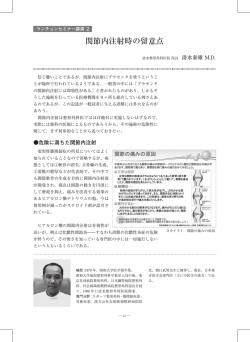
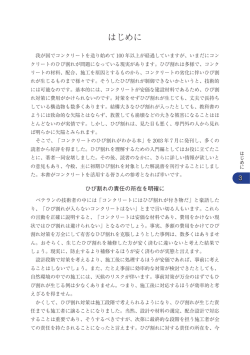
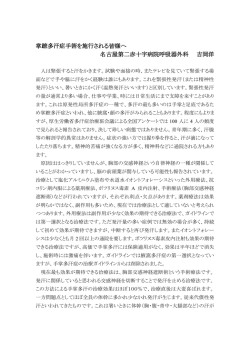
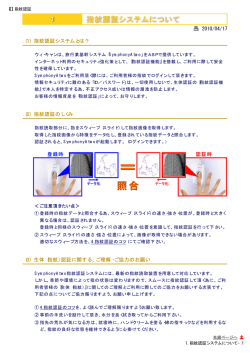
印刷の設定 出力方向: 横 ページサイズ: 用紙に合わせる バインダーなどに ファイリングして ご活用ください。 図解 樹脂部品設計 短納期射出成形を成功させるための クイック リファレンス ガイド Volume 1 本物のパーツを、驚きの早さで! プロトラブズ合同会社 〒 242-0008 神奈川県大和市中央林間西 6-7-1 TEL:0120-2610-25 または 046-259-9820 www.protomold.jp 図解 樹脂部品設計 目次 射出成形プロセス 2 短納期射出成形とは 3 短納期射出成形の利用分野 3 肉厚の設計 4 肉抜きの重要性 4 推奨肉厚 5 そりを避ける 5 応力を緩和 6 リブを最適に 6 ボスの肉厚 7 抜き勾配 7 コア・キャビティ 8 深い切削への対処 8 表面仕上げ 8 2方向抜き金型 9 スライド 9 バンプオフ 10 置き駒 10 深い小径穴 10 文字 11 タブ ゲート 11 自己嵌合パーツ 12 標準公差 12 材料の選定 13 色合わせの対応 14 樹脂添加物 14 アドバンテージは絶大 15 射出成形プロセス 1 ホッパーに樹脂ペレットを入れます。 2 熱せられたシリンダ内で樹脂を溶かします。 3 スクリューで溶けた樹脂を金型に流し込みます。 4 樹脂が冷えて固まります。 5 金型が開いて成形品が離型します。 ホッパー 金型 ノズル パーツ 樹脂 ラム スクリュー シリンダー ヒーター ©2013 Proto Labs. All rights reserved. 2 図解 樹脂部品設計 目次 射出成形プロセス 2 短納期射出成形とは 3 短納期射出成形の利用分野 3 肉厚の設計 4 肉抜きの重要性 4 推奨肉厚 5 そりを避ける 5 応力を緩和 6 リブを最適に 6 ボスの肉厚 7 抜き勾配 7 コア・キャビティ 8 深い切削への対処 8 表面仕上げ 8 2方向抜き金型 9 スライド 9 短納期射出成形とは 金型製作 ■ 金型をアルミから製作 ■ 3 軸 CNC マシニング切削加工 射出成形による本物の樹脂成形品を 短納期で入手 ■ 最短 1 日で CAD モデルから樹脂パーツ を成形 ■ 標準納期:10 営業日 短納期射出成形の 利用分野 試作品を本物の成形部品で確立 ■ 製品開発段階での機能評価テスト ■ ■ 複数の材料で試作 複数の形状を試作 先行量産 ■ 量産金型に先立って成形品を生産 少∼中量生産 ■ 25 個から数千個単位 ■ ジャストインタイムでの成形品の供給を実現 して、在庫コストを削減 緊急対応 ■ 生産ライントラブルの緊急リカバリ バンプオフ 10 置き駒 10 深い小径穴 10 文字 11 タブ ゲート 11 自己嵌合パーツ 12 標準公差 12 ■ 材料の選定 13 ■ 色合わせの対応 14 樹脂添加物 14 アドバンテージは絶大 15 ■ 緊急開発プロジェクト 短納期射出成形を利用する市場 ■ 医療機器 ■ コンシューマ製品 ■ 自動車 電子機器 ■ 電化製品 その他少∼中量生産を要する分野 ©2013 Proto Labs. All rights reserved. 3 図解 樹脂部品設計 目次 射出成形プロセス 2 短納期射出成形とは 3 短納期射出成形の利用分野 3 肉厚の設計 4 肉抜きの重要性 4 推奨肉厚 5 そりを避ける 5 応力を緩和 6 リブを最適に 6 ボスの肉厚 7 抜き勾配 7 コア・キャビティ 8 深い切削への対処 8 表面仕上げ 8 2方向抜き金型 9 スライド 9 バンプオフ 10 置き駒 10 深い小径穴 10 文字 11 タブ ゲート 11 自己嵌合パーツ 12 標準公差 12 材料の選定 13 色合わせの対応 14 樹脂添加物 14 アドバンテージは絶大 15 肉厚の設計 肉厚を均一化することが射出成形を成功 に導きます。 