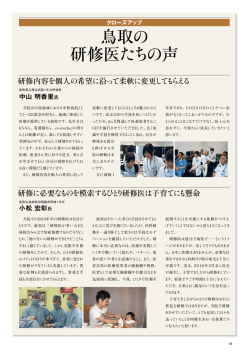
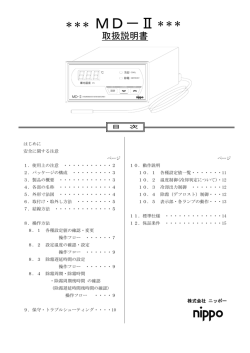
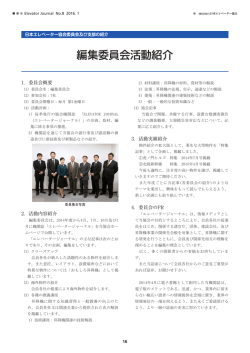
クローズアップ スポット溶接条件の諸因子が 溶接品質に及ぼす影響 −ステンレス鋼製車両− (社)日本溶接協会 車両部会 車両用薄板溶接施工委員会・ステンレス鋼溶接研究委員会 * 化,耐食性ならびにメンテナンスフリー化の効果が大き 1 はじめに いアルミニウム合金製,ステンレス鋼製に二極化されて 鉄道車両の車体を構成する構造部分を構体と称してい いる。 る。構体の材質は主に鋼,アルミニウム合金,ステンレ とくにステンレス鋼は外板として意匠性を持ち,無塗 ス鋼の3種類であるが,近年製造されている車両は軽量 装化が図れることから,通勤用車両の多くに採用されて いる。ステンレス鋼製車両(以下ステンレス車両という) 表1 SUS301LおよびSUS304の機械的性質 SUS304 テンレス鋼が用いられている。そのステンレス鋼は耐食 耐力 2 N/mm 引張強さ 2 N/mm 伸び % 鉄道車両用記号 (参考) − 215以上 550以上 45以上 SUS301L−LT SUS301LとSUS304の2種類である。表1にこれらの機 1 H 4 345以上 690以上 40以上 SUS301L−DLT 械的性質を示す。ステンレス鋼は熱伝導率がきわめて小 1 H 2 410以上 760以上 35以上 SUS301L−ST 3 H 4 480以上 820以上 25以上 SUS301L−MT 主接合方法として用いている。図1にステンレス車両の H 685以上 930以上 20以上 SUS301L−HT 主な構体構造例を示す。 205以上 520以上 40以上 SUS304 種類の記号 記号 SUS301L は台枠の一部を除き他の構造部材や外板などすべてにス 性が高く,塑性加工に適しているオーステナイト系の さいため,溶接時の熱影響で歪の発生も大きくなること から,外板と骨組や外板同士の接合にはスポット溶接を 社団法人日本溶接協会車両部会の車両用薄板溶接施 *現在は,鉄・SUS車体溶接研究委員会に統合 図1 ステンレス車両の主な構体構造例 68 溶 接 技 術 表2 溶接継手の種別と継手形状 ※種別1は,側外板+骨組のスポット溶接を想定。 ※種別2は,出入口フレーム+側外板+骨組のスポット溶接を想定。 ※種別3は,骨組+骨組+側外板+側外板のスポット溶接を想定。 工研究委員会とステンレス鋼溶接研究委員会では合同 で,より歪が少なく安定した品質となるスポット溶接を 行うため, 「ステンレス車両側外板スポット溶接施工に 関する調査結果」をまとめたところ,施工の要となる溶 2 試験片製作条件 表2に溶接継手の材質と板厚組合せによる種別とその 継手形状を示し,以下に製作要領を述べる。 接条件は,それまでの各社の選定思想,ノウハウ,設備 供試材の寸法は125mm×40mmとし,各社担当する板 等により差異が見られた。近年,委員会を構成する各社 厚組合せに対し,各社が使用している溶接機を使用し, の委員が代替わりする傾向にあり,これまでの技術資産 ナゲット径が社団法人日本鉄道車輌工業会規格JRIS の伝承という点から,スポット溶接条件選定過程におけ W0161(鉄道車両−作業標準−:ステンレス鋼材のスポ る溶接条件の諸因子が溶接品質に及ぼす影響について再 ット溶接)規定最低値+1mm以内となるよう標準条件 認識すべき,との声が上がり「溶接条件の諸因子が溶接 を選定した後,「加圧力」,「溶接電流」,「通電時間」, 品質に及ぼす影響調査」を実施する運びとなり,今回は その結果について報告する。 2006年12月号 「電極先端形状」 , 「冷却時間」について,各数値を決め られた幅で変動させ,単点試験片を製作した。