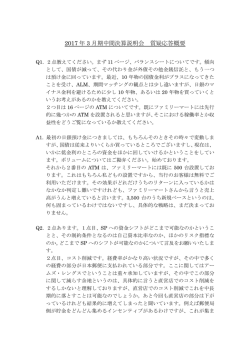
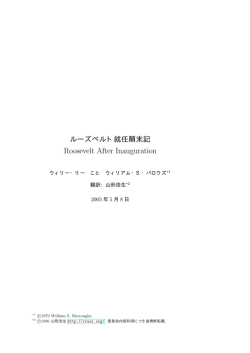
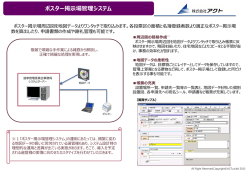
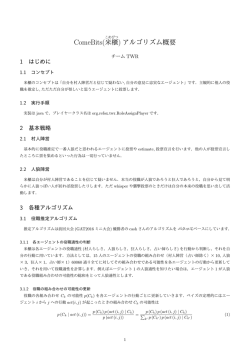
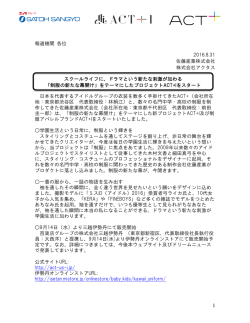
特願 2007-41527 電子シリンダ注油器(EDL)開発技術資料 YAMASHINA SEIKI CO., LTD. 山科精器株式会社 SHIGA JAPAN (油技報)経済的な電子タイミングシリンダー注油器の開発 2007年3月 山科精器㈱油機事業部 1. はじめに 近年、海上大気汚染防止法の発効により舶用機関の電子制御化が進み、新型2サイクル 機関では排気弁カム軸が消えたことから、これまでの機械式シリンダータイミング注油器 に代わる電子タイミング注油器またはSIP潤滑方式が採用されている。それと同時に、 近年シリンダー潤滑の添加剤高騰により、シリンダー潤滑油の減量化を目的としたシリン ダー潤滑方式の変更・改良も目白押しである。 舶用4サイクル機関においても、潤滑目的だけでなく、燃料油に含まれるサルファーな どに起因するシリンダーライナーの腐食磨耗を防止する目的で、シリンダーライナーの側 面からアルカリ価の高いシリンダー潤滑油を注油している場合がある。 従来の4サイクル機関のシリンダー注油では、一般的にピストン位置とは無関係にラン ダム注油をしている。従って、中和または潤滑に有効に使用されない潤滑油が多く存在し、 そのことがシリンダー注油量の減量化を阻んでいる。タイミング注油によるシリンダー注 油量の減量化は、ランニングコストの削減だけでなく、やがて規制対象となるPM排出量 の削減にもいくらか寄与するものと思われる。 しかしながら、これまでに実用化されている電子タイミング注油器は、何れもシステム が大掛かりでイニシャルコストが嵩むために、出力のさほど大きくない(潤滑油消費量が 多くない)4サイクル機関や小型2サイクル機関ではその採用が難しいのが実態である。 2. 2サイクル機関で実用化されている電子タイミング注油 現在低速2サイクル機関で実用化されている電子タイミング注油には、B&W社のαシ リンダー注油システムと三菱UEのECL注油システム、DUのパルスジェット注油シス テム、フォーゲル社のCLU4などあるが、何れも二重化された潤滑専用の油圧ポンプシ ステムを必要とするコモンレール式の注油システムであるが故に、出力の小さな機関ほど 潤滑システムとしての油圧ポンプシステムの占める割合がスペース的にもコスト的にも大 きく占め、大掛かりなものとなっている。また繊細な電磁弁を使用しているため、シリン ダー潤滑油に混在する異物除去のフィルターリングも従来のようには行かない。 3. EDL電子タイミング注油 今回開発したEDL(Electro magnetic Direct Lubricator)タイミングシリンダー注油 システムは、先に述べた電子タイミング注油システムに必要不可欠な油圧ポンプユニット を必要としない独立分散型注油システムである。更に可動部に繊細な要素を廃したことに より、従来の機械式タイミング注油器と同レベルのフィルターリングとヘッドタンクで使 1 用できる。唯一コモンレールと言えば、各注油器への供給電源である。 この注油システムは、二重化された油圧ポンプユニットを使用したコモンレール式に比 べ格段に低コスト・省エネである。そもそも油圧ポンプは仕事をなさない時にも、設定圧 力で油を循環させている(仕事をしている)のに対して、EDLの場合、その駆動源は各々 の注油器に内装されており、注油の一瞬だけ僅かな電力を消費して仕事をするため、エネ ルギー使用効率が極めて高い。 しかも、潤滑システム構築の際に必要な油圧システムの二重化に比べれば、電源の二重 化はコスト的にもスペース的にも比較にならないほど少なく済む。まさに小型機関に適し た潤滑システムである。 3.1 EDL注油システムの構成 EDL注油システムは、ヘッドタンク及びフィルター、各気筒に独立配置した複数のE DLポンプ、クランク軸の角度信号(またはクランク角度検出器)、機関出力信号(または 燃料調整棒位置検出器) 、集中コントローラ(場合によっては二重化CPU)とEDL電源 ユニット(場合によっては二重化電源)、設定表示パネルからなる。 