肉抜きの重要性 肉抜きにより過度な肉厚を避けます。 ■ 良好な成形品によって安定した機能性を得る ことができます。 ヒケ 設計モデル 実際の射出成形状態 元の形状 そり 肉抜き形状 肉抜き形状 * ポイント:射出成形品の設計にあたっては、成形品のそ りや歪みを避けるために肉厚を均一化させま しょう。 * ポイント:必要以上の肉厚はパーツ寸法を狂わせたり、強度 を低下させたり、成形後の加工が必要になること があります。 ©2013 Proto Labs. All rights reserved. 4 図解 樹脂部品設計 目次 射出成形プロセス 2 短納期射出成形とは 3 短納期射出成形の利用分野 3 肉厚の設計 4 肉抜きの重要性 4 推奨肉厚 5 そりを避ける 5 応力を緩和 推奨肉厚 そりを避ける 樹脂ごとの推奨肉厚 樹脂 推奨肉厚(mm) ABS 1.1 - 3.5 POM(ポリアセタール) 0.7 - 3.0 6 アクリル 0.6 - 3.8 リブを最適に 6 ボスの肉厚 7 LCP(液晶ポリマー) 0.7 - 3.0 抜き勾配 7 コア・キャビティ 8 深い切削への対処 8 表面仕上げ LFP (長繊維強化熱可塑性樹脂) 1.9 - 25.4 ナイロン 0.7 - 2.9 8 PC(ポリカボネート) 1.0 - 3.8 2方向抜き金型 9 スライド 9 ポリエステル 0.6 - 3.1 PE(ポリエチレン) 0.7 - 5.0 0.5 - 4.5 バンプオフ 10 置き駒 10 深い小径穴 10 文字 11 PP(ポリプロピレン) 0.6 - 3.8 タブ ゲート 11 自己嵌合パーツ 12 PS(ポリスチレン) 0.8 - 3.8 標準公差 12 材料の選定 13 色合わせの対応 14 樹脂添加物 14 アドバンテージは絶大 15 PPS (ポリフェニレンサルファイド) 異なる肉厚間にスロープを設けることで段差部 に発生する応力を緩和できます。 リブ形状を追加することによってそりを防ぐこと ができます。 注:一般的な指針です。パーツの形状や成形方法によって異な ります。 * ポイント:Protomoldでの推奨肉厚は1.0 - 3.0mmです。 ©2013 Proto Labs. All rights reserved. 5 図解 樹脂部品設計 目次 射出成形プロセス 2 短納期射出成形とは 3 短納期射出成形の利用分野 3 肉厚の設計 4 肉抜きの重要性 4 推奨肉厚 5 そりを避ける 5 応力を緩和 6 リブを最適に 6 ボスの肉厚 7 抜き勾配 7 コア・キャビティ 8 深い切削への対処 8 表面仕上げ 8 2方向抜き金型 9 スライド 9 バンプオフ 10 置き駒 10 深い小径穴 10 文字 11 タブ ゲート 11 自己嵌合パーツ 12 標準公差 12 材料の選定 13 色合わせの対応 14 樹脂添加物 14 アドバンテージは絶大 15 応力を緩和 シャープな角はパーツの強度を低下させます。 ■ シャープな角には応力が集中し、樹脂の流 れが妨げられます。 ■ リブを最適に ヒケを防ぐには、リブの厚さは壁の厚さの約半 分くらいが理想的です。 形状に応力集中部が発生します。 壁厚の約半分 対策前 対策後 壁厚 応力が集中 ©2013 Proto Labs. All rights reserved. 6 図解 樹脂部品設計 目次 射出成形プロセス 2 短納期射出成形とは 3 短納期射出成形の利用分野 3 肉厚の設計 4 肉抜きの重要性 4 推奨肉厚 5 そりを避ける 5 応力を緩和 6 リブを最適に 6 ボスの肉厚 7 抜き勾配 7 コア・キャビティ 8 深い切削への対処 8 表面仕上げ 8 2方向抜き金型 9 スライド 9 バンプオフ 10 置き駒 10 深い小径穴 10 文字 11 タブ ゲート 11 自己嵌合パーツ 12 標準公差 12 材料の選定 13 色合わせの対応 14 樹脂添加物 14 アドバンテージは絶大 15 ボスの肉厚に注意 ■ ボス形状の肉厚は厚くならないようにしま しょう。