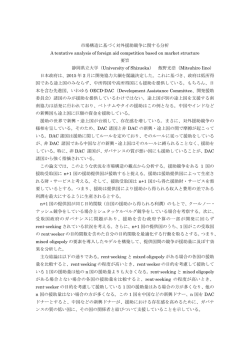
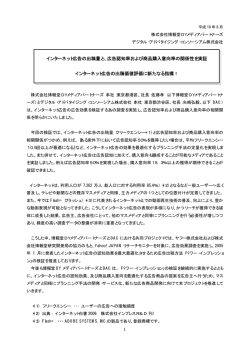
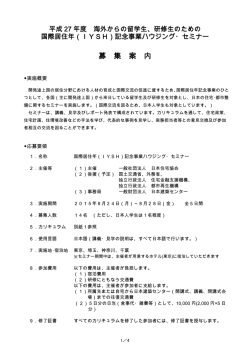
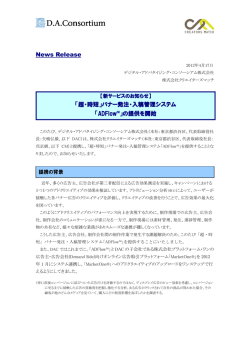
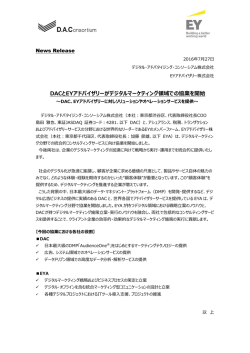
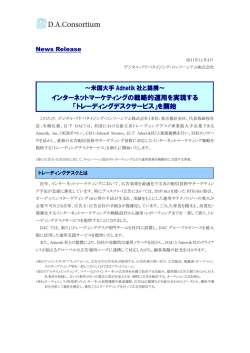
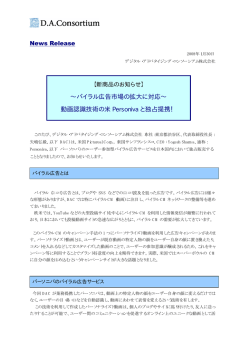
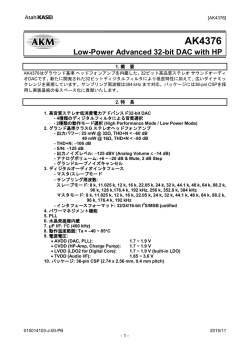
カタログ Catalog 熱間加工用工具鋼 熱間加工用工具鋼の化学成分 Chemical compositions of YSS hot work tool steels 化 学 成 分 (%) 鋼種 Chemical composition Grade JIS類似 C Si Mn Ni Cr W Mo V SKD61 0.4 1.0 0.4 − 5.2 − 1.3 0.9 JIS equivalent DAC SKD61改良 DAC-MAGIC SKD61 modified DAC10 SKD61 modified DAC55 SKD61 modified DAC3 SKD61 modified DAC40 SKD7 modified YEM-K SKD7 modified MDC-K SKD8 modified FDAC DM YXR33 SKD61改良 開 発 鋼 種 0.3 0.6 − 5.2 − 2.7 0.9 0.4 0.2 0.6 0.6 5.2 − 2.2 0.8 SKD61改良 0.4 0.3 0.6 0.6 5.1 − 1.6 0.7 SKD7改良 0.4 0.5 0.5 − 4.3 0.7 2.1 0.9 SKD7改良 0.4 0.3 0.9 0.9 3.4 − 2.5 0.6 SKD8改良 0.4 0.3 0.5 − 4.4 2.0 1.6 1.7 SKD61 free cutting SKD61快削 0.4 1.0 0.7 − 5.2 − 1.3 0.4 SKT4 0.5 0.3 0.9 1.8 1.3 − 0.4 0.2 マトリックスハイス 0.5 0.2 0.5 − 4.2 1.6 2.0 1.2 Matrix HSS Others Original steel 0.3 SKD61改良 その他 その他特殊元素 Other special elements added その他特殊元素 Other special elements added その他特殊元素 Other special elements added S:0.1 ※P、 Sなどの不純物は、 日立独特の高級原料を使用し、JISより低く規制しております。 ※Impurities such as P and S are controlled below the levels specified in JIS by using Hitachi Metals' own high-qualtity raw materials. アイソトロピイ工具鋼は、一般鋼材の欠点であるタテ (鍛 伸方向)、 ヨコ方向の機械的性質の差異を低減し、等方性 ●アイソトロピイ DACの靭性 Toughness of Isoropy DAC を持たせたものです。 全ての鋼づくりに生かされ、鋼の特性の安定化や高寿命化 に大きく貢献しています。 Isotropy tool steels are so named becase the difference in mechanical properties between its longitudinal (forging or rolling direction) and transverse directions is reduced, thus overcoming a weak point of ordinarily processed steels. This technological concept, which is highly evaluated by users of tool steels, is applied for the production of all our steels and contributes significantly to stabilizing their characteristics and enhance their service life. 2 2mm Uノッチシャルピー衝撃値指数 Index of 2mm U-notch Charpy I-Value 工具鋼のお客様にも高い評価を受けているこの技術思想は L T 1 L 0.5 T 硬さ:47HRC Hardness アイソトロピイDAC Isotropy DAC SKD61 L:鍛伸平行方向 Longitudinal direction T:鍛伸直角方向 Transverse direction 本カタログに記載の特性値、写真、図表、順位、評価等は、当社試験データによる代表的な値であり、製品の品質を保証するものでは ありません。本カタログの記載内容は予告なく変更することがございます。 <Attention> The characteristics, photos, charts, rankings and evaluations of this catalog are representative value by our test data, it does not guarantee the quality of the product. This catalog and its contents are subject to change without notice. アイソトロピイ (アイソトロピイ) とはYSSヤスキハガネの新しいアプローチです。 熱間加工用工具鋼の用途 Applications of YSS hot work tool steels 用途 標準使用硬さ Application Standard hardness アルミニウム合金用 for Aluminium alloys for die casting ダイカスト用 マグネシウム合金用 for Magnesium alloys 亜鉛合金用 for Zinc alloys 41∼49HRC 銅合金用 for Copper alloys 41∼49HRC 鋳抜きピン Core pin for die casting Sleeve スリーブ 多量生産用 for mass production use DAC DAC-MAGIC, DAC10 FDAC (38∼42HRC) DAC55 DAC, FDAC (38∼42HRC) MDC-K 40∼50HRC DAC − 52∼58HRC 窒化>64HRC − YXR33 DAC Nitriding Mg用 for Magnesium 35∼45HRC ダイス Aℓ用 for Aluminium 45∼49HRC DAC DAC3, DAC40 Cu用 for Copper 45∼49HRC DAC, MDC-K HRD10 (56∼60HS) Aℓ用 for Aluminium 44∼50HS DM DAC, DAC3 Cu用 for Copper 44∼50HS DM DAC Aℓ用 for Aluminium 60∼65HS DAC DAC3 Cu用 for Copper 60∼65HS DAC YEM-K Aℓ用 for Aluminium 60∼69HS DAC, DAC3 YEM-K 純銅用 for pure Copper 46∼60HS 黄銅用 for Brass 