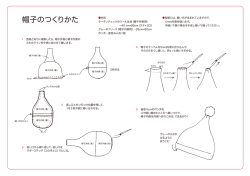
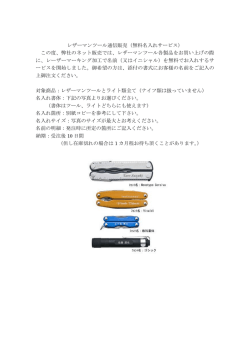
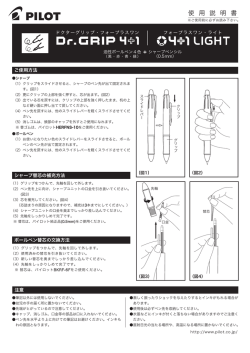
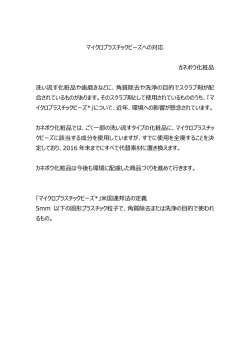
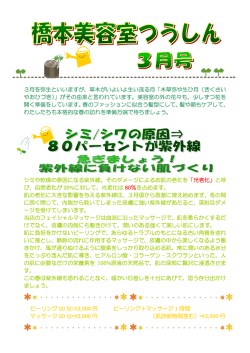
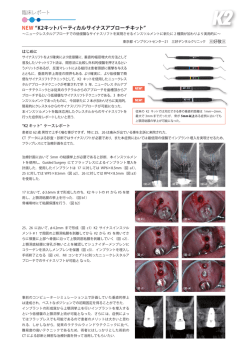
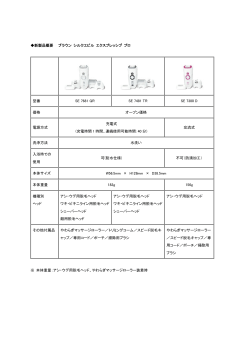
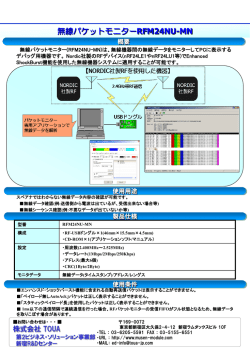
平成19年度 佐賀県工業技術センター 研究報告書 プレス成形シミュレーション技術を駆使した 高効率プレス成形技術の開発 生産技術部 永倉寛巳 自動車に対しては1997年の地球温暖化防止京都会議(COP3)に代表される燃費や排気 に関する規制が強化されてきており,燃費の向上や低 CO 2化のためには,車両の軽量化 が重要かつ緊急な課題となっている.本研究は省エネ部材,軽量化部材として期待され ているマグネシウム合金の高効率かつ低コストなプレス成形技術を確立することを目的 とする.本年度は,マグネシウム合金のプレス成形における成形限界域について検討を 行い,角筒成形試験の結果から,角筒成形における金型温度や絞り速度等の成形限界域 を明らかにした.また,それらの成形試験と並行してプレス成形シミュレーションによ る解析を行い,解析結果と実際の成形試験結果との比較検討を行うことにより,プレス 成形シミュレーションの有効性についても検討した.そして,プレス成形シミュレーシ ョンが実際のプレス成形の解析ツールとして有効であることを示した. 1.はじめに マグネシウム合金のプレス成形技術は,軽量化 を目指す自動車の大型部品の製造技術として欠くこ ーナーカット量52.5mm)の大きさに加工したものを ブランク材として用いた.図1にプレス成形試験に 使用した温間金型の概略図を示す. とが出来ない技術であり,今後,必要な技術として 大きな期待が寄せられている.しかし,マグネシウ ム合金のプレス成形は常温での成形が困難なため, 成形試験に使用した金型は,パンチが60mm角,ダ イが62mm角,パンチ肩半径が8mm,ダイ肩半径が 8mm及びコーナー半径が6mmの金型である.金型の その成形は金型や材料を高温に加熱した状態で行わ れている.そのプロセスは非常に複雑であり,成形 温度や速度の適正化が技術的課題としてあげられて ダイ及び板押さえの内部には,金型を加熱するため の棒状ヒーターと金型の温度を測定するための熱電 いる. 本研究においては,マグネシウム合金のプレス成 形における成形限界域を明らかにするため,角筒絞 りを対象とし,金型温度や絞り速度等をパラメータ ーラに接続して金型の温度を制御した. 本試験では,金型温度と絞り速度の二つを成形試 験のパラメータとし,金型温度については,100℃ とした成形試験を実施してその成形限界域を追究し た.また,成形試験と並行してプレス成形シミュレ ーションシステム(PAM-STAMP,日本自転車振興会 2.5mm/s∼10.0mm/sの条件の下で,前述のブランク 対を組み込み,これらヒーターと熱電対をコントロ ∼300℃の条件の下で,また絞り速度については, 平成17年度補助物件)1)2)によるシミュレーション解 析を行い,その解析結果と実際の成形試験結果との パンチ 板押さえ 比較検討を行うことにより,プレス成形シミュレー ションの有効性についても検討を行った. 熱電対 棒状ヒータ 2.実験方法 ダイ 2.1 温間域での角筒成形試験 マグネシウム合金のプレス成形における成形限界 断熱材 域を明確にするため,温間域での角筒成形試験を行 った.