維が屈曲してより複雑 回 転 乾 燥 機 140℃ 150℃ 160℃ 170℃ 140℃ に交絡している様子が認められる。 この理由としては、熱板圧着方式の回転乾燥機では、熱容 乾燥温度 図1 坪量 80g/㎡の湿式不織布の嵩密度 量の大きな鉄製の缶体からの熱伝 達で急 速に熱 が加えられ 0.2 坪量60g/㎡ 坪量80g/㎡ 坪量100g/㎡ るため、シリンダーに貼り付いた瞬 間に繊維の位置 が固 定さ 嵩密度(g/? ) れて熱処理中の繊維 の動きに自由度が無いこと。他方、エア ースルーの場合、熱風による穏やかで均等な加熱が行われる 事から、熱融着が進む過程で繊 維の動きに自由度があり、そ のため熱収縮により繊維が屈曲してくることが考えられる。 0.15 0.1 エアースルーのこのような 特徴がバルキー で風合いの良い 不織布を生み、物性に影響を与えていると思われる。 0.05 回 転 乾 燥 機 140℃ 140℃ 150℃ 160℃ 170℃ 乾燥温度 図2 バインタ ゙ー配合率 40%(w/w)の湿式不織布の嵩密度 (2) 裂断長 湿式不織布 のバインダー配 合 率 ・乾 燥 温 度 と裂断 長の関 係を図3に示す。 バインダー配合率や乾 燥 温 度 の増加と共 に裂 断 長が大き くなる傾向が見られた。また、バインダー配合率と裂断長の関 係は直線的な比例関係ではなく、徐々に収束していく傾向が 見られた。これについては、バインダー による接着効果が十分 に発現する配合率があり、それ以上にバインダーを増やしても エアースルードライヤー (熱風通気方式) 写真1 回転乾燥機 強度向上への寄与率が小さくなるからと理解できる。 (熱板圧着方式) なお、高バインダー配合率による高 温 乾 燥を行った場 合、 湿式不織布の走査電子顕微鏡写真(×100) 回転乾燥機によるサンプル と同程度の強度が得られた。 8 バインダー配合率20%(w/w) バインダー配合率40%(w/w) バインダー配合率60%(w/w) (1) 嵩密度 従来の抄 紙 乾 燥 装 置として使われてきたヤンキードライヤ ーに比べ、エアースルードライヤーの乾燥品は嵩 高で柔らか い質感を持つため、バルキー 性を嵩密度により評価した。 裂断長 (Km) 2.ポリエステル湿式不織布の物性について 6 4 2 坪量 80g/㎡でバインダー配合率と乾 燥 温 度 を変えたサン プルの嵩密度を図1に、また、バインダー配合率 40%(w/w) で 坪量と乾燥温度を変えたサンプルの嵩密度を図2に示す。 回 転 乾 燥 機 140℃ 150℃ 160℃ 170℃ 140℃ 概ね、バインダー配合率や坪量の増加と共に嵩密度が増え る傾向が見られたが、乾燥温度による影響は不明瞭だった。 乾燥温度 図3 坪量 80g/㎡の湿式不織布の裂断長 これらの傾向はバインダー繊維の熱 収 縮 に起因すると考え 愛媛県紙産業研究センター業績第 12 号 0 - 42 - 愛媛県工業系研究報告 No.42 2004 (3) 比破裂度 8 湿式不 織 布のバインダー配 合 率 ・乾 燥 温 度 と比 破 裂 度 の 相対柔軟度 関係を図4に示す。 前述の裂断長と同じく、バインダー配合率や乾燥温度の増 加と共に比 破 裂 度が大きくなる傾向が見られたが、理由も同 様でバインダーの接着効果によると思われる。 坪量60g/㎡ 坪量80g/㎡ 坪量100g/㎡ 6 4 2 また測定の際、破裂に至る過程を観察した結果、回転乾燥 0 機による乾 燥 試 料は一定圧 に達した瞬 間に破れるペーパー 回 転 乾 燥 機 140℃ 150℃ 160℃ 170℃ ライクな特性を示すのに 対して、エアースルー乾 燥 試 料は破 140℃ 乾燥温度 裂度試 験 器 のゴム膜の膨らみに応じて伸びながら局 所 的 に 破断していくクロスライクな特 性を示 した。サンプルの破断箇 図6 バインタ ゙ー配合率 40%(w/w)の湿式不織布の相対柔軟度 所は繊 維 自 体と繊 維 間 接 着 部 の2カ所あるが、回 転 乾燥機 による乾燥試料は両者がほぼ同時に破断すると考えられるの (5) 相対通気抵抗率 に対し、エアースルー乾 燥 試 料は接 着 部の伸長・破 断が先 行した後、遅れて繊維の破断が生じているためと考えられる。 比破裂度(kPa/g/㎡) 12 湿 式 不 織 布のバインダー配合率・乾 燥 温 度 と相対通気抵 抗率の関係を図7に示す。 