46∼51HS Aℓ用 for Aluminium 60∼65HS DAC DAC3、YAG300(69∼75HS) Cu用 for Copper 60∼69HS DAC DAC3 Aℓ用 for Aluminium 60∼65HS DAC DAC3 Cu用 for Copper 60∼65HS DAC, DAC3 HRD10 (56∼60HS) コンテナタイヤ Container tyre アウタスリーブ Outer sleeve インナスリーブ (ライナ) 押出用 for extrusion tool 一般用 for general use グースネック Goose neck Dies Inner sleeve (Liner) ステム Stem ダイホルダ Die holder AHD32 HRD20 (46∼51HS) HRD10 (56∼60HS) HRD20 ダイバッカ Die backer Aℓ、Cu用 for Aluminium or copper 60∼65HS DM, DAC DAC3 マンドレル Aℓ用 for Aluminium 60∼65HS DAC DAC3 Cu用 for Copper 60∼65HS DAC YEM-K ダミーブロック Aℓ用 for Aluminium 60∼65HS DAC DAC3 Cu用 for Copper Mandrel Dummy block 60∼65HS DAC, DAC3 HRD10 (56∼60HS) マンドレルホルダ Mandrel holder Aℓ、Cu用 for Aluminium or copper 60∼65HS DM, DAC DAC3 ボルスター Bolster Aℓ、Cu用 for Aluminium or copper 55∼60HS DM, DAC DAC3 小物用 for small size dies 55∼65HS 中物用 for middle size dies 52∼62HS 大物用 for large size dies 46∼56HS 小物用 for small size dies 55∼59HS 中物用 for middle size dies 53∼57HS 大物用 for large size dies 50∼55HS プレス用型 for press forging 鍛造用 for forging die 41∼51HRC 適用鋼種 Recommended YSS steel ハンマー用型 for hammer forging DAC, DAC3 YEM-K, MDC-K DAC3 DAC DM 温間鍛造型 Warm forging dies 50∼59HRC MDC-K YXR3, YXR33 ヘッダダイス※※ Header dies 45∼49HRC YEM-K MDC-K アプセットツール Upset tool 46∼50HRC DAC YEM-K 37∼45HRC DAC, DM ─ 硝子用型 Glass molds 28∼45HS HPM38 ZHD11, SUS310S 硝子シャー Glass shear >80HS YXM1 ─ シャーブレード※ Shear blade ※厚板ビレット切断用 Use for thick billet shearing ※※ボルト熱間成形用 Use for bolt hot forming 本カタログに記載の特性値、写真、図表、順位、評価等は、当社試験データによる代表的な値であり、製品の品質を保証するものでは ありません。本カタログの記載内容は予告なく変更することがございます。 <Attention> The characteristics, photos, charts, rankings and evaluations of this catalog are representative value by our test data, it does not guarantee the quality of the product. This catalog and its contents are subject to change without notice. 3 熱間加工用工具鋼の種類と特長 Types and features of YSS hot work tool steels 鋼種 Grade Features 特長 JIS類似 JIS equivalent DAC SKD61 DAC-MAGIC SKD61改良 SKD61 modified DAC10 DAC55 DAC3 DAC40 YEM-K MDC-K FDAC DM YXR33 4 SKD61改良 SKD61 modified SKD61改良 SKD61 modified SKD61改良 SKD61 modified SKD7改良 SKD7 modified SKD7改良 SKD7 modified SKD8改良 SKD8 modified SKD61快削 高温強度・靭性のバランスがよく、焼入性に優れる 幅広い用途に適用される汎用熱間工具鋼 高温強度、靭性を高次元でバランスさせた高性能 ダイカスト金型用鋼。耐ヒートクラック性、耐応力腐 食割れ性に優れている。 耐ヒートクラック性、熱間耐摩耗性に優れる。精密 ダイカスト型、熱間プレス型などに適用される Standard grade for general use with good balance of toughness, strength at elevated temperature and with excellent hardenability. High performance die steel for die casting with well balanced strength and toughness and strength at elevated temperature. Excellent heat crack and stress corrosion crack resistance. Excellent heat crack and wear resistance at elevated temperature. Steel for precision die casting and hot press die. 耐ヒートクラック性、靭性の優れたダイカスト金型 Die casting die steel with excellent heat crack resistance 用鋼 and toughness. DACより靭性に優れた熱間工具鋼で、高硬度の Hot work tool steel with higher toughness than DAC for Al 押出ダイスや熱間プレス型の割れ対策等に適用さ extrusion dies with high hardness or hot forging press dies れる with good crack resistance. DACより高温強度、軟化抵抗の優れた押出ダイス Al extrusion die steel with higher strength and better 用鋼 softening resistance at elevated temperature than DAC. SKD7の高温強度と靭性を向上した熱間工具鋼 ホットフォーマ型など多量生産型に適用される Hot work tool steel with higher toughness and strength at elevated temperature than SKD7 for forging die of mass production use such as hot former. SKD8の靭性を改善した高強度熱間工具鋼、銅用 High strength hot work tool steel with higher toughness 押出ダイス、銅合金ダイカスト型など熱負荷の高い than SKD8 for high heat load applications such as Cu 用途に適用される extrusion and Cu alloy die casting dies. 