本試験では,市販のマグネシウム合金AZ31(押 出,圧延材)を試料とし,厚さが1mmで,145mm角(コ -17- ノックアウト 図1 成形試験用温間金型概略図 平成19年度 佐賀県工業技術センター 研究報告書 絞り速度 [ mm/s] 10.0 × ○ ○ ○ ○ 7.5 × ○ ○ ○ ○ 5.0 × ○ ○ ○ ○ 2.5 × × × ○ ○ ○ ○ 100 150 200 225 250 275 300 金型温度 [ ゜C] 図2 角筒成形試験の状況 図3 材を40mm深絞りすることで成形限界域を求めた.こ こで,プレス潤滑剤としてはプレコート潤滑剤を使 用した.図2にマグネシウム合金AZ31の角筒成形試 験を行っている時の状況を示す.ここで,プレス機 械はAIDA製の最大荷重200tのデジタルサーボプレス を使用した. 2.2 プレス成形シミュレーション 角筒成形試験と並行してプレス成形シミュレーシ ョンシステム(PAM-STAMP)を使用し,金型温度, 金型形状,潤滑剤(摩擦係数)等をパラメータとし たシミュレーション解析を行い,解析結果と実際の 成形試験の結果との比較検討を行った. マグネシウム合金 AZ31の角筒成形限界 加熱保持 s 30 ○ ○ ○ 20 ○ ○ ○ 10 ○ ○ × 5 ○ ○ × 0 ○ × × 5 7.5 10 絞り速度 mm/s 3.実験結果 3.1 温間域での角筒成形試験 図4 マグネシウム合金 AZ31の角筒成形限界 金型温度250゚ C ここでは,温間域でのマグネシウム合金の角筒成 形試験の結果について述べる. 図3にマグネシウム合金AZ31の角筒成形試験の結 果を示す.ここでは,金型温度と絞り速度について 渡っていることが明らかとなった. 図4に絞り速度とブランク材の加熱保持時間をパ 前述した条件の下で40mmの絞り加工を行い,目視で ラメータとして成形試験を行った結果を示す.金型 割 れなど の欠 陥が確 認され なかった 場合は 良好 (図3中では○印で示す)とした.一方,割れなど 温度を250℃に設定したものであるが,図4から絞 り速度が5mm/sの条件では,加熱保持時間が零すな 欠陥が確認された場合は不良(図3中では×印で示 す)と判断した.なお,実際の絞り試験は,所定の わちブランク材の加熱を行なわなくても,成形が可 能であることが明らかとなった. 温度に加熱したダイと板押さえの間にブランク材を 図5にAZ31の角筒成形試験において良好な結果が 挟み込み,30秒間加熱保持した後に行った. 図3の結果から,マグネシウム合金AZ31について は,金型温度が225゚C以上で,絞り速度が2.5mm/s∼ 得られた一例を示す.同図の結果から,一般に角絞 りにおいて発生しやすいコーナー部での破断もな く,良好に成形できているのが分かる. 10mm/sの条件で成形が可能であった.しかし,金型 温度が200゚C以下の条件においては,いずれの絞り 一方,図6にAZ31を金型温度200℃,絞り速度 5mm/sの条件で成形試験を行い,不良となった一例 速度においてもコーナー部において破断が発生し不 良となった.従って,この結果よりAZ31については, を示す.同図より,コーナー部を基点として割れが 進展し,破断が発生しているのが分かる. 良好に絞り加工ができる条件域がかなり広い範囲に -18- 平成19年度 佐賀県工業技術センター 研究報告書 表1 シミュレーション条件 条件 内容 ブランク形状 □145(CC52.5) ,t=1.0(AZ31) 成形深さ 40mm メッシュサイズ MAX4.25mm,アダプティブメッシュ2回 板押さえ力 図5 角筒成形試験良好の例 ダイ パンチ 金型温度225℃,絞り速度10mm/s で成形 図6 8KN(解析1/4モデル使用,2KN) □62,ダイ肩R8,コーナーR6 □60,パンチ肩R8 角筒成形試験不良(破断)の例 金型温度200℃,絞り速度5mm/s で成形 3.2 プレス成形シミュレーション ここでは,角筒絞りを解析対象としてマグネシウ ム合金AZ31の材料物性値を入力データとし,金型温 度,金型形状,潤滑剤(摩擦係数)等の要因をパラ メータとしたシミュレーション解析を実施した. 