ボスと隣接させる形状がある場合 は特に注意が必要です。 ■ 厚肉部分にはヒケやボイド(空洞)が発生 しやすくなります。 抜き勾配を付ける できるだけ抜き勾配(垂直面に傾斜)を設ける ようにしましょう。これにより、成形品がスムー ズに金型から離型され、離型によるキズやエジェ クタの食いつき痕を軽減することができます。よ り早く、より良い成形品を入手するための秘訣 です。 抜き勾配なし 抜き勾配あり ©2013 Proto Labs. All rights reserved. 7 図解 樹脂部品設計 目次 射出成形プロセス 2 短納期射出成形とは 3 短納期射出成形の利用分野 3 肉厚の設計 4 肉抜きの重要性 4 推奨肉厚 5 そりを避ける 5 応力を緩和 6 リブを最適に 6 ボスの肉厚 7 抜き勾配 7 コア・キャビティ 8 深い切削への対処 8 表面仕上げ 8 2方向抜き金型 9 スライド 9 バンプオフ 10 置き駒 10 深い小径穴 10 文字 11 タブ ゲート 11 自己嵌合パーツ 12 標準公差 12 材料の選定 13 色合わせの対応 14 樹脂添加物 14 アドバンテージは絶大 15 コア・キャビティ設計 下図のようにリブ構造ではなく、コア・キャ ビティ構造にして抜き勾配を設けることで、 肉厚を均一化することができます。また、表 面仕上げも容易になり、迅速に質の良い成 形を実現できます。 深い切削への対処 形状にはできる限り抜き勾配を付けることで、 深さのある形状をスムーズに成形できます。目 安としてパーティング ラインからの深さ 25mm 毎に1 の抜き勾配が必要となります。 表面仕上げ Protomold では表面仕上げを選択でき、ビー ズブラストによるシボ加工も選択できます。シボ 加工を施す面には抜き勾配が必要で、標準(細 目)の仕上げは 3 以上、中程度の仕上げでは 5 以上が必要になります。 リブ構造 コア・キャビティ構造 ©2013 Proto Labs. All rights reserved. 8 図解 樹脂部品設計 目次 射出成形プロセス 2 短納期射出成形とは 3 短納期射出成形の利用分野 3 肉厚の設計 4 肉抜きの重要性 4 推奨肉厚 5 そりを避ける 5 応力を緩和 6 リブを最適に 6 ボスの肉厚 7 抜き勾配 7 コア・キャビティ 8 深い切削への対処 8 表面仕上げ 8 2方向抜き金型 9 スライド 9 バンプオフ 10 置き駒 10 深い小径穴 10 文字 11 タブ ゲート 11 自己嵌合パーツ 12 標準公差 12 材料の選定 13 色合わせの対応 14 樹脂添加物 14 アドバンテージは絶大 15 2方向抜き金型ならお得 すり合わせ形状であれば、2方向抜き金型 で製作できます。すり合わせ面の角度は 3 以上が推奨されますが、スライド構造の金型 で成形するよりもコストを大幅に抑えること ができます。 スライド スライド構造は、製品形状の外側から金型部品 をスライドさせることよって、アンダーカット形 状を製作することができます。 ©2013 Proto Labs. All rights reserved. 9 図解 樹脂部品設計 目次 射出成形プロセス 2 短納期射出成形とは 3 短納期射出成形の利用分野 3 肉厚の設計 4 肉抜きの重要性 4 推奨肉厚 5 そりを避ける 5 応力を緩和 6 リブを最適に 6 ボスの肉厚 7 抜き勾配 7 コア・キャビティ 8 深い切削への対処 8 表面仕上げ 8 2方向抜き金型 9 スライド 9 バンプオフ 10 置き駒 10 深い小径穴 10 文字 11 タブ ゲート 11 自己嵌合パーツ 12 標準公差 12 材料の選定 13 色合わせの対応 14 樹脂添加物 14 アドバンテージは絶大 15 バンプオフでスムーズに 離型(無理抜き) 「バンプオフ」とは小さなアンダーカットで、 スライドを使用せずに2方向抜き金型からス ムーズに離型できる形状です。