快削熱間工具鋼(プリハードン) 小ロット金型、被削 Free cutting hot work tool steel (supplied in prehardened condition) for dies of small production use or dies SKD61free cutting 性が重視される金型・周辺部材などに適用される 高温強度、軟化抵抗は低いが、靭性は高い。ハン Hot work tool steel with excellent toughness, used for SKT4 マー金型、 アルミ鍛造型、鍛造用ボルスタ、押出補 hammer forging dies, Aluminium forge dies, forging 助工具などに適用される bolsters and extrusion die backers, etc. 高靭性マトリックスハイス。高温強度が高く、耐熱間 Matrix-type high speed steel with high toughness. Excellent マトリックス ハイス Matrix HSS 摩耗性、耐溶損性に優れる。温・熱間精密鍛造型、 ダイカスト用鋳抜きピンなどに適用される associated parts requiring good machinability. strength and wear resistance at elevated temperature and excellent erosion resistance. Steel for warm・hot precision forging dies and insert pins for die casting. 本カタログに記載の特性値、写真、図表、順位、評価等は、当社試験データによる代表的な値であり、製品の品質を保証するものでは ありません。本カタログの記載内容は予告なく変更することがございます。 <Attention> The characteristics, photos, charts, rankings and evaluations of this catalog are representative value by our test data, it does not guarantee the quality of the product. This catalog and its contents are subject to change without notice. アイソトロピイ (アイソトロピイ) とはYSSヤスキハガネの新しいアプローチです。 熱間加工用工具鋼の特徴 Characteristics of YSS hot work tool steels 特性位置付け Characteristics of hot work tool steels 温間鍛造型 Standard steel (JIS equivalent) MDC-K 大 high 高温強度 Strength at high temperature : 標準鋼種(JIS類似) Warm forging YXR33 : 開発鋼種 精密熱間鍛造型 Original steel Precision hot forging SKD8 SKD5 SKD4 YEM-K SKD7 ホットフォーマ型 Hot former DAC40 DAC10 DAC-MAGIC アルミ押出ダイス DAC55 ダイカスト型 プレス鍛造型 Hot press/forging DAC3 Die casting Aluminium extrusion dies DAC (SKD61) FDAC プリハードン鋼 Prehardened steel ハンマー鍛造型、押出補助工具 DM (SKT4) Hammer forging, Extrusion auxiliary tool 大 high 靭性 Toughness 諸特性の比較 Comparison of properties 鋼種 高温強度 軟化抵抗 靱性 耐摩耗性 焼入性 Grade Strength at elevated temperature Softening resistance Toughness Wear resistance Hardenability DAC C C A C A DAC-MAGIC B B A+ B A DAC10 B B A B A − − − DAC55 B B A B A DAC3 C+ C+ A+ C+ A+ DAC40 B+ B+ B+ B+ B+ YEM-K A A B A A MDC-K A A C A B FDAC C C C C ─ DM D D A++ D B YXR33 A+ A+ C A+ B − − + − − 位置付け 「優A 並C 劣D」 Ratings: A̶Best C̶Ordinary D̶Poor 注) この位置付けは一般的な目安としてご利用ください。 (Remarks) Please use above ratings only for general reference. 本カタログに記載の特性値、写真、図表、順位、評価等は、当社試験データによる代表的な値であり、製品の品質を保証するものでは ありません。本カタログの記載内容は予告なく変更することがございます。 <Attention> The characteristics, photos, charts, rankings and evaluations of this catalog are representative value by our test data, it does not guarantee the quality of the product. This catalog and its contents are subject to change without notice. 5 熱間加工用工具鋼の諸特性 Properties of YSS hot work steels 熱間鍛造型の損耗メカニズム (ミクロ組織形態) と影響因子 表面酸化被膜 Surface oxide film 白色層 White layer 肉流れ方向 Work material flow direction クラックの開口 Loss by plastic flow 塑性流れによる機械的滅失 再焼入層境界部からの剥離 Crack opening Spalling off from re-hardened boundry layer 再焼入層 Hot forging die wear mechanism "microstructure" and influencing factors. Re-hardend layer 熱影響層 ( ) A1変態点 以上に昇温 Heated up above A1 transformation point Heat affected layer 黒色層 Black layer 硬さ低下層 Lower hardness layer 内部への進展 Progress of crack into the inside クラックの進展と合流 Progress and confluence of cracks 特性 影響因子 Properties 摺動摩耗 Influencing factors Extent of impact on die damage 軟化→摩耗 Sliding wear Slinding property