シリンダー潤滑をEDLシステムのみで(他の注油システムと併用する場合を除いて) 行なう場合、例えば1気筒当り4口の注油口がある場合、1気筒当り2台のEDLを用意 し、各々のEDLから対向する2口の注油口に供給する構成が良い。この場合、何れか1 台のポンプが故障しても残る1台のポンプでバックアップ出来るからである。同様に各セ ンサーをはじめ電源回路や集中コントローラも二重化する必要がある。 2 3.2 EDL 注油ポンプの構造 EDL注油ポンプは、従来の機械式と同様、定容積吐出型プランジャーポンプである。 ポンプ本体に吐出完了タイミングを知る上で必要となるプランジャー作動端位置センサー をはじめ、高速電磁駆動制御回路と保護回路・電源回路等が一体に組み込まれているため、 集中コントローラからは、直流電源と僅かな点数の入出力信号をコネクター接続するだけ で簡単に制御が可能である。また、各ポンプとの通信にはハンドシェィク方式を採用して おり確実に制御や状態把握が出来る。 3 3.3 作動原理 EDL注油ポンプはコントローラから開始(ACT)信号を受けると、直ちにソレノイドコイ ルを励磁するが、電流はコイルインダクタンスで決まる時定数(指数関数)を持って増加 するため、復帰バネ力を上回る吸引力に達するまでに若干の時間を要し、この間電磁プラ ンジャーは見かけ上停止したままとなる。 磁界の強さは電流に比例し、その吸引力は磁界の強さの二乗に比例する(隙間の二乗に 反比例して吸引力が増す)ことから、一旦この釣り合いが逆転し電磁プランジャーが吸着 側に動き始めると、加速度的に吸引力が増し給油口を閉じるまでに短時間で加速される。 その時インダクタンスの急激な変化による電流減少という過渡現象も生じるが、電磁プラ ンジャーは加速を続け吐出プランジャーを介して潤滑油を吐出しながら吸着面に接近する。 同時に電磁プランジャーが吸着面に着床する前から慣性力を有した油が吸着面のクッシ ョンポケット内に逆流入することから、油の粘性シール効果と相まって静かに着床する。 また、磁束密度が隙間の二乗に比例して増大することを利用して、磁束密度の上昇にて 着床(0.5mm 以下)を確認し、励磁電流を遮断すると同時にコントローラに完了(FIN)信号を 出力し、コントローラの開始(ACT)信号がオフになるまで状態を保持する。何らかの原因で 終端まで着床出来なかったり、復帰バネの損傷等でプランジャーが戻りきらなかった場合 には、完了(FIN)信号の代わりに異常(ALM)信号を出力する。異常(ALM)信号の場合も同様コ ントローラが異常を認知し開始(ACT)信号をオフするまで状態を保持する。配線簡略化のた め、EDLの電源は動力電源のみとなっているため、開始(ACT)信号出力後、50msec 経過し ても完了(FIN)信号または異常(ALM)信号の何れもがオンしない場合、コントローラ側にて 電源(通信)異常とする。また、開始(ACT)信号をオフしても異常(ALM)信号がオフしない 場合には、コントローラ側にて過熱異常と判断する。 4 3.4 注油器仕様 (4サイクル仕様) 3.5 供給電源 300VDC2A(電源ユニット入力 200VAC3φ) 平均消費電力 4.5W(瞬時最大 203W) 許容最大吐出頻度 180cpm 平均連続吐出頻度 80cpm 本体温度上昇 11℃ 使用周囲環境温度 0∼65℃ 電気応答遅れ時間 17msec 機械動作時間 5msec 最大(内吐出時間 3msec 最大) 完了出力応答時間 0.5msec 以下 最大吐出圧力 10MPa 標準吐出油量 0.03cc 最小吐出油量 0.015cc 最大吐出油量 0.04cc 最大吐出口数 4max 油出口接続 RC1/8 電源・信号接続 WEB 型ワンタッチ防水コネクター(DDK) 推奨接続ケーブル (日立電線)RBT2-F(SB)-0.5SQ4P 吐出開始入力(ACT) 10mADC 電流入力 吐出完了出力(FIN) フォトカプラー絶縁 Tr 出力 吐出異常出力(ALM) フォトカプラー絶縁 Tr 出力 電子タイミング制御と油量制御 電子タイミング注油も、基本的には機械式カムをそのまま電子カム(クランク軸角度) に置き換えればよい。通常機械式の場合、時間遅れは流体の遅れさえ見ていれば良かった。 