表3に詳 69 クローズアップ 表3 継手変動因子 継手種別1 変 動 因 子 加圧力 (kN) 溶接電流 (kA) 継手種別2,3 通電時間 (cyc) 電極形状 (mm) 標準 標準 標準 標準 冷却時間 (cyc) 標準 標準 標準 標準 標準 標準 標準 標準 標準 +2 −2 −2 −1 −1 標準 電極形状 (mm) +1 +1 +2 溶 接 電 流 通電時間 (cyc) −1 −1 標準 溶接電流 (kA) −2 −2 加 圧 力 加圧力 (kN) 標準 標準 標準 標準 標準 +1 +1 +2 +2 −10 −10 通 電 時 間 −5 −5 標準 標準 標準 標準 標準 標準 標準 +5 +5 +10 +10 −50R(−60R) −50R 電 極 形 状 −25R(−30R) −25R 標準 標準 標準 標準 標準 標準 標準 標準 標準 +25R +25R(+50R) +50R +50R(+75R) −4 冷 却 時 間 −2 標準 標準 標準 標準 標準 +2 +4 *1社のみ( )内の電極形状 細を示す。なお,種別1についてはA社が製作した継手 ばらつき(%)= 引張せん断荷重の最大値,最小値−平均引張せん断荷重 をB社にて試験した。種別2と種別3については各社が 製作と試験の両方を実施した。 3 継手試験方法 以下の試験項目に対し,変動因子ごとに計測,記録を 行った。 (1)外観試験(平滑度試験) 割れ,ピット,表散りの有無を確認し記録する。また, 平均引張せん断荷重 ×100 (3)断面マクロ試験 JIS Z 3139(スポット溶接継手の断面試験方法)に基 づいて断面マクロ試験を行う。ナゲット径,溶込み深さ および内部欠陥率を計測,記録する。n数は変動因子ご とに3とし,平均値を算出する。 (4)硬さ試験 JIS Z 2244(ビッカース硬さ試験−試験方法)に基づ 平滑度試験を行い,記録する。n数は変動因子ごとに13 いてビッカース硬さ試験を行う。試験力9.8N,測定ピッ とし,平均値を算出する。 チ0.4mmとし,電流を変動因子とした断面マクロ試験片 (2)引張せん断試験 JIS Z 3136(抵抗スポット及びプロジェクション溶接 継手のせん断試験に対する試験片寸法及び試験方法)に 基づいて引張せん断試験を行う。種別2および種別3の 試験片における荷重負担は,それぞれ上板と中板,中板 2枚とする。n数は変動因子ごとに10とし,平均値とば の標準条件,最大電流および最小電流の3片について計 測,記録する。図2(以下,次ページ)に継手種別ごと の計測位置を太線で示す。 4 溶接継手製作結果 表4に各社が使用した溶接機と標準条件を示す。 らつきを算出する。なお,ばらつきの算出には次式を用 いる。 70 溶 接 技 術 した。また,中散りが発生した試験片では引張せん断荷 5 継手試験結果 重が低下し,ばらつきも大きくなった。 表5∼8に結果の一例として,種別2(3枚重ね)に (3)断面マクロ試験 おける結果詳細を示す。 標準条件の試験片では規定されたナゲット径,溶込み (1)外観試験(平滑度試験) 率,許容内部欠陥率を満足した。引張せん断試験と同様 いずれの試験片においても割れ・ピット・表散りはな に溶接電流の大小が引張せん断荷重に最も大きく影響し かった。平滑度試験では電極先端半径が大きくなると, た。また,中散りが発生した試験片では内部欠陥率が許 圧痕深さが小さくなった。溶接電流が大きい場合は圧痕 容値を超え,ナゲット径および溶込み率も低下した。 が深く,中散りが発生する条件では極端に深くなってい (4)硬さ試験 る。 いずれの試験片においても異常な硬度上昇等は見られ また,種別1の場合,HT側の圧痕が深かったので, なかった。全般的にコロナボンド部で若干の硬度上昇が 材料の上下を入替て追加実験を行ったが,HT側の圧痕 見受けられる。 が深い傾向に変化はなかった。 6 まとめ (2)引張せん断試験 ナゲットが形成されていない継手以外はすべて規定さ 変動因子が平滑度試験,引張せん断試験,断面マクロ れた最小引張せん断荷重を満足した。