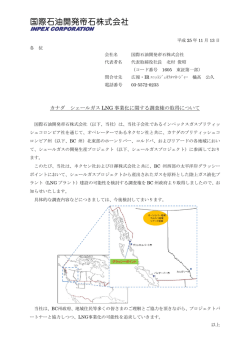
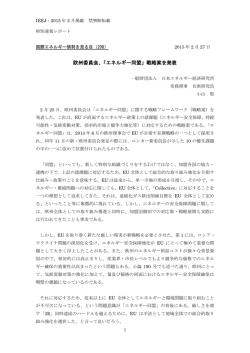
L−CNG設備を利用したLNG受入システムの開発 多機能型LNGサテライト基地 L-CNG設備を利用したLNG受入システム 本受入システムの特徴 LNG都市ガス製造設備、CNGエコステーション、LPGオートガス スタンドの3つの設備を機能的にコラボさせたLNGサテライト基地 阿久根ガス 晴海工場全景 ・ ローリー加圧用蒸発器の設置が不要 ・ 瞬時にローリー加圧が可能な為、受入時間の短縮化を実現 ・ ローリー加圧圧力が一定な為、煩雑な加圧制御不要(受入作業の簡素化) ・ 受入終了後のローリー脱圧自動化 コンセプト 設備共有化による ・コスト削減 ② オートガススタンド ・コンパクト化 LNGサテライトエリア 都市ガス製造緊急時の払出 制御自動化による エコステーション ローリー脱圧ライン 製造ライン ・日常作業の省力化 コントロール弁 CNG蓄ガス器 晴海工場系統図 LNGタンク LNGタンク 0.55MPa -70 ∼- 80℃ 2 5MPa 常温 バッファータンク CN G車充填 ESV LNG気化器 LNG気化器 BOG加温器 BOG加温器 タンク加圧蒸発器 付臭装置 T P P P F Q T LN Gタンク 減圧コントロール弁 0.15MPa 0.15MPa ① T 2.5KP 2.5KPa F N2 LPG気化器 LPG気化器 LNG受入設備 T P LPGタンク LPGタンク ローリー内ガス圧力 ローリー液残量 操作手順概要 LPGディスペンサー LPGディスペンサー LNGポンプ LNGポンプ LNG高圧気化器 LNG高圧気化器 LPG充填設備 高圧付臭装置 1.『事前作業』→ ホース接続・パージ 2.『受入作業』→ 操作ボタン①オン ※自動加圧(3分で加圧完了) 蓄ガス器 CNGディスペンサー CNGディスペンサー L-CNG急速充填設備 共同開発者 株式会社チヨダセキュリティーサービス 3.『脱圧作業』→ 操作ボタン②オン 4.『事後作業』→ パージ・ホース取外し 日本ガス株式会社 MPa 0.6 受入時間とローリー内残液、ガス圧力の関係 t 12 0.5 10 0.4 8 0.3 6 0.2 4 0.1 2 0 阿久根ガス株式会社 0 0 3 10 15 20 25 30 35 受入時間:分 40 45 50 52 L-CNG 設備を利用した LNG 受入システムの開発 ― 阿久根ガス株式会社 晴海工場 ― 株式会社チヨダセキュリティーサービス 吉本 大介 日本ガス株式会社総合企画グループ新技術開発チーム 水流 正義 阿久根ガス株式会社生産部 折橋 光徳 L−CNG蓄ガス 器 LNG 貯槽 CNG 蓄ガス器 減圧コントロールバルブ 25.0MpaG 0.6MpaG 1. はじめに はじめに、L-CNG 設備を利用した LNG 受入システム の開発の発想に至った経緯を記す。 っているサテライト基地において、頻度の高い定常業 務である LNG 受入に関する作業及び設備の効率化の観 点より L-CNG 設備を利用した LNG 受入システムを開発 したものである。 阿久根ガス株式会社(本社:鹿児島県阿久根市)は、 平成19年5月、需要家約2000件について PA13A 2. 晴海工場設備概要 から LNG13A への燃料転換を無事完了したが、新設晴海 減圧コントロールバルブ 工場の構想段階から、LNG 都市ガス製造設備及び従来 設置状況を見据え、これまで設置が無かった熊本∼鹿 児島間のエリアをカバーすべく、CNG エコステーショ LNG ローリー LNG 受入 ンを新設したいという阿久根ガス西社長の強い希望も P あり、3つの機能をコラボレートした新しい多機能型 V LPG貯槽 P P :ポンプ V :気化器 蓄 :蓄ガス器 蓄 エコステーション 熱調用 V LNG サテライト基地が誕生した。 