しかしながら例えばEDLの場合、機関が如何なる回転数のときも吐出時間は一定で短い 為(2msec 程度)、回転数が低ければ低いほど注油区間が狭まることに注意すべきである。注 油区間に広がりを持たせるためには注油する度に指令カム位相を前後させて振り分ければ よい。何れにしても、電子カムには特有の動作時間遅れ要素があるため、機械式カムのよ うに固定では対応できない。 EDLタイミング注油に於ける油の流れは非定常流となり、油の粗密波(圧力波)とし て音速で末端まで伝播する。従って、ポンプ圧送後末端に吐出されるまでの伝播遅れ時間 は、潤滑油の比重量、潤滑油の体積弾性係数、配管の径と肉厚・長さ及び配管材の体積弾 性係数によって推定できるが、一般に数ミリ秒以下と短く、周囲環境等の変化は無視して よい。(圧肉鋼管の場合、圧力 5MPa 時の伝播速度は、60∼20℃の温度範囲で凡そ 1250∼ 5 1370m/sec の速さである。 ) 他方、EDL注油ポンプの応答時間は比較的長く、従って周囲温度の影響等によるドリ フトも大きくなることから、注油開始指令を出力してから注油完了信号が戻ってくるまで の時間遅れを常時計測する必要がある。この直近に実測したポンプの応答遅れ時間に、予 め計算により求めた配管長さによる遅れ時間を加えた時間が吐出遅れ時間(Td)である。 このように吐出遅れ時間が存在するため、運転中の機関において目標クランク角度で潤 滑油を吐出するためには、進相角度(θ)(=クランク角速度(ω)×総合遅れ時間(Td))だけ早 めに開始指令を出す必要がある。ところがエンジンの回転は一定でなく、一回転中でも角 速度は微妙に変動している。従って、クランク角センサーの検出パルス周期から常にクラ ンクの角速度を測定更新し、同時に指令角度を進相補正しておく必要がある。当然、機関 が逆回転する場合、目標角度も異なるし進相角度も正負逆になる。 また、EDLの場合ピンポイント高速注油であるため、特に低速運転時に第1∼4(5) ピストンリングに万遍なく注油する場合、回転数に応じて注油範囲をカバーするよう注油 ポイントを交互に変化させる制御を行なう。 一方、必要潤滑油量は一般に注油率(g/PS/h)で示されるように出力に依存して変化させ る必要がある。それには、回転数だけでなく運転状況(燃料調整棒の位置若しくはアクセ ル信号)によっても注油率を可変する必要がある。ところが、EDL注油器は注油器全体 の吐出量の一括手動調整は可能だが、基本的に定容積型のポンプである。従って注油率は 1回/1回転∼1回/10回転と言うように間欠運転により 100∼10%と注油率を変える。 4.EDL注油システムの解析 これまで、流体力学や電磁気学など理論的な裏付けを基にEDL注油ポンプの仕様決め を行い開発・設計に当たってきたが、最終目的はEDL注油システムによるピンポイント 注油(短い時間で正確に注油すること)である。そのためには、実際に即した配管で注油 棒の出口から切れの良い潤滑油の吐出の可否が全てであると言っても過言ではない。その ためには注油棒まで含めた解析が必要であると同時に、タイムラグを補償しようとする学 習制御の有効性や、高速処理の有効性確認も必要である。 4.1 圧力伝播時間と吐出状態 図 4.1 は、1回1口当りの吐出量を 0.025cc に設定したEDLポンプの出口から、鋼管(外 径 6mm 内径 2.8mm 長さ 3m)を用いて、 注油棒入口(啓開圧 0.6MPa)まで接続し、注油棒先端(ノ ズル径φ2)から、潤滑油(Mobilgard M430)を 120 回/分の頻度で噴出させたときの圧力波 形である。このデータにはEDL出口付近の圧力と注油棒入口付近の圧力以外に、開始信 号(ACT)及び完了信号(FIN)が記録されている。 この図の横軸は 5msec/Div の升目で、縦軸の圧力は 0.5MPa/Div だが、信号のレベルは特 に意味が無い。この図では開始指令(ACT)オン後、約 19msec 経過してから一次側の圧力が 6 上昇を開始し、その後 2msec で圧力上昇が頂点に達し、直後から圧力下降に転じている。 一方、一次側の圧力が頂点に達すると同時に完了信号が出力されていることがわかる。 二次側の圧力は一次側の圧力上昇から約 2.3msec 程遅れて上昇している。これは正に3m の管内を圧力が音速(1300m/sec)で伝わっていると言える。