変動因子の中では 試験,硬さ試験結果に与える影響について,以下に概括 溶接電流の大小が引張せん断荷重にもっとも大きく影響 を記す。 平滑度試験において圧痕深さを小さくするには,電極 先端半径を大きくするとよい。平滑度を要求される部位 には先端半径が大きいものもしくはフラットな電極を使 用することが有効であることを示している。 引張せん断荷重とナゲット径には正の相関があり,こ れらを大きくするには,溶接電流および通電時間を大き くするとよい。溶接電流の大小が最も影響するが,通電 時間については一定値をこえると増加が鈍化する。ただ し,溶接電流が大きくなりすぎると中散りが発生するた め注意が必要である。中散りが発生する溶接条件では, 外観,引張せん断,断面マクロ試験のすべてに悪い影響 があるので,多少溶接条件が上下しても中散りの出にく い条件を選ぶことが重要である。 図2 硬さ計測位置 表4 溶接機と標準条件 継 手 種 別 製作 溶接機 加圧力 (kN) 電極形状 (mm) スクイズ (cyc) 溶接 電流① (kA) 通電 時間① (cyc) 冷却時間 (cyc) 溶接 電流② (kA) 通電 時間② (cyc) ホールド 時間 (cyc) 1 A社 直流インバータ Cガン・ エア加圧タイプ 6.9 75 60 6.5 20 − − − 60 C社 単相交流 ポータブル機 8.0 100 70 7.2 6 5 7.2 30 70 D社 単相整流 定置式 7.5 100 70 6.0 5 5 6.0 30 70 E社 直流インバータ 定置式 7.5 100 70 5.0 5 5 5.0 18×2 70 F社 インバータ NCダイレクト スポット 9.0 75 80 8.4 18.5 − − − 80 2 3 2006年12月号 71 クローズアップ 表5 外観試験および引張せん断試験結果 72 溶 接 技 術 表6 断面マクロ試験結果 2006年12月号 73 クローズアップ 表7 断面マクロ写真 74 溶 接 技 術 表8 硬さ試験結果 表9 試験協力者 委員長 幹 事 所 属 宮本 勉 近畿車輛㈱ 北野 嘉男 東急車輌製造㈱ *内田 博行 東急車輌製造㈱ では溶接機形態が異なること(定置式とNCダイレクト スポット),標準条件が大きく異なる(通電回数,溶接 木下征一郎 近畿車輛㈱ *越知 誠 近畿車輛㈱ *岩木 俊一 東急車輌製造㈱ *丸谷 武央 川崎重工業㈱ *荒木 純 新日鐵住金ステンレス㈱ *大塚 陽介 東急車輌製造㈱ *側垣 正 東急車輌製造㈱ 駒形 敏昭 委員及び協力者 事務局 2枚重ねおよび3枚重ねの継手についてはいずれの試 氏 名 吉田 崇 東日本旅客鉄道㈱ 新津車両製作所 東日本旅客鉄道㈱ 新津車両製作所 原 裕茂 日本車輌製造㈱ *須田 俊之 日本車輌製造㈱ *水本 盛士 ㈱日立製作所 武市 徹也 ㈱日立製作所 *樅木 浩司 アルナ車両㈱ *田中 誠 日本溶接協会 備考:*印付きは現在の鉄・SUS車体溶接研究委員会のメンバーである。 験結果においてもほぼ同じ傾向を示したが,4枚重ねで は同じ組合せでも傾向が異なる部分もあった。4枚重ね 電流値)ことが影響していると思われる。また,重ね枚 数が多い継手では,溶接条件の選定が難しいことを示し ているといえる。 溶接機と標準条件は各社において差異が見られるが, 変動因子の影響については同様な傾向となり,最も影響 する変動因子は溶接電流であることを再確認した。今後, 得られた知見を各社の溶接条件選定業務に生かし,スポ ット溶接品質の向上に努める所存である。 7 試験協力者の構成表 表9に本試験協力者の構成表を示す。なお,車両用薄 板溶接施工研究委員会とステンレス鋼溶接研究委員会は 平成18年に統合され,鉄・SUS車体溶接研究委員会とし て活動を行っている。 2006年12月号 75
© Copyright 2026 Paperzz