図7 解析ツール形状 T:200゚C T:250゚C 表1はここで解析の対象とした角筒絞りにおいて設 定した基本的なシミュレーション条件である.また, 図7に解析のツール形状を示す. 図 8は金型温度の角筒成形に及ぼす影響を解析 したものである.同図の左は金型温度200℃,右は 金型温度250℃の場合の解析結果であり,絞り深さ が40mm時点での成形品外側の歪み量を解析したもの で ある. また ,下段 の黄色 のカーブ はそれ ぞれ 200℃,250℃におけるFLD成形限界曲線を示してい る. 金型温度が200℃の場合は成形品外側コーナー部 の歪み量が200℃の成形限界曲線を越えており (図8中赤色で表示),この解析結果からも外側コ ーナ部での破断の危険性が予測されている.先に述 べたように実際の成形試験において,200℃ではコ ーナー部を基点とした破断が発生しており,解析結 果と一致した結果が得られた. 図9は一工程の成形においてどこまで成形が可能 かを解析により考察したものである.金型温度は250 ℃の条件で,左からダイ肩半径,パンチ肩半径がそ れぞれ2R,3R,4R,8Rの場合の解析結果で 割れ 200゚C成形 限界曲線 250゚C成形 限界曲線 割れ 図8 シミュレーション解析(金型温度の影響) ある. ダイ肩半径,パンチ肩半径が2Rと3Rの場合は 材料の流動性が悪くなり,パンチ肩半径部で成形品 の歪み量が成形限界曲線を越えるため,これらの形 状の場合は一工程の成形では成形が困難と予測され る.図9は成形深さが40mmの結果であり,同図には 示していないが,ダイ肩半径,パンチ肩半径が3R -19- 平成19年度 佐賀県工業技術センター 研究報告書 以下の場合は成形深さが5mm時点で,ダイ肩部,パ ンチ肩部とも歪み量が成形限界線を越えるといった DR2,PR2 結果が得られた.従って,これらの形状の成形を考 える場合は複数工程での成形を行う必要がある.そ れに対してダイ肩半径,パンチ肩半径が4R以上の 場合は材料の流動性が改善され,成形品の歪み量は DR3,PR3 DR4,PR4 DR8,PR8 割れ 成形限界曲線以下となっており,一工程での成形の 割れ 可能性が示唆された.以上のように金型の形状は金 型温度とともにプレス成形の可否に大きな影響を及 ぼすことが分かった. 図10に潤滑剤(摩擦係数)をパラメータとして解 析を行った結果を示す.一番左はプレコート潤滑剤 で摩擦係数が0.058の場合,その右は油系の潤滑剤 で摩擦係数が0.12の場合である.また,その右は DLCコーティング膜を想定して摩擦係数を0.2とした 図9 場合,それから,一番右は摩擦係数に関する成形限 シミュレーション解析(金型形状の影響) 金型温度250゚ C 界を求めるため摩擦係数を0.25として解析した場合 の結果である. 摩擦係数が0.2以下の場合は,成形品の歪み量は μ:0.058 μ:0.12 μ:0.20 μ:0.25 いずれも成形限界曲線以下の値となっており,成形 の安全性が解析上示された.ただし,油系の潤滑剤 は常温での摩擦係数であり,それが250℃といった 割れ 高温下においても,その潤滑性が果たして維持され るかという問題点は残った.摩擦係数が0.25を越え るとコーナー部の歪み量が成形限界曲線を越えるよ うになるので,摩擦係数に関しての成形限界は解析 上0.25程度の値となっていると考えられる. 図11は金型温度250℃,絞り速度5mm/sの条件で成 割れ 形した角絞り成形品の板厚を,底部中心から圧延方 向に沿ってポイントマイクロメータで実測したもの である.この場合のAZ31材の基板厚は0.96mmである. 