一般的に、バインダー配 合 率 が増えるほど硬く締まって隙 バインダー配合率20%(w/w) バインダー配合率40%(w/w) バインダー配合率60%(w/w) 間の少ないウェブになるため通気抵抗が増すと考えられるが、 実際にはバインダー 配合率 40%(w/w)を頂点とする山型の依 8 存性を示した。そこで、図8のような模式図を考えてみた。 芯 鞘 構 造 のバインダーを使用 した場 合、溶けた鞘 部 分は 4 接着交点に移動してアヒル の水かきのような 形態で留まる。鞘 部分が溶けた後は一回り細い芯の部分が表れるが、溶ける前 0 より繊維間の隙間が大きくなるので通気性が増すと考えられる。 回 転 乾 燥 機 140℃ 150℃ 160℃ 170℃ 140℃ しかし、これは熱収縮を考慮に入れてない場合であり、実際に 乾燥温度 はバインダー増加に伴う熱 収 縮(繊維間の空 隙 減 少 )の影響 図4 坪量 80g/㎡の湿式不織布の比破裂度 も大きくなるため、両者の兼ね 合いで通 気 性が左右されるの ではないかと考えられる。 (4) 相対柔軟度 軟度の関係を図 5、図6に示す。なお、この数値が小さいほど 柔らかいことを示す。 バインダー配合率や 坪量の増加 と共に剛性 が増す傾 向が 見られたが、乾 燥 温 度 との関 係は不 明 瞭だった。また、相対 柔軟度と嵩 密 度との間に相関性が見られることから相対柔軟 度に影響を与える要因として繊維の接着交点の数が考えられ る。バインダー配合率や坪量が大きいほど熱収縮の影響を受 相対通気抵抗率(%) 0.08 湿式不織布のバインダー配合率・坪量・乾燥温度 と相対柔 バインダー配合率20%(w/w) バインダー配合率40%(w/w) バインダー配合率60%(w/w) 0.06 0.04 回 転 乾 燥 機 140℃ 150℃ 160℃ 170℃ 140℃ け易く、嵩密度が増すことは 先に述べたが、嵩密度の増加に 応じて繊維間距離が縮まり、接着交点が増えてウェブの骨格 乾燥温度 図7 坪量 80g/㎡の湿式不織布の相対通気性 をより強固なものにし、剛性が増すと考えられる。 相対柔軟度 8 バインダー配合率20%(w/w) バインダー配合率40%(w/w) バインダー配合率60%(w/w) 6 4 2 0 回 転 乾 燥 機 140℃ 150℃ 160℃ 170℃ 140℃ 図5 溶融前のバインダー繊維 乾燥温度 坪量 80g/㎡の湿式不織布の相対柔軟度 愛媛県紙産業研究センター業績第 12 号 熱融着後のバインダー繊維 図8 芯鞘バインダー繊維の溶融模式図 - 43 - 愛媛県工業系研究報告 No.42 2004 3.バインダー繊維の繊度や繊維長による影響について そこで、市販タオルペーパー(坪量 22g/ ㎡、1枚)のデータ バインダーの繊度や繊維長を変えた場合の影響を調べるた と比較したところ、ほぼ同レベルの引 張 強さと柔らかさ(硬さ) め、繊度や 繊 維 長の相 異なる三種類 のバインダー繊 維を使 を持っていることが 分かった。(しかし、エアースルーによるサン 用したサンプル (坪量 80g/ ㎡、バインダー配合率 40%(w/w)) プルは坪量 15g/ ㎡の2枚重ねであるため、坪量 22g/㎡のタオ の裂断長と比破裂度を図9、図 10 に示す。 ルペーパー 1枚と比べるとより柔らかくなっている) バインダー繊維の径・長さとも、湿式不織布の強度に影響を エアースルーで柔らかさを追求する際には、良質なパルプの 与えているのが分かる。バインダー繊維は細くて長い方が強 選択、又は叩 解 処 理 や 坪 量の調 整、そして エアースルー乾 度面では有 利である。これは繊維径 が細 いほど接 着 交 点 が 燥時の風量の低減などを検討すれば良いが、ウェットクレープ 増え、繊維長が長いほどより多くの繊維と交絡するためウェブ の基本特性を考えればティッシュ(フェイシャルティッシュ)レベ 全体の強度が上がると理解できる。 ルの柔らかさを要する商品には不向きだといえる。 ルペーパー 等への用途には有望ではないかと思われる。 