尚、二次側の圧力は一次側の圧 力が上昇している間上昇し、上昇速度が緩やかになった頃から下降に転じ、吐出プランジ ャーが着床した頃には啓開圧付近まで圧力降下(この間約 2.3msec)していることから、注油 棒出口ノズルの開口面積が理想的であることを示しており、事実切れの良い吐出が行なわ れている。 開始ACT信号 完了FIN信号 二次側圧力 一次側圧力 (図4.1) (試験風景) 二次側圧力センサー 吐出期間(角度) 測定装置 EDL注油器 一次側圧力センサー 7 4.2 吐出タイミングと吐出期間 下図は、実際の機関を模した評価装置の一つである。機関のクランク軸に相当する回転 (電気駆動)軸上に、1度単位で区切られたオイルポットを全周に持つ円盤を取り付け、 更にその軸上にクランク軸角度センサーに相当する回転エンコーダーを取り付けたもので ある。オイルポットのピッチ円周上にテスト用注油ノズルを固定し、目標角度で潤滑油を 吐出した場合に、何度のバラツキで何度の区間内に注油されるかを観測する装置である。 この実験装置は、先に述べた学習制御方法により制御しているが、制御装置の時計能力 の制限から 250rpm 回転時に最大 1.5 度のバラツキが発生するため、1.5 度以下のバラツキ 評価は出来ない。(専用の制御装置を設計すれば 0.5 度以内の制御は可能) (測定評価装置) 角度エンコーダー オイルポット円盤 (1度単位) 二次側圧力センサー テスト用注油ノズル 60rpm時の注油状態(吐出遅延時間2msec設定) 注油指令角度+1度 にも僅か痕跡有り 注油指令角度(赤印) の位置に集中 8 120rpm時の注油状態(吐出遅延時間2msec設定) 注油指令角度(赤印) 及び+1度の2度範 囲に均等に注油され ている 250rpm時の注油状態(吐出遅延時間2msec設定) 注油指令角度(赤印) 及び+2度の範囲に 注油されている この辺りの汚れは上 下の仕切りに付着し た油が飛散したもの 二次側圧力上昇時間2.3msec が吐出期間であると仮定すると、250rpmの回転速 度では3.45度(2.3msec×1.5度/msec)となり、実測注油区間3度と近似してい ることから、切れの良い噴射に於ける吐出期間評価は二次圧力上昇時間から推察できるこ とがわかる。 また、今回の実験で、学習制御によるタイミング注油がクランク軸1度以内の誤差で有 効に機能すること、及び注油棒は複雑な燃料噴射弁構造をとらなくても、ノズルの最適設 計により、一般的な鋼球による逆止弁でも3msec 以内のかなり限定された期間内でのピン ポイント注油が可能なことがわかる。 9 5.2サイクル機関への適用 EDL注油システムは、基本的に従来の機械式タイミング注油器と同じ機械構成である。 そのため、従来の機械式タイミング注油器をそのままに新たに付加する場合、現行のヘッ ドタンクも使用できるし新たな油圧ポンプユニットの設置が不要なため、改造が容易で費 用も少なく済む。これまで大型機関のα注油システムへの改造は多く実施されてきたが、 小型機関の場合、コスト削減効果が少ないにも拘らず大型並みの初期費用が必要であるた め未だに実施されていない。そこで、これまで改造されていない35以下の機関を対象に したEDL注油ポンプを開発中である。 レトロフィットの場合、元々ある機械式タイミング注油器をバックアップ用として残し ておけば、EDL注油システムの二重化は不要となり、更にコストダウンが可能になる。 6.おわりに 近年、国内舶用エンジンメーカは、自社エンジンに関する独自の潤滑システムを開発し 展開しているが、世界で圧倒的シェアを誇るB&W型2サイクルエンジンに関してはライ センシー契約による制約も有り、オリジナルの高価なαシステムを採用せざるを得ないの が実態であろう。しかし今後、国内外のレトロフィット船でEDLの実績を積み重ねてい けば、B&W社も小型エンジンのシリンダー注油システムについては、圧倒的にコストパ ーフォーマンスの高いEDL注油システムを追認せざるを得なくなる可能性はある。一方、 大型建造船の多くが中国、韓国に流れている中にあって、国内では中小型船の建造が盛ん である。そのことは、国内に多くのEDL需要があるわけで、国産のEDLにて我国造船 業の差別化の一助となれることを期待したい。 10
© Copyright 2026 Paperzz