of die Softening to abration Area ratio of carbides 型表面の摺動性(摩擦特性)surface (Friction property) ○ A1点 A1 point 再焼入れ抑制 Anti-rehardenability ○ △ 高温強度 Strength at elevated temperature 変形抵抗 Deformation resistance ○ ○ 大割れへの進展抑制 Catastrophic crack resistance Toughness DAC DAC3 炭化物 (面積率%) Area ratio of carbides 48HRC ○ 炭化物 (面積率%) Area ratio of carbides 51HRC 4 3 2 800 300 20 60 80 100 400 500 600 700℃引張強さ N/mm2 (Tensile strength at 700℃) 40 3 2 A1点 A1 point (℃) 840 60 80 100 YXR33 500 600 60 700℃引張強さ N/mm2 High -temperature strength 400 (Tensile strength at 700℃) シャルピー衝撃値 (指数) (Index of charpy impact value) 靭性 Toughness 80 100 6 3 2 A1点 A1 point (℃) 840 1 800 20 40 60 80 100 300 400 500 600 700℃引張強さ N/mm2 (Tensile strength at 700℃) 高温強度 300 40 高温強度 1 20 シャルピー衝撃値 (指数) (Index of charpy impact value) 4 2 800 600 炭化物 (面積率%) Area ratio of carbides 57HRC 3 840 500 靭性 Toughness 4 A1点 A1 point (℃) 400 700℃引張強さ N/mm2 (Tensile strength at 700℃) 40 シャルピー衝撃値 (指数) (Index of charpy impact value) 炭化物 (面積率%) Area ratio of carbides 50HRC 300 20 靭性 Toughness YEM-K 1 800 高温強度 840 1 高温強度 A1点 A1 point (℃) High -temperature strength 4 High -temperature strength 靭性 クラック→大割れ Minor crack → Catastrophic crack High -temperature strength 炭化物面積率 型損耗への影響度 シャルピー衝撃値 (指数) (Index of charpy impact value) 靭性 Toughness 本カタログに記載の特性値、写真、図表、順位、評価等は、当社試験データによる代表的な値であり、製品の品質を保証するものでは ありません。本カタログの記載内容は予告なく変更することがございます。 <Attention> The characteristics, photos, charts, rankings and evaluations of this catalog are representative value by our test data, it does not guarantee the quality of the product. This catalog and its contents are subject to change without notice. アイソトロピイ (アイソトロピイ) とはYSSヤスキハガネの新しいアプローチです。 高温強度 焼戻しパラメータ Tempering parameter Tensile strength at elevated temperature 2,400 2,200 YXR33 MDC-K YEM-K DAC DM 600 DAC(50HRC) 1,800 1,600 YXR33 (58HRC) 1,400 YXR33 (55HRC) 1,200 DAC(44HRC) 1,000 YEM-K (44HRC) DAC(40HRC) 800 硬さ Hardness(HV) 引張強さ Tensile strength(N/mm2) 2,000 600 500 400 300 400 P=T (20+log t) /103 T : 温度(K) Temperature t : 時間(h) Time 200 0 0 100 200 300 400 500 600 700 800 200 900 17 18 常温シャルピー衝撃値 Charpy impact value at room temperature 焼入冷却速度とシャルピー衝撃値 2mm Uノッチシャルピー衝撃値 2mm U-notch Charpy impact value(J/cm2) DAC-MAGIC 70 2mm Uノッチシャルピー衝撃値 2mm U-notch Charpy impact value 60 50 DAC3 40 DAC 30 YEM-K 20 焼入温度:1,020℃(YXR33;1,080℃) Quenching temperature 10 YXR33 油冷 Oil quench 40 45 50 60 55 22 6 50 5 40 4 30 3 20 2 10 1 0 0 7 60 6 50 5 40 4 30 3 20 2 10 1 0 0 750 油冷 Oil quench 700 半冷30min HTT(Half tempereture time) 半冷60min HTT 650 600 550 500 材質:DAC Material 0 50 100 150 200 40 44 48 52 N/mm2 800 kgf/mm2 80 焼入温度:1,020℃×30min Quenching temperature 硬さ:44HRC Hardness 材質:DAC Material 焼入れ:1,020℃ Quenching temperature Fatigue strangth (Rotating bending fatigue test by Ono method) 応 力 Stress 70 30min 45min 60min 硬さ Hardness(HRC) kgf-m/cm2 8 15min 疲労強さ (小野式回転曲げ疲労試験) Transition property of charpy impact value 80 半冷 Half temperature time 焼入温度+室温 半冷時間:焼入温度から の温度まで冷却するに要する時間 2 Half temperature time:Time required for cooling from quenching temperature to (Quenching temperature + Room temperature)/2 衝撃遷移特性 2mm Vノッチシャルピー衝撃値 2mm V-notch Charpy impact value 21 Quenching speed vs charpy I-value 油冷 Oil quench 7 60 硬さ Hardness(HRC) J/cm2 20 J/cm2 kgf・m/cm2 80 8 70 0 19 焼戻しパラメータ Tempering parameter 試験温度 Testing temperature(℃) 250 試験温度 Testing temperature(℃) 300 450 75 室温 Room temperature 70 400℃ 65 60 500℃ 熱処理 焼入れ:1,030℃空冷 焼戻し:580℃×1H2回 硬 さ:50HRC Heat treatment Quenching : 1,030℃ Air cool Tempering : 580℃×1H×2 Hardness : 50HRC 55 50 45 105 106 材質:DAC Material 107 108 破断までの回転数(回) Number of rotations till fracture (times) 本カタログに記載の特性値、写真、図表、順位、評価等は、当社試験データによる代表的な値であり、製品の品質を保証するものでは ありません。