軽微なアンダー カットであればバンプオフで対応できますが、 寸法、樹脂の種類、方向などの条件を満たす 必要があります。 金型の可動側 (コア側) 置き駒 置き駒は、アンダーカット形状を成形するため に金型の一部を分割した金型部品です。成形品 とともに押し出され、オペレータが成形品から 取り外して再度金型に挿着する作業が繰り返さ れます。 深い小径穴 小径で深い穴形状は、鉄製のコアピンで製作し ます。鉄製のコアピンはエジェクションの応力に も十分耐えられる強度を持ち、抜き勾配を設け なくても比較的スムーズに離型できます。 金型の固定側 (キャビティ側) ©2013 Proto Labs. All rights reserved. 10 図解 樹脂部品設計 目次 射出成形プロセス 2 短納期射出成形とは 3 短納期射出成形の利用分野 3 肉厚の設計 4 肉抜きの重要性 4 推奨肉厚 5 そりを避ける 5 応力を緩和 6 リブを最適に 6 ボスの肉厚 7 抜き勾配 7 コア・キャビティ 8 深い切削への対処 8 表面仕上げ 8 2方向抜き金型 9 スライド 9 バンプオフ 10 置き駒 10 深い小径穴 10 文字 11 タブ ゲート 11 自己嵌合パーツ 12 標準公差 12 材料の選定 13 色合わせの対応 14 樹脂添加物 14 アドバンテージは絶大 15 文字に配慮 文字の太さが 0.5mm 以上あるゴシック体(サンセリフ 系フォント)を選択しましょう。成形が難しいのはセリフ 系のフォントで、 「ひげ飾り」と呼ばれる文字のストロー クの端にある装飾部分が小さすぎることが影響します。 成形品の表面から文字が突起していることが理想的で す。つまり、金型自体に文字を彫り込むことが望ましく、 金型に文字を突起させて成形品に彫り込む場合は、金 型の文字のまわりを磨ききれないことがあり、外観に影 響します。 SolidWorks では、Century Gothic 26 ポイントの 標準フォントおよび 16 ポイントの太字フォントは金 型彫り込み可能な文字サイズです。 ■ Comic Sans MS 24 ポイントも彫り込み可能な文字 サイズです。 ■ 小さい文字の場合、深さを 0.25 ∼ 0.38mm 程度 にすることで、成形品のスムーズな離型を可能にし ます。 ■ ゲートの位置 ゲート部の肉厚が薄いと、樹脂の充填が悪くな り、またゲート カットの際には成形品が破損す る可能性があります。ゲート位置には十分な肉 厚が必要です。他の方法もご提案できる場合が あります。弊社のカスタマー サービス エンジニ アにご相談ください。 電話:0120-2610-25 または 046-259-9821 Email:[email protected] 肉厚が薄いとゲート カットによって破損 しやすい 金型切削カッターが、 すべてのフィーチャに 入るよう考慮する 必要があります ©2013 Proto Labs. All rights reserved. 11 図解 樹脂部品設計 目次 射出成形プロセス 2 短納期射出成形とは 3 短納期射出成形の利用分野 3 肉厚の設計 4 肉抜きの重要性 4 推奨肉厚 5 そりを避ける 5 応力を緩和 6 リブを最適に 6 ボスの肉厚 7 抜き勾配 7 コア・キャビティ 8 深い切削への対処 8 表面仕上げ 8 2方向抜き金型 9 スライド 9 バンプオフ 10 置き駒 10 深い小径穴 10 文字 11 タブ ゲート 11 自己嵌合パーツ 12 標準公差 12 材料の選定 13 色合わせの対応 14 樹脂添加物 14 アドバンテージは絶大 15 自己嵌合パーツ 同一形状のパーツが互いに嵌合する自己嵌合 パーツを設計すれば、金型も1つで済み、コ スト低減につながります。 