図11にみられるように圧延方向の板厚はパンチ肩 図10 シミュレーション解析(潤滑剤の影響) 部を少し過ぎた側壁部の下部で最小となっており, その値は0.92mm程度の値となっている.また,フラ ンジ部においては板厚が次第に増加し,フランジ端 部で板厚は1.2mm程度の値となっている. また,図12に角絞り成形品の板厚を底部中心から 金型温度250゚ C に達した. 図13にプレス成形シミュレーションにより解析し 45゜方向でコーナー部を通る方向に測定した結果を た圧延方 向 と45゜方向の板厚分布の曲線を示す. この解析結果においても,圧延方向の板厚はパンチ 示す.45゜方向の板厚はパンチ肩半径の開始部を少 し過ぎた部分,すなわち成形品のコーナ部において 最小値となっており,その値は0.875mm程度となっ 肩半径部を少し過ぎた側壁部の下部で最小となって いる.また,45 ゜方向の板厚は,パンチ肩半径の 開始部を少し過ぎた角筒コーナ部において最小で, た.この部分が成形品全体で最小板厚の部分となっ ているので,破断する場合はこのコーナ部が最も危 そこが成形品全体で最小板厚の部分となっている. また,側壁部,フランジ部の板厚の増減に関する挙 険な箇所となることが分かった.また,側壁部,フ ランジ部にかけて板厚は圧延方向より大きくなって 動も実測値とよく似た挙動を示している. 以上述べてきたことから,金型温度と成形品の板 おり,フランジ部での最大板厚は1.4mmを越える値 厚に関して,実際の成形試験の結果とシミュレーシ -20- 平成19年度 佐賀県工業技術センター 研究報告書 板厚分布(圧延方向) 250゚C, 5mm/s 250゚ C,5mm/s 1.5 板厚(mm) 1.4 1.3 1.2 1.1 0.918 45゜方向 1 0.9 底部 パンチ肩部 側壁部 フランジ部 0.8 0 10 20 25 30 35.5 40 50 60 70 位置 図11 圧延方向 角筒成形品板厚分布(圧延方向) 板厚分布(45゜方向) 図13 シミュレーション板厚分布 250゚ C,5mm/s 1.5 板厚(mm) 1.4 成形試験結果との比較検討を行った結果,以下に示 1.3 1.2 すようなことが確認された. (1)マグネシウム合金AZ31の金型温度や絞り速度に 関する角筒成形限界域が明らかとなった.AZ31の角 パンチ肩部 1.1 0.875 1 0.9 側壁部 底部 フランジ部 0.8 0 5 10 15 20 25 30 33 36 39 42 45 48 50 55 60 65 71 76 80 81 (2)プレス成形シミュレーションの解析結果は,金 位置 図12 筒成形の場合には,金型温度225℃以上,絞り速度 2.5∼10mm/sの広い範囲で良好な成形が可能となる. 型温度,板厚挙動に関して実際の成形試験の結果と よく一致した.従って,プレス成形シミュレーショ ンは,実際のプレス成形の解析ツールとして有効な 角筒成形品板厚分布(45゚方向) ョン結果はよく一致したので,プレス成形シミュレ ーションがプレス成形における解析ツールとして有 効であることが確認された. 手段となり得る. 参考文献 4.おわりに 本研究においては,マグネシウム合金のプレス成 形における成形限界域を明らかにするため,角筒絞 1)安部重毅,釜屋昭彦,森下勇樹:プレスシミ ュレ ーショ ンの 実行例 ,広島県 立西部 工業技 術 セン タ ー研 究報 告, No.43 ( 200 0 ),P 10 5108. りを対象として金型温度や絞り速度等をパラメータ 2) 安 部 重 毅 , 森 下 勇 樹 , 坂元 康 泰 , 釜 屋昭 彦 : テ とした成形試験を実施した.また,成形試験と並行 してプレス成形シミュレーションシステムによるシ ーラードブランクのプレスシミュレーショ ン ,広島県立西部工業技術センター研究報告 , ミュレーション解析を行い,その解析結果と実際の No.44,(2001 ),P86-89. -21-
© Copyright 2026 Paperzz