本カタログの記載内容は予告なく変更することがございます。 <Attention> The characteristics, photos, charts, rankings and evaluations of this catalog are representative value by our test data, it does not guarantee the quality of the product. This catalog and its contents are subject to change without notice. 7 熱間加工用工具鋼の標準熱処理条件 Standard heat treatment conditions for YSS hot work tool steels 鋼 種 納入硬さ Grade HBW 229 以下 DAC MAX DAC-MAGIC 229 以下 MAX 229 以下 DAC10 MAX 241 以下 DAC55 MAX 229 以下 DAC3 MAX 229 以下 DAC40 MAX 229 以下 YEM-K MAX 241 以下 MDC-K MAX 熱処理条件(℃) 焼入焼戻し硬さ Heat treatment condition Quenching and tempering hardness 焼入れ条件 焼戻し条件 Quenching Tempering 1,000∼1,050 空冷(油冷) 550∼650 空冷 Air cool (Oil quench) Air cool 1,010∼1,030 空冷(油冷) 550∼640 空冷 Air cool (Oil quench) Air cool 1,010∼1,030 油冷(空冷) 550∼650 空冷 Oil quench (Air cool) Air cool 1,010∼1,030 油冷(空冷) 550∼650 空冷 Oil quench (Air cool) Air cool 1,000∼1,050 空冷(油冷) 550∼650 空冷 Air cool (Oil quench) Air cool 1,000∼1,050 油冷 550∼650 空冷 Oil quench Air cool 1,000∼1,050 油冷(空冷) 550∼650 空冷 Oil quench (Air cool) Air cool 1,050∼1,140 油冷 600∼700 空冷 Oil quench Air cool 50 以上 248 以下 MAX 241 以下 YXR33 MAX 50 以上 820∼870 徐冷 Slow cooling 50 以上 820∼870 徐冷 Slow cooling Min 50 以上 820∼870 徐冷 Slow cooling Min 50 以上 820∼870 徐冷 Slow cooling Min 50 以上 820∼870 徐冷 Slow cooling Min 46 以上 820∼870 徐冷 Slow cooling Min 48 以上 820∼870 徐冷 Slow cooling Min − 38∼42 400∼650 空冷 Oil quench Air cool 1,080∼1,140 油冷 550∼600 空冷 Oil quench Air cool 1.焼入れ加熱保持時間 Slow cooling Min 830∼880 油冷 熱間加工用工具鋼の焼入れ、焼戻し加熱保持時間 820∼870 徐冷 Min Prehardened steel (Delivery in hardened condition) DM 42 以上 740∼800 徐冷 Slow cooling Min 54 以上 800∼880 徐冷 Slow cooling Min Quenching and tempering time of YSS die steels 1.Holding time at quenching (1) Preheating time (1)予熱時間 第1段 500∼550℃×焼入れ加熱保持時間×2 First stage: 500-550℃×quenching holding time×2 第2段 750∼800℃×焼入れ加熱保持時間×1 Second stage: 750-800℃×same length of quenching holding time (2)Holding time at quenching (2)焼入れ加熱保持時間 炉型式 Furnace 肉厚 Thickness(mm) ≦15 25 50 75 100 125 150 200 300 真空炉、 ソルトバス Vacuum furnace, Salt bath 保持時間 Holding time(min) 15 25 40 50 60 65 70 80 100 注意:ソルトバスは必ず予熱を行うことを前提とし、浸漬時間=保持時間とする。 Notice : If you take preheating time, dipping time can be regarded as holding time. 2.焼戻し保持時間 2.Holding time at tempering 肉厚mm Thickness(mm) ≦25 26∼35 36∼64 65∼84 85∼124 125∼174 175∼249 250∼349 350∼499 焼戻し保持時間 Holding time(h) 1 1.5 2 3 4 5 6 7 8 注意:焼戻しは2回以上繰り返すこと。 8 HRC プリハードン鋼(熱処理不要) FDAC 焼なまし条件(℃) Annealing condition Notice : Tempering is needed more than 2 times. 本カタログに記載の特性値、写真、図表、順位、評価等は、当社試験データによる代表的な値であり、製品の品質を保証するものでは ありません。本カタログの記載内容は予告なく変更することがございます。 <Attention> The characteristics, photos, charts, rankings and evaluations of this catalog are representative value by our test data, it does not guarantee the quality of the product. This catalog and its contents are subject to change without notice. アイソトロピイ (アイソトロピイ) とはYSSヤスキハガネの新しいアプローチです。 