以下の要素に対応します。 ■ ボスと穴 ■ 標準公差 ■ Protomold の最小公差(精度)は、 0.1 となります。 ■ 寸法が大きくなるにしたがって、公差も大き くなります。樹脂によって異なりますが、例 えば ABS や PC(ポリカーボネート)など の比較的収縮率が小さい樹脂では 10mm あたり 0.02mm、POM(ポリアセタール) や PP など収縮率が大きい樹脂では 10mm あたり 0.04mm が最小公差( 0.1)に追 加されます。 ■ 弊社のプロセスで精度を高める方法もありま す。カスタマー サービス エンジニアにご相 談ください。 電話:0120-2610-25 または 046-259-9821 Email:[email protected] フックとラッチ ボスと穴 フックとラッチ ©2013 Proto Labs. All rights reserved. 12 図解 樹脂部品設計 目次 射出成形プロセス 2 短納期射出成形とは 3 短納期射出成形の利用分野 3 肉厚の設計 4 肉抜きの重要性 4 推奨肉厚 5 そりを避ける 5 応力を緩和 6 リブを最適に 6 ボスの肉厚 7 抜き勾配 7 コア・キャビティ 8 深い切削への対処 8 表面仕上げ 8 2方向抜き金型 9 スライド 9 バンプオフ 10 置き駒 10 深い小径穴 10 文字 11 タブ ゲート 11 自己嵌合パーツ 12 標準公差 12 材料の選定 13 色合わせの対応 14 樹脂添加物 14 アドバンテージは絶大 15 材料の選定 樹脂の選定にあたっては、機械特性、物理特性、耐薬品、耐熱、耐電性、可燃性、耐 UV 性などの要件を 考慮しなければならない場合があります。樹脂メーカーなどが公開しているデータをご確認ください。 汎用樹脂̶ 低価格で特性は低から中程度 汎用樹脂 エンジニアリング樹脂̶ より高価で特性は高い エンジニアリング樹脂 PP(ポリプロピレン)̶低強度、 ABS 高耐衝撃性、低価格、高耐薬品 ■ 低価格 性、リビングヒンジ構造に最適 ■ 耐衝撃性 PE(ポリエ チレン )̶低強度、 ■ 装置や受話器のハウジング 高 耐 衝 撃 性、 低 価 格、 高 耐 薬 POM(ポリアセタール) 品性 ■ より高価 PS(ポリスチレン) ̶硬質、透明、 ■ 高強度 低価格、もろいが強化可能 ■ 優れた潤滑性と加工性 ■ 過度な肉厚にとても敏感 LCP(液晶ポリマー) ■ 非常に高価 ■ 非常に高強度 ■ 非常に薄いパーツにも対応可能 ■ ウェルド強度が低い ナイロン ■ 手ごろな価格 ■ 非常に高強度 ■ 特にガラス含有材は変形が発 生しやすい ■ 水を吸収して、寸法および特 性が変化する PC(ポリカボネート) ■ 手ごろな価格 ■ 高耐衝撃性 ■ 優れた寸法精度 ■ 薬品ストレスクラック、ボイド が発生しやすい ポリエステル̶PBT、PET PPS、PSU、PES、PEI その他多数 ©2013 Proto Labs. All rights reserved. 13 図解 樹脂部品設計 目次 射出成形プロセス 2 短納期射出成形とは 3 短納期射出成形の利用分野 3 肉厚の設計 4 肉抜きの重要性 4 推奨肉厚 5 そりを避ける 5 応力を緩和 6 リブを最適に 6 ボスの肉厚 7 抜き勾配 7 コア・キャビティ 8 深い切削への対処 8 表面仕上げ 8 2方向抜き金型 9 スライド 9 バンプオフ 10 置き駒 10 深い小径穴 10 文字 11 タブ ゲート 11 自己嵌合パーツ 12 標準公差 12 材料の選定 13 色合わせの対応 14 樹脂添加物 14 アドバンテージは絶大 15 色合わせの対応 標準色̶樹脂メーカーからの標準色は通常、黒またはナチュラル色です。ナチュラル色とは、白、ベージュ、 琥珀色などです。カスタム色は、ナチュラル材に着色材を添加して作成します。プロトラブズでは色合わせに ついてご相談に応じております。カスタマー サービス エンジニアにご相談ください。 