CNG エコステーションについては、今回新設した LNG ローリー加圧 車普及促進の観点から南九州の CNG エコステーション LNG貯槽 からの LPG オートガススタンドに加え、今回新たに CNG 都市ガス供給 V オートガススタンド 都市ガス製造設備を有効利用でき、運営面での電力使 用量や維持管理コストの大幅な低減を実現する L-CNG 方式を採用した。今回、最小限の運転要員で運用を行 図1 晴海工場設備概略フロー図 ・LNG 貯槽は、都市ガス製造用及び CNG エコステーシ ョン(L-CNG)用に併用。 また、安全面においては、減圧コントロールバルブ 2次側ライン昇圧時は、インターロックにて安全な定 ・エコステーション用 CNG 蓄ガス器は,LNG 受入時 の ローリー加圧用、CNG 車充填用及び都市ガスの緊急 常値まで都市ガス製造設備側に自動減圧し、CNG 供給 弁も自動遮断する制御を行う。 払出ガス用にも採用している。 3. L-CNG 設備を利用した LNG 受入システムの開発 加圧用ガス量 ローリー液残量 (t) (m3) 300 昇圧 ローリータンク圧力:0.6MpaG 一定制御 12 L-CNG 設備の CNG 蓄ガス器内の CNG を LNG ローリー 受入時のローリー加圧用として利用したシステムを紹 介する。 (1)システム概要 システムの構成は、エコステーション用蓄ガス器内 CNG を㈱山武製コントロールバルブにて 25.0 MpaG→ 0.60 MpaG へ単段減圧し LNG ローリー圧力を設定値ま 250 10 200 8 150 6 100 4 50 2 0 0 3 5 10 15 20 25 30 35 40 45 50 0 52 (分) で自動昇圧できるシンプルなものである。 表1 1次側 LNG受入状況トレンド 尚、今回採用した減圧コントロールバルブは通常 CNG 25 MpaG ディスペンサーユニットに内蔵されているものを流用 (常温) し2次側の低温ガスによる霜付き対策としてバルブ軸 部分を長尺としその耐熱性に配慮した。 (2)従来システムとの比較メリット ①受入基地の加圧蒸発器不要 2次側 写真1 従来ローリー加圧用に受入基地に設置していた加 0.60 MpaG 圧蒸発器が不要となり、省スペース化及びコスト削 (-70∼-80℃) 減が可能となった。 山武製減圧コントロールバルブ ②受入時のローリータンク圧力調整自動化 従来の受入基地置き加圧蒸発器を使用するローリ このシステムのポイントは、 蛇口をひねればお湯 ータンク加圧時の圧力調整は運転手の手動バルブ開 が出る 感覚であり、従来のローリー加圧に使用す 度調整で行われてきたが、今回減圧コントロールバ る基地置き LNG 加圧蒸発器のクールダウンに要する ルブにより自動化となりヒューマンエラー低減に寄 時間遅れが無く、瞬時に十分な加圧用ガスを得られ 与している。 る所にある。 ③受入終了後のローリー脱圧自動化 更に、減圧コントロールバルブの2次側ガス温度は 受入終了後のローリー内圧力は、ボタン1つで設 写 真 1 に 見 ら れ る よ う に 減 圧 膨 張 潜 熱 に よ り -70 ∼ 定値まで都市ガス製造ラインへ自動減圧しサイクル -80℃に冷却され常温の CNG と比較してローリー内へ 利用する自動弁を設置した。 挿入した際の熱収縮による影響が少なく表1に示すよ うに約3分でローリー圧力は 0.1→0.60 MpaG に到達し、 4.おわりに その後ローリータンク圧力を 0.60 MpaG 一定に制御し 今回多機能型 LNG サテライト基地として3つの機能 続けることにより、従来の LNG 受入方式(受入基地に を融合したメリットとして L-CNG 設備を利用した LNG 加圧蒸発器置き)と比較すると約10分の受入時間短 受入システムをご紹介できたが、今後においても更に 縮を実現した。 LNG 普及を後押しする効率的な技術開発を推し進めて これは、LNG 受入作業が頻度の多い定常業務であり、 面から考えると大きなメリットになる。 いく。
© Copyright 2026 Paperzz