焼入焼戻硬さ曲線 Quenched and tempered hardness curve DAC-MAGIC 50 50 50 50 40 焼入れ温度:1,020℃ Quenching temp. 20 焼入れ温度:1,030℃ Quenching temp. 40 20 DAC3 20 0 100 200 300 400 500 600 700 焼戻し温度 Tempering temperature(℃) MDC-K YEM-K 60 50 50 50 50 30 20 焼入れ温度:1,020℃ Quenching temp. 40 20 0 100 200 300 400 500 600 700 0 100 200 300 400 500 600 700 焼戻し温度 Tempering temperature(℃) DM 20 焼入れ温度:1,070℃ Quenching temp. 40 30 20 0 100 200 300 400 500 600 700 焼戻し温度 Tempering temperature(℃) DACの連続冷却変態曲線 YXR33 60 焼入れ温度:1,020℃ Quenching temp. 40 30 30 焼戻し温度 Tempering temperature(℃) 硬さ Hardness(HRC) 60 硬さ Hardness(HRC) 60 焼入れ温度:1,020℃ Quenching temp. 0 100 200 300 400 500 600 700 焼戻し温度 Tempering temperature(℃) 60 40 焼入れ温度:1,020℃ Quenching temp. 40 30 DAC40 硬さ Hardness(HRC) 硬さ Hardness(HRC) 20 0 100 200 300 400 500 600 700 焼戻し温度 Tempering temperature(℃) 焼戻し温度 Tempering temperature(℃) 焼入れ温度:1,020℃ Quenching temp. 30 30 0 100 200 300 400 500 600 700 40 硬さ Hardness(HRC) 60 硬さ Hardness(HRC) 60 30 0 100 200 300 400 500 600 700 焼戻し温度 Tempering temperature(℃) Continuous cooling transformation curves of DAC 60 1,100 58 900 1,140℃ 温度 Temperature(℃) 40 硬さ Hardness(HRC) 焼入れ温度:850℃ □300mm Quenching temp. 焼入れ温度:1,030℃ Quenching temp. 1,000 56 50 硬さ Hardness(HRC) DAC55 DAC10 60 硬さ Hardness(HRC) 硬さ Hardness(HRC) DAC 60 1,120℃ 54 1,080℃ 52 焼入れ温度: 1,080℃, 1,120℃, 1,140℃ 50 Quenching temp. Ps 800 700 600 500 400 48 30 Bs Ms 300 200 100 46 20 0 100 200 300 400 500 600 700 焼戻し温度 Tempering temperature(℃) 44 0 1 500 550 600 650 焼戻し温度 Tempering temperature(℃) 10 −60 −20 −10 100 −5 −3℃/min 1,000 時間 Time(min) 本カタログに記載の特性値、写真、図表、順位、評価等は、当社試験データによる代表的な値であり、製品の品質を保証するものでは ありません。本カタログの記載内容は予告なく変更することがございます。 <Attention> The characteristics, photos, charts, rankings and evaluations of this catalog are representative value by our test data, it does not guarantee the quality of the product. This catalog and its contents are subject to change without notice. 9 金型材の選択の考え方(例) Guide for selecting YSS die materials (Example) 熱間鍛造型 Hot forging dies 昇温小 600℃以下 Temperature rising; 600 degrees or less 摩耗対策 Countermeasures against wear 昇温大 700℃前後 Significant temperature rising; around about 700 degrees DAC DAC MDC-K YXR33 (48∼52) (50∼53) (56∼58) YEM-K MDC-K YXR33 (45∼52) (45∼53) (56∼58) (45∼50) (汎用) ヒートクラック対策 General use Countermeasures against heat cracks 割れ対策(硬さ低減、急冷熱処理も有効) DAC Countermeasures against crack (Lower hardness and rapid quenching) (48∼52) 押出ダイス Extrusion dies 繰り返し窒化による軟化対策 DAC40 Anti softening after repeated nitriding (45∼49) DAC (45∼49) (汎用) General use たわみ対策、大物ダイス DAC3 Deflection, Large die (45∼52) 注1 : ( ) 内は目安となるHRC硬さ 注2 :窒化等の表面処理で、耐摩耗性の改善が可能 Remark 1 : HRC hardness Remark 2 : By surface treatment such as nitriding, the wear resistance is improvable. 窒化層の性状比較 Comparison of various nitrided layers TYPE B TYPE C TYPE D 窒化層内の粒界 硫化物、酸化物の層 表面化合物層無 形態と窒化深さ ε phase(Compound layer) Grain boundaries in Sulfide, oxide layer (窒化層性状はSKD61 the nitride layer に窒化の場合) No compound layer 0.1mm >1000HV 0.2mm >1000HV 0.2mm >1000HV 0.05∼0.1mm 600∼800HV 2 3 3 1 耐剥離性 2 3 3 1 耐摩耗性 2 2 1 3 耐溶損性 2 2 1 3 Heat crack resistance Flaking resistance Wear resisitance Erosion resistance 1,200 DAC DAC3 YXR33 1,000 (In the case of nitrided 耐ヒートクラック性 Nitriding property YEM-K Nitriding depth and form SKD61) 窒化特性 硬さ Hardness(HV) TYPE A ε相 (化合物層) YEM-K YXR33 800 DAC 600 400 DAC3 200 0 塩浴窒化 570℃×90min Nitriding in salt bath 0 0.05 0.1 0.15 0.2 0.25 表面からの距離 Distance from surface(mm) 優1 → 良2 → 並3 Excellent "1" → Ordinary "3" 10 本カタログに記載の特性値、写真、図表、順位、評価等は、当社試験データによる代表的な値であり、製品の品質を保証するものでは ありません。本カタログの記載内容は予告なく変更することがございます。 <Attention> The characteristics, photos, charts, rankings and evaluations of this catalog are representative value by our test data, it does not guarantee the quality of the product. This catalog and its contents are subject to change without notice. 0.3 アイソトロピイ (アイソトロピイ) とはYSSヤスキハガネの新しいアプローチです。 熱間金型用浸硫窒化 Sulfuration nitriding for hot work die "Hint-S" : Hitachi Improved Nitriding Treatment S-type 硫化物層(FeS主体) 耐焼付き・耐溶損性の向上 金型表面に硫化物と窒化物を同時に形成させ、 耐摩耗性・耐溶損性を大幅に改善する日立金属 開発の表面処理です。 (左ページ図のTYPE C) Sulfide layer (Mainly FeS) For improved galling and erosion resistance 窒化物層(Fe2−3N主体) 耐溶損性の向上 The Hint-S is a surface treatment technique developed by Nitride layer (Mainly Fe2−3N) For improved erosion resistance Hitachi Metals which improves significantly wear and erosion resistance of a die by forming both sulfides and 窒素拡散層 nitrides on its surface. 母材強度の向上 Nitrogen diffused layer For improved strength of base metal 耐溶損性(鋳造型想定評価) 耐熱間焼付き性(鍛造型想定評価) Simulation test of hot galling resistance (On forging die) Simulation test of erosion resistance(On casting die) 荷重 Load 1.5 200 摺動 Friction 150 無処理 No treatment 評価材 Specimen with surface treatment 溶損率 Erosion ratio (%) 面圧 Surface pressure(MPa) 250 塩浴浸硫窒化 100 Salt bath sulfuration nitriding 相手材 Work material SNCM439 (温度600℃) ガス軟窒化 50 Gas soft nitriding 0 0 無処理 No treatment 10 20 30 40 焼付き発生時間 Time till test piece galled (S) 評価方法 母材:DAC55 Base metal 硬さ :45HRC Hardness 1.0 試験片: φ10×90L Test pieces ガス軟窒化 (深さ0.15mm) Gas soft nitriding (Nitriding depth 0.15mm) Molten metal Bobbing motion 0.5 Temperature Stroke Hint-S (深さ0.30mm) (Nitriding depth 0.30mm) 0 Evaluation method ガス窒化 (深さ0.30mm) Gas nitriding (Nitriding depth 0.30mm) 200 400 600 評価方法 Evaluation method 試験時間 (分)Testing time (min.) データシート Data sheet 1.熱膨張係数 Coefficient of thermal expansion 20℃から各温度までの平均値 Average value from 20℃ to each temperature.(×10-6/℃) 鋼種 Grade 硬さ HRC 200℃ 400℃ 600℃ DAC DAC-MAGIC 45 11.3 12.2 12.8 45 11.3 12.3 13.1 DAC10 45 11.2 12.0 12.7 DAC55 45 11.3 12.1 12.8 DAC3 DM YXR33 45 11.4 12.3 12.9 42 12.2 13.1 13.4 57 11.3 12.2 12.9 2.熱伝導率 Thermal conductivity (W/ (m・K) ) 鋼種 Grade 硬さ HRC 20℃ 200℃ 400℃ 600℃ DAC DAC-MAGIC 45 24.6 29.1 31.0 32.6 45 25.7 30.9 34.8 35.8 45 26.1 31.1 33.0 34.5 45 26.2 29.8 32.7 34.1 45 25.2 30.2 31.8 33.7 42 36.0 39.3 37.7 36.0 57 25.0 32.4 34.8 35.5 鋼種 Grade 硬さ HRC 20℃ 200℃ 400℃ 600℃ DAC DAC-MAGIC 45 210 200 190 170 45 210 200 190 ─ DAC10 45 210 200 190 170 DAC55 45 210 200 190 ─ DAC3 DM YXR33 45 210 200 190 150 42 210 200 190 140 57 210 200 190 170 DAC10 DAC55 DAC3 DM YXR33 3.弾性係数 Modulus of elasticity (GPa) 本カタログに記載の特性値、写真、図表、順位、評価等は、当社試験データによる代表的な値であり、製品の品質を保証するものでは ありません。本カタログの記載内容は予告なく変更することがございます。 <Attention> The characteristics, photos, charts, rankings and evaluations of this catalog are representative value by our test data, it does not guarantee the quality of the product. This catalog and its contents are subject to change without notice. 11 YSS、ヤスキハガネ、DAC、DAC-MAGIC、YEM、MDC、DM、YXRは日立金属の登録商標です。 YSS, DAC, DAC-MAGIC, YEM, MDC, DM and YXR are registered trademarks of Hitachi Metals, Ltd. http://www.hitachi-metals.co.jp/ 〒105-8614 東京都港区芝浦一丁目 2番1号(シーバンスN館) 高級金属カンパニー Tel.(03)5765-4410 Fax. (03)5765-8317 北日本支店 〒980-0021 宮城県仙台市青葉区 中央一丁目6番35号(東京建物仙台ビル) Tel.(022)267-0216(代表) Fax. (022)266-7891 茨城支店 〒317-0851 茨城県日立市助川町 三丁目1番1号 Tel.(0294)26-7660 Fax. (0294)22-5880 中部東海支店 〒460-0003 愛知県名古屋市中区 錦二丁目13番19号(瀧定ビル) Tel.