電話:0120-2610-25 または 046-259-9821 Email:[email protected] 樹脂添加物 短ガラス繊維は、樹脂を強化して特に高温でのクリー プを防止するために使用します。ガラス繊維は樹脂をよ り強く、より堅く、脆化させます。 炭素繊維を使用して樹脂を強化または堅くしたり、静電 気を除去します。ガラス繊維と同じ制約があります。 鉱物(タルクや粘土)も、添加剤として利用されること があります。コストの低減、完成パーツの硬度を高める ために使用します。冷却時に樹脂ほど収縮しないため、 そりを軽減できます。 PTFE(テフロン)と二硫化モリブデンを配合して、ベ アリング パーツの潤滑性を高めます。 長ガラス繊維は、短ガラス繊維と同様に樹脂を強化して クリープを防止するために使用します。また、樹脂の強 度と剛性を増します。欠点は、薄い肉厚や樹脂の流動 距離が長い場合に成形が特に難しいことです。 アラミド(ケブラー)繊維はガラス繊維に似ていますが、 強度と研削性に劣ります。 ガラスビーズと雲母フレークは、樹脂を堅くしてそりや 収縮を軽減するために使用します。含有率が高いと、成 形が難しい場合があります。 ステンレス鋼繊維は EMI(電磁妨害)や RFI(無線周 波妨害)を制御するために使用します。通常は、電子 部品のハウジングで使用します。炭素繊維よりも誘電性 に優れています。 UV 抑制剤は、野外で使用する樹脂に添加します。 静電処理により、樹脂の静電気を除去できます。 ©2013 Proto Labs. All rights reserved. 14 図解 樹脂部品設計 目次 アドバンテージは絶大 ! 射出成形プロセス 2 短納期射出成形とは 3 ■ 他に先駆けて本物の射出成形品を入手 短納期射出成形の利用分野 3 肉厚の設計 4 ■ 試作サイクルを数日、週単位で短縮 肉抜きの重要性 4 ■ 生産ライン停止のピンチを回避 推奨肉厚 5 そりを避ける 5 応力を緩和 6 リブを最適に 6 ボスの肉厚 7 抜き勾配 7 コア・キャビティ 8 深い切削への対処 8 表面仕上げ 8 2方向抜き金型 9 スライド 9 バンプオフ 10 置き駒 10 深い小径穴 10 文字 11 タブ ゲート 11 自己嵌合パーツ 12 標準公差 12 材料の選定 13 色合わせの対応 14 樹脂添加物 14 アドバンテージは絶大 15 お問い合わせ先 プ ロ ト に Go! TEL: 0120-2610-25 または 046-259-9821 Email: [email protected] お電話でのお問い合わせ歓迎です。 ©2013 Proto Labs. All rights reserved. 15 Protomold 短納期射出成形サービスは、プロトラブズが Firstcut 切削加工サービスと共に提供しているカスタム部品を最速でお届け するサービスです。 対話式でグラフィカルな ProtoQuote オンライン見積りが成形性の 解析結果と確定金額を提示し、合理化を極めた製造システムにより 最短1営業日で射出成形を実施して納品します。 www.protomold.jp TEL: 0120-2610-25 または 046-259-9820 プロトラブズ合同会社 〒 242-0008 神奈川県大和市中央林間西 6-7-1 Proto Labs, Inc. 5540 Pioneer Creek Drive Maple Plain, MN 55359 United States Proto Labs, Ltd. Halesfield 8, Telford Shropshire TF7 4QN United Kingdom プロトラブズ合同会社 〒 242-0008 神奈川県大和市中央林間西 6-7-1 TEL:0120-2610-25 または 046-259-9820 www.protomold.jp
© Copyright 2026 Paperzz