30 4 引張強さ 3 2 500 400 柔らかさ(mN/100mm) 柔らかさ 20 140℃ 150℃ 160℃ 引張強さ(N) 裂断長(Km) しかし、適度な柔らかさ(硬さ)と厚み感を持つことから、タオ 4.4dtex×5mm 2.2dtex×5mm 2.2dtex×10mm 5 170℃ 300 200 10 乾燥温度 100 図9 三種類のバインダーによる裂断長の比較 0 ー パ ゚ー ルヘ MD タオ ュ ッシ D C ティ ュ ッシ ティ ス ボ 7 ン エ ー ル ス 3 ア エ ー ル ス 1 ア エ ー ル ス ア エ 比破裂度(kPa/g/㎡) 0 4.4dtex×5mm 2.2dtex×5mm 2.2dtex×10mm 8 6 図11 木材パルプ紙の引張強さと柔らかさ 4 2 ま と め 140℃ 150℃ 160℃ 170℃ 乾燥温度 従来の湿式不織布は硬くペーパーライクな風合いを持つこ 図10 三種類のバインダーによる比破裂度の比較 とから用途が限定され、柔軟でクロスライクな乾式不織布に対 し、シェアーにおいて大きく水をあけられていたが、エアースル 4.エアースルー乾燥による木材パルプ紙の物性について ードライヤーを使用した場合、湿 式 特 有 の硬い質感が改 善さ ライン速度1、3、7m/min (乾燥時間 120、40、17 秒)でエア れた。また、木材パルプ紙の製造においては、クレープを加え ースルードライヤーにより乾 燥を行った木材パ ル プ紙(坪 量 られる付 加 価 値を有しながら、硬さと厚み感を併せ持つ利点 15g/㎡)と市販ティッシュペーパー(坪量 13g/ ㎡)の引張強さ、 を生かしてタオルペーパー等への利用が期待できる。 及び柔らかさを図 11 に示す。共に2枚重ねの状態で測定した 1.ポリエステル湿式不織布をエアースルー乾燥により熱融着 データである。 させた場合、熱処理中の繊維の動きに自由度があるため、熱 市販ティッシュに比べ、エアースルーによるサンプルは 20 倍 収縮 による繊 維の屈曲 が生じ、従 来 法 に比べてバルキー で ほど強く、硬い結果となり、ライン速度 ( 乾燥時間) による影響 柔らかい不織布が得られた。 は認められなかった。また、ライン速度1m/min のサンプルに 2.エアースルー乾燥によるポリエステル湿 式 不 織 布では、バ エンボス加工を施してみたが、若干手触りが良くなったものの インダー繊維の使い方が物性に大きな影響を与えるため、接 硬い質感に変化はなかった。これらの結果は主にクレープ処 着交点を増やす条件を整えれば従来法により抄造したサンプ 理の違いから生じたものと推定される。 ルに近い強度が確保できることがわかった。 市販ティッシュは乾燥後、ドクターブレードによりクレープを 3.バインダー繊 維の繊度や 繊 維 長も湿 式 不 織 布の物性に 付けるドライクレープ方式であるのに対し、エアースルーでは 影響を与える。バインダー繊 維が細く、長いほど強度 面では 湿紙の状態でクレープを付けるウェットクレープの類に属する。 有利に働くことがわかった。 一般的にウェットクレープはドライに比べて硬く厚み感があり、 4.エアースルー乾燥により製造した木材パルプ紙は市販ティ 7) 業務用タオルペーパーなどに採用されている。 愛媛県紙産業研究センター業績第 12 号 ッシュペーパーに比べ、20 倍ほど引張強さが大きく硬い質感 - 44 - 愛媛県工業系研究報告 No.42 2004 を持つことがわかった。柔らかさを第一に求める用途には不向 きと思われるが、エアースルー乾燥品の独特の質感やウェット 336、64-68、( 200 2). 3) Alfred Watzl:不織布および 製 紙 業 用における通 気 乾 燥 クレープ固有 の厚み感を持っており、タオルペーパー等への (Through Drying )の最近 の考え方(No.2) 、不 織 布 情 報、 利用が有望である。 337、31-37、(2002). 4) Alfred Watzl:不織布および 製 紙 業 用における通 気 乾 燥 文 (Through Drying )の最近 の考え方(No.3) 、不 織 布 情 報、 献 338、39-43、(2002). 5)斉藤竜太郎: 化繊紙研究会誌、12、21-26(19 73). 1)豊島節夫: 湿 式 不 織 布のウェットフォーミングとボンディング 6)宮地亀好、松本博、上野愛理: 再生 PET 繊維等による乾式 技術の動向、繊維学会誌、45-9、389-393(1989). 不織布の試作研究、機能紙研究会誌、31、29-37 2)Alfred Watzl : 不 織 布および 製 紙 業 用 における通 気 乾 燥 7)大王製紙㈱/家庭紙開発部: 特殊機能紙 2001、 ( 紙業タ (Through Drying )の最近 の考え方(No.1) 、不 織 布 情 報、 愛媛県紙産業研究センター業績第 12 号 - 45 - イムス社) 、811-816( 2001) .
© Copyright 2026 Paperzz