(052)220-7465 Fax. (052)220-7485 関西支店 〒541-0041 大阪府大阪市中央区 北浜三丁目5番29号(日生淀屋橋ビル) Tel.(06)6203-9720 Fax. (06)6222-3417 中国支店 〒732-0827 広島県広島市南区 稲荷町2番16号(広島稲荷町第一生命ビル) Tel.(082)535-1711(代表) Fax. (082)535-1713 九州支店 〒810-0001 福岡県福岡市中央区 天神二丁目14番13号(天神三井ビル) Tel.(092)687-5261(代表) Fax. (092)687-5266 静岡営業所 〒422-8067 静岡県静岡市駿河区南町 18番1号(サウスポット静岡) Tel.(054)202-1580(代表) Fax. (054)202-1588 浜松営業所 〒430-7725 静岡県浜松市中区板屋町 111番2(浜松アクトタワー) Tel.(053)453-1191(代表) Fax. (053)456-7709 北陸営業所 〒939-8216 富山県富山市黒瀬北町 二丁目13番1号(イムズビル) Tel.(076)420-2881(代表) Fax. (076)491-5201 本社 支店 営業所 本カタログに記載の特性値は、代表的な 値であり、保証値とは異なりますのでご 注意願います。 本カタログに記載の事項は予告なく変 更することがございます。 本カタログ記載内容の無断転載を禁じ ます。 ご不明な点は左記最寄の弊社特殊鋼担 当までご相談ください。 The charactersitics and properties listed on this catalogue are representative and not guaranteed values. This catalog and its contents are subject to change without notice. Do not duplicate or reprint all or any part of this catalogue without prior permission from Hitachi Metals,Ltd. Please contact representatives of our Specialty Steel Division at the locations listed below for any inquiries. Head Office SEAVANS North Building, 1-2-1, Shibaura, Minato-ku, Tokyo 105-8614, Japan High-Grade Metals Company Head Office 2 Manhattanville Road, Suite 301, Tel. +1-914-694-9200 Purchase, NY 10577, U.S.A. Fax. +1-914-694-9279 Chicago, Detroit, Pittsburgh, San Jone, Novi Michigan Other Office Head Office Other Office Tel. +81-3-5765-4410 Fax. +81-3-5765-8317 Immermannstrasse 14-16,40210 Duesseldorf, Germany London, Milano, Paris Tel. +49-211-16009-0 Fax. +49-211-16009-29 12 Gul Avenue, Singapore 629656 Tel. +65-6861-7711 Fax. +65-6861-1519 Head Office Cha Shan Town, Dong Guan City, 522380, China Shanghai Branch No.155 jiu yuan road, Qingpu industrial zone, Qingpu District, Shanghai, 201712, China No.11,Jianshe 4th Branch Road, Balitai Town, Jinnan District,Tianjin, 300350, China 3#-2, Koushin Mould Industrial Park Ⅲ B-1-1-1F. T. Z. Dalian, 116600, China Tel. +86-769-8640-6726 Fax. +86-769-8640-6716 Tel. +86-21-3929-2202 Fax. +86-21-3929-2201 Tel. +86-22-8699-3101/3102 Fax. +86-22-8699-3103 Tel. +86-411-8718-1011/1022 Fax. +86-411-8718-1033 88 Xing lin Street, Suzhou Industrial Park, Jiangsu Province, 215027, China Tel. +86-512-6790-2106 Fax. +86-512-6790-2128 Tianjin Jinnan Branch Dalian Branch 安全に関するご注意 Notes about safety 鋼材は重量物です。輸送や保管時に荷崩れや落下、挟まれなどを防止するための安全対策を実施し てください。鋼材を鋸切断、切削、熱処理、研磨など各種加工される際や、金型、部品、治工具など製 品として使用される際は、該当する法令・省令・条例・ガイドライン等に従い、保護具や治工具などを 使用して作業者の安全を確保してください。 本カタログ記載の住所、連絡先は2014年1月現在のも のです。 変更になる場合もありますので、電話やファクシ ミリがつながらない場合は、お手数ですが下記ま でご連絡をお願いいたします。 日立金属株式会社コミュニケーション室 Tel.(03)5765-4076 (0800)500-5055 Fax.(03)5765-8312 Our address and contact indicated in this catalog are those as of January 2014. If you cannot put a call through, please contact our Corporate Communications Office. in Tokyo below. Hitachi Metals, Ltd. Corporate Communiations Office Tel: +81-3-5765-4076 Fax: +81-3-5765-8312 Steel is heavy. Please execute the safety measures to prevent falling or collapse of cargo or sandwiched during transportation or warehousing. Please ensure the safety of workers use the jigs and various protective equipment and follow the applicable laws and ministerial ordinance, ordinances, guidelines, etc. when sawing, cutting, heat treatment, polishing or when using as mould, machine parts, or tooling. カタログ番号 HY-B8(J,E)-T 2014年4月作成
© Copyright 2026 Paperzz